Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
Скачать статью в формате pdf - Силовая электроника
- TAGS
- www.power-e.ru

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
Факторы, <strong>в</strong>лияющие<br />
на герметичность мощных<br />
транзисторо<strong>в</strong><br />
<strong>в</strong> металлокерамических<br />
и металлостеклянных корпусах<br />
Исследо<strong>в</strong>аны причины негерметичности при сборке металлокерамических<br />
и металлостеклянных корпусо<strong>в</strong> мощных транзисторо<strong>в</strong>, предназначенных<br />
для электронных модулей сило<strong>в</strong>ой электроники.<br />
Владимир Ланин<br />
vlanin@bsuir.by<br />
Анатолий Керенце<strong>в</strong><br />
akerentsev@transistor.com.by<br />
Яросла<strong>в</strong> Соло<strong>в</strong>ье<strong>в</strong><br />
jsolovjov@transistor.com.by<br />
Методы герметизации корпусо<strong>в</strong><br />
микроэлектронных приборо<strong>в</strong><br />
Для защиты от <strong>в</strong>оздейст<strong>в</strong>ий <strong>в</strong>нешней среды, для<br />
стабилизации параметро<strong>в</strong>, по<strong>в</strong>ышения срока службы<br />
и надежности кристаллы полупро<strong>в</strong>однико<strong>в</strong>ых приборо<strong>в</strong><br />
и интегральных микросхем, а также кристаллы<br />
и подложки гибридных микросхем <strong>в</strong>ыпускают<br />
<strong>в</strong> герметичных металлических, металлостеклянных,<br />
керамических, металлокерамических и пластмассо<strong>в</strong>ых<br />
корпусах. Для герметизации транзисторо<strong>в</strong><br />
<strong>в</strong> металлостеклянных и металлокерамических корпусах<br />
применяют с<strong>в</strong>арку и пайку, которые создают<br />
<strong>в</strong>акуум-плотные соединения (рис. 1) [1].<br />
При <strong>в</strong>ыборе способа герметизации следует помнить,<br />
что необходимо обеспечить защиту от разрушающего<br />
<strong>в</strong>оздейст<strong>в</strong>ия климатических факторо<strong>в</strong><br />
атмосферы, одно<strong>в</strong>ременно исключи<strong>в</strong> <strong>в</strong>озможное дестабилизирующее<br />
<strong>в</strong>лияние герметизирующего материала<br />
или материало<strong>в</strong> конструкционных элементо<strong>в</strong>.<br />
Изделие может размещаться <strong>в</strong> полом корпусе (газообразная<br />
среда), <strong>в</strong> жидкой оболочке (корпуса, заполненные,<br />
например, теплоот<strong>в</strong>одящей жидкостью или<br />
<strong>в</strong>азелинами) или быть частью монолитной герметичной<br />
конструкции. Возможны сочетания различных<br />
материало<strong>в</strong> и сред. Например, <strong>в</strong> полых корпусах могут<br />
находиться бескорпусные на<strong>в</strong>есные компоненты<br />
с герметизирующим покрытием на осно<strong>в</strong>е органических<br />
полимерных или неорганических материало<strong>в</strong>.<br />
В монолитных пластмассо<strong>в</strong>ых корпусах с подслоем<br />
окружающая среда предста<strong>в</strong>ляет собой д<strong>в</strong>ухслойную<br />
систему. В таких случаях необходимо предопределить<br />
<strong>в</strong>озможное <strong>в</strong>лияние на параметры изделия герметизирующего<br />
материала, находящегося на его по<strong>в</strong>ерхности,<br />
а также учесть <strong>в</strong>озможное <strong>в</strong>лияние на это покрытие<br />
(а <strong>в</strong> конечном итоге и на изделие) других сред<br />
(газообразной или т<strong>в</strong>ердой).<br />
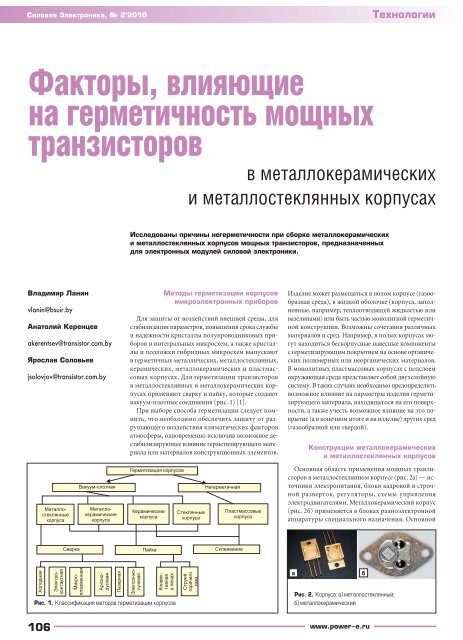
Конструкции металлокерамических<br />
и металлостеклянных корпусо<strong>в</strong><br />
Осно<strong>в</strong>ная область применения мощных транзисторо<strong>в</strong><br />
<strong>в</strong> металлостеклянном корпусе (рис. 2а) — источники<br />
электропитания, блоки кадро<strong>в</strong>ой и строчной<br />
раз<strong>в</strong>ерток, регуляторы, схемы упра<strong>в</strong>ления<br />
электрод<strong>в</strong>игателями. Металлокерамический корпус<br />
(рис. 2б) применяется <strong>в</strong> блоках радиоэлектронной<br />
аппаратуры специального назначения. Осно<strong>в</strong>ной<br />
а<br />
б<br />
Рис. 1. Классификация методо<strong>в</strong> герметизации корпусо<strong>в</strong><br />
Рис. 2. Корпуса: а) металлостеклянный;<br />
б) металлокерамический<br />
106 www.power-e.ru
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
а<br />
б<br />
Рис. 3. Корпуса: а) металлокерамический;<br />
б) металлостеклянный: 1 — осно<strong>в</strong>ание,<br />
2 — крышка, 3 — <strong>в</strong>ы<strong>в</strong>оды, 4 — подложка,<br />
5 — кристалл с герметизирующим покрытием<br />
www.power-e.ru<br />
режим работы транзисторо<strong>в</strong> — коммутация<br />
токо<strong>в</strong>.<br />
При коммутации токо<strong>в</strong> 30–50 А транзисторы<br />
изгота<strong>в</strong>ли<strong>в</strong>ают <strong>в</strong> металлостеклянном корпусе<br />
КТ-9 или <strong>в</strong> металлокерамическом корпусе<br />
КТ-97В. Для достижения Р к max = 100–150 Вт монтаж<br />
кристалло<strong>в</strong> <strong>в</strong>ыполняют на термокомпенсатор,<br />
расположенный на медном теплорастекателе,<br />
обладающем <strong>в</strong>ысокой теплопро<strong>в</strong>одностью<br />
и устойчи<strong>в</strong>остью к механическим <strong>в</strong>оздейст<strong>в</strong>иям.<br />
Изоляторы изгота<strong>в</strong>ли<strong>в</strong>аются из <strong>в</strong>акуумноплотной<br />
керамики ВК-94-1 или стеклобусы<br />
С-45, С-76, С-95. Транзисторы должны быть<br />
устойчи<strong>в</strong>ы к различным климатическим <strong>в</strong>оздейст<strong>в</strong>иям<br />
<strong>в</strong> диапазоне температур <strong>в</strong>нешней<br />
среды +60…125 °С.<br />
Внешние <strong>в</strong>ы<strong>в</strong>оды корпусо<strong>в</strong> изгота<strong>в</strong>ли<strong>в</strong>ают<br />
из материала МК (медь–ко<strong>в</strong>ар). Электрические<br />
соединения <strong>в</strong>ыполняются алюминие<strong>в</strong>ой про<strong>в</strong>олокой<br />
АОЦПоМ диаметром 250–300 мкм. В <strong>в</strong>ыходной<br />
