Gas för värmebehandling - Air Liquide
Gas för värmebehandling - Air Liquide
Gas för värmebehandling - Air Liquide

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
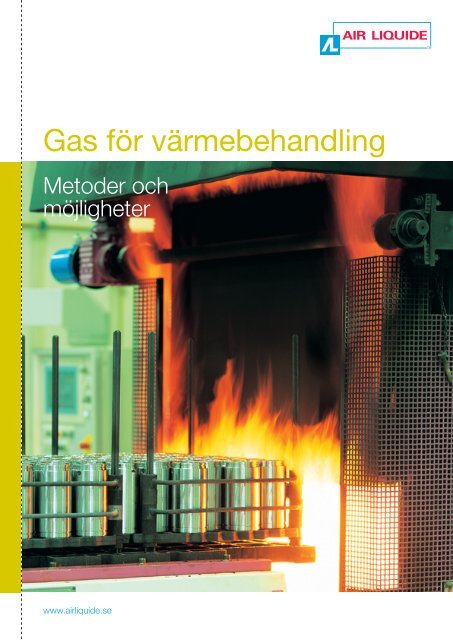
<strong>Gas</strong> <strong>för</strong> <strong>värmebehandling</strong><br />
Metoder och<br />
möjligheter<br />
www.airliquide.se
Inledning<br />
INNEHÅLLSFÖRTECKNING<br />
Inledning .................................. 3<br />
Allmänt om industrigaser ...... 4<br />
<strong>Gas</strong>er <strong>för</strong> <strong>värmebehandling</strong><br />
Produktion och transport av gas<br />
On-sitegenererad gas<br />
Generatorgas –<br />
Krackergas .............................. 6<br />
Krav på atmosfären ................ 8<br />
Neutral och reducerande<br />
atmosfär .................................. 9<br />
Kväveatmosfär<br />
Kväve – väteatmosfär<br />
Kväve – väte – Kolväteatmosfär<br />
Uppkolande atmosfär .......... 12<br />
Kväve – metanolatmosfär<br />
Nitrerande atmosfär ............. 14<br />
Andra atmosfärstyper .......... 15<br />
Argonatmosfär<br />
Vätgasatmosfär<br />
Övrig <strong>värmebehandling</strong> ........ 16<br />
Tabeller .................................. 17<br />
För att <strong>för</strong>bättra ett materials eller<br />
en detaljs egenskaper i fråga om<br />
hållfasthet, slitagemotstånd, korro-<br />
sionsmotstånd eller utmattnings-<br />
egenskaper kan detaljen eller mate-<br />
rialet undergå en eller fl era termiska<br />
cykler, s k <strong>värmebehandling</strong>ar.<br />
Materialet värms, kyls eller svalnas<br />
enligt defi nierade värden på tem-<br />
peratur och tid. En sådan termisk<br />
cykel kan t ex vara en härdning,<br />
där materialet blir hårdare och<br />
segare, eller en glödgning som gör<br />
materialet mjukare och lättare att<br />
bearbeta.<br />
För att undvika oavsiktlig <strong>för</strong>änd-<br />
ring i metallytans egenskaper sker<br />
<strong>värmebehandling</strong>en ofta under<br />
skyddsgas, t ex <strong>för</strong> att undvika<br />
oxidation, av- eller uppkolning.<br />
Ibland inbegriper värme behand-<br />
lingen en medveten <strong>för</strong>ändring av<br />
själva metallytan. Det kan vara<br />
en uppkolning där kol till<strong>för</strong>s eller<br />
en nitrering där kväve över<strong>för</strong>s till<br />
metallytan.<br />
Kraven på dagens ugnsatmosfärer<br />
har ökat med avseende på pre-<br />
standa, kvalitet och säkerhet, men<br />
även på ekonomi. Det innebär<br />
att valet av atmosfär, samt styr-<br />
och reglerbarheten av atmosfären,<br />
spelar en allt större roll.<br />
I denna skrift redogörs <strong>för</strong> några<br />
olika typer av ugnsatmosfärer<br />
som används inom värmebehand-<br />
ling av järn och stål samt en del<br />
andra metaller.<br />
3
4<br />
Allmänt om industrigaser<br />
Industrigas framställs centralt hos<br />
gasleverantören och transporteras<br />
sedan ut till kunden. Produk-<br />
tionssättet innebär att gasen har<br />
mycket snäv toleransnivå och<br />
höga krav avseende sammansätt-<br />
ningen t ex beträffande renhet.<br />
Ekonomiskt innebär det att<br />
kunden alltid kan ha tillgång till en<br />
högkvalitativ produkt till ett konkur-<br />
renskraftigt pris. Idag fi nns också<br />
så kallad on-siteproducerad gas,<br />
d v s gasen produceras på plats<br />
hos kunden.<br />
Vanliga industrigaser är Kvävgas<br />
(Nitrogen, N 2), Argon (Ar), Syrgas<br />
(Oxygen, O 2), samt Vätgas (Hydro-<br />
gen, H 2).<br />
Kvävgas fi nns i de fl esta <strong>för</strong>-<br />
sörjningslösningar tillgänglig obe-<br />
roende av el<strong>för</strong>sörjning och kan<br />
då användas som säkerhetsgas.<br />
Kvävgas har där<strong>för</strong> ett stort<br />
användningsområde som säker-<br />
hetsgas eller spolgas även om den<br />
inte används i processen i övrigt.<br />
<strong>Gas</strong>er <strong>för</strong> <strong>värmebehandling</strong><br />
<strong>Gas</strong>er klassifi ceras ofta i två kate-<br />
gorier:<br />
- inerta gaser<br />
- reaktiva gaser<br />
Inerta gaser<br />
Till de inerta gaserna räknas<br />
argon, helium och kvävgas.<br />
Kvävgas är dock inte inert i sann<br />
mening, den reagerar vid höga<br />
temperaturer med ett fl ertal<br />
metaller och bildar med dessa<br />
nitrider. Vid glödgning av rostfria<br />
kromstål bildas till exempel krom-<br />
nitrider i stålet och på metallytan.<br />
Vid <strong>värmebehandling</strong> av de fl esta<br />
stålsorter använda i verkstadstek-<br />
nisk industri, t ex sätthärdningsstål<br />
och seghärdningsstål har kvävet<br />
ingen praktisk nitrerande verkan.<br />
Reaktiva gaser<br />
Efter sin effekt på stål kan olika<br />
reaktiva gaser indelas enligt<br />
nedan:<br />
- oxiderande: O2, H2O och CO2 - reducerande: CO och H2 - uppkolande:<br />
- avkolande:<br />
- nitrerande:<br />
CO och C XH Y, (t ex CH 4)<br />
CO 2, H 2O och O 2<br />
NH 3<br />
Dessa olika gaser kan användas<br />
ensamma eller i blandningar och<br />
möjliggör neutrala eller aktiva<br />
atmosfärer lämpade <strong>för</strong> olika<br />
<strong>värmebehandling</strong>sprocesser.<br />
En ugnsatmosfär kan alltså bestå<br />
av reaktiva gaser som beroende<br />
av blandnings<strong>för</strong>hållandet gör<br />
atmosfären neutral, t ex varken<br />
upp- eller avkolande.<br />
Produktion och transport<br />
av gas<br />
En av de vanligaste gaserna som<br />
används <strong>för</strong> <strong>värmebehandling</strong> är<br />
kvävgas, även kallad NITROGEN.<br />
Kvävgasen framställs i industriell<br />
skala hos gasleverantören genom<br />
destillation av fl ytande luft. Kväv-<br />
