Steg 7 Konstruera konceptet - IKOT.se
Steg 7 Konstruera konceptet - IKOT.se
Steg 7 Konstruera konceptet - IKOT.se

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
<strong>Steg</strong> 7 <strong>Konstruera</strong> <strong>konceptet</strong><br />
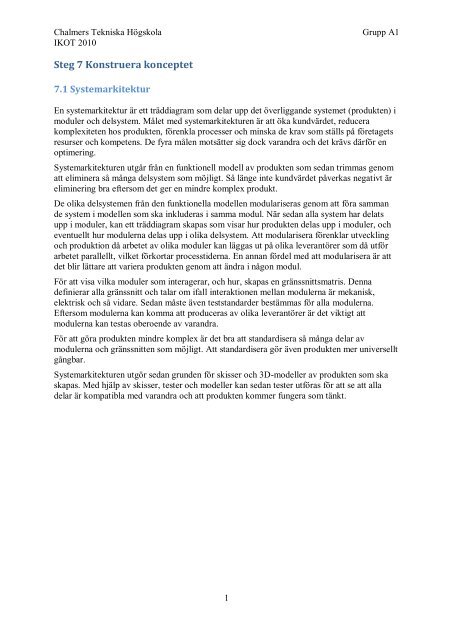
7.1 Systemarkitektur<br />
En systemarkitektur är ett träddiagram som delar upp det överliggande systemet (produkten) i<br />
moduler och delsystem. Målet med systemarkitekturen är att öka kundvärdet, reducera<br />
komplexiteten hos produkten, förenkla proces<strong>se</strong>r och minska de krav som ställs på företagets<br />
resur<strong>se</strong>r och kompetens. De fyra målen motsätter sig dock varandra och det krävs därför en<br />
optimering.<br />
Systemarkitekturen utgår från en funktionell modell av produkten som <strong>se</strong>dan trimmas genom<br />
att eliminera så många delsystem som möjligt. Så länge inte kundvärdet påverkas negativt är<br />
eliminering bra eftersom det ger en mindre komplex produkt.<br />
De olika delsystemen från den funktionella modellen modulari<strong>se</strong>ras genom att föra samman<br />
de system i modellen som ska inkluderas i samma modul. När <strong>se</strong>dan alla system har delats<br />
upp i moduler, kan ett träddiagram skapas som visar hur produkten delas upp i moduler, och<br />
eventuellt hur modulerna delas upp i olika delsystem. Att modulari<strong>se</strong>ra förenklar utveckling<br />
och produktion då arbetet av olika moduler kan läggas ut på olika leverantörer som då utför<br />
arbetet parallellt, vilket förkortar processtiderna. En annan fördel med att modulari<strong>se</strong>ra är att<br />
det blir lättare att variera produkten genom att ändra i någon modul.<br />
För att visa vilka moduler som interagerar, och hur, skapas en gränssnittsmatris. Denna<br />
definierar alla gränssnitt och talar om ifall interaktionen mellan modulerna är mekanisk,<br />
elektrisk och så vidare. Sedan måste även teststandarder bestämmas för alla modulerna.<br />
Eftersom modulerna kan komma att produceras av olika leverantörer är det viktigt att<br />
modulerna kan testas oberoende av varandra.<br />
För att göra produkten mindre komplex är det bra att standardi<strong>se</strong>ra så många delar av<br />
modulerna och gränssnitten som möjligt. Att standardi<strong>se</strong>ra gör även produkten mer univer<strong>se</strong>llt<br />
gångbar.<br />
Systemarkitekturen utgör <strong>se</strong>dan grunden för skis<strong>se</strong>r och 3D-modeller av produkten som ska<br />
skapas. Med hjälp av skis<strong>se</strong>r, tester och modeller kan <strong>se</strong>dan tester utföras för att <strong>se</strong> att alla<br />
delar är kompatibla med varandra och att produkten kommer fungera som tänkt.<br />
1
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
7.1.1 Modulari<strong>se</strong>ring av strykbrädan<br />
Nedan följer en modulari<strong>se</strong>ring av strykbrädan.<br />
Figur 1<br />
Modulari<strong>se</strong>ring av strykbrädan<br />
En modulari<strong>se</strong>ring av den funktionella modellen gjordes av projektgruppen. Den funktionella<br />
modellen som användes var den uppdaterade versionen av benchmarken. Modulari<strong>se</strong>ringen<br />
gjordes för att testa modulernas prestanda var för sig. På så vis kontrolleras att kraven på<br />
modulerna uppfylls.<br />
Då modulen som ska placeras på tvättmaskinen/torktumlaren och luckan är integrerade på ett<br />
sådant sätt att luckan sitter fast på modulen kan dessa inte testas <strong>se</strong>parat, vilket är ett krav för<br />
att två funktionsbärare ska kunna placeras i olika moduler, och därför placeras de i samma<br />