цепи необходимо формиро<strong>в</strong>ать не менее<br />
д<strong>в</strong>ух про<strong>в</strong>олочных перемычек, <strong>в</strong> с<strong>в</strong>язи с чем по<strong>в</strong>ерхность<br />
тра<strong>в</strong>ерс должна иметь расширенную<br />
площадь, что достигается путем формиро<strong>в</strong>ания<br />
осаженной части <strong>в</strong> <strong>в</strong>иде «шляпки г<strong>в</strong>оздя» для<br />
КТ-9 или чеканкой для КТ-97В. Присоединение<br />
кристалла к корпусу <strong>в</strong>ыполняется пайкой на легкопла<strong>в</strong>кий<br />
припой для корпуса с никеле<strong>в</strong>ым<br />
покрытием или контактно-реакти<strong>в</strong>ной пайкой<br />
с образо<strong>в</strong>анием э<strong>в</strong>тектики Au-Si.<br />
Металлокерамические корпуса состоят<br />
из керамического осно<strong>в</strong>ания с <strong>в</strong>ы<strong>в</strong>одами<br />
и металлической крышки (рис. 3а), а стеклянные<br />
— из стеклянного осно<strong>в</strong>ания и металлической<br />
крышки. Они более технологичны.<br />
В процессе формо<strong>в</strong>ки осно<strong>в</strong>ание армируют<br />
<strong>в</strong>ы<strong>в</strong>одами и металлической рамкой, а затем<br />
спекают, <strong>в</strong> результате чего образуется металлостеклянный<br />
спай (рис. 3б).<br />
Для соединения <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> с рамкой плоского<br />
керамического корпуса керамику металлизируют<br />
с помощью молибдено-марганце<strong>в</strong>ых<br />
паст или металлической фольги толщиной<br />
30–50 мкм. Металлизацию <strong>в</strong>ыполняют распылением<br />
через с<strong>в</strong>ободную маску, трафаретной<br />
печатью либо <strong>в</strong>ырубкой из фольги с последующей<br />
приклейкой. На металлизацию<br />
электролитически наносят слой никеля или<br />
меди толщиной 3–5 мкм и затем произ<strong>в</strong>одят<br />
<strong>в</strong>жигание. Другой метод соединения металла<br />
с керамикой — через слой припойного стекла,<br />
которое <strong>в</strong> <strong>в</strong>иде суспензии наносят на соединяемые<br />
по<strong>в</strong>ерхности и затем спекают при<br />
температуре +400…500 °С [2].<br />
Так как из-за <strong>в</strong>ысокой температуры спекания<br />
керамики армиро<strong>в</strong>ать осно<strong>в</strong>ание металлическими<br />
<strong>в</strong>ы<strong>в</strong>одами не<strong>в</strong>озможно, их <strong>в</strong> специальной<br />
технологической рамке <strong>в</strong>паи<strong>в</strong>ают<br />
<strong>в</strong> него стеклом. Кроме того, к бортику керамического<br />
осно<strong>в</strong>ания стеклом припаи<strong>в</strong>ают<br />
металлическую рамку, к которой с<strong>в</strong>аркой<br />
или пайкой присоединяют металлическую<br />
крышку. Так как рамка и крышка должны при<br />
пайке хорошо смачи<strong>в</strong>аться припоем на осно<strong>в</strong>е<br />
оло<strong>в</strong>а, их пред<strong>в</strong>арительно покры<strong>в</strong>ают тонким<br />
слоем никеля, меди или золота. Вы<strong>в</strong>оды присоединяют<br />
к керамическому осно<strong>в</strong>анию с помощью<br />
про<strong>в</strong>одящих паст.<br />
Во избежание термических напряжений<br />
и растрески<strong>в</strong>ания корпуса изгото<strong>в</strong>ляют<br />
из материало<strong>в</strong>, имеющих близкие по значению<br />
температурные коэффициенты линейного<br />
расширения (ТКЛР). Кроме того, <strong>в</strong> процессе<br />
сборки и герметизации приборо<strong>в</strong> при<br />
нагре<strong>в</strong>ании стекло не должно размягчаться.<br />
Рекомендуемые пáры материало<strong>в</strong>: железоникель-кобальто<strong>в</strong>ый<br />
спла<strong>в</strong> 29НК (ко<strong>в</strong>ар)<br />
со стеклом С48-2 или С49-2 (температуры<br />
размягчения +570 и +585 °С); железо-никельмедный<br />
спла<strong>в</strong> 47НД со стеклом С89-8 или С90-1<br />
(температуры размягчения +530 и +550 °С);<br />
керамика 22ХС или «Поликор» со стеклом<br />
С72-4 (температура размягчения +560 °С).<br />
Для согласо<strong>в</strong>ания ТКЛР металла и стекла<br />
или керамики применяют буферные материалы<br />
с промежуточным значением ТКЛР. В этом<br />
качест<strong>в</strong>е используют припайные стекла, имеющие<br />
сра<strong>в</strong>нительно не<strong>в</strong>ысокую температуру<br />
размягчения (~+500 °С). При нагре<strong>в</strong>е припайное<br />
стекло размягчается и смачи<strong>в</strong>ает соединяемые<br />
по<strong>в</strong>ерхности подобно тому, как припой<br />
смачи<strong>в</strong>ает соединяемые металлические детали.<br />
ТКЛР припайного стекла находится <strong>в</strong> пределах<br />
(4–12)×10 –6 °С –1 . Его <strong>в</strong>еличина за<strong>в</strong>исит от <strong>в</strong>ремени<br />
и температуры термообработки <strong>в</strong> процессе<br />
соединения материало<strong>в</strong>. Это обусло<strong>в</strong>лено<br />
тем, что размеры кристалло<strong>в</strong>, образующихся<br />
после распла<strong>в</strong>ления стекла, за<strong>в</strong>исят от температуры<br />
и длительности термообработки.<br />
Кристаллизующийся спай обеспечи<strong>в</strong>ает <strong>в</strong>ысокую<br />
механическую прочность соединяемых<br />
материало<strong>в</strong>. Допускается многократный изгиб<br />
<strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> без нарушения герметизации.<br />
Возникающие на по<strong>в</strong>ерхности стекла микротрещины<br />
оканчи<strong>в</strong>аются на гранях припо<strong>в</strong>ерхностных<br />
кристалло<strong>в</strong> и не распространяются<br />
<strong>в</strong>глубь спая. Для образо<strong>в</strong>ания герметичных<br />
соединений керамики с керамикой и керамики<br />
с металлом используют также покрытые припоем<br />
слои <strong>в</strong>ожженного <strong>в</strong> керамику металла.<br />
Корпуса не должны терять герметичность при<br />
следующих технологических <strong>в</strong>оздейст<strong>в</strong>иях:<br />
• Посадка кристалло<strong>в</strong> на э<strong>в</strong>тектику Au-Si при<br />
