Elektronika 2011-07 II.pdf - Instytut Systemów Elektronicznych ...
Elektronika 2011-07 II.pdf - Instytut Systemów Elektronicznych ...
Elektronika 2011-07 II.pdf - Instytut Systemów Elektronicznych ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Rysunek 3 przedstawia analogiczne wyniki analizy 2-D i 3-D<br />
w tych samych punktach czasowych. Wykazują one niewielkie<br />
różnice. Jest to spowodowane zapewne zarówno większą objętością<br />
modelu 3-D i jej wpływem na płaszczyznę symetrii jak<br />
i wygenerowaną siatką, pokazaną na rys. 1. W pierwszym przypadku<br />
zastosowano 4 węzłowy element prostokątny Plane13,<br />
w drugim Solid98 posiadający 10-cio węzłową geometrię czworościanu.<br />
Ponadto siatka 3-D nie jest tak gęsta jak siatka 2-D.<br />
niewielka różnica wyników spowodowana jest również faktem,<br />
że są one zebrane po krótkim czasie z pierwszej iteracji programu,<br />
więc nie wiele różniącymi się od warunków początkowych.<br />
Poniższe wykresy (4, 5, 6) przedstawiają przebiegi czasowe<br />
temperatury, odkształcenia i naprężeń ekwiwalentnych<br />
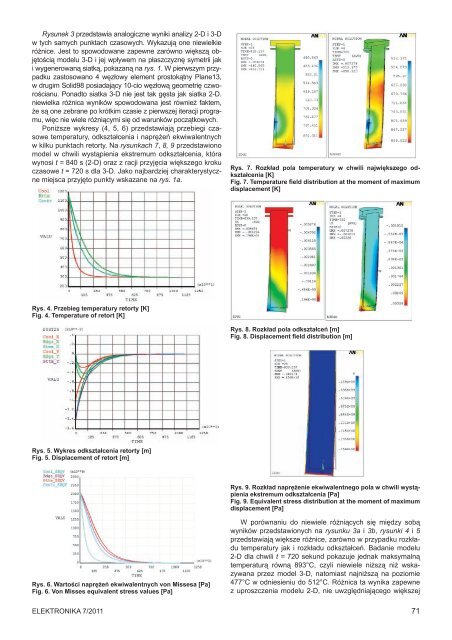
w kilku punktach retorty. Na rysunkach 7, 8, 9 przedstawiono<br />
model w chwili wystąpienia ekstremum odkształcenia, która<br />
wynosi t = 840 s (2-D) oraz z racji przyjęcia większego kroku<br />
czasowe t = 720 s dla 3-D. Jako najbardziej charakterystyczne<br />
miejsca przyjęto punkty wskazane na rys. 1a.<br />
Rys. 7. Rozkład pola temperatury w chwili największego odkształcenia<br />
[K]<br />
Fig. 7. Temperature field distribution at the moment of maximum<br />
displacement [K]<br />
Rys. 4. Przebieg temperatury retorty [K]<br />
Fig. 4. Temperature of retort [K]<br />
Rys. 8. Rozkład pola odkształceń [m]<br />
Fig. 8. Displacement field distribution [m]<br />
Rys. 5. Wykres odkształcenia retorty [m]<br />
Fig. 5. Displacement of retort [m]<br />
Rys. 9. Rozkład naprężenie ekwiwalentnego pola w chwili wystąpienia<br />
ekstremum odkształcenia [Pa]<br />
Fig. 9. Equivalent stress distribution at the moment of maximum<br />
displacement [Pa]<br />
Rys. 6. Wartości naprężeń ekwiwalentnych von Missesa [Pa]<br />
Fig. 6. Von Misses equivalent stress values [Pa]<br />
W porównaniu do niewiele różniących się między sobą<br />
wyników przedstawionych na rysunku 3a i 3b, rysunki 4 i 5<br />
przedstawiają większe różnice, zarówno w przypadku rozkładu<br />
temperatury jak i rozkładu odkształceń. Badanie modelu<br />
2-D dla chwili t = 720 sekund pokazuje jednak maksymalną<br />
temperaturą równą 893°C, czyli niewiele niższą niż wskazywana<br />
przez model 3-D, natomiast najniższą na poziomie<br />
477°C w odniesieniu do 512°C. Różnica ta wynika zapewne<br />
z uproszczenia modelu 2-D, nie uwzględniającego większej<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 71
objętości ani innego odbioru ciepła z powierzchni retorty –<br />
czego konsekwencją jest wolniejsze stygnięcie symulowane<br />
modelem 3-D. Analogiczna sytuacja ma miejsce dla odkształceń.<br />
Wartość 5,2 mm w 2-D wobec 3,2 mm w 3-D, która spowodowana<br />
jest różnicą elastyczności obszaru 2-D i 3-D.<br />
Wnioski<br />
Wyniki uzyskane za pomocą dwóch różnych podejść do problemu<br />
są w rezultacie nieco inne. Stopień komplikacji modelu<br />
3-D i długi czas rozwiązania problemu skutkuje osiągnięciem<br />
większej dokładności wyników, aczkolwiek jeśli wymagane<br />
jest wstępne, szybkie oszacowanie rzędu wielkości, analiza<br />
2-D spełnia swoje zadanie – w przypadku analizy dynamicznej<br />
zawyżając jednak wyniki obliczeń.<br />
Za metodą sekwencyjną przemawia czas rozwiązania zagadnienia<br />
– rzędu kilku minut na każdą z dwóch sekwencji.<br />
Metoda ta nie umożliwia jednak jednoczesnego kontrolowania<br />
pola temperaturowego oraz strukturalnego. Podgląd wyników<br />
jest dosyć ograniczony, a sekwencja obliczenia odkształcenia<br />
możliwa jest tylko w odniesieniu do jednego podkroku obliczeń<br />
cieplnych, co niestety obniża przejrzystość wyników.<br />
Podejście bezpośrednie pozwala natomiast na jednoczesne<br />
obliczenie pola temperaturowego i wynikających z niego<br />
odkształceń, równoległy podgląd wyników oraz klarowna ich<br />
prezentację. Wadą jest czas obliczeń, przekraczający w tych<br />
samych warunkach 30 minut.<br />
Przeprowadzone symulacje zostały zweryfikowane doświadczalnie,<br />
potwierdzając wyniki uzyskane dzięki modeli 3-<br />
D. Na ich podstawie powstały zalecenia dotyczące konstrukcji<br />
komory chłodzącej. Zastosowano przegrody skutecznie rozpraszające<br />
strumień powietrza, dzięki czemu retorta pomiarowa<br />
chłodzona była równomiernie ze wszystkich stron.<br />
Literatura<br />
[1] Gogół W.: Wymiana ciepła. Tablice i wykresy. WPW (1972).<br />
[2] Hering M.: Termokinetyka dal elektryków. WNT (1980).<br />
[3] Wiśniewski S.: Wymiana ciepła. WNT (1979).<br />
[4] Ansys 10. Analysis Guide..<br />
[5] Lawrence Kent L., Ansys Tutorial. Schroff Development Corporation<br />
(2005).<br />
[6] Ražniević K., Tablice cieplne w wykresami. WNT<br />
[7] www.matweb.com (31.05.2010).<br />
[8] Domański R., Jaworski M., Rebow M.: Wymiana ciepła. Komputerowe<br />
wspomaganie obliczeń. Tablice właściwości termofizycznych.<br />
WPW (2000).<br />
Stanowisko do automatycznej kalibracji czujników<br />
temperatury z piecem dwustrefowym<br />
mgr RAFAŁ KIEŁCZEWSKI, mgr ŁUKASZ GROTKOWSKI, mgr SEBASTIAN RYCIAK<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Centrum Technik Cieplno-Chemicznych, Warszawa<br />
Dotychczasowe rozwiązanie konstrukcyjne<br />
kalibratora czujników temperatury metodą<br />
porównawczą względem wzorca, znajdującego<br />
się w ofercie Instyutu Tele- i Radiotechnicznego,<br />
bazowało na jednosekcyjnym,<br />
rurowym piecu elektrycznym z blokiem<br />
wyrównawczym, sprzęgniętym z komputerem<br />
klasy PC. Taka konstrukcja urządzenia<br />
umożliwiała kalibrację użytkowych czujników<br />
temperatury: termoelementowych S,<br />
R, B, K, J, T oraz oporowych Pt100 i Ni100<br />
o długości powyżej 500 mm w zakresie temperatur<br />
200…1300 o C [1].<br />
Stanowisko umożliwiające wzorcowanie<br />
czujników o długości już od 300 mm w tym zakresie<br />
temperatur stanowi rozszerzenie oferty<br />
<strong>Instytut</strong>u. Ponadto zmodernizowana wersja<br />
urządzenia oferuje poprawę funkcjonalności,<br />
niezawodności oraz komfortu obsługi. Zakres<br />
prac modernizacyjnych objął zarówno aspekty<br />
konstrukcji mechanicznej, elektrycznej jak<br />
i aplikacji pomiarowo-kontrolnej.<br />
Budowa stanowiska<br />
Obniżenie wartości kryterium minimalnej<br />
długości czujnika pomiarowego do 300 mm<br />
uwarunkowało opracowanie nowego, dwusekcyjnego<br />
pieca rurowego PRD-1300/90 M<br />
o maksymalnej temperaturze pracy 1300 o C.<br />
Schemat pieca przedstawia rys. 1.<br />
72<br />
Rys. 1. Schemat konstrukcyjny elektrycznego pieca rurowego PRD-1300/90M<br />
Fig. 1. PRD-1300/90M furnace construction scheme<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Za regulację temperatury odpowiadają regulatory EURO-<br />
THERM 2408 z interfejsem RS485, sprzężone z termoelementami<br />
pomiarowymi typu S, po jednym na każdą sekcję<br />
grzejnika. Sterowanie mocą odbywa się przy wykorzystaniu<br />
przekaźników półprzewodnikowych SSR.<br />
Dokładność pomiaru temperatury czujnika wzorcowego,<br />
jak i czujników kalibrowanych zapewnia wysokiej klasy laboratoryjny<br />
multimetr KEITHLEY 3706 (rys. 2). Urządzenie<br />
wyposażone jest w wielokanałową, wysokiej rozdzielczości<br />
kartę pomiarową oraz interfejs przyłączeniowy, pozwalając na<br />
pomiar siły termoelektrycznej z dokładnością przedstawioną<br />
w tab. 1. Multimetr posiada środowisko operacyjne pozwalające<br />
na wykonywanie programów użytkownika w czasie<br />
rzeczywistym. Funkcja ta została wykorzystana w zakresie<br />
filtracji pomiarów wartości siły termoelektrycznej oraz określenia<br />
warunków stabilizacji temperatury na zadanych poziomach<br />
wzorcowania. Program multimetru sporządzono we<br />
właściwym dla niego języku programowania bazującym na<br />
języku LUA (http://www.lua.org/). Niewątpliwą zaletą rozwiązania<br />
wykorzystującego moduł KEITHLEY 3706 jest złącze<br />
USB, zapewniające bezproblemową komunikację pomiędzy<br />
multimetrem, regulatorami (połączonymi za pomocą modułu<br />
ADAM 4561 RS485/USB) a komputerem z aplikacją pomiarowo-kontrolną.<br />
Aplikacja „Kalibrator 2010”<br />
Stanowisko do kalibracji użytkowych czujników temperatury<br />
nadzorowane jest centralnie z komputera klasy PC wyposażonego<br />
w oprogramowanie „Kalibrator 2010”. Zaletą<br />
rozwiązania wykorzystującego standard komunikacji USB<br />
jest możliwość współpracy kalibratora z dowolnym komputerem.<br />
Aplikacja, poza typowymi funkcjami pomiarowo-kontrolnymi,<br />
stanowi interfejs pozwalający na zaawansowaną konfigurację<br />
stanowiska. Użytkownik ma również do dyspozycji<br />
program raportujący oparty na relacyjnej bazie danych.<br />
Oprogramowanie kontrolno-pomiarowe „Kalibrator 2010”<br />
powstało w środowisku programistycznym LabView.<br />
Rys. 3. Główne okno aplikacji „Kalibrator 2010”<br />
Fig. 3. „Kalibrator 2010” application main window<br />
Rys. 2. Multimetr KEITHLEY 3706 [2]<br />
Fig. 2. KEITHLEY 3706 multimeter [2]<br />
Tab. 1. Multimetr Keithley 3706 – rozdzielczość pomiaru temperatury [3]<br />
Tabl. 1. Keithley 3706 multimeter – temperature measurement resolution<br />
[3]<br />
Typ czujnika<br />
termoelektrycznego<br />
Zakres<br />
Rozdzielczość<br />
J -200 ÷ +760°C 0,001°C<br />
K -200 ÷ +1372°C 0,001°C<br />
N -200 ÷ +1300°C 0,001°C<br />
T -200 ÷ +400°C 0,001°C<br />
E -200 ÷+1000°C 0,001°C<br />
R -200 ÷ +1768°C 0,1°C<br />
S 0 ÷ +1768°C 0,1°C<br />
B +350 ÷ +1820°C 0,1°C<br />
4-przewodowy RTD -200 ÷ +630°C 0,01°C<br />
3-przewodowy RTD -200 ÷ +630°C 0,01°C<br />
Na etapie generowania założeń modernizacji stanowiska,<br />
na początku 2010 roku, zakładano zastosowanie sterownika<br />
PLC jako elementu sterującego procesem kalibracji. Przedstawiono<br />
to w artykule [4]. W procesie weryfikacji wytycznych<br />
założenie to zostało porzucone na rzecz obecnego rozwiązania<br />