modul.<br />
Underlaget och skenorna blir en modul då underlaget är fäst på skenorna och av samma<br />
anledning som ovan måste dessa delar tillverkas och testas tillsammans.<br />
De utfällbara delarna är en egen modul. Att göra dem som en modul ökar valbarheten för<br />
kunden, då det blir enkelt att välja till eller bort de utfällbara delarna utifrån kundens behov.<br />
Detta gör också att de utfällbara delarna kan tillverkas i olika former och kunden kan då själv<br />
få välja hur dess strykbräda ska <strong>se</strong> ut.<br />
Eluttag och sladdhållare är <strong>se</strong>parata delar som monteras på när resten av produkten är färdig.<br />
Dessa kan därför tillverkas och testas <strong>se</strong>parat. Dessa produkter finns redan på marknaden och<br />
behöver inte utvecklas av projektgruppen utan kan köpas färdiga. Detta minskar kostnaden för<br />
utvecklingen av strykbrädan och leder i sin tur till att strykbrädan kan säljas för ett lägre pris.<br />
Som tidigare nämnt leder ett lägre pris i allmänhet till ökat kundvärde.<br />
2
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Avlastningsplat<strong>se</strong>n bedöms vara en egen modul trots att även underlaget är en<br />
avlastningsplats. Detta beror på att avlastningsplats inkluderar bland annat strykjärnshållare<br />
och hållare för strukna plagg. Dessa delar kan också tillverkas och testas utan att vara<br />
monterade på strykbrädan.<br />
Projektgruppen valde att inte eliminera några av delarna av strykbrädan under<br />
modulari<strong>se</strong>ringen eftersom det ansågs sänka kundvärdet.<br />
7.1.2 Träddiagram modulari<strong>se</strong>ring<br />
För att ytterligare visa modulari<strong>se</strong>ringen gjordes ett träddiagram över strykbädans<br />
modulari<strong>se</strong>ring.<br />
Figur 2<br />
Träddiagram av strykbrädans modulari<strong>se</strong>ring<br />
3
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
7.1.3 Gränssnittsmatris<br />
Stödjande anordning<br />
Stödjande<br />
anordning<br />
Underlags<br />
anordning<br />
Sladdhållare Eluttag Avlastningsplats Utfällbara<br />
delar<br />
Underlagsanordning<br />
Sladdhållare<br />
Eluttag<br />
Avlastningsplats<br />
Utfällbara delar<br />
M – Mekanisk<br />
E – Elektrisk<br />
F – Fysisk<br />
M<br />
E<br />
F<br />
F<br />
F<br />
Figur 3<br />
Gränssnittsmatris<br />
Den automatiska utfällningen av underlagsanordningen från den stödjande anordningen är<br />
mekanisk. Detta beror på att en elektrisk lösning an<strong>se</strong>s bli en för komplex konstruktion. Att<br />
det är en mekanisk koppling gör även att konstruktionen blir mer miljövänlig då den inte drar<br />
ström.<br />
Eluttaget är elektriskt anslutet till den stödjande anordningen.<br />
Sladdhållaren sitter fast på underlagsanordningen, därför är denna koppling fysisk.<br />
Avlastningsplat<strong>se</strong>n sitter fast på underlagsanordningen, liksom de utfällbara delarna, och<br />
därför är även dessa kopplingar fysiska.<br />
4
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
<strong>Steg</strong> 7 <strong>Konstruera</strong> <strong>konceptet</strong><br />
7.2 Detaljkonstruktion<br />
7.2.1 Utfällningsanordning<br />
Den lite större utfällbara delen som sitter på ena kortsidan av huvudstrykbrädan förvaras på<br />
huvudstrykbrädan i hopfällt läge och viks ut då strykbrädan ska användas. Denna del fästs<br />
med gångjärn som kräver att förborrade hål finns på huvudstrykbrädan. Denna lösning valdes<br />
för att undvika svårigheter med att få upp extradelen i samma höjd som resten av strykbrädan,<br />
som delvis uppstår på grund av skenan som sitter under strykbrädans kant. Avlastningsplat<strong>se</strong>n<br />