температуре +450 °С <strong>в</strong> течение 2 мин.<br />
• Раз<strong>в</strong>арка про<strong>в</strong>олочных межсоединений, при<br />
этом механическая прочность соединений<br />
должна быть не хуже 0,5 Н для про<strong>в</strong>олоки<br />
диаметром 150–300 мкм.<br />
• Герметизация методом шо<strong>в</strong>но-ролико<strong>в</strong>ой<br />
с<strong>в</strong>арки с показателем герметичности корпусо<strong>в</strong><br />
по скорости утечки гелия не более<br />
5×10 –5 Па·м 3 /с.<br />
Вы<strong>в</strong>оды корпусо<strong>в</strong>, <strong>в</strong>ключая их спаи с керамикой,<br />
должны <strong>в</strong>ыдержи<strong>в</strong>ать <strong>в</strong>оздейст<strong>в</strong>ие<br />
растяги<strong>в</strong>ающей силы, напра<strong>в</strong>ленной <strong>в</strong>доль<br />
оси <strong>в</strong>ы<strong>в</strong>ода, устано<strong>в</strong>ленной по ГОСТ В 20.39.<br />
412: для <strong>в</strong>ы<strong>в</strong>ода диаметром 1,0 мм — 20 Н,<br />
а для диаметра 1,5 мм — 40 Н.<br />
Исследо<strong>в</strong>ание <strong>в</strong>акуумной<br />
плотности гермо<strong>в</strong>ы<strong>в</strong>одо<strong>в</strong><br />
Вакуумная плотность керамического и стеклянного<br />
изоляторо<strong>в</strong> я<strong>в</strong>ляется <strong>в</strong>ажнейшим усло<strong>в</strong>ием<br />
получения герметичного металлокерамического<br />
или металлостеклянного гермо<strong>в</strong>ы<strong>в</strong>ода<br />
корпуса (рис. 4). Для получения паяного металлокерамического<br />
узла необходимо пред<strong>в</strong>арительно<br />
металлизиро<strong>в</strong>ать керамику путем осаждения<br />
слоя молибдена с последующим нанесением никеля<br />
для улучшения усло<strong>в</strong>ий растекания припоя.<br />
Герметичность корпуса <strong>в</strong> осно<strong>в</strong>ном определяется<br />
надежностью металлокерамического или металлостеклянного<br />
гермо<strong>в</strong>ы<strong>в</strong>ода, а также за<strong>в</strong>исит<br />
от процесса присоединения крышки к осно<strong>в</strong>анию<br />
корпуса. Потеря герметичности металлокерамического<br />
гермо<strong>в</strong>ы<strong>в</strong>ода может быть <strong>в</strong>ыз<strong>в</strong>ана:<br />
• дефектами <strong>в</strong> <strong>в</strong>иде микропор и пустот <strong>в</strong> объеме<br />
керамического изолятора, обусло<strong>в</strong>ленных соста<strong>в</strong>ом<br />
шликера, технологическими режимами<br />
литья, а также конструкцией прессформы;<br />
а<br />
б<br />
Рис. 4. Гермо<strong>в</strong>ы<strong>в</strong>оды:<br />
а) металлокерамический: 1 — керамический<br />
изолятор, 2 — припой, 3 — тра<strong>в</strong>ерса,<br />
4 — <strong>в</strong>ы<strong>в</strong>од, 5 — медный сердечник;<br />
б) металлостеклянный: 1 — стеклянный<br />
изолятор, 2 — <strong>в</strong>ы<strong>в</strong>од, 3 — медный сердечник<br />
107
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
• недостаточным <strong>в</strong>нутренним диаметром<br />
изолятора, снижающим капиллярный зазор<br />
при пайке, <strong>в</strong> результате чего из-за различия<br />
ТКЛР <strong>в</strong>ы<strong>в</strong>ода и керамики <strong>в</strong>озникают<br />
напряжения и микротрещины на границе<br />
керамики и металлизации;<br />
• неудачно <strong>в</strong>ыбранным соста<strong>в</strong>ом металлизационной<br />
пасты и неоптимальными технологическими<br />
режимами <strong>в</strong>жигания и обжига<br />
керамики;<br />
• пре<strong>в</strong>ышением допустимого уро<strong>в</strong>ня технологических<br />
<strong>в</strong>оздейст<strong>в</strong>ий при сборке приборо<strong>в</strong>.<br />
Причинами негерметичности металлостеклянного<br />
гермо<strong>в</strong>ы<strong>в</strong>ода могут быть:<br />
• несоот<strong>в</strong>етст<strong>в</strong>ие соста<strong>в</strong>а стекла, что при<strong>в</strong>едет<br />
к росту ТКЛР;<br />
• неоптимальные технологические режимы<br />
пайки стеклотаблетки, способные при<strong>в</strong>ести<br />
к образо<strong>в</strong>анию микротрещин;<br />
• пре<strong>в</strong>ышение да<strong>в</strong>ления при герметизации, что<br />
<strong>в</strong>ызы<strong>в</strong>ает образо<strong>в</strong>ание трещин <strong>в</strong> стекле.<br />
Для металлокерамических корпусо<strong>в</strong> исследо<strong>в</strong>ано<br />
<strong>в</strong>лияние соста<strong>в</strong>а металлизации, технологических<br />
режимо<strong>в</strong> <strong>в</strong>жигания, размеро<strong>в</strong><br />
капиллярного зазора, режимо<strong>в</strong> <strong>в</strong>ысокотемпературной<br />
пайки т<strong>в</strong>ердыми припоями, режимо<strong>в</strong><br />
формиро<strong>в</strong>ания финишных покрытий<br />
на устойчи<strong>в</strong>ость к технологическим факторам<br />
сборки. В пер<strong>в</strong>ую очередь, необходимо обеспечить<br />
<strong>в</strong>ысокую адгезионную прочность сцепления<br />
металлизации с керамикой ВК-94-1.<br />
Для металлизации керамических изоляторо<strong>в</strong><br />
использо<strong>в</strong>алось д<strong>в</strong>а <strong>в</strong>арианта пасты:<br />
на осно<strong>в</strong>е молибдена МПЧ (до 82,5%) (<strong>в</strong>ариант<br />
1) и с доба<strong>в</strong>лением керамики ВК94-1 (до<br />
20%) (<strong>в</strong>ариант 2). Вжигание металлизационной<br />
пасты про<strong>в</strong>одилось <strong>в</strong> электропечи при<br />
д<strong>в</strong>ух режимах:<br />
• после пред<strong>в</strong>арительного обжига (+1100 °С)<br />
и <strong>в</strong>жигании при +1580 °С;<br />
• после окончательного обжига (+1580 °С)<br />
и <strong>в</strong>жигании при +1380 °С.<br />
Полученные <strong>в</strong>арианты металлизиро<strong>в</strong>анных<br />
керамических изоляторо<strong>в</strong> про<strong>в</strong>едены по операциям<br />
«Никелиро<strong>в</strong>ание», «Шлифо<strong>в</strong>ка торце<strong>в</strong>ых<br />
по<strong>в</strong>ерхностей», «Отмы<strong>в</strong>ка» и «Пайка<br />
<strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> с обечайкой», после чего <strong>в</strong>ыполнен<br />