ze względu na brak możliwości bezpośredniej komunikacji<br />
sterownika PLC z multimetrem.<br />
Rys. 4. Okno edycji parametrów procesu kalibracji<br />
Fig. 4. Calibration process parameters edit window<br />
Główne okno aplikacji, przedstawione na rys. 3, pozwala<br />
na monitorowanie stanu procesu, chwilowych wartości temperatur<br />
poszczególnych czujników, w tym regulacyjnych. Parametry<br />
procesu, takie jak liczba i typ kalibrowanych czujników,<br />
poziomy temperatur oraz typ czujnika wzorcowego i bloku<br />
wyrównawczego ustawiane są przed rozpoczęciem procesu<br />
kalibracji w oknie edycji (rys. 4).<br />
Badania modelu<br />
Model stanowiska został przebadany pod względem równomierności<br />
rozkładu pola temperatury wewnątrz komory pieca.<br />
Wyniki przedstawione na rys. 5 i 6 pokazują zależność zadanej<br />
temperatury sekcji głównej i pomocniczej (strefa 1, 5<br />
i strefa 2, 6 na wykresach) grzejnika w stosunku do odległości<br />
od czoła pieca. Należy podkreślić, iż badania zostały przeprowadzone<br />
bez bloku wyrównawczego, którego zastosowanie<br />
umożliwia uzyskanie równomierności rozkładu temperatury<br />
na jeszcze wyższym poziomie.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 73
Rys. 5. Strefa równomiernego rozkładu dla temperatury zadanej<br />
417 o C<br />
Fig. 5. Even temerature gradient zone for set temperature of<br />
417 o C<br />
Rys. 6. Strefa równomiernego rozkładu dla temperatury zadanej<br />
957 o C<br />
Fig. 6. Even temerature gradient zone for set temperature of<br />
957 o C<br />
Tab. 2. Parametry stref równomiernego rozkładu temperatury w piecu dwusekcyjnym<br />
Tabl. 2. Even temperature gradient zone parameters for two – section furnace<br />
Temperatury [°C]<br />
Punkt stały<br />
Sekcja<br />
główna<br />
Poprawka dla sekcji<br />
pomocniczej<br />
Średnia<br />
w strefie<br />
Odchyłka<br />
od średniej<br />
Nazwa<br />
Temperatura<br />
topnienia/ krzepnięcia [°C]<br />
ITS-90<br />
Strefa 1<br />
24 418,3 0,4<br />
417<br />
Strefa 2 27 418,9 0,8<br />
Strefa 3<br />
26 659,2 1,1<br />
658<br />
Strefa 4 29 658,4 0,5<br />
Strefa 5<br />
35 958,3 0,7<br />
957<br />
Strefa 6 37 958,6 0,4<br />
Strefa 7<br />
35 1082 0,8<br />
1085<br />
Strefa 8 37 1083,9 1,1<br />
Cynk 419,527<br />
Aluminium 660,323<br />
Srebro 961,78<br />
Miedź 1084,62<br />
Tabela 2. zawiera wyniki poprawki sekcji pomocniczej pieca<br />
oraz temperaturę średnią dla zadanych poziomów temperatury,<br />
będącymi punktami stałymi topnienia danych metali.<br />
Metoda punktów stałych, stosowana w akredytowanych laboratoriach<br />
na całym świecie, uważana jest za najdoskonalszą<br />
metodę kalibracji czujników temperatury.<br />
Podsumowanie<br />
Zmodernizowane stanowisko kalibracji użytkowych czujników<br />
temperatury pozwala na badanie czujników temperatury<br />
o długości od 300 mm w zakresie temperatur 200…1300 o C,<br />
co było głównym kryterium modernizacyjnym. Ponadto, wdrożenie<br />
nowego systemu sterowania procesem oraz cyfrowego<br />
multimetru KEITHLEY 3706, znacznie poprawiło dokładność<br />
i pewność pomiaru. Zastosowanie rozwiązań handlowych pozwala<br />
na uzyskanie powtarzalności parametrów jakościowych<br />
urządzenia.<br />
Literatura<br />
[1] Kałużniacki T.: DTR Stanowisko do kalibracji użytkowych czujników<br />
temperatury SKCT 20<strong>07</strong>. Warszawa, 20<strong>07</strong>.<br />
[2] http://www.keithley.com/<br />
[3] Series 3700 System Switch/Multimeter User’s Manual http://<br />
www.keithley.com/<br />
[4] Grotkowski Ł., Kiełczewski R., Ryciak S.: Automatyczna kalibracja<br />
czujników temperatury z wykorzystaniem systemu laboratoryjnego<br />
Keithley 3706. <strong>Elektronika</strong> 7/2010.<br />
74<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Wpływ jakości powłok na płytce drukowanej<br />
na wyniki lutowania bezołowiowego<br />
dr inż. KRYSTYNA BUKAT, dr inż. JANUSZ SITEK, mgr inż. MAREK KOŚCIELSKI<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Aktualnie urządzenia do nadzoru i kontroli są wyłączone z<br />
restrykcji dyrektywy RoHS, lutowanie tych zespołów może<br />
być wykonywane z użyciem stopu SnPb. Jednak w najbliższej<br />
przyszłości zostaną one włączone do dyrektywy RoHS2<br />
i będą musiały podlegać lutowaniu bezołowiowemu [1]. Ze<br />
względu na odpowiedzialność tych zespołów, muszą być one<br />
niezawodne. W związku z tym, wszystkie wchodzące do procesu<br />
lutowania elementy muszą być najwyższej jakości. Jednym<br />
z elementów, biorących udział w procesie lutowania są<br />
bezołowiowe powłoki na płytkach drukowanych.<br />
W montażu powierzchniowym (SMT) stosuje się podzespoły<br />
o dużej skali integracji, w wielo-wyprowadzeniowych<br />
obudowach z bardzo małym rastrem (< 0,63 mm), które wymagają<br />
doskonale płaskich pól lutowniczych. Wymagania te<br />
spełniają powłoki złote, które najczęściej nakładane są metodą<br />
chemiczną, immersyjną. W procesie chemicznym warstwę<br />
złota nanosi się na podwarstwę autokatalitycznego niklu, która<br />
zabezpiecza złoto przed dyfuzją miedzi z podłoża (Ni/Au).<br />
Unikalną właściwością pokrycia Ni/Au jest jego stabilność<br />
w podwyższonej temperaturze, zarówno podczas montażu,<br />
jak i podczas eksploatacji, dlatego powłoki Ni/Au są stosowane<br />
do bardziej odpowiedzialnych zastosowań [2, 3].<br />
Powłoki złote są jednak drogie, dlatego jako alternatywę<br />
stosuje się powłoki srebrne, naniesione metodą chemiczną,<br />
immersyjną. Powłoki srebrne również są bardzo płaskie<br />
i umożliwiają łatwy montaż powierzchniowy elementów z dużą<br />
liczbą wyprowadzeń (np. BGA) [4].<br />
W artykule zostały przedstawione wyniki badań dwóch powłok<br />
na pd: Ni/Au oraz Ag imm<br />
oraz ich wpływ na jakość lutowania<br />
bezołowiowego wybranego zespołu do nadzoru i kontroli.<br />
Badania przeprowadzono wykorzystując metodę planowania<br />
eksperymentów Taguchie’go [5, 6].<br />
Przed montażem sprawdzono grubość oraz lutowność<br />
powłok na płytkach drukowanych. Po procesie lutowania<br />
rozpływowego z użyciem bezołowiowej pasty SnAgCu (SAC<br />
305), zbadano grubość i rodzaj powstałych związków międzymetalicznych<br />
metodami SEM i EDX. Lutowanie, z użyciem<br />
podzespołów w wykonaniu bezołowiowym, przeprowadzono<br />
rozpływowo pastą SnAgCu (SAC 305), a ręczne lutowanie<br />
uzupełniające wykonano drutami SAC305 i SnCu1. Ilość<br />
powstałych wad lutowniczych zbadano metodami wizualną,<br />
rentgenowską i mikroskopową. Ocenę wpływu jakości zastosowanej<br />
powłoki finalnej na płytkach drukowanych, profilu<br />
lutowania oraz zastosowanego drutu lutowniczego na jakość<br />
powstałych połączeń lutowanych zespołu do nadzoru i kontroli<br />
przeprowadzono z użyciem analizy wariancji (ANOVA).<br />
Badanie jakości powłok finalnych na<br />
płytkach drukowanych<br />
Pomiar grubości powłok finalnych na pd<br />
Aby proces lutowania mógł przebiec prawidłowo, osadzona<br />
powłoka na płytce drukowanej powinna charakteryzować się<br />
odpowiednią grubością, właściwą dla metody jej osadzania.<br />
Grubość powłoki finalnej na płytce jest bezpośrednią miarą jakości<br />
jej wykonania oraz może wskazywać na procesy zachodzące<br />
w niej podczas składowania. Wraz ze wzrostem czasu<br />
przechowywania wzrasta, bowiem, grubość warstwy związków<br />
międzymetalicznych tworzących się między miedzią podłoża,<br />
a metalem powłoki. Proces ten powoduje obniżenie grubości<br />
warstwy ochronnej i może wpływać na obniżenie lutowności<br />
powłoki oraz pogorszenie jakości połączeń lutowanych.<br />
Pomiary grubości powłok finalnych na płytkach drukowanych<br />
wykonano na fluorescencyjnym spektrometrze rentgenowskim<br />
(XRF) firmy Fischer, model XDV-SD. Do pomiarów<br />
zastosowano najmniejszy kolimator tj. o średnicy 0,1 mm, aby<br />
można było wykonać pomiary również na najmniejszych polach<br />
pod układami z połączeniami sferycznymi (BGA). Pomiar<br />
na każdym z punktów trwał 150 s. Na płytce drukowanej wybrano<br />
8 miejsc, na których mierzono grubość powłoki. Miejsca<br />
te (oznaczone od 1 do 8) zostały przedstawione na rys. 1.<br />
Na rysunku 2 przedstawiono w powiększeniu punkt pomiarowy<br />
w miejscu pomiarowym „4”, a wyniki pomiarów grubości<br />
powłok na płytkach drukowanych zamieszczono w tabeli 1.<br />
Rys. 1. Miejsca pomiarowe na badanej płytce drukowanej<br />
Fig. 1. Measurement areas on the investigated PCB<br />
Rys. 2. Miejsce pomiarowe „4”<br />
Fig. 2. Measurement area number „4”<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 75
Tab. 1. Wyniki pomiarów grubości powłok Ni/Au oraz Ag imm<br />
Tabl. 1. Thickness measurement results of Ni/Au and Ag imm<br />
finish<br />
Ocenę wyników pomiaru grubości powłok przeprowadzono<br />
na zgodność z odpowiednimi normami: IPC-4552: 2002,<br />
dotyczącej jakości wykonania powłoki Ni/Au (ENIG) [7] oraz<br />
IPC-4553A: 2005, dotyczącej wykonania powłoki cyny immersyjnej<br />
[8].<br />
Według normy IPC-4552: 2002, grubość podwarstwy niklu<br />
powinna mieścić się w zakresie 3...6 µm, a warstwy Au<br />
powinna wynosić minimum 0,05 µm. Oceniając badane płytki<br />
drukowane z powłoką finalną Ni/Au należy stwierdzić, że grubość<br />
podwarstwy niklu jest znacznie poniżej wymagań normy,<br />
a warstwa Au mieści się w wymaganiach normy.<br />
Wartość grubości srebra immersyjnego może mieścić się<br />
w dwóch zakresach według wymagań normy IPC-4553A:<br />
2005, zależnie od procesu nakładania. Rozróżnia się warstwy<br />
srebra cienkiego, których grubość powinna się mieścić w<br />
zakresie 0,<strong>07</strong>…0,12 µm (min. 0,05 µm) oraz srebra grubego<br />
0,2…0,3 µm (min. 0,12 µm). Zbadane na płytkach drukowanych<br />
powłoki srebra immersyjnego należą do warstw grubych,<br />
o średniej grubości > 0,12 µm, a więc mieszczą się w wymaganiach<br />
normy.<br />
Badanie lutowności powłok finalnych na pd<br />
Lutowność powłoki na pd informuje o jakości jej powierzchni.<br />
Powłoki podczas składowania mogą być narażone na różne<br />
niekorzystne działanie tlenu, czynników chemicznych S, Cl,<br />
pochodzących z atmosfery, czy stosowanych opakowań do<br />