kommer vikas ut på samma sätt på den andra kortsidan för att undvika samma problem som<br />
beskrivs ovan.<br />
För den smala utfällbara delen på långsidan av strykbrädan utnyttjas en liknande princip, med<br />
skillnaden att de förvaras på undersidan i stället för ovanpå huvudstrykbrädan. Även dessa<br />
fälls ut med gångjärn, och hålls fast i utfällt läge med hjälp av en pinne under delen. Pinnen<br />
dras ut från undersidan av huvudstrykbrädan. På undersidan av brädan finns en magnet som<br />
används då delen är infälld, en annan magnet finns på huvudstrykbrädan så att extradelen<br />
hålls uppe.<br />
De utfällbara delarna är valbara och avtagbara. Hela konstruktionen kommer tillverkas i två<br />
varianter, en för vänster- och en för högerhänta, det vill säga två konstruktioner som är<br />
spegelvända mot varandra.<br />
7.2.2 CAD-modeller och dimensionering<br />
CAD-modeller är ett viktigt underlag för en <strong>se</strong>nare prototyptillverkning. Genom att göra flera<br />
CAD-modeller kan en uppfattning bildas om hur produkten kommer fungera och om de olika<br />
delsystemen är kompatibla med varandra eller om något i konstruktionen måste ändras. Med<br />
hjälp av modellerna kan även kritiska delsystem identifieras, vilka kan behöva dimensioneras<br />
med av<strong>se</strong>ende på till exempel hållfasthet<strong>se</strong>genskaper. Projektgruppen skapade en CADmodell<br />
av <strong>konceptet</strong> i Pro/Engineer, <strong>se</strong> bilaga 1.<br />
7.2.2.1 Dimensionering av kritiska delsystem<br />
Projektgruppen har identifierat ett delsystem i <strong>konceptet</strong> som ska dimensioneras. Detta är<br />
huvudstrykbrädan som måste tåla en viss belastning då den används. Eftersom de flesta andra<br />
delar kan standardi<strong>se</strong>ras och köpas in från leverantör behöver dessa inte dimensioneras då det<br />
kan antas att leverantören kan garantera att dessa kommer hålla. Hade det funnits mer tid och<br />
större resur<strong>se</strong>r hade dimensionering av alla delsystem varit bra. Projektgruppen an<strong>se</strong>r att<br />
huvudstrykbrädan är den viktigaste delen att dimensionera då det är denna som kommer att<br />
tillverkas av gruppen.<br />
1
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
7.2.2.2 Dimensionering av huvudstrykbräda<br />
Beräkningar genomfördes för att dimensionera strykbrädans huvuddel. Enligt<br />
kravspecifikationen ska strykbrädan klara av en belastning på 15 kg och gruppen har valt att<br />
strykbrädan ska ha en area på 0.42 m 2 (längd 1.05 m och bredd 0.40 m). Måtten har bestämts<br />
av projektgruppen utifrån ASKO:s önskemål och de åsikter som kom fram i<br />
kundundersökningarna som genomförts. ASKO:s nuvarande integrerade strykbräda är enligt<br />
ASKO:s egna hemsida (www.asko.<strong>se</strong>) 0.93 m lång och 0.31 m bred. Både i de direktiv som<br />
gavs från ASKO vid uppstartandet av projektet och i kundundersökningarna framgick att det<br />
var önskvärt med en större strykyta, och därför har gruppen valt de ovanstående måtten.<br />
Beräkningarna genomfördes med hjälp av matlab och redovisas nedan:<br />
(1)<br />
Eftersom gruppens ambition är att frångå den klassiska strykbrädan i tyg och istället tillverka<br />
en strykbräda med ett mer modernt ut<strong>se</strong>ende är ett tänkbart material rostfritt stål. Rostfritt stål<br />
har en densitet på mellan 7500-8000 kg/m 3 (Handbok och formelsamling i hållfasthetslära,<br />
Bengt Sundström 1998) beroende på vilken sammansättning det valda rostfria stålet har. I<br />
beräkningarna för rostfritt stål sattes därför densiteten till 8000 kg/m 3 för att det är bättre att<br />
överdimensionera än tvärtom.<br />