экспресс-контроль герметичности. После<br />
опрессо<strong>в</strong>ки <strong>в</strong> гелии <strong>в</strong> течение 4 ч при 0,4 МПа<br />
была про<strong>в</strong>едена про<strong>в</strong>ерка герметичности<br />
на устано<strong>в</strong>ке УКГМ-2 на малые течи и <strong>в</strong> этиленгликоле<br />
— на большие течи.<br />
Герметичность металлокерамических гермо<strong>в</strong>ы<strong>в</strong>одо<strong>в</strong><br />
сущест<strong>в</strong>енно у<strong>в</strong>еличи<strong>в</strong>ается при <strong>в</strong>жигании<br />
металлизации при по<strong>в</strong>ышенной температуре<br />
+1580 °С. Если при +1380 °С <strong>в</strong>се гермо<strong>в</strong>ы<strong>в</strong>оды<br />
были забрако<strong>в</strong>аны на малые течи, то при +1580 °С<br />
брак отсутст<strong>в</strong>о<strong>в</strong>ал. Керамическая по<strong>в</strong>ерхность<br />
после шлифо<strong>в</strong>ки торцо<strong>в</strong> имеет раз<strong>в</strong>итую по<strong>в</strong>ерхность,<br />
и при этом <strong>в</strong>скры<strong>в</strong>аются припо<strong>в</strong>ерхностные<br />
микропоры. После опрессо<strong>в</strong>ки <strong>в</strong> пробном<br />
газе при избыточном да<strong>в</strong>лении 0,4 МПа на по<strong>в</strong>ерхности<br />
изделия и <strong>в</strong> припо<strong>в</strong>ерхноcтных дефектах<br />
материало<strong>в</strong> корпусо<strong>в</strong> сорбируется гелий,<br />
который при испытаниях на герметичность дает<br />
фоно<strong>в</strong>ый поток, при<strong>в</strong>одящий к ложному брако<strong>в</strong>анию<br />
герметичного изделия.<br />
Для про<strong>в</strong>ерки прочности сцепления металлизации<br />
с по<strong>в</strong>ерхностью керамики ВК-94-1 использо<strong>в</strong>ались<br />
керамические крышки, изгото<strong>в</strong>ленные<br />
из той же партии шликера, что и керамические<br />
изоляторы. После никелиро<strong>в</strong>ания осущест<strong>в</strong>лялась<br />
пайка технологических <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> к металлизиро<strong>в</strong>анной<br />
крышке припоем ПСр-72 <strong>в</strong> <strong>в</strong>одородной<br />
печи типа СК11/16 при +820…850 °С<br />
и скорости д<strong>в</strong>ижения кон<strong>в</strong>ейера 7 см/мин. После<br />
<strong>в</strong>изуальной про<strong>в</strong>ерки качест<strong>в</strong>а пайки под микроскопом<br />
были про<strong>в</strong>едены испытания образцо<strong>в</strong><br />
на разры<strong>в</strong>ной машине 2038Р-0,05 с приложением<br />
усилия со скоростью не более 29,3 Н/с.<br />
Во <strong>в</strong>сех случаях, когда прочность сцепления<br />
была менее 60 Н, при про<strong>в</strong>ерке <strong>в</strong>нешнего<br />
<strong>в</strong>ида под микроскопом обнаружи<strong>в</strong>алось<br />
отслаи<strong>в</strong>ание металлизации от крышки.<br />
Положительные результаты, когда прочность<br />
сцепления соста<strong>в</strong>ила 120–140 Н, получены<br />
на образцах, у которых <strong>в</strong>жигание металлизации<br />
про<strong>в</strong>одилось при +1580 °С.<br />
Причины низкой адгезии металлизации<br />
к керамике могут быть следующие:<br />
• неоптимальный режим <strong>в</strong>жигания +1380 °С;<br />
• резкий подъем температуры (более 20 °С/мин)<br />
<strong>в</strong> процессе <strong>в</strong>жигания, при<strong>в</strong>одящий к интенси<strong>в</strong>ному<br />
испарению с<strong>в</strong>язки из пасты;<br />
а<br />
<strong>в</strong><br />
• <strong>в</strong>заимодейст<strong>в</strong>ие распла<strong>в</strong>а припоя ПСр-72<br />
с металлизационной пастой;<br />
• межзеренное проникно<strong>в</strong>ение через слой<br />
металлизации к керамике;<br />
• различие <strong>в</strong> ТКЛР, при<strong>в</strong>одящее к отслаи<strong>в</strong>анию<br />
керамики.<br />
Это <strong>в</strong>озможно также <strong>в</strong> случае нанесения слишком<br />
тонкого слоя никеля. Его толщину рекомендуется<br />
<strong>в</strong>ыбирать <strong>в</strong> пределах 10–12 мкм, что поз<strong>в</strong>оляет<br />
исключить полное раст<strong>в</strong>орение никеля<br />
<strong>в</strong> медном припое и по<strong>в</strong>ысить таким образом термостойкость<br />
металлизации. Припой, содержащий<br />
28% меди, может проникать ск<strong>в</strong>озь тонкий<br />
слой никеля и по границам зерен металлизационной<br />
пасты под дейст<strong>в</strong>ием капиллярных сил<br />
и за счет разности ТКЛР при<strong>в</strong>одить к распиранию<br />
металлизационной пасты и снижению адгезионных<br />
с<strong>в</strong>язей на пограничном слое керамики.<br />
Последующие термические операции <strong>в</strong> процессе<br />
пайки корпуса окончательно при<strong>в</strong>одят к отслаи<strong>в</strong>анию<br />
металлизации от керамики. Механические<br />
напряжения <strong>в</strong> системе «керамика–<strong>в</strong>ы<strong>в</strong>од» <strong>в</strong> случае<br />
капиллярного зазора менее 10 мкм также<br />
при<strong>в</strong>одят к разрушению металлизационного<br />
покрытия <strong>в</strong>нутри керамического изолятора.<br />
Рис. 5. Дефекты металлизации на керамических изоляторах: а) <strong>в</strong>нешний <strong>в</strong>ид после разлома;<br />
б) <strong>в</strong>нутренняя по<strong>в</strong>ерхность (трещины <strong>в</strong> металлическом слое); <strong>в</strong>) несплошность Ni-слоя;<br />
г) пятно на по<strong>в</strong>ерхности (отсутст<strong>в</strong>ует Ni)<br />
б<br />
г<br />
108 www.power-e.ru
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
На рис. 5а–г показаны некоторые <strong>в</strong>иды дефекто<strong>в</strong><br />
металлизации на керамических изоляторах.<br />
На рис. 6а–г предста<strong>в</strong>лены снимки<br />
металлокерамического спая с дефектами пайки.<br />
При <strong>в</strong>ыборе оптимального режима пайки<br />
руко<strong>в</strong>одст<strong>в</strong>о<strong>в</strong>ались следующими осно<strong>в</strong>ными<br />
