Eigenschappen en toepassing van glassolderen - DSPE
Eigenschappen en toepassing van glassolderen - DSPE
Eigenschappen en toepassing van glassolderen - DSPE

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Eig<strong>en</strong>schapp<strong>en</strong></strong> <strong>en</strong><br />
<strong>toepassing</strong> <strong>van</strong> glassolder<strong>en</strong><br />
Dr. H. Paschke Schott Glaswerke, Mainz<br />
1, Inleiding<br />
Glas is t<strong>en</strong>gevolge <strong>van</strong> het feit, dat het bij hoge temperatuur<br />
zacht <strong>en</strong> vervormbaar is <strong>en</strong> bevochtigt, <strong>en</strong> bij lage<br />
temperatuur weer vaste vorm aanneemt, uitstek<strong>en</strong>d<br />
geschikt als materiaal voor verbinding<strong>en</strong>. Reeds vroeg heeft<br />
m<strong>en</strong> niet alle<strong>en</strong> glas met glas versmolt<strong>en</strong>, maar ook andere<br />
material<strong>en</strong>, in het bijzonder metal<strong>en</strong>, met glas verbond<strong>en</strong>.<br />
Vanuit de zeer kostbare glasblaastechniek<strong>en</strong> kwam m<strong>en</strong> in<br />
to<strong>en</strong>em<strong>en</strong>de mate ook tot rationelere verbindingsmethod<strong>en</strong>,<br />
waarbij voor technische glaz<strong>en</strong> temperatur<strong>en</strong> in het gebied<br />
<strong>van</strong> 1000°C of slechts weinig daar b<strong>en</strong>ed<strong>en</strong> noodzakelijk zijn.<br />
Daar, waar e<strong>en</strong> grote temperatuurbelasting moet word<strong>en</strong><br />
vermed<strong>en</strong>, hetzij weg<strong>en</strong>s het gevaar <strong>van</strong> mechanische<br />
vervorming <strong>van</strong> het andere verbindingselem<strong>en</strong>t of ter<br />
bescherming <strong>van</strong> temperatuurgevoelige onderdel<strong>en</strong>, kan<br />
m<strong>en</strong> alle<strong>en</strong> maar glaz<strong>en</strong> met e<strong>en</strong> uiterst lage verwekings-<br />
temperatuur toepass<strong>en</strong>, die m<strong>en</strong> naar analogie <strong>van</strong> het<br />
spraakgebruik in de metaalbranche 'glassolder<strong>en</strong>' noemt.<br />
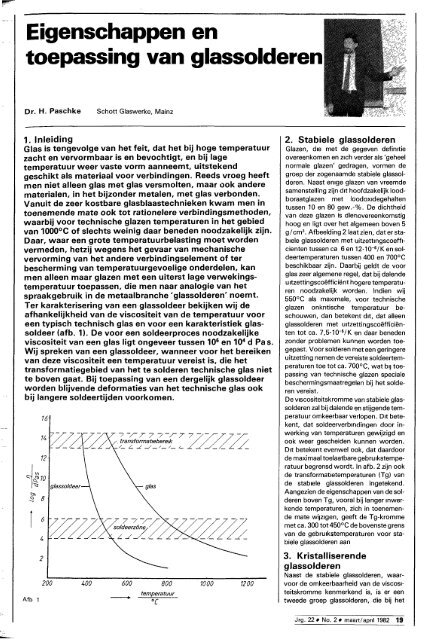
Ter karakterisering <strong>van</strong> e<strong>en</strong> glassoldeer bekijk<strong>en</strong> wij de<br />
afhankelijkheid <strong>van</strong> de viscositeit <strong>van</strong> de temperatuur voor<br />
e<strong>en</strong> typisch technisch glas <strong>en</strong> voor e<strong>en</strong> karakteristiek glas-<br />
soldeer (afb. 1). De voor e<strong>en</strong> soldeerproces noodzakelijke<br />
viscositeit <strong>van</strong> e<strong>en</strong> glas ligt ongeveer tuss<strong>en</strong> lo6 <strong>en</strong> lo4 d Pas.<br />
Wij sprek<strong>en</strong> <strong>van</strong> e<strong>en</strong> glassoldeer, wanneer voor het bereik<strong>en</strong><br />
<strong>van</strong> deze viscositeit e<strong>en</strong> temperatuur vereist is, die het<br />
transformatiegebied <strong>van</strong> het te solder<strong>en</strong> technische glas niet<br />
te bov<strong>en</strong> gaat. Bij <strong>toepassing</strong> <strong>van</strong> e<strong>en</strong> dergelijk glassoldeer<br />
word<strong>en</strong> blijv<strong>en</strong>de deformaties <strong>van</strong> het technische glas ook<br />
bij langere soldeertijd<strong>en</strong> voorkom<strong>en</strong>.<br />
42 b 10<br />
l 6<br />
Afb 1<br />
I<br />
200 400 600 800 10 O0 12 O0<br />
___,<br />
temperatuur<br />
"C<br />
2. Stabiele glassoider<strong>en</strong><br />
Glaz<strong>en</strong>, die met de gegev<strong>en</strong> definitie<br />
overe<strong>en</strong>kom<strong>en</strong> <strong>en</strong> zich verder als 'geheel<br />
normale glaz<strong>en</strong>' gedrag<strong>en</strong>, vorm<strong>en</strong> de<br />
groep der zog<strong>en</strong>aamde stabiele glassol-<br />
der<strong>en</strong>. Naast <strong>en</strong>ige glaz<strong>en</strong> <strong>van</strong> vreemde<br />
sam<strong>en</strong>stelling zijn dit hoofdzakelijk lood-<br />
boraatglaz<strong>en</strong> met loodoxidegehalt<strong>en</strong><br />
tuss<strong>en</strong> 10 <strong>en</strong> 80 gew.-%. De dichtheid<br />
<strong>van</strong> deze glaz<strong>en</strong> is di<strong>en</strong>overe<strong>en</strong>komstig<br />
hoog <strong>en</strong> ligt over het algeme<strong>en</strong> bov<strong>en</strong> 5<br />
g/cm3. Afbeelding 2 laat zi<strong>en</strong>, dat er sta-<br />
biele glassolder<strong>en</strong> met uitzettingscoeff i-<br />
ci<strong>en</strong>t<strong>en</strong> tuss<strong>en</strong> ca 6 <strong>en</strong> 12.10-6/K <strong>en</strong> sol-<br />
deertemperatur<strong>en</strong> tuss<strong>en</strong> 400 <strong>en</strong> 7OOOC<br />
beschikbaar zijn. Daarbij geldt de voor<br />
glas zeer algem<strong>en</strong>e regel, dat bij dal<strong>en</strong>de<br />
uitzettingscoëfficiënt hogere temperatu-<br />
r<strong>en</strong> noodzakelijk word<strong>en</strong>. Indi<strong>en</strong> wij<br />
55OOC als maximale, voor technische<br />
glaz<strong>en</strong> onkritische temperatuur be-<br />
schouw<strong>en</strong>, dan betek<strong>en</strong>t dit, dat alle<strong>en</strong><br />
glassolder<strong>en</strong> met uitzettingscoëfficiën-<br />
t<strong>en</strong> tot ca. 7,5-10-6/K <strong>en</strong> daar b<strong>en</strong>ed<strong>en</strong><br />
zonder problem<strong>en</strong> kunn<strong>en</strong> word<strong>en</strong> toe-<br />
gepast. Voor solder<strong>en</strong> met e<strong>en</strong> geringere<br />
uitzetting nem<strong>en</strong> de vereiste soldeertem-<br />
peratur<strong>en</strong> toe tot ca. 7OO0C, wat bij toe-<br />
passing <strong>van</strong> technische glaz<strong>en</strong> speciale<br />
beschermingsmaatregel<strong>en</strong> bij het solde-<br />
r<strong>en</strong> vereist.<br />
De viscositeitskromme <strong>van</strong> stabiele glas-<br />
solder<strong>en</strong> zal bij dal<strong>en</strong>de <strong>en</strong> stijg<strong>en</strong>de tem-<br />
peratuur omkeerbaar verlop<strong>en</strong>. Dit bete-<br />
k<strong>en</strong>t, dat soldeerverbinding<strong>en</strong> door in-<br />
werking <strong>van</strong> temperatur<strong>en</strong> gewijzigd <strong>en</strong><br />
ook weer gescheid<strong>en</strong> kunn<strong>en</strong> word<strong>en</strong>.<br />
Dit betek<strong>en</strong>t ev<strong>en</strong>wel ook, dat daardoor<br />
de maximaal toelaatbare gebruikstempe-<br />
ratuur begr<strong>en</strong>sd wordt. In afb. 2 zijn ook<br />
de transformatietemperatur<strong>en</strong> (Tg) <strong>van</strong><br />
de stabiele glassolder<strong>en</strong> ingetek<strong>en</strong>d.<br />
Aangezi<strong>en</strong> de eig<strong>en</strong>schapp<strong>en</strong> <strong>van</strong> de sol-<br />
der<strong>en</strong> bov<strong>en</strong> Tg, vooral bij langer inwer-<br />
k<strong>en</strong>de temperatur<strong>en</strong>, zich in to<strong>en</strong>em<strong>en</strong>-<br />
de mate wijzig<strong>en</strong>, geeft de Tg-kromme<br />
met ca. 300 tot 45OOC de bov<strong>en</strong>ste gr<strong>en</strong>s<br />
<strong>van</strong> de gebruikstemperatur<strong>en</strong> voor sta-<br />
biele glassolder<strong>en</strong> aan<br />
3. Kristalliser<strong>en</strong>de<br />
glassolder<strong>en</strong><br />
Naast de stabiele glassolder<strong>en</strong>, waar-<br />
voor de omkeerbaarheid <strong>van</strong> de viscosi-<br />
teitskromme k<strong>en</strong>merk<strong>en</strong>d is, is er e<strong>en</strong><br />
tweede groep glassolder<strong>en</strong>, die bij het<br />
Jrg. 22 No. 2 maadamil 1982 19
w EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
5<br />
2<br />
2 E<br />
I L<br />
2<br />
Afb 2<br />
Afb 3<br />
300<br />
450<br />
400<br />
300<br />
li:<br />
4<br />