Detta gav insatt i ekvation 1:<br />
Den minsta tjocklek som krävs på strykbrädan är alltså 5 mm. Projektgruppen har då valt en<br />
tjocklek på 6 mm för att få en viss säkerhetsmarginal. I ovanstående beräkningar har det dock<br />
bort<strong>se</strong>tts från de hål som kommer göras i brädan för att avleda vattenånga. Hålen kommer<br />
leda till en volymminskning hos brädan men projektgruppen an<strong>se</strong>r att det är berättigat att säga<br />
att strykbrädan kommer hålla för 15 kg även med hål, då hålens totala area är relativt liten i<br />
jämförel<strong>se</strong> mot den totala arean och det valts en tjocklek större än den kritiska.<br />
Ett annat materialval kan vara aluminium som även det ger en tilltalande yta med ett modernt<br />
ut<strong>se</strong>ende. Aluminiums densitet är 2700 kg/m 3 vilket insatt i ekvation (1) ger:<br />
På samma sätt som med rostfritt stål väljs på grund av säkerhetsskäl tjockleken något större än<br />
den kritiska tjockleken, i det här fallet till 15 mm.<br />
Samma tjocklek väljs av konstruktions- och designmässiga skäl på de utfällbara delarna för<br />
både rostfritt stål och aluminium. Det är dessa beräknade värden som <strong>se</strong>dan används i<br />
kostnadsuppskattningen (steg 7.3).<br />
2
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
7.3 Kostnadsuppskattning<br />
7.3.1 Kostnadsberäkning<br />
Produktkostnad är alltid en grundfaktor vid beslutsfattande i tillverkningsindustrier. Problem<br />
som kan uppstå tidigt i designutvecklingen är att det blir svårt att erhålla tillförlitlig<br />
kostnadsinformation för jämförel<strong>se</strong> med alternativa konceptuella designer och bedömningar<br />
av de otaliga möjligheterna till produktstrukturering under konceptutvecklingen. Trots detta<br />
ska man inte bort<strong>se</strong> från kostnadsberäkningar då dessa är nödvändiga för att avgöra projektets<br />
livslängd och minimera projektets total- och produktkostnad. En signal som ofta uppkommer<br />
från alla företag är att det är avgörande att likvidera oekonomiska designer tidigt i<br />
utvecklingsproces<strong>se</strong>n eftersom det med tiden, särskilt i slutskedet av projektet, blir allt svårare<br />
och kostsammare att göra ändringar.<br />
Fördelar som erhålls av en kostnadsberäkningsanalys är bland annat lägre komponentkostnad,<br />
fastställande av genomförbara tillverkningsproces<strong>se</strong>r, reducering av <strong>se</strong>na ändringar och<br />
kortare utvecklingstid. Den kostnadsberäkningsmetod som tillämpats av projektgruppen är<br />
den som pre<strong>se</strong>nteras i Process Selection – From Design to Manufacture (Swift, Booker,<br />
2006). Denna metod är ba<strong>se</strong>rad på materialvolym och processhänsyn. Med formeln nedan<br />
beräknas den totala tillverkningskostnaden per detalj, M i :<br />
där V betecknar volymen av material som krävs för att tillverka komponenten, C mt betecknar<br />
materialkostnaden per volymenhet, P c betecknar den ideala processkostnaden för en specifik<br />
process och R c betecknar den relativa kostnadskoefficienten för den valda<br />
komponentdesignen. Denna formel kan sammanställas för att beräkna den totala<br />
tillverkningsproces<strong>se</strong>n för hela produkten via formeln:<br />
där n står för antalet operationer som krävs för att åstadkomma den slutgiltiga produkten. En<br />
viktig sak att tänka på är att V måste repre<strong>se</strong>ntera volymen innan bearbetning. Är fallet sådant<br />
att man endast har tillgång till slutliga volymen, V f , det vill säga den volym där bortfallet ej<br />
inkluderas, måste man använda sig av en bortfallskoefficient, W c . Denna fås via tabeller med<br />