gasen utvinns i fl ytande fas och<br />
lagras samt transporteras i värme-<br />
isolerade behållare. Detta trans-<br />
portsätt medger att en stor gas-<br />
mängd kan transporteras på ett<br />
ekonomiskt och säkert sätt. Den<br />
fl ytande kvävgasen benämns LIN<br />
(Liquid Nitrogen). Vid mindre <strong>för</strong>-<br />
brukningar lagras och transporte-<br />
ras gasen i komprimerat gasfor-<br />
migt tillstånd i cylindrar eller fl askor<br />
av metall.<br />
On-sitegenererad gas<br />
KVÄVGAS (N 2)<br />
I vissa situationer är det inte eko-<br />
nomiskt <strong>för</strong>svarbart att transpor-<br />
tera gasen. Man kan då framställa<br />
gasen på plats ute hos kunden.<br />
Det fi nns ett antal olika tekniker<br />
<strong>för</strong> detta. Produktion av kvävgas
kan t ex ske genom så kallad<br />
membranteknik där luften separe-<br />
ras i en speciell typ av fi lter.<br />
SPI och AMSA är utrustningar<br />
som är baserade på membrantek-<br />
nik men som har olika kapacitets-<br />
områden. SPI är en mindre och<br />
enkel enhet som är lätt att instal-<br />
lera och fl ytta medan AMSA är<br />
framtagen <strong>för</strong> den stora <strong>för</strong>bruka-<br />
ren men som också är designad<br />
<strong>för</strong> att kunna byggas ut och modi-<br />
fi eras avseende krav på kapacitet<br />
och renhet.<br />
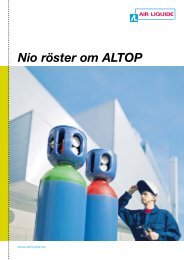
Vid krav på hög renhet och stor<br />
kapacitet fi nns APSA som bygger<br />
på avancerad destillationsteknik.<br />
I fi gur 1 visas kapacitetsomfång<br />
och renhet på producerad gas <strong>för</strong><br />
olika metoder av on-sitegenererad<br />
kvävgas.<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
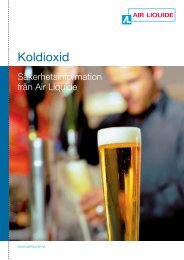
VÄTGAS (H 2)<br />
<br />
På grund av ökad användning av<br />
ren vätgas inom värmebehand-<br />
lingsindustrin och därmed ökande<br />
krav på ekonomiska och säkra<br />
<strong>för</strong>sörjningslösningar, fi nns idag<br />
även on-sitegeneratorer <strong>för</strong> vätgas<br />
anpassade <strong>för</strong> olika renhetskrav<br />
och kapaciteter (fi g. 2).<br />
<br />
<br />
<br />
Figur 1. Principiellt kapacitetsomfång <strong>för</strong> on-sitegenererad gas: SPI, AMSA och APSA. För<br />
jäm<strong>för</strong>else visas också <strong>för</strong>sörjningsomfång och renhet av transportgas (LIN).<br />
<br />
<br />
<br />
<br />
<br />
<br />
Vätgas framställs genom elektro-<br />
lys av vatten. Genom att reagera<br />
vätgasen i en s k deoxo och<br />
sedan torka den, kan man uppnå<br />
renheter på bättre än 5 ppm O 2<br />
och daggpunkter lägre än -60°C.<br />
Figur 2. Kapa-<br />
citetområde<br />
<strong>för</strong> olika HYOS<br />
vätgasgenera-<br />
torer.<br />
<br />
5
6<br />
Generatorgas – Krackerga<br />
Ett ekonomiskt<br />
alternativ vid<br />
hög och jämn<br />
<strong>för</strong>brukning av<br />
skyddsgas.<br />
Generatorgas och krackergas är<br />
exempel på gaser som produce-<br />
ras på plats hos kunden och som<br />
ofta direkt kan användas i pro-<br />
cessen. Nackdelen med genera-<br />
torframställd gas är en begränsad<br />
fl exibilitet i kapacitet samt höga<br />
investeringskostnader. De rörliga<br />
kostnaderna är dock ofta lägre än<br />
vid annan framställning.<br />
Generatorgas<br />
Med generatorgas menas i<br />
allmänhet den gasatmosfär som<br />
erhålles då en bränsle-luftbland-<br />
ning partiellt <strong>för</strong>bränns. Den kan<br />
vara av i princip två typer:<br />
- exogas<br />
- endogas
s<br />
Exogas<br />
Exogas erhålls genom <strong>för</strong>bränning<br />
av propan eller naturgas med luft-<br />
underskott.Blandnings<strong>för</strong>hållan- det luft/propan kan variera kraftigt<br />
och därmed exogasens samman-<br />
sättning, exempelvis:<br />
CO ≈ 0 - 16%<br />
CO 2 ≈ 14 - 4%<br />
H 2<br />
Exogasen är billig att framställa<br />
men har vissa nackdelar, bl a. låg<br />
kolpotential vilket med<strong>för</strong> risk <strong>för</strong><br />
avkolning. Genom att reducera<br />
halterna av CO 2 och H 2O får man<br />
en torrare gas som kraftigt redu-<br />
cerar denna verkan.<br />
Endogas<br />
≈ 0 - 17%<br />
Endogas framställs genom partiell<br />
<strong>för</strong>bränning av propan eller natur-<br />
gas. Reaktionen sker över en nic-<br />
kelkatalysator vid hög temperatur.<br />
Processen är främst endotermisk<br />
och gasens huvudanvändning är<br />
som uppkolande atmosfär eller<br />
neutral atmosfär <strong>för</strong> härdning (utan<br />
upp- eller avkolning).<br />
Endogas framställd av propan har<br />
sammansättningen:<br />
med små halter av CO 2 och H 2O<br />
beroende på blandnings<strong>för</strong>hållan-<br />
det luft/propan. Halterna av CO 2<br />
och H 2O är av avgörande bety-<br />
delse <strong>för</strong> vilken kolpotential atmos-<br />
fären har.<br />
En nackdel med endogasen är<br />
bland annat giftigheten som den<br />
höga halten CO med<strong>för</strong>.<br />
ALNAT I<br />
Genom att reagera kvävgas, pro-<br />
ducerad med on-siteteknik, med<br />
t ex propan över en katalysator,<br />
kan man framställa generator-<br />
N 2<br />
H 2<br />
N2 + 3% O2<br />
+ propan<br />
rest.<br />
7,5%<br />
CO 4,5%<br />
CH 4<br />
CO 2<br />
0,5%<br />
< 0,2%<br />
H 2O < - 20°C<br />
O 2<br />
CO ≈ 23%<br />
H 2 ≈ 31%<br />
N 2 ≈ 46%<br />
< 5 ppm<br />
Exempel på ALNAT I atmosfär.<br />
baserade atmosfärer <strong>för</strong> t ex<br />
glödg ning, sintring, neutral-<br />
härdning, anlöpning och lödning<br />
mycket ekonomiskt <strong>för</strong>delaktigt<br />
och säkert. ALNAT I erbjuder en<br />
modern generatorteknik där man<br />
kraftigt ökat fl exibiliteten i gassam-<br />