20 Jra. 22 No 2 maart/aoril 19ûZ<br />
soldeerproces t<strong>en</strong>minste gedeeltelijk uit-<br />
kristalliser<strong>en</strong> <strong>en</strong> t<strong>en</strong>gevolge daar<strong>van</strong> dui-<br />
delijk andere eig<strong>en</strong>schapp<strong>en</strong> krijg<strong>en</strong>.<br />
Daar de k<strong>en</strong>nis <strong>van</strong> deze speciale eig<strong>en</strong>-<br />
schapp<strong>en</strong> voor de <strong>toepassing</strong> <strong>van</strong> de<br />
kristalliser<strong>en</strong>de glassolder<strong>en</strong> <strong>van</strong> bijzon-<br />
dere betek<strong>en</strong>is kan zip, di<strong>en</strong><strong>en</strong> zij hier<br />
uitvoeriger te word<strong>en</strong> beschrev<strong>en</strong>.<br />
3.1 Principieel gedrag <strong>van</strong><br />
kristalliser<strong>en</strong>de glassolder<strong>en</strong><br />
soldeeriempera tuur<br />
Ook kristalliser<strong>en</strong>de glassolder<strong>en</strong> worstabiele<br />
glassolder<strong>en</strong> d<strong>en</strong> verkreg<strong>en</strong> door het smelt<strong>en</strong> <strong>van</strong> zuiver<br />
glas <strong>en</strong> de kristallisatie wordt door<br />
snelle afkoeling uit de smeltov<strong>en</strong> onderdrukt.<br />
Bij temperatuurstijging verton<strong>en</strong><br />
Z¡J aan<strong>van</strong>kelok het voor glaz<strong>en</strong> typische<br />
400 sa# 600 700<br />
goede vloei<strong>en</strong>. Sij voldo<strong>en</strong>de hoge temperatur<strong>en</strong><br />
vorm<strong>en</strong> zich dan kristalfas<strong>en</strong>.<br />
___.. temperatuur<br />
"C<br />
Aan de hand <strong>van</strong> afb. 3 di<strong>en</strong><strong>en</strong> de process<strong>en</strong><br />
bij de kristallisatie in beginsel te<br />
word<strong>en</strong> beschrev<strong>en</strong>. Uitgegaan wordt<br />
<strong>van</strong> e<strong>en</strong> typisch temperatuurprogramma<br />
met e<strong>en</strong> warmteto<strong>en</strong>ame <strong>van</strong> 7OC/min.,<br />
I<br />
I<br />
e<strong>en</strong> verhittingstijd <strong>van</strong> 50 minut<strong>en</strong> op<br />
450°C <strong>en</strong> e<strong>en</strong> afkoeling <strong>van</strong> 3OC/min. in<br />
I<br />
I<br />
I<br />
1<br />
soldeerprogramma<br />
I<br />
het kriteche gebied. De viscositeit <strong>van</strong><br />
het nog glazige soldeer neemt af met<br />
to<strong>en</strong>em<strong>en</strong>de temperatuur in devoor glaz<strong>en</strong><br />
typische logaritmische temperatuurafhankelijkheid.<br />
Het soldeer begint b<strong>en</strong>ed<strong>en</strong><br />
IO6 d Pa s te vloei<strong>en</strong>, totdat ongeveer<br />
bij het bereik<strong>en</strong> <strong>van</strong> de maximale<br />
temperatuur <strong>van</strong> het sotdeerprogramma<br />
de uitscheiding <strong>van</strong> kristall<strong>en</strong> begint. De<br />
1<br />
to<strong>en</strong>em<strong>en</strong>de kristallisatie leidt in het verdere<br />
verloop <strong>van</strong> de tempering tot e<strong>en</strong><br />
I I<br />
I I<br />
snelle to<strong>en</strong>ame <strong>van</strong> de viscositeit, die het<br />
vloeiproces <strong>van</strong> het soldeer afremt <strong>en</strong><br />
t I /<br />
I I / kristah'iser<strong>en</strong>de glassoldeer<br />
t<strong>en</strong>slotte volledig tot stilstand br<strong>en</strong>gt.<br />
I I f<br />
Aan het einde <strong>van</strong> de verhittingstijd ge-<br />
I<br />
I i/<br />
draagt zich het soldeer zo visceus als on-<br />
#<br />
I 8'<br />
I if<br />
geveer in het transformatiegebied <strong>van</strong> de<br />
stabiel<br />
voorhe<strong>en</strong> glazige toestand; voor het me-<br />
I f glassofdeer ,J*<br />
I<br />
I<br />
r<strong>en</strong>deel <strong>van</strong> de technologische eis<strong>en</strong> kan<br />
I'<br />
I<br />
/ I I<br />
het als vast geld<strong>en</strong>.<br />
I Het getoonde viscositeitsverloop <strong>van</strong><br />
*-' '' I / ' I I'<br />
het kristalliser<strong>en</strong>de soldeer is slechts t<strong>en</strong><br />
' +- d -------- l.-. ---------_.__ I=<br />
I I<br />
I<br />
dele meetbaar, in het gearceerde gedeelk.<br />
te is het geschat. Aan de schatting ligg<strong>en</strong><br />
I l I<br />
DTA-meting<strong>en</strong> t<strong>en</strong> grondslag, die de bij<br />
I I<br />
1<br />
je kristallisatie vrilgekom<strong>en</strong> warmte re-<br />
I<br />
1<br />
I<br />
gistrer<strong>en</strong>. De viscositeitsto<strong>en</strong>ame valt<br />
I<br />
I<br />
daarna sam<strong>en</strong> met het begin <strong>van</strong> het uitscheid<strong>en</strong><br />
<strong>van</strong> kristall<strong>en</strong>. De steilste viscositeitsstijging<br />
wordt aangegev<strong>en</strong> door de<br />
Fase <strong>van</strong> grootste kristalgroeisnelheid in<br />
de DTA-kromme, daarna kom<strong>en</strong> de af-<br />
I<br />
name <strong>van</strong> de kristalgroeisnelheid <strong>en</strong> de<br />
I 1 I wederom langzamere to<strong>en</strong>ame <strong>van</strong> de<br />
10<br />
I<br />
20 30<br />
I<br />
1<br />
40 50<br />
I<br />
i<br />
60 70<br />
*<br />
80<br />
viscositeit met elkaar overe<strong>en</strong>.<br />
Terwijl m<strong>en</strong> bij de stabiele glassolder<strong>en</strong><br />
de totaaltijd bij hoge temperatuur voor<br />
het vloei<strong>en</strong> <strong>van</strong> het glas kan b<strong>en</strong>utt<strong>en</strong>,<br />
staan bij de kristalliser<strong>en</strong>de solder<strong>en</strong>
aii.<br />
slechts e<strong>en</strong> korte tijd resp. e<strong>en</strong> relatief<br />
klein temperatuurgebied ter beschik-<br />
king. Hoe de kristallisatie verloopt,<br />
hangt behalve <strong>van</strong> het toegepaste tem-<br />
peratuurprogramma tev<strong>en</strong>s in belangrij-<br />
ke mate af <strong>van</strong> het gebruikte glas <strong>en</strong> <strong>van</strong><br />
de kristalfas<strong>en</strong>, die hieruit kunn<strong>en</strong> ont-<br />
staan. Kristalliser<strong>en</strong>de glassolder<strong>en</strong> zijn<br />
wat type betreft over het algem<strong>en</strong> lood-<br />
zink-borat<strong>en</strong> met geringe additiev<strong>en</strong>, zo-<br />
als b.v SOz, Ba0 <strong>en</strong> A1,03. Voor hogere<br />
soldeertemperatur<strong>en</strong> <strong>van</strong> rond ca.<br />
70OOC word<strong>en</strong> glaz<strong>en</strong> <strong>van</strong> het systeem<br />
zink-borium-silicaat toegepast. Bij de<br />
zich vorm<strong>en</strong>de kristalfas<strong>en</strong> gaat het om<br />
verschill<strong>en</strong>de ternaire system<strong>en</strong> <strong>van</strong><br />
lood-zink-borat<strong>en</strong> of -silicat<strong>en</strong>. Daarbij<br />
zijn soort <strong>en</strong> hoeveelheid <strong>van</strong> de kristalfa-<br />
s<strong>en</strong> dikwijls slechts bij b<strong>en</strong>adering be-<br />
k<strong>en</strong>d; de vorming er<strong>van</strong> hangt o.a. ook<br />
af <strong>van</strong> het speciaal toegepaste tempera-<br />
tuurprogramma. M<strong>en</strong> kan er<strong>van</strong> uit-<br />
gaan, dat in het uitgekristalliseerde glas-<br />
soldeer 50-80% kristalfas<strong>en</strong> aanwezig<br />
zijn<br />
3.2 Wijziging <strong>van</strong> de warmte-<br />
u ketting<br />
Naast de beschrev<strong>en</strong> niet omkeerbare<br />
wijziging <strong>van</strong> het viscositeitsgedrag<br />
do<strong>en</strong> zich bij de kristallisatie ook veran-<br />
dering<strong>en</strong> in de overige fysische eig<strong>en</strong>-<br />
schapp<strong>en</strong> voor, die als superpositie <strong>van</strong><br />
de eig<strong>en</strong>schapp<strong>en</strong> <strong>van</strong> de nieuw gevorm-<br />
de kristalfas<strong>en</strong> <strong>en</strong> <strong>van</strong> de restantglasfase<br />