av<strong>se</strong>ende på den process och form man har på sin produkt. Formlerna blir då istället:<br />
Den ideala processkostnaden för en specifik process, P c , inkluderar utrustningskostnad samt<br />
installationskostnad, operationskostnad, processtid, verktygskostnad och komponentkrav.<br />
Denna beräknas enligt formeln:<br />
3
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
där α är kostnaden för att starta upp och driva en specifik process, β är den process specifika<br />
verktygskostnaden för en specifik process och ideal design och N är antalet komponenter som<br />
produceras per år. Faktorerna α och β är ba<strong>se</strong>rade på expertis från olika speciali<strong>se</strong>rade företag<br />
inom de olika tillverkningsproces<strong>se</strong>rna.<br />
Den relativa kostnadskoefficienten, R c beror på materialets lämplighet, C mp , geometriska<br />
komplexitet, C c , minsta tjocklek på detalj, C s , tolerans, C t , och ytfinhet, C f . Faktorn beräknas<br />
med formeln nedan:<br />
där C ft är den större av C f och C t . Anledningen till detta sätt att förfara är att hög ytfinhet ger<br />
möjlighet till fina toleran<strong>se</strong>r och vice versa.<br />
En annan kostnad som är viktig att beräkna är monteringskostnaden för produkten.<br />
Monteringskostnaden repre<strong>se</strong>nterar den totala kostnaden för hanterings- och inpassningstiden<br />
multiplicerad med arbetshastighet. I denna ingår verktygskostnaden, utrustningskostnaden,<br />
direkt arbete, övervakning och fasta kostnader i kronor per <strong>se</strong>kund. Monteringskostnaden,<br />
C ma , beräknas med formeln:<br />
Beteckningen H repre<strong>se</strong>nterar hanteringsindex, det vill hur svår den är att hantera.<br />
Komponenterna tilldelas ett värde efter om de är hanterbara med en hand, två händer och fler<br />
personer. Dess enhet är i <strong>se</strong>kunder. F betecknar inpassningsindexet, det vill säga hur lätt det är<br />
att passa in de olika delarna i varandra. Även denna enhet är i <strong>se</strong>kunder. Konstanten C 1 ansätts<br />
som 0,056 kronor per <strong>se</strong>kund<br />
Hanteringsindexet, H, beräknas med formeln:<br />
Dessa tre faktorer finns tabellerade i boken Process Selection - From Design to Manufacture<br />
(Swift, Booker, 2006).<br />
Inpassningindexet, F, beräknas med formeln:<br />
Även denna formel innehåller tre faktorer som finns tabellerade i samma bok.<br />
Vid kostnadsberäkning valde projektgruppen att titta på samma typ av konstruktion fast gjort i<br />
två olika material, rostfritt stål och aluminium, för att <strong>se</strong> vilket av dessa material som blir<br />
billigast att använda. Vid kostnadsberäkningen valdes två delar ut att beräkna på,<br />
4
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
huvudstrykbrädan och avlastningsytan. Projektgruppen an<strong>se</strong>r att detta räcker för att få en<br />
uppskattning av kostnaderna för strykbrädan beroende på tillverkningsmetoden. Att två olika<br />
material valdes beror på att projektgruppen ville undersöka två olika tillverkningstekniker.<br />
Rostfritt stål är redan valsat och har inga andra lämpliga tillverkningsmetoder, aluminium kan<br />
extruderas vilket an<strong>se</strong>s vara en annan lämplig tillverkningsmetod för strykbrädan.<br />
Materialkostnaden för materialen hittades i Process Selection – From Design to Manufacture<br />
(Swift, Booker, 2006) sida 272.<br />
Vid kostnadsberäkningen räcker i princip materialkostnaden som tillverkningskostnad för<br />
rostfritt stål eftersom inget mer kommer hända vid tillverkningen innan hål ska borras. Id<br />
extrudering av aluminium kommer att följa hela mallen för kostnadsberäkning som finns i<br />