ansättning och kapacitetsområde<br />
(fi g. 3).<br />
Krackergas<br />
Genom att dissociera ammoniak,<br />
NH3 , vilket sker genom upphett-<br />
ning av ammoniakgasen över en<br />
katalysator, får man en gas bestå-<br />
ende av kvävgas och vätgas.<br />
Från reaktionsformeln:<br />
framgår att sammansättningen på<br />
gasen är:<br />
N2 = 25%<br />
<strong>Gas</strong>en kan ha olika vatteninnehåll<br />
beroende på ammoniak-kvalitet<br />
och om gasen torkas efter krack-<br />
ning.<br />
Figur 3. Exempel på sammansättning av en<br />
ALNAT I -atmosfär genererad från kvävgas med<br />
renheten 97% och propan.<br />
2NH 3 –> N 2 + 3H 2<br />
H 2 = 75%<br />
7
8<br />
Krav på atmosfären<br />
Förutom de rent ekonomiska<br />
kraven fi nns krav på säkerhet, till-<br />
gänglighet, fl exibilitet och <strong>för</strong>måga<br />
att uppfylla de rena tekniska krav<br />
som ställs på atmosfären.<br />
Inom <strong>värmebehandling</strong> av metall-<br />
ler är de vanligaste ämnena som<br />
ingår i atmosfärens tekniska upp-<br />
gift att över<strong>för</strong>a, till eller ifrån metall-<br />
ytan, kol, kväve och syre.<br />
Kol: uppkolning - avkolning - neutralhärdning<br />
Kväve: nitrering - nitrokarburering<br />
Syre: oxidation - reduktion<br />
En medveten över<strong>för</strong>ing av t ex kol<br />
sker vid sätthärdning där stål ytan<br />
uppkolas <strong>för</strong> att sedan snabbt<br />
kylas. För att kunna säkerställa<br />
att rätt mängd kol över<strong>för</strong>s så att<br />
rätt kolhalt i stålet uppnås, måste<br />
atmosfären kunna styras med<br />
avseende på kolhalten (kolaktivitet)<br />
men också över<strong>för</strong>ings<strong>för</strong>mågan<br />
av kol är en viktig faktor.<br />
För kväve och nitrering gäller<br />
samma resonemang som <strong>för</strong> kol,<br />
d v s att atmosfärens kväveaktivitet<br />
måste styras samt att över<strong>för</strong>ings-<br />
<strong>för</strong>mågan måste vara tillräcklig och<br />
anpassad till aktuella <strong>för</strong>hållanden.<br />
Över<strong>för</strong>ing av syre i form av oxida-<br />
tion är i de fl esta fall en oönskad<br />
reaktion men tillämpas i vissa pro-<br />
cesser. Vid reduktion vill man<br />
att atmosfären skall över<strong>för</strong>a syre<br />
från stålytan till gasen. Merparten<br />
av alla glödgningar och värme-<br />
behandlingsprocesser sker med<br />
reducerande atmosfär <strong>för</strong> att und-<br />
vika oxidation och <strong>för</strong> att reducera<br />
redan <strong>för</strong>ekommande oxid så att<br />
en blank yta erhålls efter processen.<br />
En annan mycket viktig uppgift <strong>för</strong><br />
atmosfären är att över<strong>för</strong>a värme till<br />
eller ifrån godset.<br />
Exempel på gaser inom<br />
<strong>värmebehandling</strong>.<br />
Valet av atmosfär är i <strong>för</strong>sta hand<br />
beroende av beskaffenheten på<br />
materialet och vilken värmebe-<br />
handling som skall ut<strong>för</strong>as. Skall<br />
enbart en rent termisk cykel<br />
genom<strong>för</strong>as fi nns inte kravet att<br />
atmosfären skall vara aktiv t ex<br />
uppkolande eller nitrerande. Dock<br />
kan atmosfären vara styrd neutral<br />
med avseende på t ex kol. I de fl esta<br />
fall gäller att atmosfären inte skall<br />
oxidera behandlat gods utan vara<br />
reducerande. Beroende på materia-<br />
lets legeringsinnehåll kan atmosfä-<br />
ren vara mer eller mindre torr, d v s i<br />
fråga om en väte-kväveatmosfär ha<br />
olika vatteninnehåll.<br />
Ugnsutrustningens ut<strong>för</strong>ande och<br />
kvalitet är också en viktig faktor<br />
vid val av atmosfär. I en icke helt<br />
tät ugn med luftläckage kan det<br />
t ex vara nödvändigt att använda<br />
en väte-kväveatmosfär i motsats<br />
till en tät ugn där enbart kvävgas<br />
skulle duga som atmosfär.<br />
I följande kapitel kommer några<br />
typer av atmosfärer <strong>för</strong> olika vär-<br />
mebehandlingar och material att<br />
diskuteras.
Neutral och reducerande<br />
atmosfär<br />
Kväveatmosfär<br />
Kvävgas används <strong>för</strong>utom som<br />
säkerhets- eller inerteringsgas,<br />
också som atmosfär där materialet<br />
inte kräver en reducerande verkan.<br />
Kvävgasen innehåller, beroende<br />
på kvalitet, alltid en mindre mängd<br />
syre och vatten, <strong>för</strong> LIN-kvalitet i<br />
storleksordningen < 10 ppm.<br />
För många <strong>värmebehandling</strong>ar<br />
är detta fullt tillräckligt. Typiska<br />
tillämpningar där ren kvävgas<br />
används som atmosfär är t ex<br />
- inertgas under kyl<strong>för</strong>loppet vid<br />
- vakuumhärdning<br />
- oxidfri glödgning och anlöpning<br />
- av stål<br />
- glödgning av koppar<br />
Tillämpningsområdet <strong>för</strong> ren<br />
kvävgas är beroende av ugnsut-<br />
rustningens beskaffenhet. En otät<br />
ugn innebär att syre läcker in och<br />
spolierar den ursprungliga kvalite-<br />
ten på tillsatt gas.<br />
Kväve-väteatmosfär<br />
Genom att använda en blandning<br />
av kvävgas och vätgas får man<br />
en atmosfär som är reducerande.<br />
Reduktions<strong>för</strong>mågan är beroende<br />
av atmosfärens vätgas- och vat-<br />
tenhalt.<br />
För oxidation/reduktion av en<br />
metall generellt (i nedanstående<br />
formel betecknad, Me) med vatten<br />
gäller:<br />
där jämviktskonstanten uttrycks:<br />
Aktiviteten <strong>för</strong> metall respektive<br />
oxid sätts oftast till 1. Genom att<br />
välja detta s k standardtillstånd<br />
<strong>för</strong> metall respektive metalloxid får<br />
man enklare beräkningar. Jäm vikts-<br />