kunn<strong>en</strong> word<strong>en</strong> opgevat. Voor de toe-<br />
passing als glassoldeer uiterst belangrijk<br />
is de wijziging <strong>van</strong> de warmteuitzetting,<br />
die bij de gebruikelijke gekristalliseerde<br />
glassolder<strong>en</strong> meestal met 5-20% daalt<br />
t<strong>en</strong> opzichte <strong>van</strong> de uitzetting <strong>van</strong> de ba-<br />
sisglaz<strong>en</strong>. E<strong>en</strong> typische uitzettingskrom-<br />
me voor e<strong>en</strong> kristalliser<strong>en</strong>d glassoldeer<br />
vóór <strong>en</strong> na de kristallisatie toont afb. 4.<br />
Terwijl de uitzetting <strong>van</strong> glaz<strong>en</strong> in het<br />
transformatiegebied sterk to<strong>en</strong>eemt <strong>en</strong><br />
daarna in het verwekingsgebied niet<br />
meer rele<strong>van</strong>t is, kan de uitzettingskrom-<br />
me voor het gekristalliseerde soldeer tot<br />
aan de soldeertemperatuur word<strong>en</strong> aan-<br />
gegev<strong>en</strong> In het getoonde voorbeeld be-<br />
draagt de uitzettingscoefficiënt vóór de<br />
kristallisatie 8,8.10+/K in het gebied tot<br />
3OO0C, daar<strong>en</strong>teg<strong>en</strong> is hij tot aan de in-<br />
vriestemperatuur <strong>van</strong> de gekristalliseer-<br />
de toestand slechts 7,5.10-6/K. Dat er<br />
ook in de gekristalliseerde toestand e<strong>en</strong><br />
restantglasfase aanwezig is, blijkt uit de<br />
inzinking <strong>van</strong> de uitzettingskromme, die<br />
ongeveer in het gebied <strong>van</strong> de transfor-<br />
matietemperatuur <strong>van</strong> het basisglas ligt.<br />
Door de daling <strong>van</strong> de thermische uitzet-<br />
ting t<strong>en</strong>gevolge <strong>van</strong> kristallisatie, krijg<strong>en</strong><br />
wij met de gekristalliseerde glassolder<strong>en</strong><br />
e<strong>en</strong> uitbreiding <strong>van</strong> het algem<strong>en</strong>e toe-<br />
72<br />
TO<br />
8-<br />
6<br />
L-<br />
2 "<br />
EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
41<br />
i ,-.<br />
a<br />
Afb 4<br />
Afb 5<br />
I ' /<br />
520 "C<br />
io0 200 300 400<br />
temperatuur<br />
500 600<br />
___)<br />
"C<br />
- "C<br />
passingsgebied voor glassolder<strong>en</strong>. Afb.<br />
5 toont naast het <strong>van</strong> afb. 2 bek<strong>en</strong>de toe-<br />
passingsveld voor glasachtige solder<strong>en</strong><br />
het overe<strong>en</strong>komstige veld voor kristalli-<br />
ser<strong>en</strong>de glassolder<strong>en</strong> [bespreking <strong>van</strong> de<br />
sam<strong>en</strong>gestelde glassolder<strong>en</strong> onder 4).<br />
Wij beseff<strong>en</strong>, dat met gekristalliseerd<br />
glassoldeer voor e<strong>en</strong> gegev<strong>en</strong> soldeer-<br />
temperatuur t<strong>en</strong> opzichte <strong>van</strong> stabiele<br />
glassolder<strong>en</strong> ook het solder<strong>en</strong> met mate-<br />
rial<strong>en</strong> met e<strong>en</strong> geringere uitzetting mo-<br />
gelijk is, resp bij material<strong>en</strong> metgegev<strong>en</strong><br />
uitzetting lagere soldeertemperatur<strong>en</strong><br />
voldo<strong>en</strong>de kunn<strong>en</strong> zijn.<br />
3.3 Invloed <strong>van</strong> het<br />
temperatuurprogramma op de<br />
kristallisatie<br />
Voor optimaal werk<strong>en</strong> met kristalliser<strong>en</strong>-<br />
soldeertempera tuur<br />
uur<br />
stabre/e<br />
glassofder<strong>en</strong><br />
y kristalliser<strong>en</strong>de<br />
glassofder<strong>en</strong><br />
composrtieglassofder<strong>en</strong><br />
de glassolder<strong>en</strong> is het belangrijk te we-<br />
t<strong>en</strong>, dat de ess<strong>en</strong>tiële eig<strong>en</strong>schapp<strong>en</strong><br />
<strong>van</strong> de gekristalliseerde toestand niet al-<br />
le<strong>en</strong> met de basisglassarn<strong>en</strong>stelling wor-<br />
d<strong>en</strong> gegev<strong>en</strong>, maar deze in niet onbe-<br />
langrijke mate mede word<strong>en</strong> bepaald<br />
door het temperatuur-tijd-programma<br />
bij het soldeerproces. Om de sam<strong>en</strong>hang<br />
te begrijp<strong>en</strong>, bekijk<strong>en</strong> wij de ,tempera-<br />
tuuraf han kelij k heid <strong>van</strong> het kernvor-<br />
m<strong>en</strong>d vermog<strong>en</strong> <strong>en</strong> die <strong>van</strong> de snelheid<br />
<strong>van</strong> de uit deze kern<strong>en</strong> groei<strong>en</strong>de kristal-<br />
l<strong>en</strong> (afb. 6). Beide kromm<strong>en</strong> doorlop<strong>en</strong><br />
e<strong>en</strong> scherp afgetek<strong>en</strong>d maximum, dat<br />
voor de kernvorming steeds bij lagere <strong>en</strong><br />
voor de kristalgroeisnelheid bu hogere<br />
temperatur<strong>en</strong> ligt. Het temperatuurpro-<br />
gramma tot ongeveer aan het transfor-<br />
matiegebied <strong>van</strong> het glas heeft practisch<br />
Jra. 22 No. 2 maadaoril 1982 21
Ir. EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
\<br />
c . J<br />
1 .<br />
2<br />
c<br />
Afb 7<br />
druk<br />
temperatuur<br />
4 SO 500 55<br />
22 Jrg 22 * No 2 * maart/april 1982<br />
KG<br />
kristalhlsatietemperatuur<br />
ge<strong>en</strong> invloed op de kristallisatie. Bij e<strong>en</strong><br />
verdere temperatuurstijging is het <strong>van</strong><br />
belang, hoe snel m<strong>en</strong> in e<strong>en</strong> gebied met<br />
e<strong>en</strong> hoge kristalgroeisnelheid komt <strong>en</strong><br />
hoe groot deze snelheid bij de gekoz<strong>en</strong><br />
soldeertemperatuur in werkelijkheid is.<br />
Bij het solder<strong>en</strong> speelt de kernvorming<br />
practisch ge<strong>en</strong> rol meer. T<strong>en</strong> aanzi<strong>en</strong> <strong>van</strong><br />
kristalliser<strong>en</strong>de glassolder<strong>en</strong> kan over<br />
het algeme<strong>en</strong> word<strong>en</strong> gesteld, dat e<strong>en</strong><br />
snelle verhitting <strong>en</strong> e<strong>en</strong> hoge soldeer-<br />
temperatuur reeds bij e<strong>en</strong> naar verhou-<br />
ding korte duur tot e<strong>en</strong> groot aantal kris-<br />
tallijne fas<strong>en</strong> <strong>en</strong> daarmee tot e<strong>en</strong> bijzon-<br />
der duidelijke daling <strong>van</strong> de uitzettings-<br />
coeffici<strong>en</strong>t leidt. Tegelijkertijd wordt dan<br />
door de eerst bij relatief lage viscositeit<br />
merkbaar beginn<strong>en</strong>de kristallisatie e<strong>en</strong><br />
goede vloei mogelijk gemaakt. Langza-<br />
me verhitting leidt daar<strong>en</strong>teg<strong>en</strong> tot e<strong>en</strong><br />
slechtere vloeibaarheid <strong>en</strong> e<strong>en</strong> zwakkere<br />
a-daling Zijn meerdere temperproces-<br />
s<strong>en</strong> noodzakelijk, dan di<strong>en</strong>t door het her-<br />
haaldelijk doorlop<strong>en</strong> <strong>van</strong> de kernvor-<br />
mingszone rek<strong>en</strong>ing te word<strong>en</strong> gehou-<br />
d<strong>en</strong> met e<strong>en</strong> gemodificeerde vorming<br />
<strong>van</strong> de kristalfas<strong>en</strong> <strong>en</strong> met e<strong>en</strong> hoog re-<br />
sulter<strong>en</strong>d kristalaandeel.<br />
De beschrev<strong>en</strong> afhankelijkhed<strong>en</strong> <strong>en</strong> het<br />
practische effect er<strong>van</strong> di<strong>en</strong><strong>en</strong> aan de<br />
hand <strong>van</strong> de volg<strong>en</strong>de afbeelding<strong>en</strong> te<br />
word<strong>en</strong> toegelicht. Afb. 7a toont de ver-<br />
andering <strong>van</strong> het vloeigedrag <strong>van</strong> e<strong>en</strong><br />
glassoldeer in afhankelijkheid <strong>van</strong> de<br />
kristallisatietemperatuur bij e<strong>en</strong> constan-<br />