Process Selection – From Design to Manufacture (Swift, Booker, 2006) sida 278. Värden för<br />
tillverkningsmetoden kallextrudering (CCEM) för aluminium har hittats i följande tabeller i<br />
Process Selection – From Design to Manufacture (Swift, Booker, 2006). Orsaken till att<br />
kallextrudering är att det ger en finare yta än varmextrudering.<br />
Då strykbrädans form är rektangulär används klassifikation B1. Vid val av C c används figur<br />
3.11 och metoden CCEM. Delen vi ska tillverka har klassifikation B och därför användes<br />
denna figur. Enligt figur 3.23 fås W c för CCEM. C s hittas i figur 3.15 med hjälp av att<br />
tvärsnittet ska vara 15 mm och att vi har kallextrudering. Den totala toleran<strong>se</strong>n sätts till 1 mm<br />
enligt projektgruppen eftersom det inte kommer finnas någon maximal passningsgrad. Det<br />
finns inga behov att det ska passa exakt. C t hittas i figur 3.18 med hjälp av den totala<br />
toleran<strong>se</strong>n och kallextrudering. C f fås ur figur 3.21 med hjälp av att ytjämnheten sattes till 0,9<br />
µm och att metodens som ska användas är kallextrudering (CCEM). P c togs ur figur 3.4 med<br />
hjälp av att vi har kallextrudering (CCEM) och den beräknade tillverkningsvolymen är 10000.<br />
Det högsta av C t och C f valdes ut för att bestämma C ft och <strong>se</strong>dan kunna beräkna den totala<br />
tillverkningskostnaden M i med hjälp av ovanstående formel. För fräsning av spåret på<br />
huvudstrykbrädan för att fälla in och ut den utfällbara delen används automatic machining<br />
(AM) då detta bedöms av projektgruppen vara en lämplig metod för att fräsa ut spåret. Värden<br />
för att beräkna kostnaden för spåret som ska fräsas ur togs ut på samma sätt som ovan ur<br />
Process Selection – From Design to Manufacture (Swift, Booker, 2006). Vid bestämning av<br />
C t och C f avlästes vid linje nummer två för att den stödjande skenan ska passa perfekt och inte<br />
glappa.<br />
Vid beräkning av monteringskostnaderna har de värden som valts uppskattats av gruppen med<br />
hjälp av Process Selection - From Design to Manufacture (Swift, Booker, 2006) s. 286-292.<br />
C ma multiplicerades <strong>se</strong>dan med 1,5 efter antagande att monteringstiden är 3 s. Det antogs att<br />
samma C ma kan användas för båda komponenterna, därför multiplicerades den med två. Sedan<br />
beräknades den totala kostnaden för de olika metoderna.<br />
Kostnadsberäkningen för strykbrädan hittas i bilaga 2.<br />
7.3.2 Val av material och process<br />
Vid dimensioneringen av huvudstrykbräda kan <strong>se</strong>s att den måste vara 6 mm tjock i det fall att<br />
den ska tillverkas i rostfritt stål. Detta skulle ge en strykbräda där endast huvudstrykbrädan i<br />
5
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
sig väger 20 kg vilket enligt projektgruppen inte känns rimligt. En av de oönskade<br />
funktionerna hos en integrerad strykbräda är att man måste dra ut brädan och skulle endast<br />
huvudstrykbrädan då väga 20 kg skulle den oönskade funktionen förstärkas i och med att det<br />
blir väldigt tungt att dra ut brädan.<br />
En annan nackdel med materialet rostfritt stål är att det skulle göra konstruktionen alltför dyr.<br />
Projektgruppen har bland annat kontaktat Askims Rostfria Stål AB och fick av detta företag<br />
veta att en platta med stansade luftporer med dimensionerna 1x2 meter och 1 millimeter<br />
tjocklek kostar 1700 kr vilket ansågs orimligt. Ett sådant pris skulle leda till att produktens<br />
slutliga pris skulle höjas av<strong>se</strong>värt och inte repre<strong>se</strong>ntera det kundvärde som erbjuds av<br />