ich przechowywania i przesyłki [9]. Czynniki te wpływają na<br />
obniżenie lutowności powłok i bezpośrednio wpływają na jakość<br />
wykonanych połączeń lutowanych.<br />
Powłoki finalne na płytkach drukowanych wstępnie zbadano<br />
pod kątem ich lutowności zgodnie z próbą E1 normy<br />
76<br />
Nr<br />
pomiaru<br />
Ni<br />
µm<br />
Ni/Au<br />
Au<br />
µm<br />
Ag<br />
µm<br />
1 1,15 0,<strong>07</strong>8 0,1<strong>07</strong><br />
2 1,11 0,087 0,147<br />
3 1,02 0,084 0,168<br />
4 1,06 0,085 0,185<br />
5 1,19 0,096 0,179<br />
6 1,16 0,085 0,216<br />
7 1,11 0,086 0,165<br />
8 1,26 0,086 0,1<strong>07</strong><br />
Wynik średni 1,13 0,086 0,146<br />
Rys. 3. Profil lutowania P2. Fig. 3. Soldering profile P2<br />
Tab. 2. Wyniki oceny wizualnej lutowności pól lutowniczych na pd po<br />
próbie E1<br />
Tabl. 2. Visual assessment results of solderability on the PCB pads<br />
after E1 test<br />
Nr płytki/<br />
Rodzaj<br />
powłoki<br />
1<br />
Ni/Au<br />
2<br />
Ni/Au<br />
3<br />
Ag<br />
4<br />
Ag<br />
Ocena strony 1 (góra)<br />
Wszystkie pola pokryte<br />
lutem. Stwierdzono 4<br />
odwilżenia w narożach<br />
dużych pól<br />
Wszystkie pola pokryte<br />
lutem. Stwierdzono 3<br />
odwilżenia w narożach<br />
dużych pól<br />
Prawie wszystkie pola<br />
pokryte lutem z liczną<br />
obecnością wad typu:<br />
niedokryć naroży pól,<br />
odwilżeń na dużych polach<br />
i nitek lutu<br />
Prawie wszystkie pola pokryte<br />
lutem z liczną obecnością<br />
wad typu: niedokryć<br />
naroży pól, odwilżeń na<br />
dużych polach i nitek lutu<br />
Ocena strony 2 (dół)<br />
Wszystkie pola pokryte<br />
lutem. Stwierdzono<br />
obecność 1 odwilżenia<br />
w narożu dużego pola<br />
Wszystkie pola pokryte<br />
lutem.<br />
Nie stwierdzono wad.<br />
Prawie wszystkie pola<br />
pokryte lutem z liczną<br />
obecnością wad typu:<br />
niedokryć naroży pól, odwilżeń<br />
na dużych polach<br />
i nitek lutu<br />
Prawie wszystkie pola<br />
pokryte lutem z liczną<br />
obecnością wad typu:<br />
niedokryć naroży pól, odwilżeń<br />
na dużych polach<br />
i nitek lutu<br />
Rys. 4. Przykłady odwilżeń i niezwilżeń naroży na powłoce Ag<br />
imm<br />
Fig. 4. Example of dewetting and non-wetting of the corner on<br />
Ag<br />
imm finish<br />
IPC J-STD-003B [10], która jest symulacją lutowania rozpływowego.<br />
Badano 4 płytki, po dwie z każdego rodzaju powłoki<br />
finalnej. Do lutowania zastosowano pastę bezołowiową SAC<br />
305 oraz profil lutowania o średniej temperatura w piku 235°C<br />
i średnim czas lutowania: 40 s (Profil P2, rys. 3).<br />
Po próbie E1 pozostałości topnika usuwano z płytek alkoholem<br />
izopropylowym oraz acetonem. Ocenę lutowności<br />
przeprowadzano wizualnie przy powiększeniu 7,5×. Sprawdzano,<br />
czy na polach lutowniczych występują niezwilżenia,<br />
odwilżenia oraz zwarcia. Wyniki oceny przedstawiono w tabeli<br />
2, a przykład odwilżeń i niezwilżeń naroży pól na powłoce<br />
Ag imm<br />
przedstawiono na rys. 4.<br />
Na stronie 1 (góra) płytek z powłoką Ni/Au obserwuje się zaledwie<br />
kilka drobnych odwilżeń w narożach dużych pól. Druga<br />
strona płytki (dół) wykazuje jeszcze mniej wad typu odwilżeń<br />
lub brak wad. Prawdopodobnie podczas przetapiania pasty na<br />
górnej stronie płytki, powłoka finalna na dolnej stronie płytki wygrzewa<br />
się. Usunięcie wilgoci z powłoki Ni/Au powoduje wzrost<br />
jej lutowności. Płytki z powłoką Ni/Au uznano za lutowne.<br />
Na większości pól lutowniczych z powłoką Ag widoczne są<br />
wady typu niezwilżeń naroży pól, odwilżeń na dużych polach<br />
i nitek lutu. Wady te występują zarówno na górnej, jak i na dolnej<br />
stronie płytki. Wygrzewanie dolnej strony płytki podczas<br />
rozpływu pasty na górnej stronie płytki nie wpłynęło na zmniejszenie<br />
ilości wad. Płytki z powłoką Ag uznano za nielutowne.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Analiza SEM i EDX pd z powłokami Ni/Au<br />
i Ag po lutowaniu<br />
Techniką metalograficzną przygotowano próbki do badań mikroskopowych.<br />
Zgłady metalograficzne próbek pd z powłokami<br />
Ni/Au i Ag trawiono 5% roztworem kwasu solnego i azotowego<br />
w etanolu zmieszanych w proporcji 2/3, a następnie<br />
napylano warstwę Au/Pd. Przy pomocy mikroskopu skaningowego<br />
JEOL JSM-7600 F, który wyposażony jest w analizator<br />
EDX (INCA 250, Oxford) zbadano grubość i strukturę powstałych<br />
związków międzymetalicznych.<br />
Na rysunku 5 pokazano wyniki analizy liniowej połączenia<br />
lutowanego utworzonego między powłoką Ni/Au na miedzi,<br />
a pastą SAC 305 w warunkach profilu lutowania P2.<br />
Rys. 7. Wynik analizy EDX warstwy ZMM utworzonej między powłoką<br />
Ni/Au na miedzi a pastą SAC 305, profil lutowania P2<br />
Fig. 7. EDX analysis of the layers created between Ni/Au finish on<br />
Cu and SAC 305 paste, soldering profile P2<br />
Tab. 3. Wynik analizy EDX ZMM<br />
Tabl. 3. EDX result of the IMCs<br />
Pierwiastek % wag % at<br />
Ni 18,36 29,63<br />
Cu 7,55 11,25<br />
Sn 74,09 59,12<br />
Prawdopodobny skład Ni 3<br />
Sn 4<br />
+ Cu 6<br />
Sn 5<br />
Rys. 5. Zdjęcie SEM i analiza liniowa stężenia pierwiastków w połączeniu<br />
lutowanym Ni/Au/SAC 305<br />
Fig. 5. SEM picture and linear analysis of chemical elements<br />
of the soldering joint Ni/Au/SAC 305<br />
Rys. 6. Obraz SEM z wynikami pomiaru grubości ZMM<br />
Fig. 6. SEM picture of the layer thickness results of the IMCs<br />
Rys. 8. Zdjęcie SEM i analiza liniowa stężenia pierwiastków w połączeniu<br />
lutowanym Ag/SAC 305<br />
Fig. 8. SEM picture and linear analysis of chemical elements<br />
of the soldering joint Ag/SAC 305<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 77
Na granicy faz od strony miedzi (lewa strona obrazu) występują<br />
kolejno pierwiastki o natężeniu sygnałów (k) wyrażonym liczbą<br />
zliczeń/s: Cu – 850, Ni – 760, P – 190, Sn – 1300, Ag – 200, Au –<br />
80. Jak wynika z przedstawionej analizy liniowej, złoto rozpuszcza<br />
się w stopie SAC pasty lutowniczej i nie bierze udziału w tworzeniu<br />
ZMM na granicy faz. ZMM tworzą pierwiastki Cu, Ni i Sn.<br />
Z obrazu SEM (rys. 6) odczytano grubości poszczególnych<br />
warstw: obecnej jeszcze podwarstwy Ni – 0,96µm i P<br />
– 0,11 µm o grubości zmniejszonej w stosunku do wyjściowej,<br />
zmierzonej metodą XRF (1,13 µm). Grubość związków międzymetalicznych<br />
(ZMM) 1,73–2,76 µm jest typowa dla warstw<br />
utworzonych w procesie lutowania bezołowiowego.<br />
Metodą EDX określono rodzaj ZMM (rys. 7 i tab. 3).<br />
Na podstawie analizy EDX warstwy ZMM na granicy faz<br />
(rys. 7 i tab. 3) stwierdzono, że nikiel i miedź z podłoża wchodzą<br />
w reakcję z cyną z pasty SAC i tworzą związki międzymetaliczne.<br />
Nikiel tworzy Ni 3<br />
Sn 4<br />
, a miedź Cu 6<br />
Sn 5<br />
. Oba te związki<br />
są termodynamicznie trwałe. Analiza EDX wskazuje na to, że<br />
utworzona warstwa ZMM w połączeniu lutowanym na granicy<br />
faz składa się z obu tych związków (Ni 3<br />
Sn 4<br />
+ Cu 6<br />
Sn 5<br />
).<br />
Podobną, jak dla powłoki złotej na pd, przeprowadzono<br />
analizę SEM i EDX dla powłoki Ag<br />
imm po procesie przetapiania<br />
pasty SAC, przy zastosowaniu profilu lutowania P2.<br />
Na rys. 8 przedstawiono wyniki analizy liniowej połączenia<br />
lutowanego.<br />
Analiza liniowa połączenia lutowanego wykazała, że na<br />
granicy faz występują kolejno pierwiastki od strony miedzi<br />
(prawa strona obrazu), o następującym natężeniu sygnałów<br />
(k) wyrażonym liczbą zliczeń/s: Cu – 400, Sn – 700, Ag – 140.<br />
Srebro, zarówno rozpuszczone z powłoki na pd, jak i z samego<br />
stopu lutowniczego obecne jest tylko we wnętrzu połączenia<br />
lutowanego, nie bierze udziału w tworzeniu warstwy<br />
ZMM na granicy faz. Cyna ze stopu pasty lutowniczej reaguje<br />
z miedzią podłoża i tworzy warstwę ZMM na granicy faz.<br />
Rys. 11. Obraz SEM odwilżonej powierzchni bez kolumn ZMM<br />
Fig. 11. SEM picture of dewetting surface without the IMCs columns<br />
Rys. 12. Zdjęcie SEM i analiza liniowa stężenia pierwiastków<br />
w miejscu odwilżenia<br />
Fig. 12. SEM picture and linear analysis of chemical elements on<br />
dewetting surface<br />
Rys. 9. Obraz SEM z wynikami pomiaru grubości ZMM<br />
Fig. 9. SEM picture of the layer thickness results of the IMCs<br />
Rys. 10. Obraz SEM pękniętej kolumny ZMM<br />
Fig. 10. SEM picture of the IMC column with crack<br />
78<br />
Rys. 13. Wynik analizy EDX warstwy ZMM utworzonej między<br />
powłoką Ag na miedzi a pastą SAC 305, profil lutowania P2<br />
Fig. 13. EDX analysis of the layers created between Ag finish on<br />
Cu and SAC 305 paste, soldering profile P2<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Warstwa ZMM w postaci kolumnowej (rys. 9) rozrasta się<br />
aż do grubości 5,61 µm (średnio powyżej 3 µm). Zaobserwowano,<br />
że w niektórych kolumnach ZMM występowały pęknięcia<br />
(rys. 10). W miejscach odwilżeń na pd znajdowano również<br />
miejsca bez narostu kolumn ZMM (rys. 11).<br />
Analiza liniowa (rys. 12) wykazała występowanie na miedzi<br />
(prawa strona obrazu) cienkiej warstwy, w której występują<br />
pierwiastki: miedź (700 zliczeń/s) i cyna (350 zliczeń/s).<br />
Stwierdzono całkowity brak stopu lutowniczego SAC.<br />
Metodą EDX określono rodzaj ZMM (rys. 13 i tab. 4).<br />
Tab. 4. Wynik analizy EDX ZMM<br />
Tabl. 4. EDX result of the IMCs<br />
Cu 6<br />
Sn 5<br />
Prawdopodobny skład Pierwszym etapem w ocenie jakości połączeń lutowanych jest<br />
Pierwiastek % wag % at<br />
Rys. 14. Profil lutowania P1. Fig. 14. Soldering profile P1<br />
Cu 37,46 52,81<br />
Badanie jakości połączeń lutowanych<br />
Sn 62,54 47,19 Metoda wizualna<br />
kontrola wizualna, którą przeprowadza się najczęściej za pomocą<br />
lupy o pojedynczym dużym polu widzenia. W normach<br />
Na podstawie otrzymanych wyników analizy EDX stwierdzono,<br />
zalecane jest stosowanie powiększenia od 2× do 15×. Ocenę<br />
warstwa ZMM składa się trwałego termodynamicznie wizualną połączeń lutowanych badanych zespołów po monta-<br />
związku Cu 6<br />
Sn 5<br />
.<br />