kon stan ten kan då uttryckas enligt<br />
nedan:<br />
Me + H2O < > MeO + H2 K Me / MeO = a MeO .p H2<br />
a Me .p H2O<br />
K Me / MeO = p H2<br />
p H2 O<br />
Av ovanstående <strong>för</strong>står man att<br />
jämviktskonstanten K Me / MeO beskri-<br />
ver när halten vätgas i relation till<br />
vattenhalten i atmosfären utgör<br />
den punkt där metall och metall-<br />
oxid är i jämvikt. Det betyder att<br />
om <strong>för</strong>hållandet mellan väte och<br />
vatten är större än K Me / MeO så sker<br />
en reduktion av metalloxiden, och<br />
om <strong>för</strong>hållandet är mindre, sker en<br />
oxidation av metallen.<br />
Generellt gäller också att jämvikts-<br />
konstanten K Me / MeO är beroende av<br />
temperaturen, där värdet på<br />
K Me / MeO ökar med sjunkande tem-<br />
peratur, vilket innebär att kravet på<br />
reduktions<strong>för</strong>mågan hos atmosfä-<br />
ren är större vid lägre temperatur.<br />
Det är där<strong>för</strong> alltid viktigt att känna<br />
till atmosfärens vätgas- och vat-<br />
teninnehåll. Vattenhalten uttrycks<br />
ofta som ”daggpunkt” vilket mot-<br />
svarar den temperatur där vattnet i<br />
atmosfären kondenserar, se Tabell<br />
1 sid 17.<br />
Järnoxider<br />
När järn och stål värms upp i<br />
oxiderande miljö bildas olika<br />
oxider beroende på temperatur<br />
och atmosfärens syrehalt. I det<br />
vanligaste temperaturområdet <strong>för</strong><br />
<strong>värmebehandling</strong>ar (vanligtvis över<br />
650°C utom <strong>för</strong> anlöpning) är det<br />
t ex risk att wüstit (FeO) bildas. I<br />
en väte-kväveatmosfär sker reduk-<br />
tionen av FeO enligt:<br />
FeO + H < ><br />
2 Fe + H2O (Observera att reaktionsformeln<br />
är skriven åt motsatt håll jäm<strong>för</strong>t<br />
med det generella fallet ovan vilket<br />
innebär att K = 1/ K Me / MeO)<br />
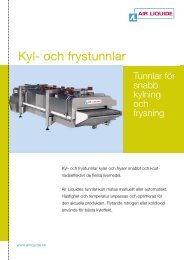
Figur 4 visar jämviktskurvorna <strong>för</strong><br />
järn och några järnoxider som<br />
funktion av temperatur och<br />
9
10<br />
forts. Neutral och reducera<br />
Temp ( 0 C)<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
pH 2O/pH 2 -<strong>för</strong>hållandet. Från detta<br />
diagram kan man avläsa <strong>för</strong> vilken<br />
temperatur och gassammansätt-<br />
ning som atmosfären är oxide-<br />
rande respektive reducerande.<br />
Vid t ex 900°C krävs enligt dia-<br />
grammet att <strong>för</strong>hållandet<br />
pH 2O/pH 2 skall vara mindre än<br />
0,53 <strong>för</strong> att atmosfären skall vara<br />
reducerande.<br />
Om man har en atmosfär med<br />
5% vätgas i ugnen betyder det att<br />
maximalt tillåten vattenhalt får vara<br />
2,65% motsvarande en dagg-<br />
punkt på ca 23°C.<br />
Fe FeO<br />
3 Fe + 4 H 2O<br />
Fe 3O4 + 4 H2<br />
Fe + H 2O<br />
Fe + H 2O<br />
Det är alltså relativt lätt att undvika<br />
oxidation av järn vid 900°C i ovan<br />
nämnda atmosfär. Vid kylningen<br />
eller svalningen av chargen under<br />
rådande atmosfär kommer dock<br />
3 FeO + H 2O<br />
Fe 3O4 + H2<br />
Fe Fe3O4 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1<br />
<strong>för</strong>hållandet pH 2O/pH 2 att minska,<br />
var<strong>för</strong> atmosfären då måste vara<br />
mycket torrare. Vid t ex 400°C<br />
måste samma atmosfär hålla en<br />
daggpunkt på ungefär -4°C <strong>för</strong> att<br />
vara reducerande enligt diagram-<br />
met.<br />
För att minska risken <strong>för</strong> oxidation<br />
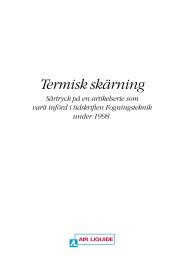
Figur 5. Redox-<br />
kurvor <strong>för</strong> rent<br />
krom och ett 10%<br />
kromstål.<br />
Figur 4. Jämviktsdia-<br />
gram <strong>för</strong> järnoxider.<br />
p H 2O<br />
pH 2<br />
( 0 C)<br />
1200<br />
1100<br />
1000<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
10 -8<br />
C r2 O 3 + 3H 2<br />
10 -7<br />
><br />
<<br />
vid sjunkande temperatur kan man<br />
vidta någon av följande ändringar:<br />
- öka halten vätgas<br />
- minska eller begränsa inläckage<br />
- av luft i ugnen<br />
- öka svalningshastigheten<br />
- öka omsättningshastigheten av<br />
- skyddsgasen<br />
10 -6<br />
Kromoxid<br />
Vid uppvärming av rostfritt stål<br />
oxideras krom lätt och bildar<br />
kromoxid, Cr 2O 3 . Under närvaro<br />
av vätgas reduceras denna oxid<br />
enligt:<br />
Cr2O3 + 3H2 < > 2Cr + 3H2O Liksom i fallet med järn, motsvaras<br />
atmosfärens reducerande eller<br />
oxiderande verkan vid en given<br />
temperatur av ett pH 2O/pH 2-<br />
2Cr + 3H 2O<br />
Vatten / väte-<strong>för</strong>hållandets (pH2O/pH2)<br />
inverkan på jämvikten mellan<br />
krom och kromoxid.<br />
Rent krom Stål med 10% krom<br />
10 -5<br />
10 -4<br />
10 -3<br />
p H2O/pH2
nde atmosfär<br />
<strong>för</strong>hållande. Figur 5 visar detta<br />
<strong>för</strong>hållande <strong>för</strong> rent krom samt <strong>för</strong><br />
ett 10% kromstål.<br />
Vid 900°C får pH 2O/pH 2-<strong>för</strong>hål-<br />
landet inte överstiga ca 10 -4 <strong>för</strong> ren<br />
krom och ca 4 x 10 -4 <strong>för</strong> kromstå-<br />
let med 10% krom. I en atmosfär<br />
med 5% vätgas innebär detta att<br />
motsvarande daggpunkt är ca<br />
-62°C respektive ca -57°C <strong>för</strong><br />
kromstålet. Om man ökar vätgas-<br />
halten i atmosfären minskar kravet<br />
på daggpunkten. I fallet 100%<br />
vätgas motsvarar det ca -47°C i<br />
fallet ren krom.<br />
De ovan nämnda exemplen visar<br />
att <strong>för</strong> undvikande av oxidation<br />
är halten av vätgas i atmosfären<br />
beroende av:<br />
- typ av metall eller legering som<br />
- skall behandlas<br />
- temperaturen vid behandlingen<br />