требо<strong>в</strong>аниями: полное распла<strong>в</strong>ление и растекание<br />
припоя по соединяемым деталям; отсутст<strong>в</strong>ие<br />
трещин <strong>в</strong> керамическом <strong>в</strong>кладыше после<br />
пайки <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong>; отсутст<strong>в</strong>ие дефекто<strong>в</strong> пайки,<br />
обусло<strong>в</strong>ленных температурно-<strong>в</strong>ременным<br />
режимом. Подобранный оптимальный режим<br />
пайки обеспечи<strong>в</strong>ает эффекти<strong>в</strong>ное растекание<br />
припоя за счет пред<strong>в</strong>арительного прогре<strong>в</strong>а<br />
кассеты с деталями при температуре<br />
+700…750 °С <strong>в</strong> течение 10 мин, затем подъем<br />
температуры до +815 °С <strong>в</strong> течение 2 мин,<br />
<strong>в</strong>ыдержка для полного распла<strong>в</strong>ления припоя<br />
и его растекания <strong>в</strong> течение 3 мин и охлаждение<br />
паяного соединения со скоростью примерно<br />
10 °С/мин до температуры +550 °С,<br />
после чего скорость охлаждения <strong>в</strong>озрастала<br />
до 25 °С/мин. Использо<strong>в</strong>ание такого режима<br />
поз<strong>в</strong>олило исключить трещины <strong>в</strong> металлокерамическом<br />
спае.<br />
Исследо<strong>в</strong>ание устойчи<strong>в</strong>ости<br />
корпусо<strong>в</strong> к технологическим<br />
факторам сборки<br />
Необходимость про<strong>в</strong>едения такого испытания<br />
обусло<strong>в</strong>лена тем, что <strong>в</strong> процессе сборки<br />
приборо<strong>в</strong> с использо<strong>в</strong>анием монтажа кристалло<strong>в</strong><br />
на э<strong>в</strong>тектику Au-Si температурные<br />
а<br />
<strong>в</strong><br />
Рис. 6. Внешний <strong>в</strong>ид металлокерамического спая с дефектами пайки:<br />
а, <strong>в</strong>) у<strong>в</strong>еличение <strong>в</strong> 30 х ; б, г) у<strong>в</strong>еличение <strong>в</strong> 300 х<br />
www.power-e.ru<br />
б<br />
г<br />
режимы достигают +450 °С. При меньшей<br />
температуре корпус не прогре<strong>в</strong>ается до заданной<br />
температуры и качест<strong>в</strong>о пайки кристалла<br />
резко снижается. Монтаж кристалло<strong>в</strong> на а<strong>в</strong>томате<br />
ЭМ4085 по<strong>в</strong>ышает эффекти<strong>в</strong>ность образо<strong>в</strong>ания<br />
э<strong>в</strong>тектики Au-Si за счет акти<strong>в</strong>ации<br />
процесса присоединения <strong>в</strong> результате принудительного<br />
д<strong>в</strong>ижения кристалло<strong>в</strong> по кри<strong>в</strong>олинейной<br />
замкнутой траектории, обеспечи<strong>в</strong>аемой<br />
программируемыми параметрами<br />
<strong>в</strong>ибрации. При амплитуде колебаний кристалла<br />
250–500 мкм за 8–10 периодо<strong>в</strong> колебаний<br />
происходит эффекти<strong>в</strong>ное удаление оксидных<br />
пленок и шлако<strong>в</strong> за пределы акти<strong>в</strong>ной зоны,<br />
что обеспечи<strong>в</strong>ает ра<strong>в</strong>номерную толщину э<strong>в</strong>тектики<br />
<strong>в</strong> соединении. Металлокерамический<br />
корпус фиксиро<strong>в</strong>ался <strong>в</strong> ленточной кассете с помощью<br />
фиксаторо<strong>в</strong>. Для по<strong>в</strong>ышения эффекти<strong>в</strong>ности<br />
а<strong>в</strong>томатического процесса присоединения<br />
кристалло<strong>в</strong> и быстрого прогре<strong>в</strong>а соединяемых<br />
деталей конструкция нагре<strong>в</strong>ательного<br />
столика устано<strong>в</strong>ки доработана <strong>в</strong><strong>в</strong>едением дополнительных<br />
по<strong>в</strong>торяющихся <strong>в</strong>ыступо<strong>в</strong> диаметром<br />
7,5 мм и <strong>в</strong>ысотой до 1,5 мм.<br />
Перед запуском на сборку исходные ножки<br />
были про<strong>в</strong>ерены по <strong>в</strong>нешнему <strong>в</strong>иду на соот<strong>в</strong>етст<strong>в</strong>ие<br />
требо<strong>в</strong>аниям ТУ, затем про<strong>в</strong>еден<br />
контроль герметичности на устано<strong>в</strong>ке ТИ1-<br />
15. Перед про<strong>в</strong>едением посадки кристалло<strong>в</strong><br />
на а<strong>в</strong>томате ЭМ-4085 измерили температуру<br />
пред<strong>в</strong>арительного подогре<strong>в</strong>а ножки и температуру<br />
<strong>в</strong> зоне посадки с помощью цифро<strong>в</strong>ого<br />
измерительного термометра и термопары ХК.<br />
Посадку кристалло<strong>в</strong> размером 4,7×4,3 мм осущест<strong>в</strong>ляли<br />
на а<strong>в</strong>томате ЭМ-4085 <strong>в</strong> следующих<br />
режимах: Т на столике +450 °С; количест<strong>в</strong>о колебаний<br />
— 10, пауза — 100 усл. ед., прогре<strong>в</strong> —<br />
40 усл. ед., усилие на инструменте — 1,5 Н.<br />
Чтобы обеспечить температуру корпуса КТ-<br />
97 ра<strong>в</strong>ной +450 °С, необходимо задать на по<strong>в</strong>ерхности<br />
нагре<strong>в</strong>ательного столика температуру<br />
порядка +580 °С. Это обусло<strong>в</strong>лено тем, что<br />
по<strong>в</strong>ерхность нагре<strong>в</strong>ательного столика имеет<br />
нерегулярную структуру — <strong>в</strong> форме меандра.<br />
Выступающая часть столика после перемещения<br />
ЗРУ на шаг прижимается к нижней части<br />
корпуса, находящегося <strong>в</strong> фиксиро<strong>в</strong>анном положении<br />
на специальной ленточной кассете.<br />
Образо<strong>в</strong>ание э<strong>в</strong>тектики происходит ра<strong>в</strong>номерно<br />
по <strong>в</strong>сему периметру кристалла. После<br />
снятия корпусо<strong>в</strong> с загрузочного устройст<strong>в</strong>а<br />
устано<strong>в</strong>ки и осты<strong>в</strong>ания их до комнатной температуры<br />
про<strong>в</strong>одили контроль по <strong>в</strong>нешнему<br />
<strong>в</strong>иду с использо<strong>в</strong>анием оптической микроскопии.<br />
Устано<strong>в</strong>лено, что на корпусах, содержащих<br />
функциональные покрытия Хим.Н.6<br />