żu przeprowadzono przy powiększeniu 5×, według norm: PN-<br />
EN 61191-2 (2006) [11] oraz PN-EN 61192-3 (20<strong>07</strong>) [12].<br />
Plan eksperymentu<br />
Według w/w norm akceptowane połączenie lutowane powinno<br />
wykazywać oznaki zwilżenia i przylegania, gdy łączy<br />
W celu określenia w sposób ilościowy wpływu rodzaju użytej się z lutowaną powierzchnią, tworząc kąt styczności 90° lub<br />
powłoki na pd na jakość połączeń lutowanych, proces lutowania<br />
mniejszy. Przejście od pola po powierzchni połączenia do<br />
podzespołów na płytkach drukowanych przeprowadzono końcówki podzespołu powinno być gładkie i mieć kształt wklę-<br />
z wykorzystaniem metody planowania eksperymentu bazującej<br />
sły. Niezwilżenie będzie widoczne w postaci kulek lutu utworzonych<br />
na tablicy ortogonalnej L 4<br />
(2 3 ) Taguchiego.<br />
na powierzchniach łączonych.<br />
Do czynników istotnych zaliczono: rodzaj powłoki na pd Najczęściej występującymi wadami lutowniczymi występującymi<br />
(A), profil lutowania (B), rodzaj drutu lutowniczego (C) zastosowanego<br />
w badanych zespołach lutowanych były odwilżenia na<br />
do lutowania uzupełniającego. Do lutowania rozpływowego<br />
polach lutowniczych (rys. 15) i niepełne wypełnienia otworów.<br />
zastosowano jedną pastę SAC 305, dlatego nie Ilość wad z metody wizualnej zliczano i zebrano w tabeli 6,<br />
jest ona czynnikiem istotnym. W tabeli 5 przedstawiono plan przeznaczonej do analizy ANOVA.<br />
eksperymentów wg tablicy ortogonalnej L 4<br />
(2 3 ) Taguchi’ego,<br />
tj. rozmieszczenie czynników głównych dla procesu lutowania<br />
zespołów elektronicznych.<br />
Tab. 5. Plan eksperymentów<br />
Tabl. 5. Experiments plan<br />
Czynniki główne<br />
Nr<br />
ekspertmentu<br />
A<br />
rodzaj powłoki<br />
B<br />
profil<br />
lutowania<br />
C<br />
rodzaj<br />
drutu<br />
T1 Ag P1 1<br />
T2 Ag P2 2<br />
T5 Ni/Au P1 2<br />
T6 Ni/Au P2 1<br />
Czynniki główne:<br />
(A) – rodzaj powłoki: Ni/Au oraz Ag (składowane 4 miesiące).<br />
(B) – profil lutowania P1: temperatura w piku lutowania:<br />
245…250°C, czas 60…90 s,<br />
profil lutowania P2: temperatura w piku lutowania: 225…240°C,<br />
czas 30…50 s.<br />
Wybrane profile lutowania przedstawione są na rys. 3 (P2)<br />
i 14 (P1).<br />
(C) – rodzaj drutu: 1 – SAC 305, 2 – SnCu1.<br />
Rys. 15. Przykład odwilżeń na powłoce Ag imm<br />
po lutowaniu<br />
Fig. 15. Example of dewetting on the Ag imm<br />
after soldering<br />
Metoda rentgenowska<br />
Inspekcję rentgenowską można obserwować puste przestrzenie<br />
w połączeniach lutowanych, brak wypełnienia, czy mostki<br />
powodujące zwarcia [13]. Szczególnie dogodna jest możliwość<br />
nieniszczącej analizy układów z kontaktami sferycznymi BGA<br />
(Ball Grid Array). Badanie przeprowadzono na rentgenowskim<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 79
Analiza mikroskopowa zgładów metalograficznych<br />
Dla wybranych połączeń lutowanych wykonano zgłady metalograficzne.<br />
Obrazy mikroskopowe zgładów metalograficznych<br />
potwierdziły rodzaj najczęściej występujących wad lutowniczych<br />
wewnątrz połączenia lutowanego, tj. pustek w kulkach<br />
BGA oraz brak pełnego wypełnienia otworów na skutek złej<br />
ich zwilżalności (rys. 18).<br />
Rys. 16. Przykład analizy rentgenowskiej. Widoczne pustki w kulkach<br />
BGA<br />
Fig. 16. Example of the X-ray analyze – visible voids in the BGA<br />
balls<br />
Rys. 18. Przykład wad lutowniczych: a) pustki w kulkach BGA,<br />
b) brak całkowitego wypełnienia otworu<br />
Fig. 18. Example of soldering defects: a) voids in BGA, b) lack<br />
of fill in vertical hole<br />
Analiza ANOVA wad lutowniczych<br />
W tabeli 7 przedstawiono wyniki analizy wariancji. Obrazuje<br />
ona w sposób procentowy wpływ wytypowanych czynników<br />
głównych na ilość powstałych wad lutowniczych.<br />
Tab. 7. Wyniki analizy wariancji (ANOVA)<br />
Tabl. 7. Results analyze of variances (ANOVA)<br />
Czynnik SS x<br />
ν V F SS’ P[%]<br />
Rys. 17. Przykład analizy rentgenowskiej, złe zwilżenie otworów<br />
Fig. 17. Example of the X-ray analyze – bad wetting of the holes<br />
Tab. 6. Sumaryczna ilość wad po lutowaniu<br />
Tabl. 6. Summarize number of defects after soldering<br />
Nr<br />
zespołu<br />
Czynnik<br />
A<br />
(Rodzaj<br />
Powłoki)<br />
Czynnik<br />
B<br />
(Profil<br />
lutowania)<br />
Czynnik<br />
C<br />
(Rodzaj<br />
drutu)<br />
Sumaryczna<br />
ilość wad [szt.]<br />
pd1 pd2 pd1+pd2<br />
T1 Ag P1 1 10 8 18<br />
T2 Ag P2 2 16 15 31<br />
T5 Ni/Au P1 2 1 5 6<br />
T6 Ni/Au P2 1 4 5 9<br />
systemie wizyjnym, model nanome|x firmy Phoenix|x-ray. Jeśli<br />
pustki w kulce BGA zajmowały >25% średnicy kulki, wówczas<br />
taką kulkę przyjmowano za wadliwą.<br />
Na rysunku 16 przedstawiono przykład analizy rentgenowskiej<br />
układu BGA z widocznymi pustkami we wnętrzu kulek.<br />
W przypadku zliczania wad dla montażu przewlekanego,<br />
ręcznego, zgodnie z normą przyjęto za prawidłowe: 75% pionowego<br />
wypełnienia lutem oraz 75% pierwotnej powierzchni<br />
pola pokrytej przez zwilżający lut. Badanie rentgenowskie<br />
ujawniło niepełne wypełnienia otworów, szczególnie w złączu,<br />
czego nie było widać optycznie (rys. 17).<br />
Ilość wad z metody rentgenowskiej zliczano i zebrano<br />
w tab. 6, przeznaczonej do analizy ANOVA.<br />
A 144,5 1 144,50 52,54 *** 141,75 70,87<br />
B 32,0 1 32,00 11,64 ** 29,25 14,62<br />
C 12,5 1 12,50 4,545 9,75 4,87<br />
T 200,0 7 ---- ---- 200,00 100,00<br />
e p<br />
11,0 4 2,75 ---- 19,25 9,62<br />
Gdzie: SS x<br />
– suma kwadratów, T – suma wartości,ν – ilość<br />
stopni swobody, e p<br />
– błędy, V – wariancja danego czynnika,<br />
F – test Fisher’a – Shnedecor’a, SS’ – poprawiona suma<br />
kwadratów, ** – 95% poziom istotności danego czynnika, ***<br />
– 99% poziom istotności danego czynnika, P[%] – procentowy<br />
udział każdego z czynników w wyniku obserwacji.<br />
Na podstawie analizy wariancji (tab. 7) stwierdzono, że<br />
najistotniejszy wpływ na jakość lutowania miała powłoka<br />
płytki drukowanej (udział 70%), mniejszy wpływ, lecz nadal<br />
istotny miał profil lutowania (15%). Natomiast wpływ rodzaju<br />
zastosowanego drutu lutowniczego należy uznać, za mało<br />
istotny (
Rys. 19. Wykresy efektów głównych. Fig. 19. Graphs of the main effects<br />
Omówienie wyników i wnioski<br />
Warstwa złota na płytkach drukowanych charakteryzowała się<br />
zmniejszoną, w stosunku do wymagań, grubością podwarstwy<br />
niklu, jednak z wynikiem pozytywnym przeszła próbę lutowności.<br />
Po lutowaniu, złoto rozpuściło się w stopie SAC 305, a na<br />
granicy faz podłoże miedziane/stop powstała warstwa związków<br />
międzymetalicznych Ni 3<br />
Sn 4<br />
+ Cu 6<br />
Sn 5<br />
, o grubości ok. 2 µm,<br />
charakterystycznej dla bezołowiowych połączeń lutowanych.<br />
W połączeniach lutownych, zarówno układów BGA (z lutowania<br />
rozpływowego), jak i podzespołów przewlekanych (z<br />
lutowania ręcznego) stwierdzono bardzo małą ilość wad lutowniczych.<br />
Głownie były to pustki w kulkach BGA lub brak<br />
pełnego wypełnienia otworów.<br />
Warstwa srebra immersyjnego na płytkach drukowanych<br />
charakteryzowała się prawidłową grubością, jednak nie spełniła<br />
wymagań lutowności. Po procesie przetapiania pasty<br />
SAC 305 na powłoce powstały odwilżenia. W połączeniu<br />
lutowanym, metodą SEM i EDX stwierdzono narost grubej,<br />
kolumnowej warstwy Cu 6<br />
Sn 5<br />
na granicy faz, a w miejscach<br />
odwilżenia o prócz cienkiej warstwy ZMM nie stwierdzono<br />
obecności stopu SAC.<br />
Zła jakość powłoki Ag imm<br />
znalazła odbicie w dużej ilości<br />
wad lutowniczych, szczególnie w dużych pustkach (>25% objętości)<br />
w kulkach BGA oraz braku wypełnień podzespołów<br />
przewlekanych.<br />
Analiza ANOVA wykazała, że na jakość lutowania bezołowiowego<br />
głównie miał wpływ rodzaj powłoki na pd (w 70%), oprócz<br />
tego w 15% wpływ miał profil lutowania. Dla omawianych przypadków<br />
korzystniejszy był profil lutowania, o temperaturze w<br />
piku: 245…250°C i czasie 60…90 s. Rodzaj stopu w drucie lutowniczym<br />
w niewielkim stopniu (5%) wpłynął na wyniki lutowania.<br />
Na podstawie przeprowadzonych badań wykazano wpływ<br />
jakości powłoki na pd na jakość lutowania bezołowiowego,<br />
Stwierdzono, że badanie lutowności jest dobrym wskaźnikiem<br />
jakości powłoki wchodzącej do procesu lutowania.<br />
Literatura<br />
[1] Proposal for a Directive on the Restriction of the Use of Certain<br />
Hazardous Substances in Electrical and Electronic Equipment<br />
(RoHS), COM(2008) 809/4 RECAST, Draft 8 November 2010,<br />
http://www.europarl.europa.eu.<br />
[2] Bukat K., Hackiewicz H.: Lutowanie bezołowiowe. BTC 20<strong>07</strong>,<br />
ISBN 978-83-60233-25-2.<br />
[3] Vianco P.T.: An Overview of Surface Finishes and Their Role in<br />
Printed Circuit Board Solderability and Solder Joint Performance.<br />
Circuit World, 25 (1998), p.6.<br />
[4] Arra M., Shangguan D., Xie D.: Wetting of Fresh and Aged Immersion<br />
Tin and Silver Finishes by Sn/Ag/Cu Solder. Proc. APEX<br />
2003, (IPC, Northbrook, IL; 2003), S12-2-1 - 12-2-7.<br />
[5] Peace G. S.: Taguchi methods: a hands-on approach, Addison-Wesley<br />
Publishing Company, ISBN 0-201-56311-8, Second<br />
printing 1993.<br />
[6] Kisiel R., Friedel K.: Design of experiments: joint action of leadfree<br />
solders with low-solid fluxes. 19th International Spring Seminar<br />
on Electronic Technology, God - Hungary, 1996, 124–128.<br />
[7] IPC-4552: 2002. Specification for Electroless Nickel/Immersion<br />
Gold (ENIG) Plating for Printed Circuit Boards<br />
[8] IPC-4553A: 2005. Specification for Immersion Silver Plating for<br />
Printed Boards<br />
[9] Vianco P., E. Lopez, W. Wallace, A. Kilgo, S. Lucero: Effects of<br />
Storage Procedures and Bake Out on Solderability of Immersion<br />
Silver-Coated PCBs, http://www.smtonline.com/ As originally<br />
published in the proceedings of Pan Pacific Symposium 2009,<br />
January 26–28, 2009.<br />
[10] IPC J-STD-003B: 20<strong>07</strong>. Solderability Tests for Printed Boards.<br />
