TÜRKDÖKÜM 62 / TURKCAST 62
TÜRKDÖKÜM 62. Sayısı (Ocak - Şubat - Mart 2022) Çıktı. Metal Döküm Sektörümüz 2020 kayıplarını 2021 yılında telafi etmeyi başardı. 2022 ise Rusya-Ukrayna savaşının özellikle enerji ve hammadde konusunda yarattığı belirsizliklerle devam ediyor.
TÜRKDÖKÜM 62. Sayısı (Ocak - Şubat - Mart 2022) Çıktı.
Metal Döküm Sektörümüz 2020 kayıplarını 2021 yılında telafi etmeyi başardı. 2022 ise Rusya-Ukrayna savaşının özellikle enerji ve hammadde konusunda yarattığı belirsizliklerle devam ediyor.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
FİLTRE TİPİ<br />
VE YOLLUK<br />
TASARIMININ DİKEY<br />
KALIPLANMIŞ GRİ<br />
DÖKME DEMİRLERDE<br />
İŞLENEBİLİRLİK<br />
ÜZERİNE ETKİLERİ<br />
Author: A Baier, Foseco GmbH<br />
Bu rapor, iyi uygulanmış farklı filtre türlerinin ve sistem<br />
tasarımlarının, dikey olarak kalıplanmış dökümlerin<br />
işlenebilirliği üzerindeki etkilerini açıklamaktadır.<br />
Dikey kalıplama hatlarına sahip dökümhaneler, normalde<br />
filtre uygulamaktan kaçınmak isterler çünkü<br />
bunların kullanımı bazı durumlarda daha uzun çevrim<br />
sürelerine yol açabilir. Sonuç olarak, filtrelerin kullanımı<br />
nispeten daha az olmuştur. Ancak son zamanlarda<br />
artan kalite talepleri, dökümhanelerin yeniden ilgi<br />
duymasına neden oldu.<br />
Bu makale, fren diskleri, fren kampanaları ve debriyaj<br />
plakaları gibi gri demir dökümleri ele alacaktır.<br />
Sonuçlar çalışmalardan, teorik uzmanlıktan ve dökümhane<br />
saha denemelerinden elde edilmiştir. Bu<br />
makale, dikey kalıplamada filtre kullanımına ilişkin<br />
sorunların, aynı zamanda dökümlerin özelliklerini iyileştirme<br />
hedefinin üstesinden gelinebileceğini göstermeyi<br />
amaçlamaktadır.<br />
DİKEY KALIPLAMADA FİLTRE<br />
KONUMU SEÇENEKLERİ<br />
Modelin iki veya daha fazla seviyesi varsa, genellikle<br />
filtreyi kalıbın üst kısmına yerleştirmekten başka bir<br />
seçenek yoktur. Bu konumdaki bir filtre, cüruf tutma<br />
için bir mekanizma sağlar, ancak filtreden sonra metalin<br />
kontrolsüz akışı nedeniyle akış kontrol faydalarının<br />
çoğu kaybolacaktır.<br />
Filtre, kalıbın alt kısmında bulunuyorsa, artan ferrostatik<br />
basınç, filtreden çıkışta daha yüksek metal<br />
hızına neden olabilir. Bu, cürufun filtreden döküm<br />
boşluğuna itilme riskini artırır.<br />
Bu problemler göz önünde bulundurularak dikey<br />
kalıplamalar için döküm sistemlerinin tasarımı revize<br />
edilmiştir. Takip eden modifikasyonların, kalıpların<br />
türbülanssız bir şekilde dolmasını sağlamada yardımcı<br />
olduğu bulunmuştur.<br />
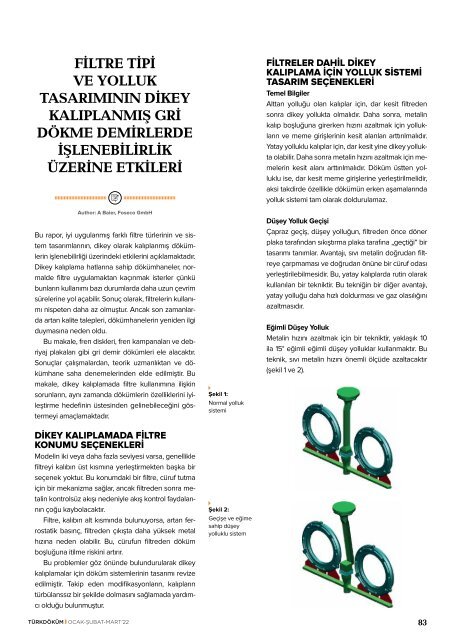
Şekil 1:<br />
Normal yolluk<br />
sistemi<br />
Şekil 2:<br />
Geçişe ve eğime<br />
sahip düşey<br />
yolluklu sistem<br />
FİLTRELER DAHİL DİKEY<br />
KALIPLAMA İÇİN YOLLUK SİSTEMİ<br />
TASARIM SEÇENEKLERİ<br />
Temel Bilgiler<br />
Alttan yolluğu olan kalıplar için, dar kesit filtreden<br />
sonra dikey yollukta olmalıdır. Daha sonra, metalin<br />
kalıp boşluğuna girerken hızını azaltmak için yollukların<br />
ve meme girişlerinin kesit alanları arttırılmalıdır.<br />
Yatay yolluklu kalıplar için, dar kesit yine dikey yollukta<br />
olabilir. Daha sonra metalin hızını azaltmak için memelerin<br />
kesit alanı arttırılmalıdır. Döküm üstten yolluklu<br />
ise, dar kesit meme girişlerine yerleştirilmelidir,<br />
aksi takdirde özellikle dökümün erken aşamalarında<br />
yolluk sistemi tam olarak doldurulamaz.<br />
Düşey Yolluk Geçişi<br />
Çapraz geçiş, düşey yolluğun, filtreden önce döner<br />
plaka tarafından sıkıştırma plaka tarafına „geçtiği“ bir<br />
tasarımı tanımlar. Avantajı, sıvı metalin doğrudan filtreye<br />
çarpmaması ve doğrudan önüne bir cüruf odası<br />
yerleştirilebilmesidir. Bu, yatay kalıplarda rutin olarak<br />
kullanılan bir tekniktir. Bu tekniğin bir diğer avantajı,<br />
yatay yolluğu daha hızlı doldurması ve gaz olasılığını<br />
azaltmasıdır.<br />
Eğimli Düşey Yolluk<br />
Metalin hızını azaltmak için bir tekniktir, yaklaşık 10<br />
ila 15° eğimli eğimli düşey yolluklar kullanmaktır. Bu<br />
teknik, sıvı metalin hızını önemli ölçüde azaltacaktır<br />
(şekil 1 ve 2).<br />
<strong>TÜRKDÖKÜM</strong> OCAK-ŞUBAT-MART'22 83