Visualizar PDF - Tecnologia em Metalurgia, Materiais e Mineração
Visualizar PDF - Tecnologia em Metalurgia, Materiais e Mineração
Visualizar PDF - Tecnologia em Metalurgia, Materiais e Mineração

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
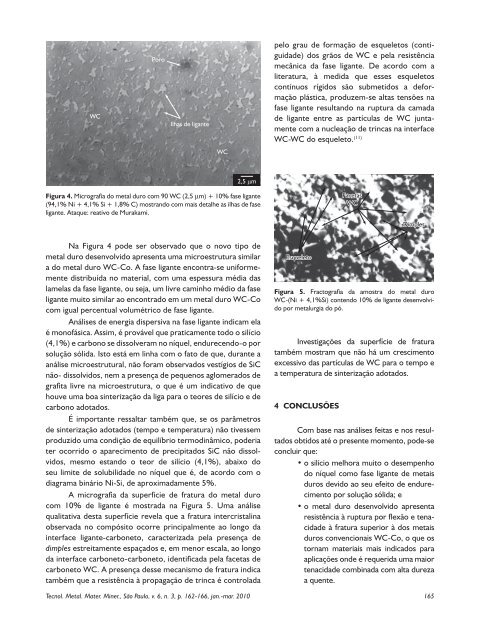
pelo grau de formação de esqueletos (contiguidade)dos grãos de WC e pela resistênciamecânica da fase ligante. De acordo com aliteratura, à medida que esses esqueletoscontínuos rígidos são submetidos a deformaçãoplástica, produz<strong>em</strong>-se altas tensões nafase ligante resultando na ruptura da camadade ligante entre as partículas de WC juntamentecom a nucleação de trincas na interfaceWC-WC do esqueleto. (11)Figura 4. Micrografia do metal duro com 90 WC (2,5 mm) + 10% fase ligante(94,1% Ni + 4,1% Si + 1,8% C) mostrando com mais detalhe as ilhas de faseligante. Ataque: reativo de Murakami.Na Figura 4 pode ser observado que o novo tipo d<strong>em</strong>etal duro desenvolvido apresenta uma microestrutura similara do metal duro WC-Co. A fase ligante encontra-se uniform<strong>em</strong>entedistribuída no material, com uma espessura média daslamelas da fase ligante, ou seja, um livre caminho médio da faseligante muito similar ao encontrado <strong>em</strong> um metal duro WC-Cocom igual percentual volumétrico de fase ligante.Análises de energia dispersiva na fase ligante indicam elaé monofásica. Assim, é provável que praticamente todo o silício(4,1%) e carbono se dissolveram no níquel, endurecendo-o porsolução sólida. Isto está <strong>em</strong> linha com o fato de que, durante aanálise microestrutural, não foram observados vestígios de SiCnão- dissolvidos, n<strong>em</strong> a presença de pequenos aglomerados degrafita livre na microestrutura, o que é um indicativo de quehouve uma boa sinterização da liga para o teores de silício e decarbono adotados.É importante ressaltar também que, se os parâmetrosde sinterização adotados (t<strong>em</strong>po e t<strong>em</strong>peratura) não tivess<strong>em</strong>produzido uma condição de equilíbrio termodinâmico, poderiater ocorrido o aparecimento de precipitados SiC não dissolvidos,mesmo estando o teor de silício (4,1%), abaixo doseu limite de solubilidade no níquel que é, de acordo com odiagrama binário Ni-Si, de aproximadamente 5%.A micrografia da superfície de fratura do metal durocom 10% de ligante é mostrada na Figura 5. Uma análisequalitativa desta superfície revela que a fratura intercristalinaobservada no compósito ocorre principalmente ao longo dainterface ligante-carboneto, caracterizada pela presença dedimples estreitamente espaçados e, <strong>em</strong> menor escala, ao longoda interface carboneto-carboneto, identificada pela facetas decarboneto WC. A presença desse mecanismo de fratura indicatambém que a resistência à propagação de trinca é controladaFigura 5. Fractografia da amostra do metal duroWC‐(Ni + 4,1%Si) contendo 10% de ligante desenvolvidopor metalurgia do pó.Investigações da superfície de fraturatambém mostram que não há um crescimentoexcessivo das partículas de WC para o t<strong>em</strong>po ea t<strong>em</strong>peratura de sinterização adotados.4 CONCLUSÕESCom base nas análises feitas e nos resultadosobtidos até o presente momento, pode-seconcluir que:• o silício melhora muito o des<strong>em</strong>penhodo níquel como fase ligante de metaisduros devido ao seu efeito de endurecimentopor solução sólida; e• o metal duro desenvolvido apresentaresistência à ruptura por flexão e tenacidadeà fratura superior à dos metaisduros convencionais WC-Co, o que ostornam materiais mais indicados paraaplicações onde é requerida uma maiortenacidade combinada com alta durezaa quente.Tecnol. Metal. Mater. Miner., São Paulo, v. 6, n. 3, p. 162-166, jan.-mar. 2010 165