te verhittingssneiheid. Als maatstaf voor<br />
het vloeigedrag wordt de diameter <strong>van</strong><br />
e<strong>en</strong> zog<strong>en</strong>aamde vloeiknop g<strong>en</strong>om<strong>en</strong>.<br />
Daartoe wordt <strong>van</strong> poeder e<strong>en</strong> cilinder<br />
met e<strong>en</strong> diameter <strong>van</strong> 8 mm <strong>en</strong> e<strong>en</strong> hoog-<br />
te <strong>van</strong> ev<strong>en</strong>e<strong>en</strong>s 8 mm geperst, erg<strong>en</strong>s<br />
op geplaatst <strong>en</strong> aan het temperatuurpro-<br />
gramma onderworp<strong>en</strong>. De diameter <strong>van</strong><br />
de uite<strong>en</strong>gevloeide knop is, zo heeft de<br />
ervaring bewez<strong>en</strong>, e<strong>en</strong> goede maatstaf<br />
voor de vloeibaarheidsgraad <strong>van</strong> het glas<br />
onder gegev<strong>en</strong> voorwaard<strong>en</strong>. Het ge-<br />
toonde voorbeeld maakt duidelijk, hoe<br />
e<strong>en</strong> voldo<strong>en</strong>de hoge kristallisatietempe-<br />
ratuur het vloei<strong>en</strong> <strong>van</strong> het glassoldeer be-<br />
gunstigt<br />
De volg<strong>en</strong>de afbeelding<strong>en</strong> demonstre-<br />
r<strong>en</strong> de invloed <strong>van</strong> het kristallisatiege-<br />
drag op de warmteuitzetting <strong>van</strong> het<br />
kristalliser<strong>en</strong>de soldeer. Als maatstaf<br />
voor de warmteuitzetting kiez<strong>en</strong> wij de<br />
smeltspanning tuss<strong>en</strong> het onderzochte<br />
soldeer <strong>en</strong> e<strong>en</strong> glas als smeltpartner, die<br />
via de in het glas opgewekte spannings-<br />
dubbelbreking meetbaar is. E<strong>en</strong> daling in<br />
de uitzetting <strong>van</strong> het glassoldeer heeft<br />
daarbij dezelfde betek<strong>en</strong>is als e<strong>en</strong> terug-<br />
gang in de smeitspanningswaard<strong>en</strong> (uit-<br />
gedrukt als optisch fas<strong>en</strong>verschil in<br />
nm/cm) <strong>van</strong> hoge drukwaard<strong>en</strong> in trek-
w EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
richting. Afb. 7b laat zi<strong>en</strong>, welke invloed<br />
de kristallisatietemperatuur heeft op de<br />
smeltspanning vergelek<strong>en</strong> met e<strong>en</strong> ge-<br />
schikt gekoz<strong>en</strong> standaardglas. Bij dit<br />
glassoldeer veroorzaakt de verhoging<br />
<strong>van</strong> de kristallisatietemperatuur <strong>van</strong> 450<br />
tot 52OOC e<strong>en</strong> daling <strong>van</strong> de uitzetting<br />
met ca. 0,5.10-6/K. Hierbij was de ver-<br />
hittingssnelheid constant gehoud<strong>en</strong>.<br />
Houd<strong>en</strong> wij anderzijds de kristallisatie-<br />
temperatuur constant op b v. 52OOC <strong>en</strong><br />
wijzig<strong>en</strong> WIJ de verhittingssnelheid tus-<br />
s<strong>en</strong> 2 <strong>en</strong> 15OC/min., dan zi<strong>en</strong> wij het in<br />
afb. 8a weergegev<strong>en</strong> gedrag. Met to<strong>en</strong>e-<br />
m<strong>en</strong>de verhittingssnelheid registrer<strong>en</strong><br />
wij ook hier e<strong>en</strong> afname <strong>van</strong> de warmte-<br />
uitzetting t<strong>en</strong>gevolge <strong>van</strong> e<strong>en</strong> verhoging<br />
<strong>van</strong> de kristallisatiegraad.<br />
Afb 8b geeft de wijziging weer <strong>van</strong> de<br />
graad <strong>van</strong> kristallisatie als functie <strong>van</strong> de<br />
verhittingstijd bij constante soldeertem-<br />
peratuur. Glas 8595 kristalliseert aan<strong>van</strong>-<br />
kelijk snel <strong>en</strong> bereikt na ca. 1 uur e<strong>en</strong> uit-<br />
zettingswaarde, die ook na langere tijd<br />
niet meer belangrijk afneemt<br />
Interessant is het tijdsgedrag bij glas<br />
8596: na aan<strong>van</strong>kelijk e<strong>en</strong> soortgelijke<br />
daling <strong>van</strong> de uitzettingscoeffici<strong>en</strong>t,<br />
neemt deze na het passer<strong>en</strong> <strong>van</strong> e<strong>en</strong> mi-<br />
nimumwaarde na langere tijd weer iets<br />
toe. Dit kan word<strong>en</strong> verklaard door het<br />
aannem<strong>en</strong> <strong>van</strong> e<strong>en</strong> verdere kristalfase<br />
met e<strong>en</strong> ander kristallisatiegedrag. On-<br />
derbreekt m<strong>en</strong> het kristallisatieproces na<br />
45 minut<strong>en</strong> door afkoeling tot op kamer-<br />
temperatuur <strong>en</strong> verhit m<strong>en</strong> dan e<strong>en</strong><br />
tweede keer op dezelfde manier, dan is<br />
de kristallisatie-eindtoestand reeds na<br />
nog e<strong>en</strong>s 45 minut<strong>en</strong> bereikt.<br />
Nag<strong>en</strong>oeg onafhankelijk <strong>van</strong> het tempe-<br />
ratuurprogramma is het glasachtige<br />
vloei<strong>en</strong> <strong>van</strong> de kristalliser<strong>en</strong>de solder<strong>en</strong>,<br />
voordat kristall<strong>en</strong> word<strong>en</strong> gevormd. Bij<br />
verschill<strong>en</strong>de solder<strong>en</strong> ligg<strong>en</strong> de tempe-<br />
ratur<strong>en</strong>, waarop zij beginn<strong>en</strong> te vloei<strong>en</strong><br />
<strong>en</strong> te kristalliser<strong>en</strong>, voldo<strong>en</strong>de ver uit el-<br />
kaar, zodat m<strong>en</strong> de te solder<strong>en</strong> onderde-<br />
l<strong>en</strong> direct voor-verglaz<strong>en</strong> <strong>en</strong> tot de verde-<br />
re <strong>toepassing</strong> in glazige toestand houd<strong>en</strong><br />
kan. De duur <strong>van</strong> deze glazige toestand<br />
is voor e<strong>en</strong> kristalliser<strong>en</strong>d soldeer weer-<br />
gegev<strong>en</strong> in afb. 9. Alle<strong>en</strong> in hetonderste<br />
glazige gebied is e<strong>en</strong> gedeeltelijk ook<br />
herhaaldelijk opnieuw verhitt<strong>en</strong> <strong>van</strong> het<br />
soldeer met e<strong>en</strong> goed vloeigedrag moge-<br />
lijk. Bij temperatur<strong>en</strong> resp. tijd<strong>en</strong> buit<strong>en</strong><br />
dit gebied di<strong>en</strong>t met de <strong>van</strong> het tempera-<br />
tuurprogramma afhankelijke gedeeltelij-<br />
ke kristallisatie rek<strong>en</strong>ing te word<strong>en</strong> ge-<br />
houd<strong>en</strong>.<br />
Uit het voorgaande blijkt, dat de voor<br />
e<strong>en</strong> kristalliser<strong>en</strong>d glassoldeer g<strong>en</strong>oem-<br />
de fysische eig<strong>en</strong>schapp<strong>en</strong> uitsluit<strong>en</strong>d<br />
voor e<strong>en</strong> vast, door de fabrikant aanbe-<br />
vol<strong>en</strong> soldeerproces geld<strong>en</strong>. Elke wijzi-<br />
I<br />
t<br />
5"<br />
200.<br />
100<br />
100 I<br />
trek<br />
I \ 8593tovSK6<br />
druk<br />
300.<br />
200.<br />
100'<br />
' I<br />
I I<br />
Afb 8<br />
ging <strong>van</strong> de soldeervoorwaard<strong>en</strong> maakt<br />
e<strong>en</strong> onderzoek <strong>van</strong> de voor de <strong>toepassing</strong><br />
kritische eig<strong>en</strong>schapp<strong>en</strong> noodzakelijk<br />
Anderzijds is het hierdoor ook mogelijk,<br />
kristalliser<strong>en</strong>de solder<strong>en</strong> voor speciale<br />
<strong>toepassing</strong><strong>en</strong> door e<strong>en</strong> geschikte<br />
keuze <strong>van</strong> de soldeervoorwaard<strong>en</strong> in hun<br />
eig<strong>en</strong>schapp<strong>en</strong> te optimaliser<strong>en</strong>.<br />
- OC<br />
verwarrningssnelheid<br />
2 4 6 \ 10 12 14 16<br />
4. Sam<strong>en</strong>gestelde solder<strong>en</strong><br />
De <strong>toepassing</strong>smogelijkheid <strong>van</strong> de sta-<br />
biele, zowel als <strong>van</strong> de kristalliser<strong>en</strong>de<br />
solder<strong>en</strong> wordt beperkt door het princi-<br />