[11] PN-EN 61191-2 (2006). „Wymagania dotyczące jakości wykonania<br />
zespołów elektronicznych lutowanych. Część 2: Zespoły<br />
wykonywane techniką montażu powierzchniowego”<br />
[12] PN-EN 61192-3 (20<strong>07</strong>). „Wymagania dotyczące jakości wykonania<br />
zespołów elektronicznych lutowanych. Część 3: Zespoły<br />
wykonane techniką montażu przewlekanego”.<br />
[13] Kościelski M.: Wady lutownicze – identyfikacja metodą<br />
rentgenowską i proponowane środki zapobiegawcze. <strong>Elektronika</strong><br />
12/2008, 92–93.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 81
Mikrorobot do lutowania punktowego do zastosowań<br />
w automatycznych systemach produkcyjnych<br />
mgr inż. MARCIN KIEŁBASIŃSKI, mgr inż. WIESŁAW KOPERA,<br />
mgr inż. TADEUSZ KOZŁOWSKI, mgr inż. WŁODZIMIERZ MOCNY<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Przy montażu podzespołów elektrotechnicznych (przekaźniki<br />
elektromagnetyczne, wyłączniki nadprądowe, filtry przeciwzakłóceniowe,<br />
kondensatory itp.) prawie zawsze występują operacje<br />
lutowania punktowego.<br />
Lutowanie punktowe dotyczy wykonywania połączeń końcówek<br />
dwu lub więcej przewodów elektrycznych, lub połączeń<br />
końcówek przewodów z określonymi detalami montowanego<br />
podzespołu elektrotechnicznego. Przykład takiego połączenia<br />
przedstawia rys. 1. Przedstawiony na nim detal jest filtrem<br />
przeciwzakłóceniowym, w którym lutowane są przewody do<br />
blaszek wyprowadzeń zwijki kondensatorowej.<br />
W technologii montażu ręcznego, coraz częściej eliminowanego<br />
z praktyki przemysłowej, operacje te są wykonywane<br />
na stanowiskach obsługiwanych przez operatora wyposażonego<br />
w specjalizowane lub standardowe lutownice. Operator<br />
dokonujący lutowania jest jednocześnie weryfikatorem jakości<br />
wykonanego połączenia, ewentualnie korygującym błędy, co<br />
w sposób oczywisty wpływa na czas wykonywania operacji.<br />
Praktycznie osiągana jakość lutowania w dużym stopniu zależy<br />
od doświadczenia i rzetelności operatora.<br />
W produkcji wielkoseryjnej podzespołów elektrotechnicznych<br />
coraz częściej proces montażu łącznie z lokalnymi<br />
operacjami lutowania realizowany jest w automatycznych liniach<br />
technologicznych, głównie z konieczności uzyskiwania<br />
wysokich wydajności i powtarzalnej jakości, a także w celu<br />
obniżki kosztów jednostkowych. Jednakże zautomatyzowanie<br />
operacji lutowania wyprowadzeń realizowanej współbieżnie<br />
z innymi operacjami montażu nastręcza wielu trudności. Ze<br />
względu na istotne zagadnienia związane z ochroną środowiska<br />
wymagane jest zastosowanie materiałów lutowniczych<br />
dostosowanych do technologii bezołowiowej, właściwie dobranych<br />
do łączonych materiałów, a także precyzyjnych metod<br />
nagrzewania połączeń lutowniczych w kontekście wymagań<br />
narzucanych przez linię automatycznego montażu podzespołów<br />
elektrotechnicznych.<br />
Technologia bezołowiowa wymaga stosowania temperatury<br />
narzędzia najczęściej w zakresie 380…400°C.<br />
Technologię bezołowiową należy stosować przy produkcji<br />
podzespołów elektrycznych i elektronicznych objętych dyrektywą<br />
RoHS, bez względu na miejsce występowania połączeń<br />
lutowanych [1, 2].<br />
Budowa urządzenia<br />
W ramach prac prowadzonych w ITR został opracowany i wykonany<br />
prototyp mikrorobota lutowniczego do wykorzystania<br />
w automatycznych liniach montażowych.<br />
Widok 3D mikrorobota przedstawiony jest na rys. 2, a na<br />
rys. 3 pokazano szczegółowo konstrukcję głowicy lutującej<br />
z mechanizmem współrzędnościowym XY.<br />
Urządzenie składa się z:<br />
● konstrukcji nośnej,<br />
● zespołów funkcjonalnych:<br />
‣ głowicy roboczej, zawierającej lutownicę z prowadnikiem<br />
drutu lutowniczego,<br />
‣ pneumatycznego napędu głowicy w osi Z,<br />
‣ mechanizmu współrzędnościowego XY, na którym zamocowana<br />
jest głowica,<br />
‣ podajnika drutu lutowniczego,<br />
‣ stacji lutowniczej,<br />
● systemu sterowania urządzeniem,<br />
● pulpitu operatorskiego,<br />
Rys. 1. Punkty lutowania w przykładowym detalu<br />
Fig. 1. Soldering points in the sample component<br />
Rys. 2. Widok 3D mikrorobota<br />
Fig. 2. Microrobot 3D view<br />
82<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 3. Widok szczegółowy zespołów funkcjonalnych<br />
Fig. 3. Detailed view of the functional components<br />
Rys. 4. Schemat blokowy podsystemu zasilania i sterowania<br />
Fig. 4. The block diagram of the supply and control subsystem<br />
● systemu zasilania zespołów,<br />
● kamery typu smart (kamery inteligentnej),<br />
● systemu eliminacji oparów lutowania (nie pokazanego na<br />
rysunku).<br />
W urządzeniu zastosowane zostały handlowe zespoły do<br />
realizacji technologicznych funkcji procesu lutowania:<br />
● stacja lutownicza typ WD2 firmy Weller (z grzaniem oporowym)<br />
oraz wymiennie stacja lutownicza typ Q203 H firmy<br />
●<br />
Quick (z grzaniem prądami w.cz),<br />
podajnik drutu lutowniczego model RE-PSL firmy Reeco.<br />
Stacje lutownicze mogą być również innego typu, czy innego<br />
producenta, podobnie jak podajnik drutu lutowniczego.<br />
Konstrukcja nośna urządzenia oparta jest o system aluminiowych<br />
profili konstrukcyjnych firmy ITEM. Jest to rodzaj<br />
ażurowego prostopadłościanu z płytą wierzchnią, na której<br />
usytuowane są zespoły funkcjonalne: mechanizm współrzędnościowy<br />
XY z ruchomą w osi Z głowicą roboczą, stacja<br />
lutownicza, podajnik drutu lutowniczego oraz wspornik<br />
smart kamery. Głowica robocza, zamontowana na wsporniku<br />
umocowanym na mechanizmie współrzędnościowym, posiada<br />
formę uchwytu trzymającego lutownicę i prowadnik drutu<br />
lutowniczego. Uchwyt jest uniwersalny, tj. przystosowany do<br />
zamocowania lutownic wchodzących w skład zarówno stacji<br />
lutowniczej WD2, jak i Q203H. Do napędu głowicy w osi Z wykorzystywany<br />
jest siłownik pneumatyczny z prowadzeniem<br />
i układem regulacji siły nacisku grota lutownicy.<br />
Mechanizm współrzędnościowy XY zbudowany jest z 2<br />
segmentów liniowego przesuwu (paskowych) z dwufazowymi<br />
silnikami skokowymi.<br />
W dolnej części konstrukcji (pod płytą wierzchnią) umieszczona<br />
jest szafka sterownicza, w której znajdują się podzespoły<br />
systemu sterowania.<br />
Podsystem zasilania i sterowania<br />
Podsystem zasilania i sterowania, którego schemat blokowy<br />
przedstawiono na rys. 4 składa się z następujących części:<br />
● szafki sterowania,<br />
● pulpitu operatorskiego model XBTN200,<br />
● przycisków: wyłącznika głównego i wyłącznika awaryjnego.<br />
Sterownik mikroprocesorowy, umieszczony w szafce sterowania,<br />
integruje podsystem wizyjny i mechatroniczny poprzez<br />
interfejs komunikacyjny Ethernet z protokółem Modbus<br />
TCP w trybie master-slave oraz linie dwustanowe I/O.<br />
Urządzenie uruchamiane jest cyklicznie przez system nadrzędny<br />
sterowania linią automatycznego montażu.<br />
W skład oprogramowania sterownika wchodzą procedury<br />
sterowania cyklem automatycznym oraz procedury obsługi<br />
serwisowej. Praca serwisowa urządzenia realizowana jest<br />
z lokalnego pulpitu operatorskiego.<br />
Podsystem wizyjny<br />
●<br />
Podsystem wizyjny [3] ma 3 podstawowe zadania do wykonania:<br />
● wstępną ocenę pola lutowniczego w tym analizę obecności<br />
drutu,<br />
● wyznaczenie poprawki w płaszczyźnie XY dla położenia<br />
grota lutownicy w celu optymalizacji położenia punktu lutowniczego,<br />
wykonanie oceny połączenia po wykonaniu operacji lutowania.<br />
Przyjęto koncepcję rozwiązania podsystemu wizyjnego<br />
w oparciu o układ kamery inteligentnej (smart camera), wyposażonej<br />
w oświetlacz własny typu LED-Ring light. Do realizacji<br />
zadań inspekcji wizyjnej wybrano monochromatyczną kamerę<br />
o rozdzielczości 640x480 pikseli, model IS 5100 firmy Cognex/<br />
DVT Corporation. Pole ekspozycji stanowi obszar 40×30 mm.<br />
Jako interfejs komunikacyjny pomiędzy sterownikiem obiektowym,<br />
a systemem wizyjnym zastosowano łącze Ethernet<br />
z protokółem Modbus TCP oraz moduł interfejsu cyfrowego<br />
wyposażony w 3 programowalne linie I/O. Zarządzanie produktami<br />
(predefiniowalnymi procesami inspekcji wizyjnej) odbywa<br />
się za pośrednictwem pulpitu operatorskiego sterownika<br />
PLC lub komputera. Zaprojektowany system posiada cechy<br />
skalowalności pozwalające na rozbudowę bazy produktów,<br />
jak również rozszerzanie funkcji aplikacji wizyjnych o dodatkowe<br />
zadania inspekcji jakości badanych elementów. Jest<br />
otwarty na rozbudowę sprzętową o dodatkowe węzły wizyjne<br />
pozwalające na inspekcję w innych rzutach.<br />
Zastosowany system inspekcji optycznej oraz zastosowane<br />
techniki przetwarzania i analizy obrazów umożliwiają realizację<br />
dodatkowych zadań inspekcji wstępnej:<br />
● identyfikację niewłaściwego wymiarowo detalu oraz jego<br />
złe spozycjonowanie w polu ekspozycji,<br />
● pomiar orientacji kątowej wyprowadzenia względem pola<br />
lutowniczego,<br />
● detekcję znaczących defektów powierzchniowych pola lutowniczego.<br />
Po wykonaniu inspekcji wstępnej, system wizyjny decyduje<br />
czy obiekt klasyfikuje się do wykonania operacji lutowania<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 83
czy też potraktowany zostanie w linii technologicznej jako<br />
brak. W przypadku pozytywnego wyniku inspekcji wstępnej,<br />
system wyznacza pożądaną pozycję w płaszczyźnie XY grotu<br />
lutownicy względem pola lutowniczego. Optymalną ze względu<br />
na proces lutowania jest pozycja styczna do wyprowadzenia<br />
zlokalizowana w połowie jego długości w zakresie pola<br />
lutowniczego.<br />
Po wykonaniu operacji lutowania, system wizyjny dokonuje<br />
inspekcji optycznej połączenia w celu oceny jego jakości.<br />
Analiza jakości lutowanego połączenia dotyczy przede<br />
wszystkim wymiarów geometrycznych połączenia oraz oceny<br />
stanu powierzchni.<br />
Informacja o wyniku analizy (dobry/zły) przekazywana jest<br />
do nadrzędnego systemu sterowania linią automatycznego<br />
montażu.<br />
Podsumowanie<br />
