TÜRKDÖKÜM 67 - TURKCAST 67 (Nisan - Mayıs - Haziran)
Metal Döküm Sektöründen 3,1 Milyon Ton Üretim. İçimizden Biri'nin Konuğu Dr.Mehmet Dudaroğlu. GIFA'da Sürdürülebilirlik ve Yapay Zeka Öne Çıktı.
Metal Döküm Sektöründen 3,1 Milyon Ton Üretim. İçimizden Biri'nin Konuğu Dr.Mehmet Dudaroğlu. GIFA'da Sürdürülebilirlik ve Yapay Zeka Öne Çıktı.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
MAKALE<br />
için sınırlı erişime sahip bir alandaki lineer “kılcal çatlak”<br />
hata birikimlerinden muzdaripti. Ergime, orta frekansta<br />
4 ton kapasiteli indüksiyon ocağı kullanılarak<br />
yapıldı. Bir stopper ile çalışan alttan dökmeli potadan<br />
5 tonluk 5 döküm dökülmüştür. Döküm süresi 20 -<br />
24 s arasındaydı. Nozul ve ara tüp çıkış çapı sırasıyla<br />
80 ve 35 mm idi. Bu HOLLOTEX Shroud teknolojisi,<br />
herhangi bir döküm ebadı için üniversal meme çapının<br />
kullanılmasını sağlar; Metal akış hızı, mahfazanın<br />
çıkış çapı tarafından belirlenir ve meme çapına bağlı<br />
değildir (Şekil 9a ve b). Bu, aynı potadan küçük ve/<br />
veya ağır dökümlerin dökülebileceği anlamına gelir.<br />
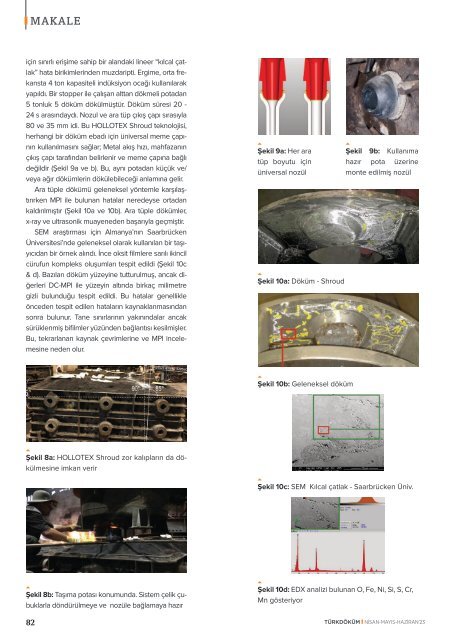
Ara tüple dökümü geleneksel yöntemle karşılaştırırken<br />
MPI ile bulunan hatalar neredeyse ortadan<br />
kaldırılmıştır (Şekil 10a ve 10b). Ara tüple dökümler,<br />
x-ray ve ultrasonik muayeneden başarıyla geçmiştir.<br />
SEM araştırması için Almanya’nın Saarbrücken<br />
Üniversitesi’nde geleneksel olarak kullanılan bir taşıyıcıdan<br />
bir örnek alındı. İnce oksit filmlere sarılı ikincil<br />
cürufun kompleks oluşumları tespit edildi (Şekil 10c<br />
& d). Bazıları döküm yüzeyine tutturulmuş, ancak diğerleri<br />
DC-MPI ile yüzeyin altında birkaç milimetre<br />
gizli bulunduğu tespit edildi. Bu hatalar genellikle<br />
önceden tespit edilen hataların kaynaklanmasından<br />
sonra bulunur. Tane sınırlarının yakınındalar ancak<br />
sürüklenmiş bifilmler yüzünden bağlantısı kesilmişler.<br />
Bu, tekrarlanan kaynak çevrimlerine ve MPI incelemesine<br />
neden olur.<br />
Şekil 9a: Her ara<br />
tüp boyutu için<br />
üniversal nozül<br />
Şekil 10a: Döküm - Shroud<br />
Şekil 9b: Kullanıma<br />
hazır pota üzerine<br />
monte edilmiş nozül<br />
Şekil 10b: Geleneksel döküm<br />
Şekil 8a: HOLLOTEX Shroud zor kalıpların da dökülmesine<br />
imkan verir<br />
Şekil 10c: SEM Kılcal çatlak - Saarbrücken Üniv.<br />
Şekil 8b: Taşıma potası konumunda. Sistem çelik çubuklarla<br />
döndürülmeye ve nozüle bağlamaya hazır<br />
82<br />
Şekil 10d: EDX analizi bulunan O, Fe, Ni, Si, S, Cr,<br />
Mn gösteriyor<br />
<strong>TÜRKDÖKÜM</strong> NİSAN-MAYIS-HAZİRAN'23