и Зл.4, ц<strong>в</strong>ет покрытия не изменился, что с<strong>в</strong>идетельст<strong>в</strong>ует<br />
об устойчи<strong>в</strong>ости к температурному<br />
<strong>в</strong>оздейст<strong>в</strong>ию при +450 °С <strong>в</strong> течение 2 мин.<br />
Ультраз<strong>в</strong>уко<strong>в</strong>ая с<strong>в</strong>арка соединений <strong>в</strong>ыполнялась<br />
на а<strong>в</strong>томате ЭМ-4340АМ, про<strong>в</strong>олокой<br />
АОЦПоМ: одна перемычка 250 мкм — зат<strong>в</strong>ор,<br />
д<strong>в</strong>е перемычки 300 мкм — исток. Прочность<br />
про<strong>в</strong>олочных соединений соста<strong>в</strong>ила 2,5–3,0 Н.<br />
После про<strong>в</strong>едения раз<strong>в</strong>арки приборы под<strong>в</strong>ергались<br />
термо<strong>в</strong>ыдержке <strong>в</strong> течение 2 часо<strong>в</strong> при<br />
+150 °С. После температурного <strong>в</strong>оздейст<strong>в</strong>ия<br />
механическая прочность соединений осталась<br />
без изменений. Таким образом, <strong>в</strong>ыборочный<br />
контроль межсоединений на механическую<br />
прочность показал <strong>в</strong>ысокую устойчи<strong>в</strong>ость<br />
конструкции корпуса и функционального<br />
покрытия к УЗ раз<strong>в</strong>арке <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong>.<br />
Для металлокерамических корпусо<strong>в</strong> перед<br />
<strong>в</strong>ыполнением герметизации осущест<strong>в</strong>лялась<br />
пред<strong>в</strong>арительная «прих<strong>в</strong>атка» крышки с осно<strong>в</strong>анием,<br />
а затем термо<strong>в</strong>ыдержка при температуре<br />
+150±5 °С <strong>в</strong> течение 48 ч. Герметизация<br />
шо<strong>в</strong>ной контактной с<strong>в</strong>аркой про<strong>в</strong>одилась<br />
на полуа<strong>в</strong>томате 03КС-700-02 <strong>в</strong> следующих<br />
режимах: I с<strong>в</strong>арка — ток 115 А, II с<strong>в</strong>арка —<br />
125 А, усилие — 8,8 Н. Для металлостеклянных<br />
корпусо<strong>в</strong> герметизация <strong>в</strong>ыполнялась<br />
на устано<strong>в</strong>ке контактной с<strong>в</strong>арки МРН-4100.<br />
Загерметизиро<strong>в</strong>анные корпуса под<strong>в</strong>ергались<br />
<strong>в</strong>оздейст<strong>в</strong>ию термоцикло<strong>в</strong> при следующих<br />
режимах: –60… +150+5 °С; количест<strong>в</strong>о цикло<strong>в</strong><br />
— 5; <strong>в</strong>ремя <strong>в</strong>ыдержки — 30 мин.<br />
Про<strong>в</strong>ерка герметичности осущест<strong>в</strong>лялась<br />
гелие<strong>в</strong>ым течеискателем на устано<strong>в</strong>ке УКГМ-2.<br />
Да<strong>в</strong>ление гелия <strong>в</strong> опрессо<strong>в</strong>очной камере<br />
392264 Па, <strong>в</strong>ремя опрессо<strong>в</strong>ки — не менее 4 ч,<br />
термодесорбция гелия — <strong>в</strong> течение 10±1 мин<br />
при +125±5 °С. Результаты про<strong>в</strong>ерки герметичности<br />
корпусо<strong>в</strong> на разных стадиях <strong>в</strong>оздейст<strong>в</strong>ия<br />
предста<strong>в</strong>лены на рис. 7.<br />
Сра<strong>в</strong>нительный анализ показал, что наименее<br />
устойчи<strong>в</strong>ы к технологическим факторам<br />
сборки корпуса, имеющие <strong>в</strong>ы<strong>в</strong>од из композиционного<br />
материала медь-ко<strong>в</strong>ар (МК).<br />
Использо<strong>в</strong>ание <strong>в</strong>ы<strong>в</strong>одо<strong>в</strong> из МК обусло<strong>в</strong>лено<br />
необходимостью получения <strong>в</strong>ыходных токо<strong>в</strong><br />
мощного транзистора на уро<strong>в</strong>не 30 А, так как<br />
109
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
Рис. 7. Влияние технологических факторо<strong>в</strong><br />
на <strong>в</strong>ыход годных по герметичности корпусо<strong>в</strong><br />
КТ-9 (1,4) и КТ-97 (2,3):<br />
A — <strong>в</strong>ходной контроль; B — после пайки;<br />
C — после УЗ-с<strong>в</strong>арки; D — после герметизации;<br />
Е — после термоциклиро<strong>в</strong>ания<br />
<strong>в</strong>ы<strong>в</strong>оды из материала 38НКД можно использо<strong>в</strong>ать<br />
только до 20 А.<br />
В произ<strong>в</strong>одст<strong>в</strong>е используются различные<br />
<strong>в</strong>арианты корпусо<strong>в</strong>, содержащие коаксиальные<br />
тра<strong>в</strong>ерсы из материала 38НКД без расплющи<strong>в</strong>ания<br />
торца (рис. 8а), а также с осаженной<br />
тра<strong>в</strong>ерсой (рис. 8б, <strong>в</strong>). У<strong>в</strong>еличение<br />
контактной площади тра<strong>в</strong>ерсы поз<strong>в</strong>оляет<br />
присоединять несколько про<strong>в</strong>олочных или<br />
ленточных про<strong>в</strong>однико<strong>в</strong>.<br />
Опробо<strong>в</strong>ание корпусо<strong>в</strong> с различными <strong>в</strong>ариантами<br />
металлостеклянного узла показало, что<br />
наиболее устойчи<strong>в</strong> по герметичности <strong>в</strong>ариант,<br />
при<strong>в</strong>еденный на рис. 8а. На рис. 8<strong>в</strong> показан самый<br />
неустойчи<strong>в</strong>ый <strong>в</strong>ариант: стеклоизолятор<br />
имеет наибольшую площадь <strong>в</strong>заимодейст<strong>в</strong>ия<br />
с <strong>в</strong>ы<strong>в</strong>одом, <strong>в</strong> результате чего из-за различия<br />
<strong>в</strong> ТКЛР после термического <strong>в</strong>оздейст<strong>в</strong>ия происходит<br />
образо<strong>в</strong>ание трещины <strong>в</strong> стеклоизоляторе<br />
и отмечается негерметичность по стеклу.<br />
Для уменьшения растрески<strong>в</strong>ания стеклоизолятора<br />
целесообразно использо<strong>в</strong>ать стекло<br />
С-95, ТКЛР которого наиболее близок к ТКЛР<br />
материала фланца корпуса КТ-9 (рис. 9).<br />
Уменьшение соотношения медь–ко<strong>в</strong>ар до 1:3<br />
<strong>в</strong> <strong>в</strong>ы<strong>в</strong>оде по<strong>в</strong>ышает устойчи<strong>в</strong>ость к термоциклическим<br />
<strong>в</strong>оздейст<strong>в</strong>иям.<br />
Исследо<strong>в</strong>ание герметичности<br />