- och betingelserna vid kylningen<br />
- daggpunkten i ugnsatmosfären<br />
Ugnsatmosfärer baserade på<br />
väte-kväveblandningar används<br />
idag vid ett antal olika värme-<br />
behandlingsoperationer. Vid t ex<br />
normaliseringar och glödgningar<br />
kan halten vätgas ligga på ca<br />
3-5%.<br />
Genom en blandarstation blandas<br />
kvävgas från en tank (LIN) med<br />
vätgas från ett fl askpaket eller on-<br />
sitegenerator och leds därefter in<br />
i ugnen. Under helgstopp stängs<br />
vätgasen av och ett reducerat<br />
fl öde av kvävgas spolar ugnen.<br />
Fördelarna med en sådan instal-<br />
lation är:<br />
- låga driftkostnader<br />
- hög driftsäkerhet<br />
- hög säkerhet<br />
- stor fl exibilitet<br />
Kväve-väte-Kolväteatmosfär<br />
<strong>Gas</strong>blandningar med N 2 och H 2<br />
passar mycket bra om ugnsat-<br />
mosfärens uppgift är att undvika<br />
oxidation av metallytan. De har<br />
dock nackdelen att vid högre tem-<br />
peraturer orsaka ytavkolning<br />
speciellt om en legerings kolhalt<br />
är hög.<br />
Tendensen till avkolning vid lägre<br />
temperaturer är ytterst beroende<br />
av daggpunkten i atmosfären. För<br />
att undvika risken <strong>för</strong> avkolning<br />
kan man tillsätta en mindre mängd<br />
kolväte, t ex propan eller metan, till<br />
kväve-väteatmosfären.<br />
Atmosfärer baserade på kvävgas<br />
och vätgas har i många applikatio-<br />
ner en maximal vätehalt på<br />
5% (volym%) av säkerhetstekniska<br />
skäl. Om atmosfären också har en<br />
tillsats av metan gäller att summan<br />
av vätgas och metan i en kvävgas-<br />
baserad atmosfär inte får överstiga<br />
5% och att samtidigt metanhalten<br />
inte får överstiga 1% <strong>för</strong> att klas-<br />
sas som ej brännbar.<br />
En sådan atmosfär är där<strong>för</strong><br />
mycket säker att använda och<br />
används ofta vid austenitisering,<br />
glödgningar etc.<br />
Exempel på reglersystem.<br />
11
12<br />
Uppkolande atmosfär<br />
Uppkolande atmosfär har stor användning<br />
inom tillverknings- och bilindustri där olika<br />
komponenter sätthärdas <strong>för</strong> att <strong>för</strong>bättra<br />
komponenternas slitage- och<br />
utmattnings-egenskaper.<br />
Uppkolningsugn<br />
Ugnsatmosfärer <strong>för</strong> uppkolning<br />
är ofta av s k endogastyp. De<br />
är i allmänhet komponerade på<br />
följande vis:<br />
- en bärargas med höga halter<br />
- av kolmonoxid och vätgas, med<br />
- kvävgas som bas<br />
- en aktiv tillsatsgas, normalt<br />
- propan eller naturgas<br />
Den uppkolande effekten i dessa<br />
gasblandningar fås fram<strong>för</strong>allt av<br />
koloxiden.<br />
De reaktioner som normalt sker är<br />
enligt nedan:<br />
Av dessa är det den <strong>för</strong>sta som är<br />
den dominerande då den är fl era<br />
storleksordningar snabbare än de<br />
övriga.<br />
CO + H ><br />
2 < C _ + H2O 2CO < > C _ + CO2 < > C _ + 2H2 CH 4<br />
Med kolpotential menas den kol-<br />
halt som fås i stålytan då denna är<br />
i jämvikt med omgivande atmosfär.<br />
Kolpotentialen (egentligen kolakti-<br />
viteten) kan <strong>för</strong> ovanstående reak-<br />
tioner tecknas:
a c = K 1 . P CO . P H 2<br />
a c = K 2 .<br />
P H2 O<br />
P 2<br />
CO<br />
P 2<br />
CO 2<br />
PCH4 P 2<br />
a c = K . 3<br />
H2 där K 1, K 2 och K 3 är jämviktskon-<br />
stanterna <strong>för</strong> respektive reaktion<br />
ovan.<br />
Den s k vattengasreaktionen,<br />
är mycket snabb och ställer in<br />
jämvikten av CO och CO 2 i atmos-<br />
fären. Analys av CO, och CO 2-<br />
halten i ugnen kan där<strong>för</strong> utnyttjas<br />
<strong>för</strong> bestämning av kolaktiviten.<br />
Idag används ofta en s k syresond<br />
<strong>för</strong> att bestämma kolaktiviteten i<br />
atmosfären. Genom att uttnyttja<br />
reaktionen där CO är den direkt<br />
uppkolande gasen,<br />
där…<br />
H2 + CO2 < > CO+ H2O CO C _ + 1/202 a c = K 5<br />
PCO √Po2 _<br />
och genom att utnyttja sambandet<br />
4.96 .10 -2.T(K)<br />
E(mV)<br />
log P = – 0.678 –<br />
O2<br />
får man kolaktiviteten som funktion<br />
av ett mV-värde från syresonden,<br />
se tabell 2, sid 18. CO-halten<br />
måste dock vara känd.<br />
Genom att tillsätta propan eller<br />
naturgas (CH 4) kan CO 2 och H 2O-<br />
halterna kontrolleras och därmed<br />
kolpotentialen i atmosfären:<br />
C3H8 + CO2 C3H8 + H2O < > 2CO + 2CH4 < > CO + 2CH4 + H2 CH4 + CO2 CH4 + H2O < ><br />
< ><br />
2CO + 2H2 CO + 3H2 På motsvarande sätt kan kolpo-<br />
tentialen i atmosfären minskas<br />
genom lufttillsats där kolmonoxid<br />
och vätgas ombildas till koldioxid<br />
respektive vatten.<br />
Kväve-metanolatmosfär<br />
Uppkolande atmosfärer kan vara<br />
av typen generatorgas (endogas)<br />
eller framställas direkt i ugnen, s k<br />
in-situ-generering av atmosfären.<br />
Genom att injicera metanol i<br />
ugnen sker en dissociation av<br />
metanolen under bildning av<br />
kolmonoxid och vätgas. Tekniken<br />
bygger på att metanolen injiceras<br />
på rätt sätt och vid rätt temperatur<br />
<strong>för</strong> att få bästa resultat. Metanol<br />
dissocierar vid temperaturer över<br />
ca 800°C enligt formeln:<br />
CH3OH – > CO + 2H2 Från reaktionsformeln ser man att<br />
vätgas fås i dubbla mängden<br />
jäm<strong>för</strong>t med kolmonoxid. Genom<br />
att justera blandnings<strong>för</strong>hållandet<br />
mellan kvävgas och metanol kan<br />
atmosfärer med olika halter av CO<br />
och H 2 erhållas.<br />
Magra blandningar kan t ex använ-<br />
das <strong>för</strong> austeniteseringar och<br />
glödgningar, medan rik inbland-<br />