piele verband tuss<strong>en</strong> thermische uitzet-<br />
ting <strong>en</strong> soldeertemperatuur. Het be-<br />
schikbaarheidsgebied voor glassolder<strong>en</strong><br />
wordt in de richting <strong>van</strong> geringe thermi-<br />
sche uitzetting<strong>en</strong> resp. lagere soldeer-<br />
temperatur<strong>en</strong> uitgebreid door de groep<br />
<strong>van</strong> de zgn sam<strong>en</strong>gestelde solder<strong>en</strong><br />
(afb. 5). Deze solder<strong>en</strong> zijn gebaseerd op<br />
het principe, dat de toevoeging <strong>van</strong> e<strong>en</strong><br />
8595t o. v. BaSF57<br />
tdd<br />
inert materiaal met e<strong>en</strong> zeer kleine of negatieve<br />
thermische uitzettingscoefficiënt<br />
aan e<strong>en</strong> bepaald soldeer de uitzettingscoeffici<strong>en</strong>t<br />
daar<strong>van</strong> doet dal<strong>en</strong>,<br />
zonder andere eig<strong>en</strong>schapp<strong>en</strong> <strong>van</strong> het<br />
basissoldeer belangrijk te verander<strong>en</strong>.<br />
Met de sam<strong>en</strong>gestelde solder<strong>en</strong> kunn<strong>en</strong><br />
op grond daar<strong>van</strong> ook glaz<strong>en</strong> met uitzettingscoefficiënt<strong>en</strong><br />
rond 5.10-6/K gesoldeerd<br />
word<strong>en</strong> bij temperatur<strong>en</strong>, waarbij<br />
technische glaz<strong>en</strong> nog niet e<strong>en</strong>s deformer<strong>en</strong>.<br />
Afb. 5 toont ev<strong>en</strong>e<strong>en</strong>s de gr<strong>en</strong>z<strong>en</strong>,<br />
die aan e<strong>en</strong> assortim<strong>en</strong>t solder<strong>en</strong><br />
gesteld word<strong>en</strong>: er bestaan hed<strong>en</strong>t<strong>en</strong>dage<br />
ge<strong>en</strong> glassolder<strong>en</strong> met <strong>toepassing</strong>stemperatur<strong>en</strong><br />
b<strong>en</strong>ed<strong>en</strong> ca. 4OOOC of<br />
voor material<strong>en</strong> met uitzettingscoeffici<strong>en</strong>t<strong>en</strong><br />
kleiner dan ca. 4.10-6/K.<br />
Voor sam<strong>en</strong>gestelde solder<strong>en</strong> word<strong>en</strong><br />
over het algeme<strong>en</strong> stabiele basisglaz<strong>en</strong><br />
geselecteerd. Als inerte vulstoff<strong>en</strong> hebb<strong>en</strong><br />
b.v. kwartsglas, cordieriet of /%eu-<br />
Jra 22 * No 2 * rnaart/april 1982 23
y. EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
kristailtsatte tempera tuur<br />
cryptiet, hun deugdelijkheid bewez<strong>en</strong>.<br />
Basisglas <strong>en</strong> vulstof word<strong>en</strong> eerst afzon-<br />
derlijk tot poeder vermal<strong>en</strong> <strong>en</strong> dan ge-<br />
m<strong>en</strong>gd. Door toevoeging <strong>van</strong> <strong>en</strong>kele<br />
proc<strong>en</strong>t<strong>en</strong> vulstof wordt het vloei<strong>en</strong> <strong>van</strong><br />
het basisglas practisch nog niet beïn-<br />
vloed. Met to<strong>en</strong>em<strong>en</strong>d vulstofaandeel<br />
wordt de vloeibaarheidsgraad aan<strong>van</strong>ke-<br />
lijk geremd, dat kan word<strong>en</strong> gecomp<strong>en</strong>-<br />
seerd door verhoging <strong>van</strong> de soldeer-<br />
temperatuur. Dit leidt er echter zeer snel<br />
toe dat de overlad<strong>en</strong> sam<strong>en</strong>stelling niet<br />
meer vloeit <strong>en</strong> derhalve niet meer kan<br />
word<strong>en</strong> toegepast. Afb 10 toont dit<br />
gebeur<strong>en</strong>.<br />
AI word<strong>en</strong> de vulstoff<strong>en</strong> ook inert ge-<br />
noemd, er kan toch e<strong>en</strong> zekere reactie<br />
met het basisglas optred<strong>en</strong>. Deze reac-<br />
ties word<strong>en</strong> naar hun aard bij hoge sol-<br />
deertemperatuur of langere soldeertijd<br />
bijzonder bemerkbaar. Afb. 11 toont de<br />
stijging <strong>van</strong> de lineaire uitzettingscoëffi-<br />
ci<strong>en</strong>t <strong>van</strong> e<strong>en</strong> sam<strong>en</strong>gesteld soldeer als<br />
functie <strong>van</strong> de verwekingstemperatuur.<br />
Bij sam<strong>en</strong>gestelde solder<strong>en</strong> di<strong>en</strong>t er der-<br />
halve op te word<strong>en</strong> gelet, dat de door de<br />
fabrikant opgegev<strong>en</strong> uitzettingscoëffi-<br />
ciënt alle<strong>en</strong> juist is bij de geadviseerde<br />
24 Jrg 22 No 2 maartlapril 1982<br />
soldeervoorwaard<strong>en</strong>. Verder moet erop<br />
gelet word<strong>en</strong>, dat bij op elkaar volg<strong>en</strong>de<br />
arbeidsstapp<strong>en</strong> met opnieuw smelt<strong>en</strong><br />
<strong>van</strong> het soldeer de uitzettingscoeffici<strong>en</strong>t<br />
daar<strong>van</strong> over het algeme<strong>en</strong> hoger zal<br />
word<strong>en</strong>.<br />
5. Conceptie <strong>van</strong> soldeer-<br />
verbinding<strong>en</strong><br />
Aan elke keus <strong>van</strong> glassolder<strong>en</strong> ligg<strong>en</strong> de<br />
volg<strong>en</strong>de 3 criteria t<strong>en</strong> grondslag:<br />
1 de door het te solder<strong>en</strong> compon<strong>en</strong>t<br />
bepaalde maximaal toelaatbare soldeer-<br />
temperatuur;<br />
2. de temperatuur, die de soldeerverbin-<br />
ding<strong>en</strong> in geval <strong>van</strong> <strong>toepassing</strong> zonder<br />
deformatie moet kunn<strong>en</strong> doorstaan;<br />
3. de aanpassing <strong>van</strong> de uitzetting aan<br />
die <strong>van</strong> de smeltpartner,<br />
Deze 3 parameters kunn<strong>en</strong> niet willekeu-<br />
rig word<strong>en</strong> gekoz<strong>en</strong>, maar zijn via het ty-<br />
pe glassoldeer afhankelijk <strong>van</strong> elkaar. De<br />
beide eerste criteria zijn reeds bek<strong>en</strong>d<br />
(afb. 5). voor e<strong>en</strong> maximaal toelaatbare<br />
soldeertemperatuur kunn<strong>en</strong> uit het veld<br />
<strong>van</strong> de drie soldeertypes over het alge-<br />
me<strong>en</strong> meerdere glaz<strong>en</strong> word<strong>en</strong> geselec-<br />
teerd. E<strong>en</strong> keus kan dan door de eis <strong>van</strong><br />
e<strong>en</strong> zo hoog mogelijke <strong>toepassing</strong>stemperatuur<br />
nodig zijn. Hierbij mak<strong>en</strong> stabiele<br />
<strong>en</strong> sam<strong>en</strong>gestelde solder<strong>en</strong> slechts<br />
<strong>toepassing</strong>stemperatur<strong>en</strong> mogelijk tot<br />
aan de transformatietemperatur<strong>en</strong> <strong>van</strong><br />
deze solder<strong>en</strong>. De kristalliser<strong>en</strong>de glassolder<strong>en</strong><br />
kunn<strong>en</strong> daar<strong>en</strong>teg<strong>en</strong> tot in het<br />
gebied <strong>van</strong> de oorspronkelijke soldeertemperatuur<br />
ook later opnieuw gebruikt<br />
word<strong>en</strong>. In al die gevall<strong>en</strong>, waarin diverse<br />
soldering<strong>en</strong> achter elkaar moet<strong>en</strong><br />
word<strong>en</strong> uitgevoerd, kunn<strong>en</strong> voor de eerste<br />
soldering<strong>en</strong> alle<strong>en</strong> maar kristalliser<strong>en</strong>de<br />
solder<strong>en</strong> word<strong>en</strong> gebruikt.<br />
De keuze <strong>van</strong> de juiste uitzetting <strong>van</strong> het<br />
glassoldeer is <strong>van</strong> besliss<strong>en</strong>de betek<strong>en</strong>is,<br />
indi<strong>en</strong> mechanisch stabiele <strong>en</strong> hermetische<br />
soldeerverbinding<strong>en</strong> nodig zijn. De<br />
uitzettingscoefficiënt<strong>en</strong> <strong>van</strong> soldeer <strong>en</strong><br />
smeltpartner moet<strong>en</strong> zo op elkaar zijn afgestemd,<br />
dat schadelijke trekspanning<strong>en</strong><br />
in de soldeerverbinding word<strong>en</strong> vermed<strong>en</strong>.<br />