Mikrorobot do lutowania punktowego został zaprojektowany<br />
i wykonany w ramach projektu rozwojowego pt. „Mikrorobot<br />
do lutowania punktowego z wizyjnym systemem<br />
pozycjonowania i kontroli jakości lutowania do zastosowań<br />
w automatycznych liniach montażu podzespołów elektrotechnicznych”.<br />
Literatura<br />
[1] Bukat K., Hackiewicz H.: Lutowanie bezołowiowe. Wyd. BTC,<br />
Warszawa 20<strong>07</strong>.<br />
[2] Kornacki W., Moszczyński S., Bukat K.: Problemy technologii<br />
bezołowiowego lutowania punktowego w przemysłowych zautomatyzowanych<br />
liniach montażowych. <strong>Elektronika</strong> 7/<strong>2011</strong>.<br />
[3] Karliński M., Kornacki W., Biernacki K.: Zastosowanie systemu<br />
automatycznej inspekcji wizyjnej dla celów automatyzacji operacji<br />
lutowania punktowego w produkcyjnych liniach montażowych.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>.<br />
[4] Dokument normalizacyjny IPC-A-610D „Acceptability of electronic<br />
assemblies”, 2005.<br />
[5] Materiały firmy Weller: Instrukcja obsługi stacji lutowniczej WD2,<br />
2008.<br />
[6] Materiały firmy QUICK: Instrukcja obsługi stacji lutowniczej<br />
Q203H, 2009.<br />
[7] Materiały firmy Cognex: Środowisko projektowo-uruchomieniowe<br />
In Sight Explorer 4.3, 2009.<br />
[8] Twido programmable controller, Schneider Electric, 20<strong>07</strong>.<br />
Zastosowanie systemu automatycznej inspekcji<br />
wizyjnej dla celów automatyzacji operacji lutowania<br />
punktowego w produkcyjnych liniach montażowych<br />
mgr inż. KRZYSZTOF BIERNACKI, mgr inż. MARCIN KARLIŃSKI,<br />
dr inż. WITOLD KORNACKI<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
W artykule przedstawiono zastosowanie podsystemu wizyjnego<br />
w oparciu o układ kamery inteligentnej (smart camera),<br />
wyposażonej w oświetlacz własny typu LED-ring light, na potrzeby<br />
wyznaczania korekty położenia narzędzia roboczego<br />
(głowicy lutowniczej) oraz realizacji podstawowych zadań<br />
inspekcji jakości lutowanych elementów, wykorzystanego<br />
w projekcie badawczo-rozwojowym Nr N R02 0043 06/2009<br />
„Mikrorobot do lutowania punktowego z wizyjnym systemem<br />
pozycjonowania i kontroli jakości lutowania do zastosowań<br />
w automatycznych liniach montażu podzespołów elektrotechnicznych”.<br />
Celem tego projektu było opracowanie nowej technologii<br />
lutowania punktowego i narzędzia do jej realizacji dla<br />
zastosowań w automatycznych liniach montażu podzespołów<br />
elektrotechnicznych, tj. opracowanie inteligentnego mikrorobota<br />
z wizyjnym systemem pozycjonowania punktu połączenia<br />
i wizyjną kontrolą jakości wykonywanych operacji.<br />
W wyniku realizacji projektu powstał prototyp mikrorobota<br />
lutowniczego przygotowany do zastosowań w zautomatyzowanych<br />
liniach produkcyjnych. Jest to urządzenie uniwersalne,<br />
łatwo adaptowalne do konkretnej aplikacji.<br />
W skład systemu wchodzą:<br />
• mechanizm współrzędnościowy x/y/z o programowanym<br />
zakresie przesunięć w osiach x/y ± 50 mm,<br />
• kamera wizyjna z systemem optyczno-oświetleniowym<br />
o zakresie obserwacji ok. 50 × 50 mm,<br />
• nadążny system grzejny z dynamicznie dostosowaną temperaturą<br />
grota lutowniczego, kompensujący obniżanie się<br />
temperatury końca grota w momencie zetknięcia się z materiałem<br />
łączonych elementów,<br />
84<br />
• system automatycznego porcjowania materiału lutowniczego;<br />
• system komputerowy wyposażony w procedury programowe<br />
dotyczące:<br />
– sterowania ruchami mechanizmu x/y/z i zespołu podawania<br />
lutu (pozycjonowanie) na podstawie analizy<br />
obrazu zarejestrowanego przez kamerę,<br />
– analizy obrazu dla oceny jakości lutowania (stanu powierzchni<br />
wykonanego połączenia lutowanego)<br />
– dynamicznej regulacji temperatury grota, uwzględniającej<br />
charakterystyczne parametry stosowanego materiału<br />
i wymagania czasowe procesu montażu,<br />
– wspomagania serwisowej obsługi urządzenia,<br />
– współpracy z komputerowym systemem sterowania<br />
urządzeniami automatycznej linii montażowej.<br />
Artykuł koncentruje się na zagadnieniach analizy obrazów<br />
wykorzystywanej w systemie pozycjonowania głowicy<br />
lutującej, oceny wymiarów geometrycznych połączeń<br />
i podstawowej kontroli jakości stanu powierzchni połączeń<br />
lutowanych [1].<br />
Architektura sprzętowa podsystemu<br />
wizyjnego<br />
Do realizacji zadań inspekcji wizyjnej wybrano kamerę o rozdzielczości<br />
640 × 480 pikseli, model IS 5100 firmy Cognex/<br />
DVT Corporation pracującą pod kontrolą środowiska projektowo<br />
uruchomieniowego serii In-Sight Explorer.4.3 [5].<br />
Jako interfejs komunikacyjny pomiędzy sterownikiem obiek-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
towym a systemem wizyjnym zastosowano łącze Ethernet<br />
z protokółem Modbus TCP oraz moduł interfejsu cyfrowego<br />
wyposażony w 3 programowalne linie I/O. Zarządzanie<br />
produktami (pre- definiowalnymi procesami inspekcji wizyjnej)<br />
odbywa się za pośrednictwem pulpitu operatorskiego<br />
sterownika PLC lub komputera. Zaprezentowany system<br />
posiada cechy skalowalności pozwalające na rozbudowę<br />
bazy produktów jak również rozszerzanie funkcji aplikacji<br />
wizyjnych o dodatkowe zadania inspekcji jakości badanych<br />
elementów. System jest otwarty na rozbudowę sprzętową<br />
o dodatkowe węzły wizyjne pozwalające na inspekcję w innych<br />
rzutach.<br />
Podstawowe elementy architektury sprzętowej podsystemu<br />
wizyjnego zastosowane w projekcie są następujące:<br />
– IS 5100 – Series 5000 High Speed SmartImage Sensor<br />
(monochromatyczna smart camera CCD o dużej<br />
wydajności) [5],<br />
– 5000R-LGTKIT – LGT kit IS series red (oświetlacz pierścieniowy<br />
do montażu na kamerze, kolor czerwony) [6],<br />
– ACC-24I – DVT 24V/2A ind. power supply (Zasilacz kamery<br />
+24VDC do montażu na szynie),<br />
– LDS-C – SPACER 5 MM CS MOUNT TO C (pierścień<br />
przejściowy do montażu optyki typu C),<br />
– LTC-50F Tamron – C Mount 50 mm lens (obiektyw o stałej<br />
ogniskowej).<br />
System oświetlenia<br />
System oświetlenia stanowi jeden z ważniejszych elementów<br />
systemu wizji maszynowej i ma zasadnicze znaczenie,<br />
jeżeli chodzi o pozyskanie informacji dobrej jakości, w celu<br />
jej późniejszego przetwarzania i analizowania. Zastosowany<br />
oświetlacz zapewnia jednorodne oświetlenie pola ekspozycji,<br />
uwydatniając pożądane cechy obserwowanych detali. Zastosowano<br />
oświetlacz LED pierścieniowy zintegrowany z kamerą<br />
[6]. Analizę warunków ekspozycji determinujących wybór systemu<br />
oświetlenia zamieszczono poniżej – podstawowe cechy<br />
zastosowanego oświetlacza:<br />
– Kształt: oświetlenie pierścieniowe (ring type)<br />
– Wymiary geometryczne: średnica – 50 mm<br />
– Struktura światła: oświetlenie bezpośrednie (direct)<br />
– Sposób umiejscowienia obiektu w stosunku do oświetlacza<br />
i kamery: oświetlenie typu front light<br />
– Sposób ukierunkowania światła: oświetlenie w polu jasnym<br />
(bright field)<br />
– Długości fali: 660 nm,<br />
– Tryb pracy: dynamiczny (oświetlenie impulsowe, tylko<br />
w czasie akwizycji obrazu).<br />
Podzespoły optyczne<br />
W zakresie sprzętu optycznego zastosowano obiektyw<br />
o stałej ogniskowej, firmy Tamron typu: LTC-50F C Mount<br />
50 mm lens. Kamera umieszczona jest w odległości<br />
ok. 40 cm od obiektu. Przesłona obiektywu wynosi 1:5.6<br />
a czas ekspozycji zdjęcia 8 ms. Pole ekspozycji ma wymiary<br />
40 × 30 mm i odpowiada pełnej rozdzielczości kamery<br />
(640 × 480) pikseli.<br />
Przedmiot analizy wizyjnej<br />
Analizie wizyjnej poddawane są połączenia lutowane powstające<br />
w wyniku pracy zautomatyzowanego systemu lutowania<br />
punktowego. Reprezentatywne próbki lutów prezentuje<br />
rys. 1.<br />
Rys. 1. Próbki lutów w świetle dziennym<br />
Fig. 1. Soldering samples in a daily light<br />
Zdjęcia zamieszczone na rys. 1 wykonano kamerą Cognex<br />
IS 5100 z obiektywem F50 mm zorientowaną prostopadle<br />
do pola ekspozycji. Odległość przedmiotowa – 400 mm, pole<br />
ekspozycji 40x30 mm.<br />
Próbki dokumentują podstawowe problemy występujące<br />
w analizie wizyjnej połączeń lutowanych tj.:<br />
– niski kontrast pomiędzy polem lutowniczym (padem), a lutem,<br />
– wysoką refleksyjność powierzchni lutu,<br />
– niejednorodność powierzchni i koloru wynikająca z nierównomiernego<br />
rozpływu lutowia i plam topnika,<br />
– niewidoczne w rzucie czołowym zjawisko braku rozpływu<br />
lutowia (wysoki kąt zwilżania)<br />
– nieznaczna zmiana poziomu refleksyjności lutowia dla<br />
przypadku „zimnego lutu” [2].<br />
W dalszej części artykułu przedstawiono zastosowane metody<br />
akwizycji obrazu oraz algorytmy inspekcji wizyjnej pozwalające<br />
na wstępną ocenę jakości połączeń lutowanych [3].<br />
Właściwa akwizycja obrazu wymaga optymalnego określenia<br />
pod kątem ekspozycji cech charakterystycznych obiektu,<br />
jego oświetlenia, konfiguracji układu optyki oraz doborze<br />
filtrów.<br />
Algorytmy inspekcji wizyjnej sprowadzają się do pomiaru<br />
cech geometrycznych obiektu typu pole powierzchni lutu, jego<br />
objętość, kąt zwilżania, skazy powierzchniowe.<br />
Ze względu na ograniczone spektrum zastosowań oświetlacza<br />
własnego kamery wynikające z niewielkiej mocy oraz<br />
braku regulacji położenia (z wyjątkiem wyboru sekcji świetlnej<br />
w osi X lub Y) wykonano eksperymenty z oświetlaczem zewnętrznym<br />
ring lighting. Do badań zastosowano oświetlacz<br />
IDR-F60/32R firmy VS Technology o średnicy 60 mm i mocy<br />
2,4 W (rys. 2). Oświetlacz ten zapewnia jednorodne rozproszone<br />
światło o dużej luminancji. Obraz detalu uzyskany<br />
z zastosowaniem oświetlacza płaszczyznowego serii IDR-F<br />
prezentuje rys. 3. Zaletą tego typu światła jest wysoki kontrast<br />
lutu w stosunku do tła nawet przy „niskim profilu” pola lutowniczego.<br />
Zastosowanie zewnętrznego źródła światła pozwala<br />
na rejestrację dobrej jakości obrazu niezależnie od odległości<br />
od kamery i gabarytów stanowiska badawczego.<br />
Pierwszy etap konfiguracji systemu optyki służy pozyskaniu<br />