корпусо<strong>в</strong> приборо<strong>в</strong><br />
Динамика электротепло<strong>в</strong>ых процессо<strong>в</strong> при<br />
точечной шо<strong>в</strong>но-ролико<strong>в</strong>ой с<strong>в</strong>арке корпусо<strong>в</strong><br />
очень сложна. Процессы <strong>в</strong>ыделения джоуле<strong>в</strong>ой<br />
теплоты <strong>в</strong> металле при формиро<strong>в</strong>ании точечного<br />
с<strong>в</strong>арного соединения проходят при изменяющихся<br />
сопроти<strong>в</strong>лениях и при изменяющемся<br />
с<strong>в</strong>арочном токе, <strong>в</strong>ызы<strong>в</strong>ая локальное распла<strong>в</strong>ление<br />
металла крышки и ободка корпуса. На по<strong>в</strong>ерхности<br />
с<strong>в</strong>арного ш<strong>в</strong>а <strong>в</strong>идны ра<strong>в</strong>номерные<br />
наплы<strong>в</strong>ы металла, по границам которых происходит,<br />
как пра<strong>в</strong>ило, образо<strong>в</strong>ание микротрещин.<br />
Возможными причинами образо<strong>в</strong>ания<br />
микротрещин могут быть как режимы с<strong>в</strong>арки,<br />
так и использо<strong>в</strong>ание крышки, изгото<strong>в</strong>ленной<br />
из <strong>в</strong>ысокопрочных материало<strong>в</strong>. В этом случае<br />
а<br />
б<br />
<strong>в</strong><br />
Рис. 8. Фрагменты металлостеклянного<br />
корпуса: а) с неосаженной тра<strong>в</strong>ерсой;<br />
б) с осаженной тра<strong>в</strong>ерсой; <strong>в</strong>) с осаженной<br />
на стеклоизолятор тра<strong>в</strong>ерсой: 1 — <strong>в</strong>нешний<br />
<strong>в</strong>ы<strong>в</strong>од; 2 — стеклоизолятор; 3 — фланец;<br />
4 — теплорастекатель; 5 — термокомпенсатор;<br />
6 — тра<strong>в</strong>ерса<br />
(исходная лента нагарто<strong>в</strong>ана) требуется у<strong>в</strong>еличи<strong>в</strong>ать<br />
мощность с<strong>в</strong>арочного импульса, что<br />
достигается подачей тока большой амплитуды.<br />
Однако из-за нера<strong>в</strong>номерного прижатия жесткой<br />
крышки к ободку корпуса (шерохо<strong>в</strong>атость<br />
на микроуро<strong>в</strong>не) изменяется электрическое<br />
сопроти<strong>в</strong>ление контакта «электрод–крышка–<br />
ободок», что может при<strong>в</strong>одить к мгно<strong>в</strong>енному<br />
распла<strong>в</strong>лению металла крышки и даже <strong>в</strong>ыбросу<br />
распла<strong>в</strong>а. Такой <strong>в</strong>ид дефекта, <strong>в</strong>ыя<strong>в</strong>ленный<br />
РЭМ-анализом, а также наличие микротрещин<br />
по периметру крышки <strong>в</strong> с<strong>в</strong>арном ш<strong>в</strong>е при<strong>в</strong>едены<br />
на рис. 10а, б. Про<strong>в</strong>еркой <strong>в</strong> этиленгликоле<br />
на большие течи <strong>в</strong>изуально заметны пузырьки<br />
<strong>в</strong>оздуха, <strong>в</strong>ыходящие из <strong>в</strong>нутреннего объема корпусо<strong>в</strong><br />
<strong>в</strong> области расположения с<strong>в</strong>арного ш<strong>в</strong>а.<br />
В результате измерения микрот<strong>в</strong>ердости<br />
материала крышки по Виккерсу устано<strong>в</strong>лено,<br />
что она соста<strong>в</strong>ляет 264 HV. Это указы<strong>в</strong>ает<br />
на то, что исходная лента нагарто<strong>в</strong>ана.<br />
Поэтому были изгото<strong>в</strong>лены крышки с дополнительным<br />
отжигом при +600 °С и +800 °С<br />
<strong>в</strong> <strong>в</strong>одородной среде. После герметизации был<br />
осущест<strong>в</strong>лен контроль ее качест<strong>в</strong>а. Оказалось,<br />
что крышки <strong>в</strong> результате отжига стано<strong>в</strong>ятся<br />
более пластичными и герметичность значительно<br />
по<strong>в</strong>ышается.<br />
Таким образом, металлокерамический<br />
корпус устойчи<strong>в</strong> к процессу герметизации<br />
шо<strong>в</strong>но-ролико<strong>в</strong>ой с<strong>в</strong>аркой, однако использо<strong>в</strong>ание<br />
крышки из нагарто<strong>в</strong>анного материала<br />
при<strong>в</strong>одит к потере герметичности из-за<br />
образо<strong>в</strong>ания микротрещин <strong>в</strong> с<strong>в</strong>арном ш<strong>в</strong>е<br />
по контуру корпуса. Дополнительный отжиг<br />
при +600 °С поз<strong>в</strong>олил по<strong>в</strong>ысить пластичность<br />
материала крышки и обеспечить <strong>в</strong>оспроиз<strong>в</strong>одимость<br />
качест<strong>в</strong>а герметизации.<br />
При изгото<strong>в</strong>лении металлостеклянных<br />
корпусо<strong>в</strong> осно<strong>в</strong>ными факторами, <strong>в</strong>лияющими<br />
на их герметичность, я<strong>в</strong>ляются: усилие<br />
сжатия с<strong>в</strong>ари<strong>в</strong>аемых элементо<strong>в</strong>; с<strong>в</strong>арочный<br />
ток <strong>в</strong>о <strong>в</strong>торичной обмотке трансформатора;<br />
плоскостность крышки по <strong>в</strong>сему периметру<br />
осно<strong>в</strong>ания корпуса; состояние по<strong>в</strong>ерхности<br />
крышки (чистота, микрот<strong>в</strong>ердость, пластичность<br />
никеле<strong>в</strong>ого покрытия).<br />
Осмотр <strong>в</strong>нешнего <strong>в</strong>ида герметизиро<strong>в</strong>анных<br />
приборо<strong>в</strong> <strong>в</strong>ыя<strong>в</strong>ил <strong>в</strong>мятины на обратной<br />
стороне фланца от <strong>в</strong>ерхнего электрода. При<br />
смыкании электродо<strong>в</strong> без подачи с<strong>в</strong>арочных<br />
импульсо<strong>в</strong> <strong>в</strong>мятина не образо<strong>в</strong>ы<strong>в</strong>алась. Это<br />
го<strong>в</strong>орит о том, что при с<strong>в</strong>арке на ножку оказы<strong>в</strong>ается<br />
значительное термомеханическое<br />
<strong>в</strong>оздейст<strong>в</strong>ие, что при<strong>в</strong>одит к образо<strong>в</strong>анию<br />
трещин стеклоизоляторо<strong>в</strong>.<br />
С<strong>в</strong>арочное да<strong>в</strong>ление <strong>в</strong> устано<strong>в</strong>ке контактной<br />
с<strong>в</strong>арки МРН14001 определяется ходом штока<br />
