

PWM 300 Manuale operativo - Victor Technologies - Europe
PWM 300 Manuale operativo - Victor Technologies - Europe
PWM 300 Manuale operativo - Victor Technologies - Europe

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
SEZIONE 4: USO DELLA TORCIA<br />
4.01 PREDISPOSIZIONI PER L’USO<br />
<strong>PWM</strong>-<strong>300</strong><br />
La scelta di specifici parametri per una data applicazione di saldatura dipende dal tipo di materiale,<br />
dalla configurazione del giunto e dal tipo di saldatura desiderato. Le impostazioni appropriate adatte<br />
a un determinato giunto devono essere determinate nel corso del lavoro.<br />
I fogli informativi alla fine del manuale aiuteranno nella scelta dei gas plasma e di schermatura appropriati.<br />
Le tabelle 3-A e 3-B forniscono la massima fascia operativa dei vari ugelli.<br />
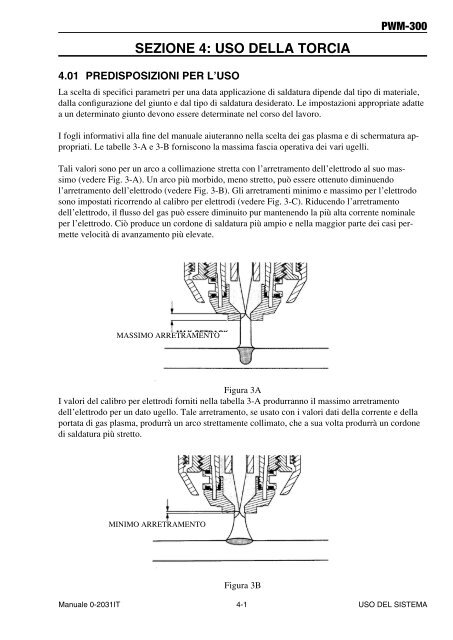
Tali valori sono per un arco a collimazione stretta con l’arretramento dell’elettrodo al suo massimo<br />
(vedere Fig. 3-A). Un arco più morbido, meno stretto, può essere ottenuto diminuendo<br />
l’arretramento dell’elettrodo (vedere Fig. 3-B). Gli arretramenti minimo e massimo per l’elettrodo<br />
sono impostati ricorrendo al calibro per elettrodi (vedere Fig. 3-C). Riducendo l’arretramento<br />
dell’elettrodo, il flusso del gas può essere diminuito pur mantenendo la più alta corrente nominale<br />
per l’elettrodo. Ciò produce un cordone di saldatura più ampio e nella maggior parte dei casi permette<br />
velocità di avanzamento più elevate.<br />
MASSIMO ARRETRAMENTO<br />
Figura 3A<br />
I valori del calibro per elettrodi forniti nella tabella 3-A produrranno il massimo arretramento<br />
dell’elettrodo per un dato ugello. Tale arretramento, se usato con i valori dati della corrente e della<br />
portata di gas plasma, produrrà un arco strettamente collimato, che a sua volta produrrà un cordone<br />
di saldatura più stretto.<br />
MINIMO ARRETRAMENTO<br />
Figura 3B<br />
<strong>Manuale</strong> 0-2031IT 4-1 USO DEL SISTEMA