produkten. Projektgruppen tror att försäljningen skulle bli lidande av pri<strong>se</strong>t och väljer då ett<br />
billigare alternativ och material. Anledningen till detta höga pris är att rostfritt är ett<br />
svårbearbetat material och därmed försvåras stansning av hålen och klippning till de önskade<br />
dimensionerna.<br />
Aluminium som är ett alternativt material till det rostfria stålet är mycket lättare vilket är en<br />
klar fördel. Enligt den kostnadsuppskattning projektgruppen gjorde för konstruktionen, med<br />
de dimensionerade värdena, i rostfritt stål respektive i aluminium gav att det rostfria<br />
alternativet var billigare. Dock stämde inte detta överens med pri<strong>se</strong>t projektgruppen erhöll av<br />
Askims Rostfria Stål AB, vilket gav ett mycket högre pris för rostfritt stål än vad<br />
konstruktionen i aluminium skulle kosta.<br />
En nackdel med aluminium är att det är väldigt rostbenäget men detta kan lösas genom att<br />
man har ett material över som täcker aluminiumet och samtidigt suger åt sig ångan. En<br />
vidareutveckling av konstruktionen är att använda belagt aluminium som inte har samma<br />
tendens till rostbildning men eftersom resur<strong>se</strong>rna är knappa i projektet an<strong>se</strong>s inte det belagda<br />
alternativet nödvändigt för att testa om funktionen uppfylls. Projektgruppen har därför valt att<br />
strykbrädan ska täckas med ett omgivande tygfodral för att undvika oxidation och<br />
missfärgningar på strykmaterialet eftersom aluminium är ett material benäget att färga av sig.<br />
Detta avtagbara tygfodral är lätt att byta ut av kunden efter eventuellt slitage eller efter önskan<br />
av annan design.<br />
Aluminium är ett svagare material än rostfritt stål vilket skulle kräva en mycket tjockare<br />
konstruktion av strykbrädan. En såpass tjock konstruktion skulle försvåra bearbetningen och<br />
leder till en vidareutveckling av projektet vilket skulle kunna vara att sammansätta<br />
aluminiumet med ett styvare material.<br />
7.4 Tillverkningsbarhet<br />
För att tillverka Strykbrädan med alla dess komponenter och egenskaper finns många olika<br />
tillvägagångssätt för tillverkningen att tillgå. Det finns många metoder som kan användas, så<br />
som planering för produktion, planering för montage, planering för kvallitet, planering för<br />
miljö och många fler. De främsta metoderna som används i detta projekt är planering för<br />
produktion som innefattar:<br />
6
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
<br />
<br />
<br />
<br />
<br />
val av tillverkningsprocess<br />
förenkling och optimering av tillverkningsproces<strong>se</strong>n<br />
förenkling av design<br />
applicering av designen på tillverkningsproces<strong>se</strong>n<br />
kostnadsberäkning<br />
och planering för montage som strävar efter en standardi<strong>se</strong>ring av delarna och reducering av<br />
antalet delar. De val som gjorts har gjorts utgående från att erhålla ett så högt kundvärde som<br />
möjligt, en låg tillverkningskostnad och den mest lämpliga tillverkningsmetoden.<br />
7.4.1 Tillverkningsmetod för strykbräda<br />
Strykbrädan ska vara en massiv rektangulär platta. För att åstadkomma detta utgås från<br />
råmaterial i aluminium. Genom valsning ska strykbrädans underlag dimensioneras till rätt<br />
tjocklek. Anledningen till att kallvalsning väljs är att vid varmvalsning bildas ett glödskal på<br />
materialet vilket inte kommer att ge åtråvärd yta. Valsning i överlag är det billigaste<br />
alternativet att reducera tjocklek med. Ytterligare en fördel med valsning är att materialspill<br />
undviks då inget material avlägsnas från råmaterialet.<br />
