SS-EN ISO 15614-1 Kvalificering av ... - Inspecta
SS-EN ISO 15614-1 Kvalificering av ... - Inspecta
SS-EN ISO 15614-1 Kvalificering av ... - Inspecta
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> <strong>15614</strong>-1<strong>Kvalificering</strong> <strong>av</strong> svetsprocedurspecifikationerför stålI dagens industriproduktion blir kvalitetsstyrningvid svetsning allt viktigare. Kr<strong>av</strong> på rätt svetskvalitetställs i konstruktionsregler, <strong>av</strong> kunder, myndigheteretc. Många svetsande företag har redan anpassat sinsvetstekniska produktion till de kvalitetsstyrningsstandardersom utarbetats.SvetsprocedurerStandarder som <strong>ISO</strong> 3834 och <strong>ISO</strong> 9001 anger attkvalitetsarbetet skall identifiera och planera de produktionsprocessersom direkt påverkar kvaliteten.Processerna ska utföras under styrda för hållanden.Särskilt gäller det för processer som inte kanverifieras vid efterföljande kontroll och där bristeruppenbaras först efter det att produkten tagits ibruk. Svetsning är en sådan process där särskildasvetsprocedurer kan behövas.<strong>Kvalificering</strong> <strong>av</strong> svetsprocedurerSvetsprocedurer kan, beroende på produktenstillämpning och svetsförbandets geometri,kvalificeras på olika sätt enligt följande standarder• <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> <strong>15614</strong> Svetsprocedurkvalificering• <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 15613 Utfallssvetsprovning• <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 15612 Standardsvetsprocedur• <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 15611 Tidigare erfarenhet• <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 15610 Provat tillsatsmaterialDet är mycket viktigt att innan produktionen inleds,bestämma vilken metod ett svetsdata blad (WPS)skall kvalificeras enligt, då kr<strong>av</strong> på kvalificering finns.Användningen <strong>av</strong> en särskild metod för att godkännaen svetsprocedur är ofta ett kr<strong>av</strong> i konstruktionsreglernaeller kr<strong>av</strong> från kund, myndighet ellertillverkaren själv.<strong>EN</strong> 473<strong>ISO</strong> 3834<strong>ISO</strong> 14731Ackrediterad kvalificering <strong>av</strong> svetsprocedurerenligt <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> <strong>15614</strong>-1En svetsprocedurkontroll börjar alltid med upprättandet<strong>av</strong> ett preliminärt svetsdatablad (pWPS)enligt <strong>ISO</strong> 15609.Ett standardiserat provstycke svetsas upp underövervakning <strong>av</strong> <strong>Inspecta</strong> enligt det preliminära svetsdatabladet.<strong>Inspecta</strong> genomför sedan förstörandeoch oförstörande provning <strong>av</strong> provstycket.Resultaten från provningen tillsammans meduppgifter från övervakningen rapporteras i form<strong>av</strong> en WPQR (protokoll för att kvalificera ensvets procedur). WPQR anger giltighetsområdeninom vilka kvalificerade svetsdatablad (WPS) kanupprättas.Vi erbjuder följande tjänster:• Vi övervakar provsvetsning, utför all den provningsom ingår och utfärdar WPQR.