De opbouw <strong>van</strong> spanning<strong>en</strong> in e<strong>en</strong> versmelting<br />
moet beschrev<strong>en</strong> word<strong>en</strong> aan<br />
de hand <strong>van</strong> afb. 12, die typische uitzettingskromm<strong>en</strong><br />
<strong>van</strong> glassoldeer <strong>en</strong> smeltpartner<br />
laat zi<strong>en</strong>. Bij daling <strong>van</strong> de soldeertemperatuur<br />
word<strong>en</strong> contractieverschill<strong>en</strong><br />
eerst door plastisch vloei<strong>en</strong> <strong>van</strong><br />
het glassoldeer opge<strong>van</strong>g<strong>en</strong> B<strong>en</strong>ed<strong>en</strong><br />
de invriestemperatuur <strong>van</strong> het soldeer TE<br />
is vloei<strong>en</strong> practisch niet meer mogelijk <strong>en</strong><br />
AI<br />
) leidt tot<br />
het contractieverschil A ( ~<br />
spanning<strong>en</strong> tuss<strong>en</strong> de smeltpartners. In<br />
het getoonde voorbeeld ontstaat als ge-<br />
volg <strong>van</strong> de grotere uitzetting <strong>van</strong> het<br />
glassoldeer in het soldeer trekspanning.<br />
Oorzaak hier<strong>van</strong> is niet de voor de karak-<br />
terisering <strong>van</strong> technische glaz<strong>en</strong> aange-<br />
voerde thermische uitzettingscoeff ici<strong>en</strong>t<br />
@20/300 voor het temperatuurgebied tus-<br />
s<strong>en</strong> 20 <strong>en</strong> 3OO0C, maar veeleer de uitzet-<br />
tingscoefficiënt tot aan de invriestempe-<br />
ratuur <strong>van</strong> het soldeer apOITF Als gevolg<br />
<strong>van</strong> het verloop <strong>van</strong> de uitzettingskrom-<br />
me <strong>van</strong> het glissoldeer in het transfor-<br />
matiegebied is deze steeds groter dan<br />
~~20/30,3. Na deze uite<strong>en</strong>zetting is het be-<br />
grijpelijk, dat voor spanningsarme ver-<br />
smelting<strong>en</strong> glassolder<strong>en</strong> gekoz<strong>en</strong> moe-<br />
t<strong>en</strong> word<strong>en</strong>, waar<strong>van</strong> de uitzettingscoeffici<strong>en</strong>t<br />
a20/300ca. 0,5 tot í.IO+/K kleiner<br />
is dan die <strong>van</strong> de smeltpartner. De invriestemperatuur,<br />
waardoor de spanningsopbouw<br />
wordt bepaald, ligt voor<br />
e<strong>en</strong> gegev<strong>en</strong> glas niet bij e<strong>en</strong> absoluut<br />
vaste temperatuur, maar wordt met to<strong>en</strong>em<strong>en</strong>de<br />
afkoelsnelheid hoger Dit betek<strong>en</strong>t,<br />
dat de in de versmelting resulter<strong>en</strong>de<br />
spanning<strong>en</strong> ook e<strong>en</strong> functie <strong>van</strong> de afkoelsnelheid<br />
kupn<strong>en</strong> zijn De afkoeling<br />
heeft derhalve e<strong>en</strong> bijzondere betek<strong>en</strong>is.<br />
In het gebied <strong>van</strong> de transformatietem-<br />
I
"r EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
peratuur <strong>van</strong> de solder<strong>en</strong> zijn afkoelings-<br />
stapp<strong>en</strong> <strong>van</strong> 1 tot 5"C/min naar gelang<br />
<strong>van</strong> de geometrie <strong>van</strong> de soldeerzone<br />
aan te bevel<strong>en</strong>.<br />
Ook de geometrie <strong>van</strong> de soldeerverbin-<br />
ding kan de houdbaarheid er<strong>van</strong> belang-<br />
rijk beinvloed<strong>en</strong>. Enige grondregels kun-<br />
n<strong>en</strong> dikwijls door e<strong>en</strong> geschikte keuze<br />
<strong>van</strong> de versmeltgeometrie word<strong>en</strong> opge-<br />
volgd. trekspanning in het glassoldeer<br />
di<strong>en</strong>t zoveel mogelijk te word<strong>en</strong> verme-<br />
d<strong>en</strong>, terwijl drukspanning<strong>en</strong> doorgaans<br />
onkritisch zijn. Dergelijke drukspannin-<br />
g<strong>en</strong> kunn<strong>en</strong> - t<strong>en</strong>minste bij conc<strong>en</strong>tri-<br />
sche soldeerverbinding<strong>en</strong> - vaak word<strong>en</strong><br />
bereikt door opkrimp<strong>en</strong> <strong>van</strong> het buit<strong>en</strong>-<br />
ste materiaal op het glassoldeer. Kunn<strong>en</strong><br />
trekspanning<strong>en</strong> in het glassoldeer niet<br />
word<strong>en</strong> voorkom<strong>en</strong>, dan di<strong>en</strong>t de sol-<br />
deerlaag zo dun mogelijk te word<strong>en</strong> op-<br />
gebracht. Glasaanhechting<strong>en</strong> met kerf-<br />
werking di<strong>en</strong><strong>en</strong>, zoals in alle constructies<br />
met breekbare material<strong>en</strong>, te word<strong>en</strong><br />
vermed<strong>en</strong>. Afb. 13 toont e<strong>en</strong> voorbeeld<br />
<strong>van</strong> e<strong>en</strong> slechte (A), e<strong>en</strong> goede (B) <strong>en</strong><br />
e<strong>en</strong> bijzonder aanbevel<strong>en</strong>swaardige uit-<br />
voering (,Cl <strong>van</strong> e<strong>en</strong> soldeernaad.<br />
Het vloei<strong>en</strong> <strong>van</strong> het glassoldeer <strong>en</strong> daar-<br />
mede o.a. ook de vorm <strong>van</strong> de resulte-<br />
r<strong>en</strong>de soldeerverbinding kan in belangrij-<br />
ke mate mede word<strong>en</strong> bepaald door de<br />
versmeltatmosfeer Bij alle lood- <strong>en</strong> zink-<br />
oxidehoud<strong>en</strong>de solder<strong>en</strong> (<strong>en</strong> dat is de<br />
overgrote meerderheid <strong>van</strong> alle solder<strong>en</strong>)<br />
mag de versmeltatmosfeer in ge<strong>en</strong> geval<br />
reducer<strong>en</strong>d zijn. Reeds geringe reduce-<br />
r<strong>en</strong>de deeltjes kunn<strong>en</strong> leid<strong>en</strong> tot slecht<br />
vloei<strong>en</strong> <strong>van</strong> het glassoldeer of tot reduc-<br />
tie <strong>van</strong> loodoxide tot metaalhoud<strong>en</strong>d<br />
lood. Bij e<strong>en</strong> oxider<strong>en</strong>de atmosfeer is de<br />
vloei het beste; indi<strong>en</strong> de smeltpartners<br />
dit toelat<strong>en</strong>, is e<strong>en</strong> versmelting in op<strong>en</strong><br />
lucht optimaal.<br />
De vraag naar e<strong>en</strong> bijzonder lage soldeer-<br />
temperatuur vereist voor solder<strong>en</strong> zulke<br />
speciale glassam<strong>en</strong>stelling<strong>en</strong>, dat de<br />
goede chemische bestandheid <strong>van</strong> de<br />
technische glaz<strong>en</strong> daarmede niet kan<br />
word<strong>en</strong> bereikt. Terwijl de chemische<br />
bestandheid <strong>van</strong> technische glaz<strong>en</strong> in<br />
klass<strong>en</strong> volg<strong>en</strong>s DlN-bepalingsmetho-<br />
des wordt uitgedrukt, is dit bij glassolde-<br />
r<strong>en</strong> niet meer mogelijk. Dit kan hun toe-<br />
passing in agressieve milieus beperk<strong>en</strong><br />
of zelfs onmogelijk mak<strong>en</strong>. Anderzijds<br />
kan juist die slechte chemische bestand-<br />
heid b<strong>en</strong>ut word<strong>en</strong> om soldeerverbindin-<br />
g<strong>en</strong> achteraf ook zonder temperatuurin-<br />
werking <strong>en</strong> zonder beschadiging <strong>van</strong> de<br />
smeltpartner weer te scheid<strong>en</strong>. Zo ma-<br />
k<strong>en</strong> b.v. oplossing<strong>en</strong> <strong>van</strong> salpeterzuur-<br />
10% <strong>en</strong> perchloorzuur-15% bij e<strong>en</strong> tem-<br />
peratuur <strong>van</strong> 50°C soldeerlag<strong>en</strong> los in<br />
e<strong>en</strong> tempo <strong>van</strong> 100 micron/min. Daar-<br />
mede kunn<strong>en</strong> binn<strong>en</strong> <strong>en</strong>ige ur<strong>en</strong> ook dik- Afb. 11<br />
800<br />
700<br />
600<br />
500<br />
4 O0<br />
ii3<br />
72<br />
iT1<br />
iio<br />
6,;<br />
390 400 410 420 430 440 450<br />
I<br />
I<br />
l<br />
I<br />
- - -- c rel. ß-Eukryptletgehalte<br />
soldeertemperatuur<br />
--.- -_--<br />