kontrastowego obrazu lutu w rzucie czołowym. Zastosowanie<br />
w/w układu oświetlenia i filtracji pozwala na uzyskanie quazi<br />
jednorodnego kolorystycznie obrazu lutu na tle pola, niezależnie<br />
od jego kształtu co umożliwia następnie wyznaczenie pola<br />
powierzchni obrysu lutu oraz miary jego regularności.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 85
Rys. 4. Oświetlenie strukturalne z linią laserową<br />
Fig. 4. Structural lighting with the use of laser line<br />
Rys. 2. Zastosowanie oświetlacza płaszczyznowego IDR-F<br />
Fig. 2. Applications of Flat Direct Ring Lighting<br />
Rys. 5. Detale oświetlone linią laserową<br />
Fig. 5. Samples illuminated with laser lines<br />
Rys. 3. Zdjęcie pola lutowniczego w świetle oświetlacza IDR-F<br />
Fig. 3. Photo of soldering pad with the use of Flat Direct Ring<br />
Lighting<br />
Ekspozycja w rzucie bocznym<br />
Na jakość połączenia lutowanego wpływa nie tylko pole powierzchni<br />
i właściwy regularny kształt, ale również profil poprzeczny<br />
stanowiący miarę objętości lutu. Kształt profilu niesie informację<br />
o stopniu rozpłynięcia lutowia czyli tzw. kącie zwilżania.<br />
Ekspozycję w rzucie bocznym uzyskano w tym samym<br />
układzie optyki, wyposażonym dodatkowo w źródło światła<br />
strukturalnego zbudowanego na bazie linii laserowej wyposażonej<br />
w głowicę siatki znaczników optycznych (rys. 4).<br />
Wykorzystano siatkę znaczników w postaci 5 linii równoległych<br />
rzutowanych na powierzchnię pola lutowniczego pod<br />
kątem 45°. Profil analizowanych lutów pokazuje rys. 5.<br />
Do obserwacji znaczników linii laserowej na tle lutu wyposażono<br />
obiektyw w filtr pasmowo-przepustowy (λ = 646 nm)<br />
dopasowany do długości fali świetlnej emitowanej przez laser.<br />
Ze względu na wysoką refleksyjność, niejednorodność kształtu<br />
i koloru lutu, obraz pozyskany bez filtra jest trudny do analizy<br />
(rys. 6).<br />
Odwzorowanie na powierzchni pola lutowniczego linii przekrojów<br />
poprzecznych odpowiada obserwacji obiektu w rzucie<br />
bocznym. Powierzchnia kolejnych przekrojów pozwala oszacować<br />
objętość lutu. Kształt linii na styku pola lutowniczego<br />
jest miarą kąta zwilżania. Nieciągłość linii odpowiada wysokiemu<br />
kątowi zwilżania lutowia lub ubytkom lutu.<br />
86<br />
Rys. 6. Obraz linii laserowej bez filtracji pasmowej<br />
Fig. 6. Picture of laser lines without bandwidth filtering<br />
Ekspozycja w polu ciemnym<br />
Ekspozycja w polu ciemnym stanowi alternatywną metodę<br />
identyfikacji przekroju detalu w stosunku do obserwacji<br />
w świetle strukturalnym jakie emituje linia laserowa. Ten typ<br />
oświetlenia pozwala na wyeksponowanie krawędzi niewidocznych<br />
w rzucie czołowym, w tym przypadku obrysu krawędzi<br />
lutu. Konfiguracja systemu wizyjnego przy zastosowaniu tego<br />
typu oświetlacza pokazana jest na rys. 7.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 7. System oświetlenia „w polu ciemnym”<br />
Fig. 7. Lighting system „in a dark field”<br />
Rys. 9. Efekt zacienienia wokół lutu obserwowanego w polu<br />
ciemnym<br />
Fig. 9. Shadow effect around soldering sample „in a dark field”<br />
Struktura oprogramowania systemu<br />
wizyjnego<br />
Rys. 8. Ekspozycja lutów w polu ciemnym<br />
Fig. 8. Soldering samples „in a dark fileld”<br />
Zastosowanie oświetlacza „dark field” wymaga miejsca<br />
w okolicy pola ekspozycji ze względu na niewielką odległość<br />
roboczą przedmiotowego oświetlacza wynoszącą ok. 40 mm.<br />
Weryfikacji praktycznej poddana została ta metoda oświetlenia<br />
z wykorzystaniem profesjonalnego oświetlacza nisko kątowego<br />
LED z dyfuzorem Do badań zastosowano oświetlacz<br />
o średnicy 100 mm typu IDR-LA produkcji VS Technology.<br />
Struktura światła emitowanego pod niskim kątem pozwala na<br />
ekspozycję zarysu tych fragmentów lutu które posiadają niski<br />
kąt zwilżania czyli krawędź schodzącą pod ostrym kątem do<br />
pola lutowniczego. Występuje tak zwany efekt płomienia na<br />
obrysie detalu (rys. 8c).<br />
Dodatkowym efektem pozwalającym oszacować objętość<br />
pola lutowniczego jest zjawisko zacienienia wokół ostrych<br />
krawędzi. Pomiar pola powierzchni obszaru zacienionego wymaga<br />
jednak jednorodnego tła, zbliżonego jasnością do pola<br />
lutowniczego, a występujący często efekt rozprysków topnika<br />
stawia pod znakiem zapytania przydatność tej metody. Zdjęcie<br />
detalu pokazanego w polu ciemnym oraz efekt cienia ukazuje<br />
rys. 9.<br />
Oprogramowanie wizyjne zostało zaprojektowane w oparciu<br />
o środowisko dedykowane do kamer firmy Cogex – In Sight<br />
Explorer 4.3 [7, 8].<br />
Wykorzystane w projekcie środowisko projektowo-uruchomieniowe<br />
In Sight Explorer pozwala na kompleksowe oprogramowanie<br />
i uruchomienie aplikacji wizyjnej. Począwszy od<br />
konfiguracji sprzętowej odpowiadającej za proces akwizycji<br />
obrazu, poprzez wspomaganie projektowania algorytmów inspekcji<br />
opartych na funkcjach przetwarzania obrazów, aż po<br />
zadania sterowania i kontroli wykonywane on-line na obiekcie.<br />
W realizowanym projekcie algorytm wizyjny bada prawidłowe<br />
położenie detalu, sprawdza tolerancje wymiarów i wyznacza<br />
położenie narzędzia. Wynik inspekcji i współrzędne<br />
grota przesyłane są do jednostki nadrzędnej łączem Ethernet<br />
[9]. Rozwiązanie to integruje system inspekcji wizyjnej z mechanizmem<br />
wykonawczym tworząc autonomiczny węzeł technologiczny.<br />
Oprogramowanie narzędziowe obsługuje również funkcje<br />
komunikacyjne wyposażonej w interfejs sieciowy Ethernet kamery,<br />
wspierając istotne przemysłowe standardy wymiany danych<br />
oraz zdalny dostęp i monitoring kamery w sieci Internet.<br />
Zakres inspekcji optycznej sytemu<br />
wizyjnego<br />
System inspekcji wizyjnej przeznaczony jest do wyznaczenia<br />
pożądanej pozycji w płaszczyźnie XY grotu lutownicy względem<br />
pola lutowniczego. Optymalną ze względu na proces lutowania<br />
jest pozycja styczna do wyprowadzenia zlokalizowana<br />
w połowie jego długości w zakresie pola lutowniczego.<br />
Zastosowany system inspekcji optycznej oraz zastosowane<br />
techniki przetwarzania i analizy obrazów umożliwiają realizację<br />
następujących dodatkowych zadań inspekcji [4]:<br />
– identyfikacja niewłaściwego wymiarowo detalu, detal źle<br />
spozycjonowany w polu ekspozycji,<br />
– pomiar orientacji kątowej wyprowadzenia względem pola<br />
lutowniczego,<br />
– detekcja znaczących defektów powierzchniowych pola lutowniczego.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 87
Opis procedur pomiarowych<br />
Zrealizowano następujące procedury pomiarowe:<br />
– procedury przetwarzania wstępnego – Preprocesing – (Image,<br />
Calibration,) – proc. systemowa,<br />
– procedury pozycjonowania obiektu – Patterns – (Find the<br />
pad),<br />
– procedury pomiarowe – Edges – (Measure high/width<br />
of wire),<br />
– procedury obliczeniowe – Mathematics – (Tool pos of X,Y),<br />
– procedury wykrywania defektów powierzchni – Hist – (Check<br />
for wire),<br />
– procedury wyświetlania grafiki – Plot (Plot tool marker).<br />
Podsumowanie<br />
Podsumowując etap konfiguracji systemu wizyjnego prowadzony<br />
w celu pozyskania obrazu pola lutowniczego optymalnego<br />
pod kątem dalszej analizy należy stwierdzić, że obraz<br />
w rzucie czołowym i obraz w rzucie bocznym stanowi właściwy<br />
materiał do dalszej analizy. Niemniej jednak mogą wystąpić<br />
przesłanki uniemożliwiające zastosowanie linii laserowej, takie<br />
jak nieprecyzyjne podawanie detali w pole ekspozycji, czy ich<br />
dowolna orientacja kątowa. Uzasadnione jest w tym przypadku<br />
pozyskanie obrazu do analizy przestrzennej drogą akwizycji<br />
w polu ciemnym. W obydwu przypadkach rejestracja obrazu<br />
do analizy płaskiej jak i przestrzennej następuje na tym samym<br />
stanowisku. System kamery inteligentnej steruje właściwymi<br />
źródłami światła przy wykonywaniu kolejnych zdjęć.<br />
Zagadnienie inspekcji jakości połączeń powinno być dostosowane<br />
do warunków przemysłowych zarówno z punktu widzenia<br />
doboru sprzętu jak i wydajnych algorytmów, gwarantujących<br />
krótki czas inspekcji. W celu wyeksponowania cech, będących<br />
przedmiotem inspekcji przeprowadzone zostały próby z zastosowaniem<br />
monochromatycznych kamer CCD z różnymi systemami<br />
oświetlenia, zarówno z punktu widzenia długości fali światła, jak<br />
i jego struktury (oświetlenie światłem rozproszonym, oświetlenie<br />
w polu ciemnym, oświetlenie strukturalne przy wykorzystaniu linii<br />
laserowej). W celu poprawienia jakości obrazu testowano zastosowanie<br />
różnego rodzaju filtrów (np. pasmowo przepustowych<br />
czy polaryzacyjnych). W zakresie sprzętu wizyjnego bazowano<br />
na kamerach inteligentnych firmy Cognex i Dvt.<br />
Zrealizowane algorytmy i procedury inspekcji optycznej<br />
oraz zastosowane techniki przetwarzania i analizy obrazów<br />
pozwalają oczekiwać, że poza podstawowym zadaniem pozycjonowania<br />
grota lutownicy względem detalu będzie możliwa<br />
realizacja dodatkowych zadań inspekcji:<br />
– identyfikacja niewłaściwego wymiarowo detalu,<br />
– pomiar orientacji kątowej wyprowadzenia względem pola<br />
lutowniczego,<br />
– detekcja znaczących defektów powierzchniowych pola lutowniczego.<br />
Literatura<br />
[1] PN-EN 61192-1:2006, Wymagania dotyczące jakości wykonania<br />
zespołów elektronicznych. Część 1: Postanowienia ogólne.<br />
[2] Hand Soldering with Lead-free Alloys, Materiały firmy Kester,<br />
http://www.kester.com.<br />
[3] Bukat K., Hackiewicz H.: Lutowanie bezołowiowe. Wyd. BTC<br />
Warszawa 20<strong>07</strong>.<br />
[4] IPC-A-610D Acceptability of Electronic Assemblies, Feb 2005.<br />
[5] DVT Intellect 1.4 Installetion and User Guide, May 20<strong>07</strong> by Cognex<br />
Corp.<br />
[6] DVT Scrip Reference Manual, Jan 20<strong>07</strong> by Cognex Corp.<br />
[7] In-Sight Explorer User Guide, Apr 2009 by Cognex Corp.<br />
[8] In-Sight 5000 Series Vision System Manual, Apr 2009 by Cognex Corp.<br />
[9] Integration Note – MC Protocol (via Ethernet) for In-Sight, Mar<br />
