

2.5 ????? - heidenhain
2.5 ????? - heidenhain
2.5 ????? - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
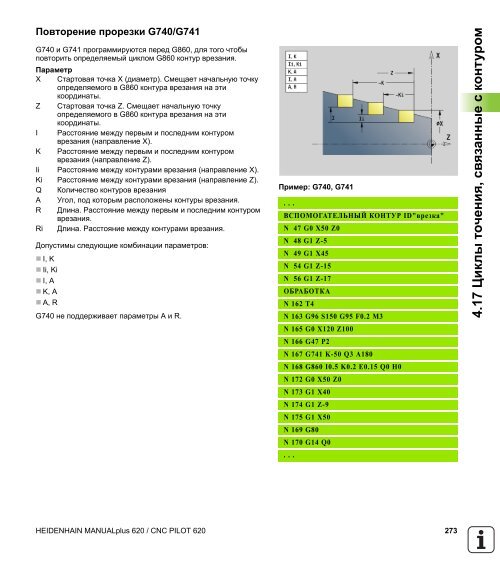
Повторение прорезки G740/G741<br />
G740 и G741 программируются перед G860, для того чтобы<br />
повторить определяемый циклом G860 контур врезания.<br />
Параметр<br />
X Стартовая точка Х (диаметр). Смещает начальную точку<br />
определяемого в G860 контура врезания на эти<br />
координаты.<br />
Z Стартовая точка Z. Смещает начальную точку<br />
определяемого в G860 контура врезания на эти<br />
координаты.<br />
I Расстояние между первым и последним контуром<br />
врезания (направление X).<br />
K Расстояние между первым и последним контуром<br />
врезания (направление Z).<br />
Ii Расстояние между контурами врезания (направление X).<br />
Ki Расстояние между контурами врезания (направление Z).<br />
Q Количество контуров врезания<br />
A Угол, под которым расположены контуры врезания.<br />
R Длина. Расстояние между первым и последним контуром<br />
врезания.<br />
Ri Длина. Расстояние между контурами врезания.<br />
Допустимы следующие комбинации параметров:<br />
I, K<br />
Ii, Ki<br />
I, A<br />
K, A<br />
A, R<br />
G740 не поддерживает параметры A и R.<br />
Пример: G740, G741<br />
HEIDENHAIN MANUALplus 620 / CNC PILOT 620 273<br />
. . .<br />
ВСПОМОГАТЕЛЬНЫЙ КОНТУР ID"врезка"<br />
N 47 G0 X50 Z0<br />
N 48 G1 Z-5<br />
N 49 G1 X45<br />
N 54 G1 Z-15<br />
N 56 G1 Z-17<br />
ОБРАБОТКА<br />
N 162 T4<br />
N 163 G96 S150 G95 F0.2 M3<br />
N 165 G0 X120 Z100<br />
N 166 G47 P2<br />
N 167 G741 K-50 Q3 A180<br />
N 168 G860 I0.5 K0.2 E0.15 Q0 H0<br />
N 172 G0 X50 Z0<br />
N 173 G1 X40<br />
N 174 G1 Z-9<br />
N 175 G1 X50<br />
N 169 G80<br />
N 170 G14 Q0<br />
. . .<br />
4.17 Циклы точения, связанные с контуром