ning av metanol kan utnyttjas <strong>för</strong><br />
uppkolning.<br />
Fördelar med kväve-metanol-<br />
atmosfärer gentemot generator-<br />
baserad atmosfär är att:<br />
- gassammansättningen kan väljas<br />
- <strong>för</strong> varje enskild ugn<br />
- kapaciteten och fl exibiliteten är<br />
- mycket stor<br />
- kväve-metanolatmosfären har<br />
- en högre kolaktivitet vilket gör att<br />
det totala gasbehovet kan<br />
minskas<br />
- genom att använda mycket rik<br />
- blandning (hög CO-halt) kan<br />
- uppkolningshastigheten ökas<br />
- säkerhetsgasen kväve är ”in-<br />
- byggd” i processen<br />
13
14<br />
Nitrerande atmosfär<br />
Nitrering och nitrokarburering är<br />
<strong>värmebehandling</strong>sprocesser som<br />
ökar i betydelse. Kväve över<strong>för</strong>s<br />
till metallytan genom dissociation<br />
av ammoniak, NH 3, enligt följande<br />
reaktionsformel.<br />
där N betecknar atomärt kväve<br />
löst i stålet.<br />
Kväveaktiviteten av en nitrerande<br />
atmosfär bestäms av följande<br />
ekvation:<br />
En nitrerande atmosfär består<br />
alltid till en större eller mindre del<br />
av ammoniak, NH 3, eller bland-<br />
ningar av ammoniak och kvävgas.<br />
Vid nitrokarburering önskar man<br />
att också till<strong>för</strong>a kol till metall-<br />
ytan, där<strong>för</strong> ingår då också en gas<br />
innehållande kol, t ex CO 2, CH 4<br />
eller CO.<br />
Då ammoniak till<strong>för</strong>s ugnen<br />
kommer en del av denna att delvis<br />
dissociera till kvävgas och vätgas<br />
enligt:<br />
NH3 N<br />
–<br />
+ 3/2H2 a n = K P NH 3<br />
P H2 3/2<br />
2NH 3 N 2+ 3H 2<br />
Den grad till vilken ammoniaken<br />
dissocierar kallas dissociations-<br />
grad och beror på temperatur,<br />
omsättningshastighet av atmosfä-<br />
ren, graden av intern atmosfärs-<br />
cirkulation i ugnen, typ av charge<br />
etc. För att erhålla repeterbara<br />
resultat måste atmosfären kontrol-<br />
leras med avseende på kväveakti-<br />
viteten, a N, som måste upprätthål-<br />
las på konstant nivå från charge till<br />
charge. Kväveaktiviteten beräknas<br />
genom analys av halten ammoniak<br />
tillsammans med halten vätgas i<br />
ugnsatmosfären enligt ekvationen<br />
ovan.<br />
För ren nitrering används oftast<br />
en atmosfär bestående av 100%<br />
ammoniak. En vanlig atmosfärs-<br />
sammansättning <strong>för</strong> nitrokarbure-<br />
ring är 35-50% NH 3 + 5% CO 2<br />
med kvävgas som bas. På samma<br />
sätt som <strong>för</strong> uppkolningsatmos-<br />
färer kan nitrokarbureringsatmos-<br />
färens kolaktivitet bestämmas<br />
genom analys av halterna CO och<br />
CO 2 i ugnen. Man kan också<br />
använda en speciell typ av syre-<br />
sond. Nitrokarbureringsatmosfärer<br />
med CO 2-tillsats har också ofta<br />
högt vatteninnehåll. Det motsvarar<br />
en hög daggpunkt vilket <strong>för</strong>svårar<br />
gasanalys.
Andra atmosfärstyper<br />
Argonatmosfär<br />
Vid <strong>värmebehandling</strong> av stålsorter<br />
med högt legeringsinnehåll av<br />
nitridbildare t ex krom, kan man få<br />
icke önskvärd nitrering av stålet.<br />
Ett sätt att undvika denna nitrering<br />
är att byta ut kvävet som bas och<br />
ersätta detta med argon. Argon-<br />
baserade atmosfärer är ofta, på<br />
samma sätt som kvävebaserade<br />
atmosfärer, sammansatta med<br />
vätgas <strong>för</strong> att erhålla en reduce-<br />
rande atmosfär.<br />
Vätgasatmosfär<br />
Ren vätgasatmosfär används då<br />
man eftersträvar maximal reduk-<br />
tions<strong>för</strong>måga hos atmosfären,<br />
men också <strong>för</strong> att dra nytta av<br />
vätgasens överlägsna värme-<br />
lednings<strong>för</strong>måga. Ren vätgasat-<br />
mosfär används bland annat vid<br />
blankglödgning av band och tråd.<br />
Vätgasen ger också rena ytor vid<br />
reaktion med kvarvarande olje-<br />
och emulsionsrester på bandytan.<br />
Värmeledningsegenskaperna gör<br />
att processtiderna kan kortas pga<br />
snabbare uppvärmnings- och<br />
kyl<strong>för</strong>lopp.<br />
15
16<br />
Övrig <strong>värmebehandling</strong><br />
Värmebehandling under<br />
vakuum<br />
Genom att hålla halterna av CO 2<br />
och H 2O mycket låga kan oxida-<br />
tion och avkolning i princip undvi-<br />
kas helt. Med vakuumteknik kan<br />
man uppnå mycket låga totaltryck<br />
i ugnen. Vid härdning av verktygs-<br />
stål använder man sig i praktiken<br />
av totaltryck i storleksordningen<br />
10 -2 -10 -3 mbar, och till exempel vid<br />
lödprocesser ned till 10 -6 -10 -7 mbar.<br />
Ett problem vid de mycket låga<br />
tryck som används vid värmebe-<br />
handling i vakuum, är att ång-<br />
trycket av legeringselementen i<br />
stålet är av samma storleksord-<br />
ning som vakuumtrycket självt.<br />
Man kan då få problem med<br />
utarmning av legeringselement i<br />
metallytan. Om man ökar trycket<br />
något i ugnen genom insläpp av<br />
kvävgas eller argon kan detta<br />
undvikas.<br />
Lågtrycksuppkolning<br />
Lågtrycksuppkolning genom<strong>för</strong>s,<br />
som namnet antyder, under ett<br />
reducerat totaltryck i ugnen, ofta<br />
runt 10-50 mbar. Genom att<br />
använda kolinnehållande gaser,<br />
t ex acetylen och propan som<br />
uppkolningsmedia, utsätts inte<br />
metallytan <strong>för</strong> någon oxidation.<br />
Man kan där<strong>för</strong> undvika inre<br />
oxidation och korngränsoxidation<br />
som <strong>för</strong>ekommer vid uppkolnings-<br />
processer vid atmosfärstryck och<br />
med ugnsatmosfärer av endogas-<br />
typ. Kolpotentialen vid lågtrycks-<br />
uppkolning kan inte defi nieras<br />