• Vi ger information om vilka regler som gäller ocherbjuder kurser om aktuella standarder.För ytterligare information omkvalificering kontakta<strong>Inspecta</strong>Produkt- och PersoncertifieringHenrik Svensson, tel 08-5011 3440henrik.svensson@inspecta.comProlle Swahn, tel 08-5011 3055prolle.swahn@inspecta.comSofia Eliasson, tel 08-5011 3077sofia.eliasson@inspecta.comPeter Kihlmark, tel 08-5011 3091peter.kihlmark@inspecta.comSvetsarprövningProcedurkvalificering<strong>Inspecta</strong> är ackrediterat <strong>av</strong> SWEDAC för provningsom innefattas i godkännande <strong>av</strong> svetsprocedurspecifikationer.Du kan också kontakta någon <strong>av</strong> våra svetskontrollanterpå <strong>Inspecta</strong>s lokala kontor eller besök<strong>av</strong>år hemsida: www.inspecta.com
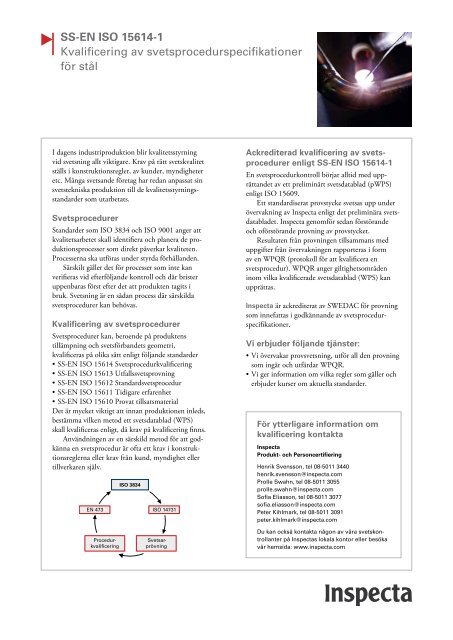
<strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> <strong>15614</strong>-1<strong>Kvalificering</strong> <strong>av</strong> svetsprocedurspecifikationer för stålGilitighetsområden för stålgrupper och undergrupper vid lika material i provstycke.Materialgrupp för provstycke (materialgrupper enligt <strong>ISO</strong>/TR 15608).GiltighetsområdeGrupp 1 – Stål med ReH ≤ 460 N/mm 2 , och kemisk analys enligt <strong>ISO</strong>/TR 15608 Material 1 a Material 21.1 Stål med en nominell sträckgräns R eH≤ 275 N/mm 2 1.1, 1.4 11.2 Stål med en nominell sträckgräns 275 N/mm 2 < R eH> 360 N/mm 2 1.1, 1.2, 1.4 11.3 Normaliserade finkornstål med en nominell sträckgräns R eH> 360 N/mm 2 1 11.4 Korrosionströgt stål 1 1Grupp 2 – Termomekaniskt behandlade finkornstål och gjutstål med R eH> 360 N/mm 2 Material 1 a Material 22.1 Termomekaniskt behandlade finkornstål och gjutstål med en nominell sträckgräns R eH≤ 460 N/mm 2 1, 2.1 1, 22.2Termomekaniskt behandlade finkornstål och gjutstål med en nominell sträckgränsR eH> 460 N/mm 2 1, 2 1, 2Grupp 3 – Seghärdade stål och utskiljningshärdade stål med R eH> 360 N/mm 2 Material 1 a Material 23.1Seghärdade stål och utskiljningshärdade stål, undantaget rostfria stål, med en nominell sträckgränsR eH≤ 690 N/mm 2 1, 2, 3.1, 3.3 1, 2, 33.2 Seghärdade stål och utskiljningshärdade stål, undantaget rostfria stål, med en nominell sträckgräns R eH> 690 N/mm 2 1, 2, 3 1, 2, 33.3 Utskiljningshärdade stål, undantaget rostfria stål 1, 2, 3 1, 2, 3a Gäller för material med lika eller lägre nominell sträckgräns än provstycket.Grupp 4 – Låglegerade Cr-Mo-(Ni)-stål med Mo ≤ 0,7 % och V ≤ 0,1 % Material 1 Material 24.1 Låglegerade Cr-Mo-(Ni)-stål med Cr ≤ 0,3 % och Ni ≤ 0,7 % 4.1 1, 2, 44.2 Låglegerade Cr-Mo-(Ni)-stål med Cr ≤ 0,7 % och Ni ≤ 1,5 % 4 1, 2, 4Grupp 5 – Vanadinfria Cr-Mo-stål med C ≤ 0,35 % Material 1 Material 25.1 0,75 % ≤ Cr ≤ 1,5 % och Mo ≤ 0,7 % 5.1 1, 