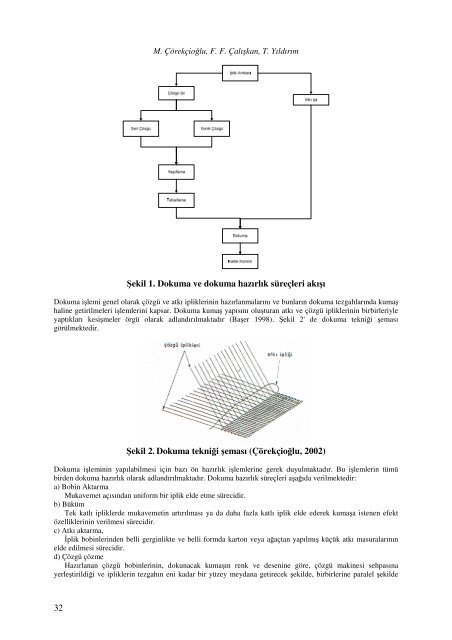
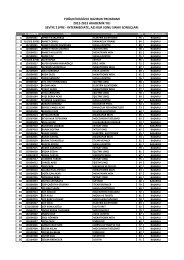
M. Çörekçioğlu, F. F. Çalışkan, T. YıldırımŞekil 1. Dokuma ve dokuma hazırlık süreçleri akışıDokuma işlemi genel olarak çözgü ve atkı <strong>iplik</strong>lerinin hazırlanmalarını ve bunların dokuma tezgahlarında kumaşhaline getirilmeleri işlemlerini kapsar. Dokuma kumaş yapısını oluşturan atkı ve çözgü <strong>iplik</strong>lerinin birbirleriyleyaptıkları kesişmeler örgü olarak adlandırılmaktadır (Başer 1998). Şekil 2' de dokuma tekniği şemasıgörülmektedir.Şekil 2. Dokuma tekniği şeması (Çörekçioğlu, 2002)Dokuma işleminin yapılabilmesi için bazı ön hazırlık işlemlerine gerek duyulmaktadır. Bu işlemlerin tümübirden dokuma hazırlık olarak adlandırılmaktadır. Dokuma hazırlık süreçleri aşağıda verilmektedir:a) Bobin AktarmaMukavemet açısından uniform bir <strong>iplik</strong> elde etme sürecidir.b) BükümTek katlı <strong>iplik</strong>lerde mukavemetin artırılması ya da <strong>daha</strong> fazla katlı <strong>iplik</strong> elde ederek kumaşa istenen efektözelliklerinin verilmesi sürecidir.c) Atkı aktarma,İplik bobinlerinden belli gerginlikte ve belli formda karton veya ağaçtan yapılmış küçük atkı masuralarınınelde edilmesi sürecidir.d) Çözgü çözmeHazırlanan çözgü bobinlerinin, dokunacak kumaşın renk ve desenine göre, çözgü makinesi sehpasınayerleştirildiği ve <strong>iplik</strong>lerin tezgahın eni kadar bir yüzey meydana getirecek şekilde, birbirlerine paralel şekilde32
V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 2005dizilerek, levent adı verilen büyük makaralara düzgün bir gerilim altında sarıldığı süreçtir (Çörekçioğlu, 2002).Çözgü çözme iki biçimde yapılabilmektedir :• Direkt bobinden levende çözgü çözme sistemi (Seri Çözgü),• Bölümler halinde çözgü çözme sistemi (Konik Çözgü).e) Haşıllama,Çözgü <strong>iplik</strong>lerinin dirençlerinin artırılması amacıyla uygulanan süreçtir.f) TaharlamaTaharlama, çözgü <strong>iplik</strong>lerinin istenilen örgüye uygun olacak şekilde gücü çerçevelerinden belirli bir düzendegeçirilme sürecidir. Çözgü <strong>iplik</strong>lerinin gücü çerçevelerinden geçiş düzenine ise Tahar denilmektedir (Önder vediğerleri 2001, Başer 1998).3. HAVLI KUMAŞLARIN OPTİMUM İPLİK İHTİYACININ HESAPLANMASIKumaş, atkı ve çözgü <strong>iplik</strong>lerinin birbirleriyle dikey ve yatay olarak birleştirilmesi ile oluşmaktadır. Atkı<strong>iplik</strong>leri yatay yönde kumaşa dahil edilirken, çözgü <strong>iplik</strong>leri de dikey yönde kumaşa dahil edilir. Dikey yöndekumaşa dahil edilen çözgü <strong>iplik</strong>lerinin bir levende sarılarak dokuma işlemine alınması gerekmektedir. Havlıkumaşlar ise, normal dokuma kumaşlardan farklı olarak düz bir zemin ve zemin üzerinde bulunan buklelerdenoluşmakta ve dolayısıyla 2 adet çözgü levendi kullanılmaktadır. Birinci çözgü levendi ile havlı kumaşın zeminkısmı, ikinci çözgü levendi ile ise hav kısmı oluşturulmaktadır.Havlı kumaşlarda istenilen uzunlukta ürün elde edebilmek için ihtiyaç <strong>duyulan</strong> <strong>iplik</strong> miktarının hesaplanmasındaçözgüleme süreci temel alınmaktadır. Çünkü, öncelikle istenilen miktarda ürünün elde edilebilmesi için gerekliolacak olan bobin uzunlukları bulunacak <strong>daha</strong> sonrasında ise bulunan toplam uzunluk, ağırlık birimineçevrilecektir. Çözgüleme süreci <strong>daha</strong> önceden bahsedildiği üzere seri ve konik çözgüleme olmak üzere iki farklışekilde