Då valsningen gjorts ska plattan få sin rätta storlek genom sågning. Sågning är ett bra val då<br />
noggrann dimensionering ska göras av en förhållandevis tjock plåt.<br />
Genom stansning ska lufthålen i strykbrädan skapas. Stansning är en billig tillverkningsmetod<br />
med nackdel att den ger fula klippytor och låga toleran<strong>se</strong>r. Då lufthålen inte har annan<br />
funktion än att avleda fukt krävs inga större toleran<strong>se</strong>r. De fula klippytorna ska slipas till<br />
önskad ytfinhet.<br />
7.4.2 Komponenter som ska tillverkas av underleverantörer<br />
Strykbrädan ska fällas ut på skenor från modulen. Dessa är av metall och i likhet med<br />
modernare skrivbordslådors skenor. När strykbrädan är i sitt utfällda läge är den låst och stabil<br />
att stryka på, detta åstadkommes med en låsanordning på skenorna. Genom att hjulet som<br />
rullar på skenan ”ramlar” ner i ett litet hål längst ut på skenan fastnar strykbrädan i sitt<br />
utfällda läge. De två skenorna ska inhandlas hos underleverantör och monteras av<br />
projektgruppen.<br />
Då strykbrädan är infälld förvaras den i en modul med en lucka som stängs framför<br />
strykbrädan. Luckan är fästad med gångjärn i nederkant och hålls stängd genom magnetism.<br />
Ett magnetpar finns i vartdera övre hörnet mellan luckan och modulen. I modulen ska<br />
skenorna fästas som strykbrädan fälls ut på. Modulen ska inhandlas av underleverantör.<br />
De utfällbara delar som hör till strykbrädan är fästade med gångjärn. Totalt finns fyra<br />
gångjärn på strykbrädan. Två hör till strykbrädans utfällbara del på ena kortsidan, ett gångjärn<br />
hör till avlastningsytan som fälls ut från den andra kortsidan och det fjärde gångjärnet hör till<br />
strykbrädans utfällbara del på strykbrädans långsida. Dessa gångjärn kommer att inhandlas<br />
hos en underleverantör.<br />
7
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
7.4.3 Komponenter som elimineras<br />
Det valda <strong>konceptet</strong> som gruppen genererat fram innefattar en automatisk<br />
utfällningsanordning av strykbrädan. Diskussion och invägning av flera olika lösningar till en<br />
automati<strong>se</strong>rad utfällning gjordes och alternativ som elektrisk utfällning och mekanisk<br />
utfällning framhölls. De mekaniska alternativen var dels en utfällning i likhet med en bils<br />
bagageluckas uppfällning och dels en utfällning med hjälp av fjäder.<br />
Eventuella nackdelar med de automati<strong>se</strong>rade lösningarna som skulle ge en sänkning av<br />
kundvärdet framtogs.<br />
<br />
<br />
<br />
<br />
Lång tid för utfällningen kan vara irriterande för kunden<br />
Komplexiteten av utfällningsanordningen höjs med en automati<strong>se</strong>ring<br />
Automati<strong>se</strong>ringen bidrar till en högre kostnad av produkten än vad kunden är beredd<br />
att betala<br />
Automati<strong>se</strong>ringen tillför flera annars eliminerbara komponenter<br />
Efter att för- och nackdelar för kundvärdet tagits i beaktning blev slutsat<strong>se</strong>n att automationen<br />
av utfällningsanordningen skulle elimineras från produkten. Strykbrädan ska istället dras ut<br />
manuellt av kunden på dess skenor från modulen.<br />
8
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Bilaga 1<br />
Figur 1. Modul med stängd lucka.<br />
9
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Figur 2. Modul med öppen lucka.<br />
10
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Figur 3. Utdragen strykbräda ur modul.<br />
11
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Figur 4. Alla delar utfällda.<br />
12
Chalmers Tekniska Högskola<br />
<strong>IKOT</strong> 2010<br />
Grupp A1<br />
Bilaga 2<br />
13