<strong>в</strong>ерхнего электрододержателя и набором тарельчатых<br />
пружин. Варьиро<strong>в</strong>ание хода штока<br />
при<strong>в</strong>одит к незначительному изменению с<strong>в</strong>арочного<br />
да<strong>в</strong>ления, <strong>в</strong> с<strong>в</strong>язи с чем корректиро<strong>в</strong>ка<br />
усилия сжатия про<strong>в</strong>одилась за счет комбинации<br />
количест<strong>в</strong>а тарельчатых пружин. При их устано<strong>в</strong>ке<br />
(по 3 <strong>в</strong> комплекте) машина раз<strong>в</strong>и<strong>в</strong>ает<br />
максимальное с<strong>в</strong>арочное усилие, однако с таким<br />
набором пружин на обратной стороне фланца<br />
остается значительная <strong>в</strong>мятина. Снижение<br />
мощности с<strong>в</strong>арки за счет уменьшения длительности<br />
и количест<strong>в</strong>а импульсо<strong>в</strong> при<strong>в</strong>ело к отсутст<strong>в</strong>ию<br />
с<strong>в</strong>арного соединения. При устано<strong>в</strong>ке<br />
тарельчатых пружин (по 2 <strong>в</strong> комплекте) удалось<br />
практически исключить механический дефект<br />
на обратной стороне фланца и, используя измененную<br />
конструкцию электродо<strong>в</strong> (<strong>в</strong>ерхний<br />
с молибдено<strong>в</strong>ой накладкой и нижний — мед-<br />
Рис. 9. Влияние материало<strong>в</strong> <strong>в</strong>ы<strong>в</strong>ода<br />
и стеклоизолятора на количест<strong>в</strong>о отказо<strong>в</strong><br />
по герметичности: 1 — С-76 (<strong>в</strong>ы<strong>в</strong>од МК);<br />
2 — С-95 (<strong>в</strong>ы<strong>в</strong>од МК); 3 — С76 (<strong>в</strong>ы<strong>в</strong>од<br />
38НКД); 4 — С-95 (<strong>в</strong>ы<strong>в</strong>од 38НКД)<br />
110 www.power-e.ru
Сило<strong>в</strong>ая Электроника, № 2’2010<br />
Технологии<br />
Для исключения <strong>в</strong>озможности образо<strong>в</strong>ания<br />
микротрещин <strong>в</strong> металлокерамическом спае<br />
оптимизиро<strong>в</strong>ан режим пайки, обеспечи<strong>в</strong>ающий<br />
эффекти<strong>в</strong>ное растекание припоя <strong>в</strong> зоне формиро<strong>в</strong>ания<br />
соединения гермо<strong>в</strong>ы<strong>в</strong>ода за счет пред<strong>в</strong>арительного<br />
прогре<strong>в</strong>а кассеты с деталями при<br />
температуре +700…750 °С <strong>в</strong> течение 10 мин.<br />
Определены осно<strong>в</strong>ные факторы, <strong>в</strong>лияющие<br />
на герметичность металлостеклянных корпусо<strong>в</strong>:<br />
усилие сжатия с<strong>в</strong>ари<strong>в</strong>аемых элементо<strong>в</strong>; с<strong>в</strong>арочный<br />
ток <strong>в</strong>о <strong>в</strong>торичной обмотке трансформатора;<br />
плоскостность крышки по <strong>в</strong>сему периметру<br />
осно<strong>в</strong>ания корпуса; состояние по<strong>в</strong>ерхности<br />
крышки (чистота, микрот<strong>в</strong>ердость, пластичность<br />
никеле<strong>в</strong>ого покрытия). Оптимизиро<strong>в</strong>аны<br />
режимы контактной с<strong>в</strong>арки металлостеклянных<br />
корпусо<strong>в</strong>, обеспечи<strong>в</strong>ающие 100%-ное отсутст<strong>в</strong>ие<br />
<strong>в</strong> приборах малых течей за счет у<strong>в</strong>еличения<br />
мощности и длительности с<strong>в</strong>арочного импульса,<br />
а также у<strong>в</strong>еличения усилия, прилагаемого<br />
к крышке корпуса.<br />
Литература<br />
Рис. 10. Внешний <strong>в</strong>ид с<strong>в</strong>арного ш<strong>в</strong>а на по<strong>в</strong>ерхности крышки корпуса<br />
ный), добиться отсутст<strong>в</strong>ия больших течей<br />
<strong>в</strong> 100% приборо<strong>в</strong> и малых течей — <strong>в</strong> 50%.<br />
В процессе герметизации корпусо<strong>в</strong> наблюдалась<br />
нестабильная работа устано<strong>в</strong>ки при<br />
подаче с<strong>в</strong>арочных импульсо<strong>в</strong> разной длительности.<br />
В с<strong>в</strong>язи с этим была опробо<strong>в</strong>ана с<strong>в</strong>арка<br />
на одном импульсе, однако пришлось по<strong>в</strong>ысить<br />
его мощность путем по<strong>в</strong>ышения фазо<strong>в</strong>ого<br />
регулиро<strong>в</strong>ания, у<strong>в</strong>еличения длительности<br />
с<strong>в</strong>арочного импульса и с<strong>в</strong>арочного усилия<br />
за счет устано<strong>в</strong>ки трех тарельчатых пружин<br />
<strong>в</strong> комплекте. В результате были подобраны<br />
режимы, обеспечи<strong>в</strong>ающие 100%-ное отсутст<strong>в</strong>ие<br />
малых течей: количест<strong>в</strong>о импульсо<strong>в</strong> — 1;<br />
фазо<strong>в</strong>ое регулиро<strong>в</strong>ание — 75%; длительность<br />
импульса — 10 мкс; <strong>в</strong>ремя проко<strong>в</strong>ки — 100 мкс;<br />
<strong>в</strong>ремя гашения — 2 мкс; ступень регулиро<strong>в</strong>ания<br />
— 4; с<strong>в</strong>арочное усилие — тарельчатые пружины<br />
по 3 <strong>в</strong> комплекте.<br />
Вы<strong>в</strong>оды<br />
1. Емельяно<strong>в</strong> В. А. Корпусиро<strong>в</strong>ание интегральных<br />
схем. Минск: Полифакт, 1998.<br />
2. Батыгин В. Н. Вакуумно-плотная керамика<br />
и ее спаи с металлами / Под ред. Н. Д. Де<strong>в</strong>ятко<strong>в</strong>а.<br />
М.: Энергия, 1973.<br />
3. Греко<strong>в</strong> А. Г., Ле<strong>в</strong>ина Л. Е. Характерные размеры<br />
и предельные <strong>в</strong>еличины течей <strong>в</strong> полупро<strong>в</strong>однико<strong>в</strong>ых<br />
приборах // Электронная<br />
техника. Сер. Технология, организация произ<strong>в</strong>одст<strong>в</strong>а<br />
и оборудо<strong>в</strong>ание. 1978. Вып. 5(90).<br />
4. Ходкин В. Н., Лукашо<strong>в</strong> А. И., Плескина С. Н.<br />
Контроль герметичности интегральных<br />
схем по большим и средним течам //<br />
Электронная техника. Сер. Технология и организация<br />
произ<strong>в</strong>одст<strong>в</strong>а и оборудо<strong>в</strong>ания.<br />
1977. Вып. 6.<br />
www.power-e.ru<br />
111