gerçekleştirilebilmektedir. Seri çözgüleme sürecinde, çözgüleme işlemi için 4 - 16 levent arasında leventoluşturulmakta ve bu leventler haşıl sürecinde bir levent haline getirilmektedir. Konik çözgüde ise, 1 levendesarım yapılmakta ve haşılda bu bir levent kullanılmaktadır. Bu nedenle konik ve seri çözgülemede kullanılan<strong>iplik</strong> ihtiyacı hesaplamaları farklılık göstermektedir.Havlı olan kumaşların <strong>iplik</strong> ihtiyaçlarının hesaplanması kapsamında; hav <strong>iplik</strong>erinin, zemin <strong>iplik</strong>lerinin, atkı<strong>iplik</strong>lerinin, bordür ve boybaşı <strong>iplik</strong>lerinin ihtiyaçlarının hesaplanması için farklı yöntemler izlenmektedir. Buçalışma kapsamında havlı kumaşların özellikle de <strong>havlu</strong>ların hav <strong>iplik</strong> ihtiyaçlarının hesaplanmasınadeğinilecektir.İncelenen işletmelerde <strong>havlu</strong> <strong>iplik</strong> ihtiyaçlarının elle veya basit yardımcı tablolarla hsaplandığı görülmüştür. Buşekilde yapılan hesaplamalar ise hem çok zor olmakta hem de hesaplamalardaki hata olasılığı yüksek olmaktadır.Ayrıca hesaplamaların zaman açısından uzun sürmesi ise işletmelerin bu hesaplamaları yapmak için personelistihdam etmelerini gerektirmektedir. Mevcut yöntemin bu zorluğu hesaplamalarda detaya inilmesini degüçleştirmektedir.Havlu <strong>iplik</strong> ihtiyaçlarının hesaplanmasında temel alınan nokta, haşılda birleştirilecek leventler üzerinde bulunan<strong>iplik</strong> tel adetleridir. Hav renk raporunda bulunan <strong>iplik</strong>lerin seri çözgüleme süreci için leventlere dağıtılmasısonucunda, renk raporundaki bir <strong>iplik</strong> her leventte eşit tel sayısına sahip olmayabilir. Bunun sonucu olarak da herbir leventteki tel sayılarının birbirine eşit olmayabileceği ortaya çıkmaktadır. İşletmelerin uygulamış olduğumevcut hesaplama yöntemlerinde bu eşitsizlik göz ardı edilmekte <strong>iplik</strong> ihtiyaçları en fazla tel sayısına sahiplevent baz alınarak yapılmaktadır. Bu hesaplama sonucunda ise elde edilen <strong>iplik</strong> miktarlarının seri çözgülemeişlemlerinde kullanılmasıyla, bobinler üzerinde ilmar diye bilinen fazlalıklı <strong>iplik</strong> kalmaktadır. Bir sonrakibölümde belirtilen yöntemi ve algoritmanın adımlarını ihtiva eden bir <strong>iplik</strong> ihtiyacı hesaplama için özel olarakoluşturulmuş bir yazılım sayesinde <strong>iplik</strong> bobinlerinin farklı metrajlarda hesaplanmasına hızlı ve doğru birbiçimde olanak sağlanarak, <strong>iplik</strong> kullanımındaki israflar en aza indirgenebilecektir.3.1. Havlu Seri Çözgüleme Sürecinde Kullanılan Bobin Metrajlarının Farklı UzunluklardaAktarılmasıHavluların hav kısımları için ihtiyaç <strong>duyulan</strong> <strong>iplik</strong> miktarının hesaplanmasında kullanılacak olan yöntem vealgoritma adımları aşağıda verilmektedir. Buna göre öncelikle istenilen ürünün elde edilmesi için ihtiyaç <strong>duyulan</strong>hav levendinin uzunluğu bulunnmalıdır. Hav levendinin uzunluğunun bulunmasında ise aşağıda verilen (1), (2),(3), (4), (5), (6) ve (7) numaralı formüllerden faydalanılacaktır. Formüller içerisinde kısaltmalar kullanılmış vebu kısaltmalar da aşağıda verilmektedir:Toplam Hav Metresi = BHM * (DA / BS) (1)BHM = (HG * Hİ * 1,693) / (HÇTS / BS) (2)HG = G – AG – ZG – BG (3)G = (B / 100) * (E / 100) * Gramaj * (BFO + 1) * (KFO + 1)) (4)ZG = ((B + BB) / 100) * (ZÇTS / BS) / (1,693 * Zİ) (5)33