2, 55.2 1,5 % < Cr ≤ 3,5 % och 0,7 % < Mo ≤ 1,2 % 5.1, 5.2 1, 2, 55.3 3,5 % < Cr ≤ 7,0 % och 0,4 % < Mo ≤ 0,7 % 5.1, 5.2, 5.3 1, 2, 55.4 7,0 % < Cr ≤ 10,0 % och 0,7 % < Mo ≤ 1,2 % 5 1, 2, 5Grupp 6 – Vanadinlegerade Cr-Mo-(Ni)-stål Material 1 Material 26.1 0,3 % ≤ Cr ≤ 0,75 %, Mo ≤ 0,7 % och V ≤ 0,35 % 6.1 1, 2, 66.2 0,75 % < Cr ≤ 3,5 %, 0,7 % < Mo ≤ 1,2 % och V ≤ 0,35 % 6.1, 6.2 1, 2, 66.3 3,5 % < Cr ≤ 7,0 %, Mo ≤ 0,7 % och 0,45 % ≤ V ≤ 0,55 % 6.1, 6.2, 6.3 1, 2, 66.4 7,0 % < Cr ≤ 12,5 %, 0,7 % < Mo ≤ 1,2 % och V ≤ 0,35 % 6 1, 2, 6Grupp 7 – Ferritiska, martensitiska och utskiljningshärdade rostfria stål Material 1 Material 27.1 Ferritiska rostfria stål med C ≤ 0,35 % och 10,5 % ≤ Cr ≤ 30 % 7.1 77.2 Martensitiska rostfria stål med C ≤ 0,35 % och 10,5 % ≤ Cr ≤ 30 % 7.2 77.3 Utskiljningshärdade rostfria stål med C ≤ 0,35 % och 10,5 % ≤ Cr ≤ 30 % 7.3 7Grupp 8 – Austenitiska rostfria stål Material 1 Material 28.1 Austenitiska rostfria stål med Cr ≤ 19 % 8.1 88.2 Austenitiska rostfria stål med Cr > 19 % 8.1, 8.2 88.3 Manganlegerade austenitiska rostfria stål med 4,0 % < Mn ≤ 12 % 8 8Grupp 9 – Nickellegerade stål med Ni ≤ 10 % Material 1 Material 29.1 Ni ≤ 3,0 % 9.1 99.2 3,0 % < Ni ≤ 8,0 % 9.1, 9.2 99.3 8,0 % < Ni ≤ 10,0 % 9 9Grupp 10 – Austenit-ferritiska rostfria stål (duplexa) Material 1 Material 210.1 Cr ≤ 24,0 % 10.1 1010.2 Cr > 24,0 % 10 10Grupp 11 – Stål lika med grupp 1 men med 0,25 % < C ≤ 0,5 % Material 1 Material 211.1 0,25 % < C ≤ 0,35 % 11.1 1, 1111.2 0,35 % < C ≤ 0,5 % 11 1, 11Giltighetsområden för stålgrupper och undergrupper, vid olika material i provstycke.Giltighetsområde Giltighetsområde GiltighetsområdeMaterial iMaterial iMaterial iMaterial 1 Material 2provstyckeMaterial 1 Material 2provstyckeprovstyckeMaterial 1 Material 27.1 – 2 7.1 1, 2 8.1 – 2 8.1 1 a , 2 a 10.1 – 2 10.1 1 a , 2 a7.2 – 2 7.2 1, 2 8.2 – 2 8.2 1 a , 2 a 10.2 – 2 10 1 a , 2 a7.3 – 2 7.3 1, 2 8.3 – 2 8.3 1 a , 2 a 10.1 – 3 10.1 1 a , 2 a , 3 a7.1 – 3 7.1 1, 2, 3 8.1 – 3 8.1 1 a , 2 a , 3 a 10.2 – 3 10 1 a , 2 a , 3 a7.2 – 3 7.2 1, 2, 3 8.2 – 3 8.2 1 a , 2 a , 3 a 10.1 – 5 10.1 1, 2, 4, 5 b , 6.1, 6.27.3 – 3 7.3 1, 2, 3 8.3 – 3 8.3 1 a , 2 a , 3 a 10.2 – 5 10 1, 2, 4, 5 b , 6.1, 6.2aGäller för material med lika eller lägrenominell sträckgräns som använts vidprocedurkvalificeringen.bGiltigheten gäller för samma eller lägreundergrupp som använts vid procedurkvalificeringen.cGiltigheten gäller för samma undergruppsom använts vid procedurkvalificeringen.8.1 – 5 8.1 1, 2, 4, 5 b , 6.1, 6.2 10.1 – 6 10.1 1, 2, 4, 6 b8.2 – 5 8.2 1, 2, 4, 5 b , 6.1, 6.2 10.2 – 6 10 1, 2, 4, 6 b8.3 – 5 8.3 1, 2, 4, 5 b , 6.1, 6.2 10.1 – 8 10.1 8 c8.1 – 6 8.1 1, 2, 4, 6 b 10.2 – 8 10 8 c8.2 – 6 8.2 1, 2, 4, 6 b8.3 – 6 8.3 1, 2, 4, 6 b