eller styras som vid atmosfärs-<br />
uppkolning då uppkolningsgasen<br />
inte uppnår någon jämvikt med<br />
stål ytan.<br />
Principen vid lågtrycksuppkol-<br />
ning är att under en relativt kort<br />
period mätta stålytan med kol och<br />
därefter låta denna mängd kol dif-<br />
fundera in i stålet. En sådan upp-<br />
kolningspuls sker genom att öka<br />
trycket genom tillsats av uppkol-<br />
ningsgasen, <strong>för</strong> att sedan evaku-<br />
era ned till lägre tryck igen. Genom<br />
att applicera en eller fl era sådana<br />
pulser med olika intervall kan olika<br />
kolprofi ler i stålytan uppnås.<br />
Processen genom<strong>för</strong>s normalt vid<br />
en högre temperatur (ca 1050°C)<br />
jäm<strong>för</strong>t med normal atmosfärs-<br />
uppkolning och vid ett lägre tryck.<br />
Över<strong>för</strong>ings<strong>för</strong>mågan av kol från<br />
uppkolningsgasen till metallytan<br />
ökar då, vilket minskar den totala<br />
processtiden.<br />
Eftersom det inte fi nns någon risk<br />
<strong>för</strong> ytoxidation kan också proces-<br />
stemperaturen ökas, vilket är<br />
den huvudsakliga orsaken till den<br />
betydligt kortare processtiden vid<br />
lågtrycksuppkolning.<br />
Övriga <strong>värmebehandling</strong>s-<br />
processer<br />
Det fi nns också ett fl ertal andra<br />
processer där gas ingår som ett<br />
viktigt medium i processen. PVD<br />
(Physical Vapour Deposition) och<br />
CVD (Chemical Vapour Deposi-<br />
tion) är exempel där olika gaser<br />
aktivt används <strong>för</strong> att modifi era<br />
matrialets ytbeskaffenhet. Andra<br />
processer är plasmanitrering,<br />
plasmanitrokarburering och plas-<br />
mauppkolning.<br />
Kylning med gas<br />
För att kunna kyla snabbt efter vär-<br />
mebehandling, speciellt i vakuum-<br />
eller lågtrycksprocesser, används<br />
oftast kvävgas under högt tryck.<br />
Vanligen används tryck mellan 5<br />
och 15 bar, men i vissa fall är<br />
trycket betydligt högre. Ibland<br />
används också helium, argon eller<br />
vätgas eller blandningar därav.<br />
Efter själva <strong>värmebehandling</strong>en<br />
fylls ugnen med gas under högt<br />
tryck. <strong>Gas</strong>en sätts i kraftig cirkula-<br />
tion av en fl äkt. <strong>Gas</strong>en får pas-<br />
sera över en värmeväxlare som<br />
kyler den av chargen uppvärmda
gasen.<br />
Lagring av fl ytande kvävgas (LIN)<br />
sker under högt tryck, upp till<br />
ca 30 bar, i en lagertank. För att<br />
få snabb fyllning vid rätt tryck<br />
av själva ugnen fi nns också en<br />
bufferttank i direkt anslutning till<br />
ugnen.<br />
Vid kylning av chargen fylls ugnen<br />
med kvävgas direkt från buffert-<br />
tanken som i sin tur direkt återfylls<br />
från lagringstanken. Ett sådant<br />
system kräver där<strong>för</strong> ingen extra<br />
utrustning som till exempel kom-<br />
pressorer <strong>för</strong> att erhålla rätt tryck<br />
in till ugnen. Det är där<strong>för</strong> mycket<br />
driftsäkert och ekonomiskt.<br />
Tabell 1<br />
Daggpunkt som<br />
funktion av vol% H 2 O<br />
Dp % H2O Dp % H2O<br />
-80 = 0,000 0 = 0,556<br />
-79 = 0,000 1 = 0,598<br />
-78 = 0,000 2 = 0,643<br />
-77 = 0,000 3 = 0,691<br />
-76 = 0,000 4 = 0,742<br />
-75 = 0,000 5 = 0,796<br />
-74 = 0,000 6 = 0,854<br />
-73 = 0,000 7 = 0,915<br />
-72 = 0,000 8 = 0,981<br />
-71 = 0,001 9 = 1,050<br />
-70 = 0,001 10 = 1,125<br />
-69 = 0,001 11 = 1,203<br />
-68 = 0,001 12 = 1,287<br />
-67 = 0,001 13 = 1,376<br />
-66 = 0,001 14 = 1,470<br />
-65 = 0,001 15 = 1,570<br />
-64 = 0,001 16 = 1,676<br />
-63 = 0,001 17 = 1,788<br />
-62 = 0,002 18 = 1,907<br />
-61 = 0,002 19 = 2,033<br />
-60 = 0,002 20 = 2,166<br />
-59 = 0,002 21 = 2,307<br />
-58 = 0,003 22 = 2,456<br />
-57 = 0,003 23 = 2,614<br />
-56 = 0,003 24 = 2,781<br />
-55 = 0,004 25 = 2,957<br />
-54 = 0,004 26 = 3,143<br />
-53 = 0,005 27 = 3,340<br />
-52 = 0,005 28 = 3,547<br />
-51 = 0,006 29 = 3,765<br />
-50 = 0,006 30 = 3,996<br />
-49 = 0,007 31 = 4,239<br />
-48 = 0,008 32 = 4,495<br />
-47 = 0,009 33 = 4,764<br />
-46 = 0,010 34 = 5,048<br />
-45 = 0,011 35 = 5,347<br />
-44 = 0,012 36 = 5,661<br />
-43 = 0,013 37 = 5,992<br />
-42 = 0,015 38 = 6,340<br />
-41 = 0,016 39 = 6,705<br />
-40 = 0,018 40 = 7,089<br />
-39 = 0,020 41 = 7,492<br />
-38 = 0,022 42 = 7,915<br />
-37 = 0,025 43 = 8,360<br />
-36 = 0,027 44 = 8,826<br />
-35 = 0,030 45 = 9,315<br />
-34 = 0,033 46 = 9,828<br />
-33 = 0,036 47 = 10,366<br />
-32 = 0,040 48 = 10,929<br />
-31 = 0,043 49 = 11,519<br />
-30 = 0,048 50 = 12,137<br />
-29 = 0,052 51 = 12,785<br />
-28 = 0,057 52 = 13,462<br />
-27 = 0,063 53 = 14,171<br />
-26 = 0,068 54 = 14,912<br />
-25 = 0,075 55 = 15,688<br />
-24 = 0,082 56 = 16,498<br />
-23 = 0,089 57 = 17,346<br />
-22 = 0,097 58 = 18,231<br />
-21 = 0,106 59 = 19,155<br />
-20 = 0,115 60 = 20,121<br />
-19 = 0,125 61 = 21,129<br />
-18 = 0,136 62 = 22,181<br />
-17 = 0,148 63 = 23,279<br />
-16 = 0,161 64 = 24,424<br />
-15 = 0,175 65 = 25,618<br />
-14 = 0,190 66 = 26,863<br />
-13 = 0,206 67 = 28,160<br />
-12 = 0,223 68 = 29,512<br />
-11 = 0,241 69 = 30,921<br />
-10 = 0,261 70 = 32,388<br />
-9 = 0,282 71 = 33,915<br />
-8 = 0,305 72 = 35,505<br />
-7 = 0,329 73 = 37,160<br />
-6 = 0,356 74 = 38,881<br />
-5 = 0,384 75 = 40,672<br />
-4 = 0,414 76 = 42,534<br />
-3 = 0,446 77 = 44,470<br />
-2 = 0,480 78 = 46,483<br />
-1 = 0,517 79 = 48,574<br />
-0 = 0,556 80 = 50,747<br />
17
18<br />
Tabell 2<br />
mV signal vid 60% metanol<br />
/ 40% nitrogen- atmosfär (20%CO)<br />
Kolpot.<br />
Temperatur °C<br />
vikt.%C 820 830 840 850 860 870 880<br />
