Trihal - Schneider Electric
Trihal - Schneider Electric
Trihal - Schneider Electric

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Teknik<br />
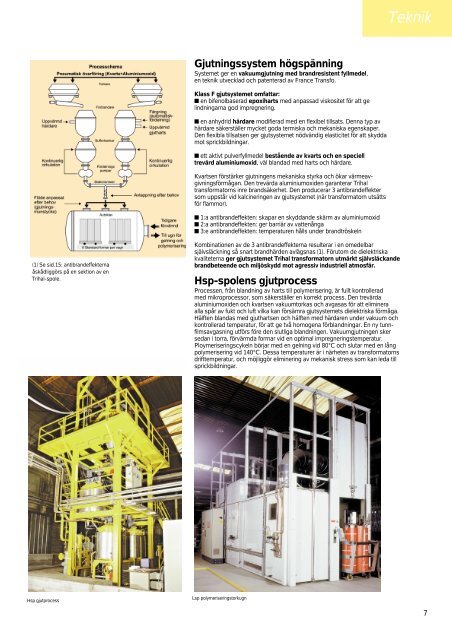
Gjutningssystem högspänning<br />
Systemet ger en vakuumgjutning med brandresistent fyllmedel,<br />
en teknik utvecklad och patenterad av France Transfo.<br />
Klass F gjutsystemet omfattar:<br />
■ en bifenolbaserad epoxiharts med anpassad viskositet för att ge<br />
lindningarna god impregnering.<br />
■ en anhydrid härdare modifierad med en flexibel tillsats. Denna typ av<br />
härdare säkerställer mycket goda termiska och mekaniska egenskaper.<br />
Den flexibla tillsatsen ger gjutsystemet nödvändig elasticitet för att skydda<br />
mot sprickbildningar.<br />
■ ett aktivt pulverfyllmedel bestående av kvarts och en speciell<br />
trevärd aluminiumoxid, väl blandad med harts och härdare.<br />
Kvartsen förstärker gjutningens mekaniska styrka och ökar värmeavgivningsförmågan.<br />
Den trevärda aluminiumoxiden garanterar <strong>Trihal</strong><br />
transformatorns inre brandsäkerhet. Den producerar 3 antibrandeffekter<br />
som uppstår vid kalcineringen av gjutsystemet (när transformatorn utsätts<br />
för flammor).<br />
■ 1:a antibrandeffekten: skapar en skyddande skärm av aluminiumoxid<br />
■ 2:a antibrandeffekten: ger barriär av vattenånga<br />
■ 3:e antibrandeffekten: temperaturen hålls under brandtröskeln<br />
(1) Se sid.15: antibrandeffekterna<br />
åskådliggörs på en sektion av en<br />
<strong>Trihal</strong>-spole.<br />
Kombinationen av de 3 antibrandeffekterna resulterar i en omedelbar<br />
självsläckning så snart brandhärden avlägsnas (1). Förutom de dielektriska<br />
kvaliteterna ger gjutsystemet <strong>Trihal</strong> transformatorn utmärkt självsläckande<br />
brandbeteende och miljöskydd mot agressiv industriell atmosfär.<br />
Hsp-spolens gjutprocess<br />
Processen, från blandning av harts till polymerisering, är fullt kontrollerad<br />
med mikroprocessor, som säkerställer en korrekt process. Den trevärda<br />
aluminiumoxiden och kvartsen vakuumtorkas och avgasas för att eliminera<br />
alla spår av fukt och luft vilka kan försämra gjutsystemets dielektriska förmåga.<br />
Hälften blandas med gjuthartsen och hälften med härdaren under vakuum och<br />
kontrollerad temperatur, för att ge två homogena förblandningar. En ny tunnfilmsavgasning<br />
utförs före den slutliga blandningen. Vakuumgjutningen sker<br />
sedan i torra, förvärmda formar vid en optimal impregneringstemperatur.<br />
Ploymeriseringscykeln börjar med en gelning vid 80°C och slutar med en lång<br />
polymerisering vid 140°C. Dessa temperaturer är i närheten av transformatorns<br />
drifttemperatur, och möjliggör eliminering av mekanisk stress som kan leda till<br />
sprickbildningar.<br />
Hsp gjutprocess<br />
Lsp polymeriseringstorkugn<br />
7