Gilitighetsområden för godstjocklek och a-måttStumsvetsEnkelsträngFlersträngGodstjocklek, t [mm]GiltighetsområdeGodstjocklek, t [mm] KälsvetsGodstjocklek, t[mm]GiltighetsområdeGodstjocklek [mm]Giltighetsområdea-mått [mm]t ≤ 30,7 t till 1,3 tt ≤ 3 0,7 t till 2 t 0,75a till 1,5a3 < t ≤ 12 0,5 t (min 3) till 1,3 t a Enkelsträng 3 < t < 30 0,5 t (min 3) till 1,2 t 0,75a till 1,5a12 < t ≤ 100 0,5 t till 1,1 t t ≥ 30 ≥ 5 at ≤ 30,7 t till 2 tt ≤ 3 0,7 t till 2 t Ingen begränsning3 < t ≤ 12 3 till 2 t a Flersträng 3 < t < 30 0,5 t (min 3) till 1,2 t Ingen begränsning12 < t ≤ 100 0,5 t till 2 t t ≥ 30 ≥ 5 Ingen begränsningt > 10050 till 2 taBara för speciella användningar. Varje a-mått måste bevisas separatmed en procedurkontroll.aVid slagseghetskr<strong>av</strong> gäller 12 mm som övre gräns,när slagprovning ej utförts.Anm 1. a är provstyckets a-mått.Anm 2. När en kälsvets kvalificeras genom provning <strong>av</strong> en stumsvetsskall giltighetsområdet för a-mått bygga på svetsgodstjocklekenGiltighetsområde för diameterGiltighetsområde för svetslägenYtterdiameter a provstycke [mm] Gilitighetsområde Svetsläge GilitighetsområdeD ≤ 25 0,5 D till 2 D Varje utom PG och J-L045 Alla utom PG och J-L045 aD > 25 ≥ 0,5 D (min 25) PG PGJ-L045J-L045aFör fyrkantiga hålprofiler gäller minsta sidans längd.aVid kr<strong>av</strong> på slagseghet och/eller hårdhet gäller endast det lagda läget.För att få alla lägen krävs att två provstycken läggs i de lägen med denhögsta respektive lägsta värmetillförseln.Giltighetsområde för svetstypKvalificerad svetstypGiltighetsområdeStumsvets utan rotstöd• • • • • • •Stumsvets med rotstöd• • •Stumsvets svetsad frånbåda sidor utan mejsling • • •Stumsvets svetsad frånbåda sidor med mejsling • •Ensidig T-svets• • •Dubbelsidig T-svets• •Kälsvets•Beräkning <strong>av</strong> värmetillförselQ = värmetillförsel [kJ/mm]k = termisk verkningsgradU = bågspänning [V]I = bågsvetsström [A]v = svetshastighet [mm/s]Termisk verkningsgrad vid beräkning <strong>av</strong> värmetillförselSvetsmetodTermisk verkningsgrad, k121 1,0111, 114, 131, 135, 136, 137, 138,139 0,8141, 15 0,6Giltighetsområde för värmetillförsel Speciella giltighetsområden för metod 131, 135, 136 och 137När kr<strong>av</strong> på slagseghet finns.När kr<strong>av</strong> på hårdhet finns.Värmetillförseln får inte varamer än 125 % <strong>av</strong> den kvalificeradevärmetillförseln.Värmetillförseln får inte varamindre än 75 % <strong>av</strong> den kvalificeradevärme tillförseln.Speciella giltighetsområden för metod 141Lika skyddsgas enligt <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 14175, CO 2-innehållet får inte överstiga 110 % <strong>av</strong>kvalificerat innehåll <strong>av</strong> CO 2.Kortbåge kvalificerar bara kortbåge.Blandbåge och spraybåge kvalificerar blandbåge och spraybåge.Lika trådsystem som kvalificerats.Lika skyddsgas enligt <strong>SS</strong>-<strong>EN</strong> <strong>ISO</strong> 14175.Svetsning med tillsatsmaterial kvalificerar inte svetsning utan tillsatsmaterial och vice versa.När svetsning utan rotgas kvalificerats ger det gilitighet att använda rotgas men inte vice versa.