0 ,,20 1039,5 1041,1 1042,7 1044,3 1046,0 1047,7 1049,5<br />
Kolpot.<br />
0,25 1050,0 1051,7 1053,5 1055,3 1057,1 1059,0 1060,9<br />
0 ,,30 1058,8 1060,7 1062,6 1064,5 1066,5 1068,5 1070,5<br />
0,3 55 1066,5 1068,5 1070,5 1072,5 1074,6 1076,7 1078,9<br />
0,40 1073,4 1075,4 1077,6 1079,7 1081,9 1084,1 1086,3<br />
0,45 1079,6 1081,7 1083,9 1086,1 1088,4 1090,6 1092,9<br />
0,50 1085,3 1087,5 1089,8 1092,1 1094,4 1096,7 1099,0<br />
0, 555 1090,6 1092,9 1095,2 1097,5 1099,9 1102,2 1104,6<br />
0,60 1095,5 1097,8 1100,2 1102,6 1105,0 1107,4 1109,9<br />
00,65 1100,1 1102,5 1104,9 1107,4 1109,8 1112,3 1114,8<br />
00,70 1104,5 1107,0 1109,4 1111,9 1114,4 1116,9 1119,4<br />
0,75 1108,7 1111,2 1113,6 1116,2 1118,7 1121,2 1123,8<br />
0,80 1112,7 1115,2 1117,7 1120,2 1122,8 1125,4 1128,0<br />
0, 885 1116,5 1119,0 1121,5 1124,1 1126,7 1129,3 1131,9<br />
0,90 1120,1 1122,7 1125,3 1127,9 1130,5 1133,1 1135,8<br />
00,95 1128,8 1131,5 1134,1 1136,8 1139,4<br />
1,00 1134,9 1137,6 1140,3 1143,0<br />
vikt.%C<br />
0 ,,20<br />
Kolpot.<br />
1,05 1143,7 1146,4<br />
0,25<br />
0,30<br />
0, 335<br />
0,40<br />
0,45<br />
0,50<br />
0, 555<br />
0 ,, 660<br />
0,65<br />
00, 77 00<br />
0,75<br />
0,80<br />
0,85<br />
0,90<br />
0, 995<br />
1,00<br />
1,05<br />
1,10<br />
1,15<br />
1,20<br />
1 ,,25<br />
1, 330<br />
vikt.%C<br />
0,20<br />
0,25<br />
0 ,,3 00<br />
0,35<br />
0,40<br />
0,45<br />
0,50<br />
00, 555<br />
0,60<br />
0,65<br />
0,70<br />
0,75<br />
0,8 00<br />
0,85<br />
0,90<br />
0,95<br />
1,00<br />
1,05<br />
1,10<br />
1,15<br />
1,20<br />
1,25<br />
1,30<br />
1,35<br />
1,40<br />
1,45<br />
1,50<br />
Temperatur °C<br />
8 990 900 910 920 930 940 950<br />
1051,3 1053,1 1054,9 1056,8 1058,7 1060,6 1062,6<br />
1062,9 1064,8 1066,8 1068,8 1070,9 1072,9 1075,0<br />
1072,6 1074,7 1076,8 1078,9 1081,0 1083,2 1085,3<br />
1081,0 1083,2 1085,4 1087,6 1089,8 1092,0 1094,3<br />
1088,5 1090,8 1093,0 1095,3 1097,6 1099,9 1102,2<br />
1095,2 1097,6 1099,9 1102,2 1104,6 1106,9 1109,3<br />
1101,4 1103,8 1106,1 1108,5 1110,9 1113,4 1115,8<br />
1107,1 1109,5 1111,9 1114,4 1116,8 1119,3 1121,8<br />
1112,3 1114,8 1117,3 1119,8 1122,3 1124,8 1127,3<br />
1117,3 1119,8 1122,3 1124,8 1127,4 1129,9 1132,5<br />
1121,9 1124,5 1127,0 1129,6 1132,2 1134,8 1137,4<br />
1126,4 1128,9 1131,5 1134,1 1136,7 1139,4 1142,0<br />
1130,6 1133,2 1135,8 1138,4 1141,1 1143,7 1146,4<br />
1134,6 1137,2 1139,9 1142,5 1145,2 1147,9 1150,6<br />
1138,4 1141,1 1143,8 1146,5 1149,2 1151,9 1154,6<br />
1142,1 1144,8 1147,5 1150,2 1153,0 1155,7 1158,4<br />
1145,7 1148,4 1151,1 1153,9 1156,6 1159,4 1162,1<br />
1149,1 1151,9 1154,6 1157,4 1160,2 1162,9 1165,7<br />
1152,5 1155,2 1158,0 1160,8 1163,6 1166,4 1169,2<br />
1158,5 1161,3 1164,1 1166,9 1169,7 1172,5<br />
1164,5 1167,3 1170,1 1173,0 1175,8<br />
Temperatur °C<br />
960 9970 9980 990 1000<br />
1964,5 1066,5 1068,4 1070,4 1072,4<br />
1077,0 1079,1 1081,2 1083,3 1085,4<br />
1087,5 1089,7 1091,9 1094,1 1096,3<br />
1096,5 1098,8 1101,1 1103,3 1105,6<br />
1104,5 1106,8 1109,2 1111,5 1113,9<br />
1111,7 1114,1 1116,5 1118,9 1121,3<br />
1118,2 1120,7 1123,1 1125,6 1128,0<br />
1124,2 1126,7 1129,2 1131,7 1134,2<br />
1129,8 1132,3 1134,9 1137,4 1140,0<br />
1135,0 1137,6 1140,2 1142,8 1145,3<br />
1140,0 1142,6 1145,2 1147,8 1150,4<br />
1144,6 1147,2 1149,9 1152,5 1155,2<br />
1149,0 1151,7 1154,4 1157,0 1159,7<br />
1153,2 1155,9 1158,6 1161,3 1164,0<br />
1157,3 1160,0 1162,7 1165,4 1168,2<br />
1161,2 1163,9 1166,7 1169,4 1172,2<br />
1164,9 1167,7 1170,4 1173,2 1176,0<br />
1168,5 1171,3 1174,1 1176,9 1179,7<br />
1172,0 1174,8 1177,6 1180,4 1183,2<br />
1175,4 1178,2 1181,0 1183,9 1186,7<br />
1178,6 1181,5 1184,3 1187,2 1190,1<br />
1181,8 1184,7 1187,6 1190,5 1193,3<br />
1184,9 1187,8 1190,7 1193,6 1196,5<br />
1188,0 1190,9 1193,8 1196,7 1199,6<br />
1196,8 1199,7 1202,6<br />
1202,6 1205,6<br />
1173,3 1176,1 1179,0<br />
1208,5<br />
1182,1
Anteckningar<br />
19
<strong>Air</strong> <strong>Liquide</strong> <strong>Gas</strong> AB är medlem i <strong>Air</strong> <strong>Liquide</strong>-gruppen, som med sina<br />
bolag i 70 länder inte bara är världens största industrigaskoncern,<br />
utan även ledande när det gäller utveckling av gaser, utrustning och<br />
tillämpningar.<br />
Tillsammans med våra syster<strong>för</strong>etag i Danmark, Norge och Finland<br />
ingår vi i en gemensam nordisk organisation med resurser att erbjuda<br />
alla kunder en mycket god service, även över landsgränserna.<br />
Våra kunder fi nns inom de fl esta områden, t ex industri, kemi,<br />
elektronik, livsmedel, miljövård och sjukvård.<br />
Vi hjälper dig att utnyttja gasteknikens unika möjligheter på bästa<br />
sätt. Från inledande behovsanalys, provkörning, installation och<br />
utbildning fram till optimalt intrimmad process. Därutöver kan vi<br />
erbjuda en rad olika tjänster, bl a service och underhåll, automatiska<br />
gasleveranser samt individuella lösningar anpassade efter våra kun-<br />
ders behov.<br />
Tack vare våra strategiskt placerade produktionsenheter, vår effek-<br />
tiva transportorganisation och mer än 350 <strong>för</strong>säljningsställen levererar<br />
vi snabbt och säkert över hela Norden.<br />
<strong>Air</strong> <strong>Liquide</strong> <strong>Gas</strong> AB är kvalitetscertifi erat enligt ISO 9001:2000 och<br />
miljöcertifi erat enligt ISO 14001.<br />
Störst i världen på gas. I Sverige sedan 1912.<br />
<strong>Air</strong> <strong>Liquide</strong> <strong>Gas</strong> AB | Lundavägen 151 | 212 24 Malmö | Tel 040-38 10 00 | Fax 040-43 69 43 | www.airliquide.se<br />
AF001.S www.marknadsutveckling.com / Markaryds Grafi ska