OC<br />
Jrg. 22 No. 2 rnaart/april 1982 25
F EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
Afb 12 I<br />
I<br />
ke soldeerlag<strong>en</strong> word<strong>en</strong> opgelost. Glas-<br />
solder<strong>en</strong> gedrag<strong>en</strong> zich stabiel teg<strong>en</strong>-<br />
over alle organische watervrije oplos-<br />
middel<strong>en</strong>.<br />
6. Toepassingstechniek<br />
Alle glassolder<strong>en</strong> word<strong>en</strong>, nadat zij in<br />
e<strong>en</strong> geschikte vorm door smelting zijn<br />
verkreg<strong>en</strong>, in kogelmol<strong>en</strong>s tot poeder<br />
vermal<strong>en</strong> Bij de sam<strong>en</strong>gestelde solder<strong>en</strong><br />
word<strong>en</strong> dan ev<strong>en</strong>e<strong>en</strong>s de vulstoff<strong>en</strong> in<br />
poedervorm bijgem<strong>en</strong>gd Korrelgroot-<br />
t<strong>en</strong> tot minder dan 10 micron zijn instel-<br />
baar; in e<strong>en</strong> beproefde standaardkorre-<br />
ling zijn 99% <strong>van</strong> alle glaskorrels kleiner<br />
dan 60 micron <strong>en</strong> ca. 50% kleiner dan 10<br />
micron.<br />
Om te solder<strong>en</strong> moet<strong>en</strong> de glassolder<strong>en</strong><br />
op de soldeerplaats word<strong>en</strong> gebracht,<br />
daar gefixeerd <strong>en</strong> gesmolt<strong>en</strong> word<strong>en</strong><br />
Het zuivere poeder is hiervoor uiterst zel-<br />
d<strong>en</strong> voldo<strong>en</strong>de geschikt, daar het schok-<br />
gevoelig <strong>en</strong> niet vormstabiel is. Over het<br />
algeme<strong>en</strong> word<strong>en</strong> daarom de glassol-<br />
deerpoeders tot pasta verwerkt, waarbij<br />
de keuze <strong>van</strong> het pastamedium wordt<br />
bepaald door de speciale eis<strong>en</strong> t<strong>en</strong> aan-<br />
zi<strong>en</strong> <strong>van</strong> opbr<strong>en</strong>gtechniek of soldeergeo-<br />
metrie. In e<strong>en</strong>voudige gevall<strong>en</strong> zijn op-<br />
lossing<strong>en</strong> met water of alcohol dikwijls<br />
voldo<strong>en</strong>de. Wanneer speciale eis<strong>en</strong> wor-<br />
d<strong>en</strong> gesteld aan de verwerkbaarheid of<br />
mechanische sterkte <strong>van</strong> de nog niet ver-<br />
smolt<strong>en</strong> soldeerconfiguratie, zijn oplos-<br />
sing<strong>en</strong> met e<strong>en</strong> bindmiddel gebruikelijk.<br />
Zo wordt e<strong>en</strong> nitrocelluloseoplossing<br />
<strong>van</strong> 1 tot 3% in azijnzure amylester als<br />
sneldrog<strong>en</strong>d medium toegepast, terwijl<br />
pasta's met zeefdrukolie langzamer dro-<br />
g<strong>en</strong> <strong>en</strong> bijzonder geschikt zijn voor glas-<br />
soldeerpasta's voor zeefdrukk<strong>en</strong>. De op-<br />
br<strong>en</strong>gmogelijkhed<strong>en</strong> <strong>van</strong> de glassoldeer-<br />
oplossing of -pasta's zijn legio <strong>en</strong> moe-<br />
t<strong>en</strong> aan de gestelde eis<strong>en</strong> word<strong>en</strong> aange-<br />
past. Zo is het mogelijk, glassoldeer te<br />
26 Jrg 22 No 2 maart/april 1982<br />
glassoldeer 4<br />
v- smeltpartner<br />
OC<br />
A c<br />
glassoldeer<br />
Afb 13<br />
versmer<strong>en</strong>, met e<strong>en</strong> spatel of p<strong>en</strong>seel op<br />
te br<strong>en</strong>g<strong>en</strong>, te sproei<strong>en</strong>, te wals<strong>en</strong>, met<br />
e<strong>en</strong> extruder in snoervorm op te br<strong>en</strong>g<strong>en</strong><br />
of te zeefdrukk<strong>en</strong>. Voordat het soldeer<br />
gesmolt<strong>en</strong> wordt, di<strong>en</strong>t het hulpmiddel<br />
voor pastavorming volledig verdampt of<br />
uitgebrand te zijn, opdat restant<strong>en</strong> hier<strong>van</strong><br />
ge<strong>en</strong> gasbell<strong>en</strong> in het vloeibare soldeer<br />
veroorzak<strong>en</strong>. Bij pasta's zonder<br />
bindmiddel<strong>en</strong> is e<strong>en</strong> tempering gedur<strong>en</strong>de<br />
10 tot 30 minut<strong>en</strong> bij 100°C voldo<strong>en</strong>de,<br />
bij <strong>toepassing</strong> <strong>van</strong> bindmiddel<strong>en</strong> is<br />
e<strong>en</strong> tempering gedur<strong>en</strong>de 15 tot 30 minut<strong>en</strong><br />
bij 250-300°C in e<strong>en</strong> oxider<strong>en</strong>de<br />
atmosfeer aan te bevel<strong>en</strong>. Deze uitbrandprocess<strong>en</strong><br />
kunn<strong>en</strong> <strong>van</strong>zelfsprek<strong>en</strong>d<br />
in het opwarmgedeelte <strong>van</strong> e<strong>en</strong><br />
versmeltcyclus ge'integreerd zijn.<br />
In veel gevall<strong>en</strong> is het gebruik <strong>van</strong> glassolder<strong>en</strong><br />
ook mogelijk in de vorm <strong>van</strong><br />
voorgesinterde vormdel<strong>en</strong>. Voorwaarde<br />
daarbij is geschikte configuratie <strong>van</strong> de<br />
voorgevormde solder<strong>en</strong> - dit is over het<br />
algeme<strong>en</strong> axiale symmetrie of staafvorm.<br />
Gebruikelijke geometri<strong>en</strong> voor<br />
voorgevormde del<strong>en</strong> zijn ring<strong>en</strong>, cilinders,<br />
hulz<strong>en</strong> <strong>en</strong> rechthoekigestav<strong>en</strong>. Deze<br />
vormdel<strong>en</strong> word<strong>en</strong> vervaardigd <strong>van</strong><br />
bindmiddelhoud<strong>en</strong>de poeders, die geperst,<br />
ingedroogd <strong>en</strong> gesinterd word<strong>en</strong>.<br />
Deg<strong>en</strong><strong>en</strong>, die deze glassoldeervormdel<strong>en</strong><br />
toepass<strong>en</strong> behoev<strong>en</strong> dan het bindmiddel<br />
niet meer uit te brand<strong>en</strong>, aangezi<strong>en</strong><br />
dit reeds door de fabrikant is gedaan.<br />
Dergelijke vormdel<strong>en</strong> mak<strong>en</strong> de<br />
meest e<strong>en</strong>voudige <strong>toepassing</strong> <strong>van</strong> glas-<br />
solder<strong>en</strong> mogelijk. zij moet<strong>en</strong> alle<strong>en</strong><br />
maar met de smeltpartner word<strong>en</strong> gefi-<br />
xeerd, waarna het overe<strong>en</strong>komstige sol-<br />
deerprogramma wordt afgewerkt.<br />
Aan de afmeting<strong>en</strong> <strong>van</strong> de voorgevorm-<br />
de solder<strong>en</strong> word<strong>en</strong> door de perstech-<br />
niek bepaalde gr<strong>en</strong>z<strong>en</strong> gesteld Zo die-<br />
n<strong>en</strong> de volg<strong>en</strong>de geometriën te word<strong>en</strong><br />
vermed<strong>en</strong>: hulz<strong>en</strong> met in verhouding tot<br />
de diameter grote l<strong>en</strong>gtes; hulz<strong>en</strong> met in<br />
verhouding tot wanddikte of hoogte gro-<br />
te diameters; onderdel<strong>en</strong>, waar<strong>van</strong> de<br />
dikte minder dan 0,3 mm bedraagt. Sta-<br />
v<strong>en</strong> kunn<strong>en</strong> uitsluit<strong>en</strong>d met kantl<strong>en</strong>gtes<br />
bov<strong>en</strong> 0,5 mm vervaardigd word<strong>en</strong>.<br />
De toleranties <strong>van</strong> gesinterde onderde-<br />
l<strong>en</strong> bedrag<strong>en</strong> bij ring<strong>en</strong> <strong>en</strong> hulz<strong>en</strong> ca.<br />
1% tot ca. 5% naar gelang de afme-<br />
ting <strong>en</strong> bij stav<strong>en</strong> ca. k 10% <strong>van</strong> de af-<br />
meting. De vaste l<strong>en</strong>gtetolerantie bij sta-<br />
v<strong>en</strong> is *0,8 mm.<br />
7. Toepassings-<br />
voorbeeld<strong>en</strong><br />
Onderstaand zal door middel <strong>van</strong> <strong>en</strong>ige<br />
geselecteerde voorbeeld<strong>en</strong> gedemon-<br />
streerd word<strong>en</strong>, welke mogelijkhed<strong>en</strong> de<br />
glassoldeertechniek biedt.<br />
7.1 Aanzett<strong>en</strong> <strong>van</strong> e<strong>en</strong><br />
