

2.5 ????? - heidenhain
2.5 ????? - heidenhain
2.5 ????? - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
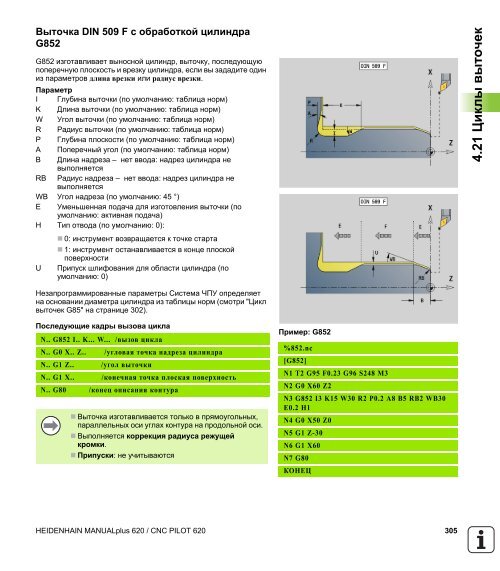
Выточка DIN 509 F с обработкой цилиндра<br />
G852<br />
G852 изготавливает выносной цилиндр, выточку, последующую<br />
поперечную плоскость и врезку цилиндра, если вы зададите один<br />
из параметров длина врезки или радиус врезки.<br />
Параметр<br />
I Глубина выточки (по умолчанию: таблица норм)<br />
K Длина выточки (по умолчанию: таблица норм)<br />
W Угол выточки (по умолчанию: таблица норм)<br />
R Радиус выточки (по умолчанию: таблица норм)<br />
P Глубина плоскости (по умолчанию: таблица норм)<br />
A Поперечный угол (по умолчанию: таблица норм)<br />
B Длина надреза – нет ввода: надрез цилиндра не<br />
выполняется<br />
RB Радиус надреза – нет ввода: надрез цилиндра не<br />
выполняется<br />
WB Угол надреза (по умолчанию: 45 °)<br />
E Уменьшенная подача для изготовления выточки (по<br />
умолчанию: активная подача)<br />
H Тип отвода (по умолчанию: 0):<br />
0: инструмент возвращается к точке старта<br />
1: инструмент останавливается в конце плоской<br />
поверхности<br />
U Припуск шлифования для области цилиндра (по<br />
умолчанию: 0)<br />
Незапрограммированные параметры Система ЧПУ определяет<br />
на основании диаметра цилиндра из таблицы норм (смотри "Цикл<br />
выточек G85" на странице 302).<br />
Последующие кадры вызова цикла<br />
N.. G852 I.. K... W... /вызов цикла<br />
N.. G0 X.. Z.. /угловая точка надреза цилиндра<br />
N.. G1 Z.. /угол выточки<br />
N.. G1 X.. /конечная точка плоская поверхность<br />
N.. G80 /конец описания контура<br />
Выточка изготавливается только в прямоугольных,<br />
параллельных оси углах контура на продольной оси.<br />
Выполняется коррекция радиуса режущей<br />
кромки.<br />
Припуски: не учитываются<br />
Пример: G852<br />
%852.nc<br />
[G852]<br />
N1 T2 G95 F0.23 G96 S248 M3<br />
N2 G0 X60 Z2<br />
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30<br />
E0.2 H1<br />
N4 G0 X50 Z0<br />
N5 G1 Z-30<br />
N6 G1 X60<br />
N7 G80<br />
КОНЕЦ<br />
HEIDENHAIN MANUALplus 620 / CNC PILOT 620 305<br />
4.21 Циклы выточек