För mer information kontakta någon <strong>av</strong> våra svetskontrollantervid nedanstående kontor.FalunBox 1905,Linslagarvägen 4791 19 FalunTel: 08-5011 3550GävleBox 443,Beckasinvägen 16801 06 GävleTel: 08-5011 3900GöteborgNeongatan 4B431 53 MölndalTel: 08-5011 3400JönköpingBultvägen 5553 02 JönköpingTel: 08-5011 3800KalmarBox 808,Lotsgatan 10391 28 KalmarTel: 08-5011 3800KarlstadRamgatan 7653 41 KarlstadTel: 08-5011 3650LuleåBox 817,Nordkalottstaden 2D971 25 LuleåTel: 08-5011 3750MalmöBox 401,Nordenskiöldsgatan 13202 24 MalmöTel: 08-5011 3200NorrköpingKoppargatan 9602 23 NorrköpingTel: 08-5011 3270SkellefteåHallvägen 3931 36 SkellefteåTel: 08-5011 3750SkövdeNorregårdsvägen 12541 34 SkövdeTel: 08-5011 3800SundsvallBergsgatan130853 50 SundsvallTel: 08-5011 3300TäbyKemistvägen 21183 79 TäbyTel: 08-5011 3100UddevallaBultvägen 1451 75 UddevallaTel: 08-5011 3850UmeåGlimmervägen 5B907 40 UmeåTel: 08-5011 3750VänersborgVänerparken 9B462 35 VänersborgTel: 08-5011 3850VästeråsÄngsgärdsgatan 4721 30 VästeråsTel: 08-5011 3700VäxjöNorrgatan 15352 31 VäxjöTel: 08-5011 3600ÖrebroOsmundgatan 14703 63 ÖrebroTel: 08-5011 3950ÖrnsköldsvikBonäsvägen 32891 78 BonässundTel: 08-5011 3300ÖstersundBox 245,Köpmangatan 29831 23 ÖstersundTel: 08-5011 3300<strong>Inspecta</strong> är Nordens ledande inspektionsföretag med verksamhet i Sverige, Finland, Norge, Danmark och Baltikum. Av koncernenstotalt 1200 anställda arbetar cirka 550 personer på något <strong>av</strong> våra 24 kontor i Sverige. Vi erbjuder tjänster inom besiktning, provning,produkt- och personcertifiering, teknisk konsultation och rådgivning samt utbildning. Vi hjälper våra kunder att minska risken förperson- och miljöskador samt nå högre tillgänglighet och kvalitet.IS-CEPROCEDURKVAL1SO<strong>15614</strong>-1-SV-WW_111006<strong>Inspecta</strong>Box 30100104 25 StockholmTel: 08 5011 3000Fax: 08 5011 3001BesöksadressLindhagensterrassen 1112 18 Stockholmwww.inspecta.comGroup headquarters<strong>Inspecta</strong> Group Oy,Helsingfors, Finland