pompst<strong>en</strong>gel<br />
Afb 14 toont drie mogelijkhed<strong>en</strong> om e<strong>en</strong><br />
pompst<strong>en</strong>gel stomp of in boorgat<strong>en</strong> <strong>van</strong><br />
glassoldeer<br />
A B c<br />
Afb 14<br />
e<strong>en</strong> plaat te solder<strong>en</strong>. Het gemakkelijkst<br />
gaat dit met <strong>toepassing</strong> <strong>van</strong> e<strong>en</strong> voorgesinterde<br />
soldeerring, die over de pompst<strong>en</strong>gel<br />
wordt gelegd. De e<strong>en</strong>voudigste<br />
uitvoering is A, de grootste mechanische<br />
stabiliteit bij e<strong>en</strong> goede c<strong>en</strong>trering<br />
<strong>van</strong> de pompst<strong>en</strong>gel levert uitvoering C<br />
op Bij deze uitvoering zou ev<strong>en</strong>tueel<br />
ook met glassoldeerpoeder zonder bindmiddel<br />
gewerkt kunn<strong>en</strong> word<strong>en</strong>.<br />
7.2 P<strong>en</strong>doorvoer<strong>en</strong><br />
De glassoldeertechniek biedt zich aan,<br />
wanneer in containers, wand<strong>en</strong> of plat<strong>en</strong><br />
<strong>van</strong> glas metal<strong>en</strong> doorvoer<strong>en</strong> moet<strong>en</strong><br />
word<strong>en</strong> ingesmolt<strong>en</strong> <strong>en</strong> het geringe aan-<br />
tal stuks e<strong>en</strong> dure rechtstreekse insmel-<br />
ting <strong>van</strong> de p<strong>en</strong>n<strong>en</strong> weg<strong>en</strong>s de hoge kos-<br />
t<strong>en</strong> niet toestaat. Afb. 15 toont e<strong>en</strong> der-<br />
gelijke p<strong>en</strong>insmelting, waarbij het best<br />
e<strong>en</strong> cilindrisch glassoldeervormdeel kan
Ir. EIGENSCHAPPEN EN TOEPASSING VAN GLASSOLDEREN<br />
Afb 15<br />
- Stlft<br />
f, glassoldeer<br />
metaalvorm<br />
word<strong>en</strong> toegepast. E<strong>en</strong> gat met in dit ge-<br />
val e<strong>en</strong> diameter <strong>van</strong> ca. 6 mm kan ge-<br />
makkelijk geboord word<strong>en</strong>. P<strong>en</strong> <strong>en</strong> sol-<br />
deervormdeel word<strong>en</strong> met e<strong>en</strong> smelt-<br />
vorm vastgehoud<strong>en</strong> <strong>en</strong> gefixeerd. Bij<br />
versmelting in lucht kan weg<strong>en</strong>s het dan<br />
plaats vind<strong>en</strong>de wegbrand<strong>en</strong> het anders<br />
gebruikelijke grafiet als vormmateriaal<br />
niet word<strong>en</strong> toegepast. Hiervoor is er<br />
dan hittebest<strong>en</strong>dig staal, dat echter door<br />
het soldeer bevochtigd zou word<strong>en</strong>. Om<br />
dit te voorkom<strong>en</strong>, wordt in het voorbeeld<br />
tuss<strong>en</strong> vorm <strong>en</strong> soldeervormdeel e<strong>en</strong> ge-<br />
sinterde schijf <strong>van</strong> geschikt glas aange-<br />
bracht, die de smeltvorm niet bevoch-<br />
tigt, zelfs niet deformeert <strong>en</strong> met het sol-<br />
deer e<strong>en</strong> vaste verbinding aangaat.<br />
7.3 Het solder<strong>en</strong> <strong>van</strong> displays<br />
met stav<strong>en</strong><br />
Voor het afdicht<strong>en</strong> <strong>van</strong> displays, waarbij<br />
twee of meer glasplat<strong>en</strong> aan de rand<strong>en</strong><br />
met elkaar moet<strong>en</strong> word<strong>en</strong> versmolt<strong>en</strong>,<br />
zijn glassoldeerstav<strong>en</strong> het beste geble-<br />
k<strong>en</strong>. Er wordt e<strong>en</strong> stabiele sam<strong>en</strong>gestel-<br />
de soldeer toegepast, die wat de uitzet-<br />
ting betreft, goed is aangepast aan float-<br />
glas. De scherpkantige stav<strong>en</strong> met gerin-<br />
ge oppervlakteruwheid hebb<strong>en</strong> dwars-<br />
doorsned<strong>en</strong> <strong>van</strong> ca. 1 mm2 bij kantl<strong>en</strong>g-<br />
tes tuss<strong>en</strong> 0,5 <strong>en</strong> 1,s mm. Zij word<strong>en</strong> in<br />
pass<strong>en</strong>de l<strong>en</strong>gtes tuss<strong>en</strong> de glasplat<strong>en</strong><br />
gelegd, zodat na het smelt<strong>en</strong> tuss<strong>en</strong> de<br />
glasplat<strong>en</strong> e<strong>en</strong> afstand ontstaat, die door<br />
smeltprogramma <strong>en</strong> gewicht <strong>van</strong> de bo-<br />
v<strong>en</strong>ste glasplaat reproduceerbaar kan<br />
word<strong>en</strong> ingesteld.<br />
7.4 Opwarmtechniek<strong>en</strong><br />
Voor het smelt<strong>en</strong> <strong>van</strong> glassolder<strong>en</strong> kun-<br />
n<strong>en</strong> verschill<strong>en</strong>de warmtebronn<strong>en</strong> wor-<br />
d<strong>en</strong> gebruikt, die naar gelang de toepas-<br />
sing gekoz<strong>en</strong> moet<strong>en</strong> word<strong>en</strong> <strong>en</strong> die bij-<br />
zondere voordel<strong>en</strong> <strong>van</strong> de soldeertech-<br />
niek mogelijk mak<strong>en</strong> Naast verhitting in<br />
stationaire of doorloopov<strong>en</strong>s zijn ook<br />
vlamverhitting, verhittingsspiral<strong>en</strong> <strong>en</strong> in-<br />
fraroodlamp<strong>en</strong> gebruikelijk. De nieuwste<br />
techniek<strong>en</strong> mak<strong>en</strong> ook e<strong>en</strong> gedeeltelijke<br />
verhitting <strong>van</strong> alle<strong>en</strong> de soldeerzone zelf<br />
mogelijk, waardoor dikwijls solder<strong>en</strong><br />
met e<strong>en</strong> op zich kritisch hoge soldeer-<br />
temperatuur toegepast kunn<strong>en</strong> word<strong>en</strong>.<br />
Voor de verhitting met infraroodstraling<br />
is glassoldeer in combinatie met onder-<br />
del<strong>en</strong> <strong>van</strong> helder glas bijzonder geschikt.<br />
De warmteopname in het soldeer is eerst<br />
als gevolg <strong>van</strong> de poederstructuur, dan<br />
bij het smelt<strong>en</strong> als gevolg <strong>van</strong> de blaas-<br />
structuur groter dan in helder glas, waar-<br />
door de glaz<strong>en</strong> onderdel<strong>en</strong> over het alge-<br />
me<strong>en</strong> niet dezelfde hoge temperatuur<br />
bereik<strong>en</strong> als het soldeer. Bij geringe sol-<br />
deerlaagdikt<strong>en</strong> kan de warmteopname<br />
door inkleur<strong>en</strong> <strong>van</strong> het glassoldeerpoe-<br />
der nog to<strong>en</strong>em<strong>en</strong>. Temperatuurgevoe-<br />
lige del<strong>en</strong> kunn<strong>en</strong> mogelijkerwijs spe-<br />
ciaal beschermd word<strong>en</strong> door afdekking<br />
met Schablon<strong>en</strong>, die alle<strong>en</strong> de te solde-<br />
r<strong>en</strong> zone vrijlat<strong>en</strong>.<br />
7.5 Koortsthermometers<br />
Het insmelt<strong>en</strong> <strong>van</strong> het capillaire buisje<br />
<strong>van</strong> koortsthermometers in het thermo-<br />
meterhuis, wat vroeger relatief duur in<br />
glasblazertechniek plaatsvond, wordt in<br />
to<strong>en</strong>em<strong>en</strong>de mate ver<strong>van</strong>g<strong>en</strong> door insol-<br />
Afb 16<br />
der<strong>en</strong>. E<strong>en</strong> belangrijke voorwaarde voor<br />
dit insolder<strong>en</strong> is, dat de soldeerplaats zo-<br />
als gewoonlijk glashelder blijft. Dit wordt<br />
bereikt (afb. 16) door gerichte overver-<br />
hitting <strong>van</strong> het als grof glaspoeder inge-<br />
brachte loodboraatsoldeer. De tempera-<br />
tuur voor de gebruikelijke verwekings-<br />
viscositeit 1 O5 d Pa s ligt voor dit soldeer<br />
bij 525OC. Er wordt ev<strong>en</strong>wel door stra-<br />
lingswarmte tot ca. 7OOOC verhit, waar-<br />
dooi e<strong>en</strong> glasheldere vloei wordt bereikt.<br />
Het thermometerglas met zijn verwe-<br />
kingstemperatuur <strong>van</strong> 72OOC blijft bij de-<br />
ze plaatselijke verhitting <strong>en</strong> e<strong>en</strong> totale<br />
soldeerduur <strong>van</strong> slechts 30 sec onver-<br />
vormd.<br />
Jrg 22 No. 2 maartjapril 1982 27