tenax300im - Villares Metals
tenax300im - Villares Metals
tenax300im - Villares Metals

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
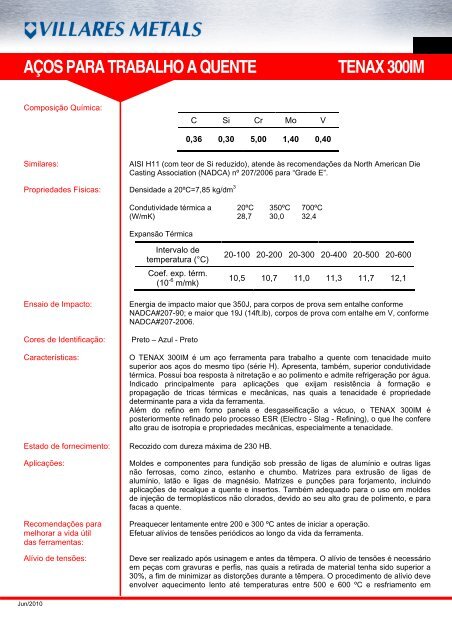
AÇOS PARA TRABALHO A QUENTETENAX 300IMComposição Química:C Si Cr Mo V0,36 0,30 5,00 1,40 0,40Similares:AISI H11 (com teor de Si reduzido), atende às recomendações da North American DieCasting Association (NADCA) nº 207/2006 para “Grade E”.Propriedades Físicas: Densidade a 20ºC=7,85 kg/dm 3Condutividade térmica a 20ºC 350ºC 700ºC(W/mK) 28,7 30,0 32,4Expansão TérmicaIntervalo detemperatura (°C)Coef. exp. térm.(10 -6 m/mk)20-100 20-200 20-300 20-400 20-500 20-60010,5 10,7 11,0 11,3 11,7 12,1Ensaio de Impacto:Cores de Identificação:Características:Estado de fornecimento:Aplicações:Recomendações paramelhorar a vida útildas ferramentas:Alívio de tensões:Energia de impacto maior que 350J, para corpos de prova sem entalhe conformeNADCA#207-90; e maior que 19J (14ft.lb), corpos de prova com entalhe em V, conformeNADCA#207-2006.Preto – Azul - PretoO TENAX 300IM é um aço ferramenta para trabalho a quente com tenacidade muitosuperior aos aços do mesmo tipo (série H). Apresenta, também, superior condutividadetérmica. Possui boa resposta à nitretação e ao polimento e admite refrigeração por água.Indicado principalmente para aplicações que exijam resistência à formação epropagação de tricas térmicas e mecânicas, nas quais a tenacidade é propriedadedeterminante para a vida da ferramenta.Além do refino em forno panela e desgaseificação a vácuo, o TENAX 300IM éposteriormente refinado pelo processo ESR (Electro - Slag - Refining), o que lhe conferealto grau de isotropia e propriedades mecânicas, especialmente a tenacidade.Recozido com dureza máxima de 230 HB.Moldes e componentes para fundição sob pressão de ligas de alumínio e outras ligasnão ferrosas, como zinco, estanho e chumbo. Matrizes para extrusão de ligas dealumínio, latão e ligas de magnésio. Matrizes e punções para forjamento, incluindoaplicações de recalque a quente e insertos. Também adequado para o uso em moldesde injeção de termoplásticos não clorados, devido ao seu alto grau de polimento, e parafacas a quente.Preaquecer lentamente entre 200 e 300 ºC antes de iniciar a operação.Efetuar alívios de tensões periódicos ao longo da vida da ferramenta.Deve ser realizado após usinagem e antes da têmpera. O alívio de tensões é necessárioem peças com gravuras e perfis, nas quais a retirada de material tenha sido superior a30%, a fim de minimizar as distorções durante a têmpera. O procedimento de alívio deveenvolver aquecimento lento até temperaturas entre 500 e 600 ºC e resfriamento emJun/2010
AÇOS PARA TRABALHO A QUENTETENAX 300IMforno até a temperatura de 200 ºC. Se aplicado após o trabalho, o alívio de tensões deveser realizado em uma temperatura 50 ºC inferior a temperatura do último revenimento.Têmpera:O aquecimento para têmpera deve ser entre 1010 e 1030°C, sendo recomendado1010ºC para majorar a tenacidade e 1030ºC para majorar a resistência a quente. Aescolha da temperatura ideal deve considerar também aspectos do projeto e detalhes doacabamento das ferramentas. O ciclo de aquecimento deve prever partamares de préaquecimento,em conformidade com o dimensional da peça.Resfriar em:a) Câmara pressurizada de fornos à Vácuo (NADCA estabelece > 5 bar).b) Óleo apropriado com agitação e aquecido entre 40 e 70 °C.c) Banho de sal mantido entre 500 e 550 ºC.Revenimento: As ferramentas devem ser revenidas imediatamente após a têmpera, tão logo atinjam 60ºC. Fazer, no mínimo, 2 revenimentos e entre cada revenimento as peças devem resfriarlentamente até a temperatura ambiente. Temperaturas de revenimento 550 e 650 ºC,conforme a dureza desejada (curva abaixo). O tempo de cada revenimento deve ser, deno mínimo, 2 horas. Para peças maiores que 70 mm, deve-se calcular o tempo emfunção de sua dimensão. Considerar 1 hora para cada polegada de espessura.Curva deRevenimento:565452Dureza (HRC)50484644424038350 400 450 500 550 600 650 700Temperatura de Revenimento (°C)Nitretação:Eletroerosão:Curva obtida após tratamento térmico em corpos de prova de 20 x 20 mm 2 .Recomendada quando são requeridos altos níveis de dureza superficial e resistência àabrasão. Deve ser realizada após a têmpera e revenimento, desde que a temperatura denitretação seja no mínimo 50 ºC inferior à temperatura do último revenimento.Quando utilizada a eletroerosão nos moldes ou matrizes tratados, recomenda-seremover a camada superficial alterada (camada branca) com rebolo de grana fina.Revenir novamente a peça em uma temperatura 50 ºC abaixo do último revenimentorealizado.Jun/2010Nota: Todas as informações apresentadas são apenas orientativas. Elas não têm relação com garantias de propriedades específicas.