Bearbetning av långa produkter - Jernkontoret
Bearbetning av långa produkter - Jernkontoret
Bearbetning av långa produkter - Jernkontoret

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
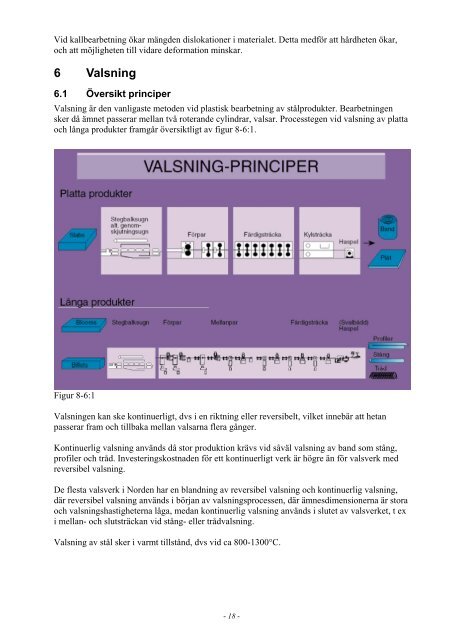
Vid kallbearbetning ökar mängden dislokationer i materialet. Detta medför att hårdheten ökar,och att möjligheten till vidare deformation minskar.6 Valsning6.1 Översikt principerValsning är den vanligaste metoden vid plastisk bearbetning <strong>av</strong> stål<strong>produkter</strong>. <strong>Bearbetning</strong>ensker då ämnet passerar mellan två roterande cylindrar, valsar. Processtegen vid valsning <strong>av</strong> plattaoch långa <strong>produkter</strong> framgår översiktligt <strong>av</strong> figur 8-6:1.Figur 8-6:1Valsningen kan ske kontinuerligt, dvs i en riktning eller reversibelt, vilket innebär att hetanpasserar fram och tillbaka mellan valsarna flera gånger.Kontinuerlig valsning används då stor produktion krävs vid såväl valsning <strong>av</strong> band som stång,profiler och tråd. Investeringskostnaden för ett kontinuerligt verk är högre än för valsverk medreversibel valsning.De flesta valsverk i Norden har en blandning <strong>av</strong> reversibel valsning och kontinuerlig valsning,där reversibel valsning används i början <strong>av</strong> valsningsprocessen, där ämnesdimensionerna är storaoch valsningshastigheterna låga, medan kontinuerlig valsning används i slutet <strong>av</strong> valsverket, t exi mellan- och slutsträckan vid stång- eller trådvalsning.Valsning <strong>av</strong> stål sker i varmt tillstånd, dvs vid ca 800-1300°C.- 18 -