2009 by Cognex Corp.<br />
Wpływ procesów rozwijania powierzchni miedzi<br />
na wielkość zmian rezystancji rezystora<br />
cienkowarstwowego formowanego z folii NiP<br />
mgr inż. KRZYSZTOF LIPIEC, mgr inż. ANETA ARAŹNA, dr inż. JANUSZ BORECKI,<br />
mgr inż. KONRAD FUTERA<br />
<strong>Instytut</strong> Tele i Radiotechniczny, Warszawa<br />
Przed procesem prasowania należy rozwinąć powierzchnię<br />
miedzi warstw wewnętrznych w celu zapewnienia dobrego<br />
przylegania naprasowanej warstwy preimpregnatu. Standardowo<br />
stosuje się tutaj następujące procesy: pumeksowanie,<br />
mikrotrawienie oraz wytwarzanie na powierzchni<br />
miedzi tlenków tego metalu w procesie chemicznym.<br />
W przypadku rezystorów cienkowarstwowych zastosowanie<br />
pumeksowania jest niedozwolone ze względu na możliwość<br />
uszkodzenia mechanicznego warstwy rezystywnej<br />
ziarnami stosowanego pumeksu w czasie tego procesu.<br />
Najczęściej stosowane są procesy wytwarzania brunatnych<br />
albo czarnych tlenków miedzi. Przed procesem nakładania<br />
tlenków powierzchnia płytki jest przygotowywana, aby wytworzona<br />
warstwa tlenków była równomierna na całej powierzchni<br />
i jednocześnie posiadała dużą przyczepność.<br />
W tym celu stosuje się szereg operacji technologicznych<br />
takich jak: odtłuszczanie, mikrotrawienie, dekapowanie.<br />
88<br />
Wszystkie te procesy mogą wpływać na nieosłoniętą warstwę<br />
rezystywną powodując jej roztwarzanie, a tym samym<br />
wzrost rezystywności. Dlatego wymagana jest analiza wpływu<br />
poszczególnych procesów przygotowania powierzchni<br />
warstwy obwodu drukowanego na rezystywność warstwy<br />
NiP. W związku z stosowaniem w praktyce produkcyjnej<br />
wielu różnych procesów nakładania tlenków miedzi, dla kilku<br />
powszechnie stosowanych procesów wykonano badania<br />
wpływu poszczególnych operacji technologicznych na<br />
zmiany rezystancji warstwy rezystywnej [1]. Podczas całego<br />
procesu technologicznego nakładania tlenków prowadzono<br />
stałą kontrolę roztworów, ponieważ wszelkie zmiany<br />
w składzie roztworów, temperaturze i warunkach procesowych<br />
mogą wpływać na zmiany rezystancji. Badanie zmian<br />
rezystancji podczas procesu rozwijania powierzchni miedzi<br />
były wykonywane w warunkach laboratoryjnych i w warunkach<br />
produkcyjnych na liniach technologicznych.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Badanie wpływu procesów rozwijania<br />
powierzchni na wielkość zmian rezystancji<br />
rezystorów w warunkach laboratoryjnych<br />
Zastosowanie różnych związków chemicznych w poszczególnych<br />
roztworach powoduje, że każda operacja może przyczyniać<br />
się do degradacji warstwy rezystywnej, co bezpośrednio<br />
przekłada się na wzrost rezystywności tej warstwy. Warstwy wewnętrzne<br />
przeznaczone do badań zostały wykonane z dwóch<br />
rodzajów materiałów FR-4 z miedzią zewnętrzną Cu 18 µm<br />
i warstwą rezystywną NiP (25 Ω/□ i 100 Ω/□). W warunkach<br />
laboratoryjnych wykonano nakładanie trzech rodzajów tlenków<br />
miedzi to jest tlenków brunatnych, czerwonych i czarnych.<br />
Stosowane zasadowe roztwory oparte były na chlorynie sodu,<br />
wodorotlenku sodu i fosforanie sodu. Skład i parametry roztworów<br />
zasadowych zamieszczono w tabeli 1. Przed procesem<br />
osadzania tlenków powierzchni miedzi wszystkie płytki testowe<br />
odtłuszczano w alkalicznym roztworze zawierającym wodorotlenek<br />
i fosforan sodowy, w temperaturze 50°C przez 3 minuty.<br />
Tab. 1. Skład i parametry zasadowych tlenków. Próby doświadczalne<br />
laboratoryjne rozwinięcia powierzchni Cu<br />
Tabl. 1. Composition and parameters of alkaline oxides. Experimental<br />
and laboratory tests of Cu surface development<br />
Skład i parametry<br />
procesu<br />
Rodzaj tlenków<br />
Brunatne Czerwone Czarne<br />
NaClO 2<br />
0,7M 1,2M 0,5M<br />
NaOH 0,5M 0,5M 1,25M<br />
Na 3<br />
PO 4<br />
10 g/l 10 g/l 10 g/l<br />
Temperatura [°C] 60 50 80<br />
Czas [min] 5 5 5<br />
Po procesie odtłuszczania i po procesie nakładania tlenków<br />
mierzono rezystancję rezystorów. Aby wykonać pomiar<br />
rezystancji konieczne było odsłonięcie miedzianych pól pomiarowych<br />
za pomocą wiązki laserowej na drążarce UV YAG<br />
(długość fali 355 nm) [2]. Po odtłuszczaniu zanotowano niewielki<br />
wzrost rezystancji, który wynosił w przybliżeniu 0,5%<br />
w przypadku warstwy rezystywnej 25 Ω/□ i do 1% w przypadku<br />
warstwy rezystywnej 100 Ω/□. Ustalono, że stosowane<br />
zasadowe roztwory miały zdecydowanie wyższy wpływ na<br />
warstwę o rezystancji 100 Ω/□. Największe zmiany rezystancji<br />
powodowały zasadowe tlenki czarne i zawierały się w przedziale<br />
20…28% dla warstwy rezystywnej 100 Ω/□ rys. 1,<br />
Rys. 2. Zmiana rezystancji po procesie wytwarzania brunatnych<br />
tlenków, rezystory wykonane w materiale 100 Ω/□<br />
Fig. 2. The change of resistance after the brown oxides manufacturing<br />
generation process, resistors completed in 100 Ω/□<br />
material<br />
a dla warstwy 25 Ω/□ w przedziale 5…6%. Niższe zmiany rezystancji<br />
powodowały zasadowe tlenki czerwone w zakresie<br />
od 11% do 20% w przypadku warstwy rezystywnej 100 Ω/□<br />
i 1…3,5% dla warstwy 25 Ω/□. Najmniejsze zmiany rezystancji<br />
z wszystkich użytych do badań laboratoryjnych tlenków zasadowych<br />
powodowały tlenki brunatne i wynosiły od 14% do<br />
18% dla warstwy rezystywnej 100 Ω/□ rys. 2, a dla warstwy 25<br />
Ω/□ zawierały się w przedziale 0,5…1,5%.<br />
Badania wpływu procesów rozwinięcia powierzchni Cu<br />
przed prasowaniem uzupełniono testami rozwinięcia powierzchni<br />
Cu techniką mikrotrawienia w roztworze kwaśnym<br />
nadsiarczanu sodu. Temperatura pracy procesu wynosiła<br />
50°C.<br />
W badaniach laboratoryjnych rozwijania powierzchni<br />
miedzi za pomocą mikrotrawienia w roztworze kwaśnym<br />
uzyskano wzrost rezystancji wyższy w przypadku warstwy<br />
rezystywnej 25 Ω/□ i wynosił on 5…7%. W przypadku warstwy<br />
rezystywnej 100 Ω/□ wzrost rezystancji wynosił 1…2%<br />
tab. 2.<br />
Tab. 2. Wpływ procesów technologicznych na rezystancję wbudowanych<br />
elementów rezystywnych w zależności od rodzaju materiału<br />
rezystywnego. Próby doświadczalne laboratoryjne rozwinięcia powierzchni<br />
Cu<br />
Tabl. 2. Influence of technological processes on the resistance<br />
of built-in resistive elements depending on a kind of resistive material.<br />
Experimental and laboratory tests of Cu surface development<br />
Rodzaj<br />
procesu<br />
Warstwa rezystywna NiP 25 Ω/<br />
Tlenki<br />
Czarne Czerwone Brunatne<br />
Mikrotrawienie<br />
Zmiana<br />
rezystancji [%]<br />
5–6 1–3,5 0,5–1,5 5–7<br />
Rodzaj<br />
procesu<br />
Warstwa rezystywna NiP 100 Ω/<br />
Tlenki<br />
Czarne Czerwone Brunatne<br />
Mikrotrawienie<br />
Zmiana<br />
rezystancji [%]<br />
20–28 11–20 14–18 1–2<br />
Rys. 1. Zmiana rezystancji po procesie wytwarzania czarnych<br />
tlenków, rezystory wykonane w materiale 100 Ω/□<br />
Fig. 1. The change of resistance after the black oxides generation<br />
process, resistors completed in 100 Ω/□ material<br />
Po wytworzeniu tlenków i wykonaniu pomiarów płytki testowe<br />
poddawano procesowi prasowania.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 89
Badanie wpływu procesów rozwijania<br />
powierzchni na wielkość zmian rezystancji<br />
rezystorów cienkowarstwowych<br />
w warunkach produkcyjnych<br />
Wykonano badania na liniach technologicznych, w których<br />
stosowano dwie handlowe technologie osadzania tlenków<br />
miedzi: tlenków brunatnych z roztworu kwaśnego firmy J-<br />
KEM oraz tlenków czarnych z roztworów alkalicznych według<br />
technologii Rohm & Haas.<br />
Drugi proces wykonywano u dwóch producentów płytek<br />
drukowanych. Parametry charakterystyczne poszczególnych<br />
procesów wytwarzania tlenków brunatny i czarnych<br />
zostały przedstawione w tab. 3.<br />
Zauważono wyraźnie silniejsze oddziaływanie stosowanego<br />
roztworu alkalicznego. Największe zmiany rezystancji<br />
wywoływał w przypadku rezystorów wykonywanych z materiału<br />
rezystywnego 100 Ω/□ i zawierał się w przedziale<br />
25…58% dla zakładu 1 i 2. Mniejsze zmiany wywoływał<br />
roztwór alkaliczny dla materiału rezystywnego 25 Ω/□ w zakresie<br />
14…24%. Stosowany w ITR roztwór kwaśny do rozwijania<br />
powierzchni powodował znacznie mniejsze zmiany<br />
rezystancji w badanych rezystorach w przypadku warstwy<br />
rezystywnej 100 Ω/□ zawierały się w przedziale 7…18%. Natomiast<br />
dla użytego materiału 25 Ω/□ zmiany rezystancji były<br />
w zakresie 9…13,5%.<br />
Tab. 3. Zestawienie parametrów i procesów podczas wytwarzania tlenków. Próby doświadczalne<br />
produkcyjne<br />
Tabl. 3. List of parameters and processes during the preparation of oxides. Experimental<br />
production tests<br />
Parametry<br />
i skład procesu<br />
Skład<br />
Temperatura<br />
[°C]<br />
Czas trwania<br />
procesu [min]<br />
Skład<br />
Temperatura<br />
[°C]<br />
Czas trwania<br />
procesu [min]<br />
Tab. 4. Wpływ procesów osadzania tlenków na rezystancję wbudowanych<br />
cienkowarstwowych elementów rezystywnych. Próby<br />
doświadczalne na liniach technologicznych w trzech ośrodkach<br />
produkcyjnych<br />
Tabl. 4. Influence of oxides deposition processes on the resistance<br />
of built-in thin-layered resistive elements. Experimental tests on technological<br />
lines in three production centers<br />
Rodzaj<br />
procesu<br />
Warstwa rezystywna NiP 25 Ω/<br />
Czarne<br />
(zakład 1)<br />
Tlenki<br />
Czarne<br />
(zakład 2)<br />
Brunatne<br />
Zmiana rezystancji [%] 15–28 14–18 9–13,5<br />
Rodzaj<br />
procesu<br />
Odtłuszczanie<br />
Top bond<br />
conditiomer<br />
Próby doświadczalne w warunkach produkcyjnych wykazały,<br />
że proces wytwarzania tlenków na powierzchni miedzi<br />
ma zdecydowany wpływ na rezystancję rezystorów. Wyniki<br />
zostały przedstawione w tabeli 4.<br />
Warstwa rezystywna NiP 100 Ω/<br />
Czarne<br />
(zakład 1)<br />
Rodzaj procesu<br />
Top bond<br />
predip<br />
Tlenki<br />
Czarne<br />
(zakład 2)<br />
Osadzania<br />
tlenków<br />
Top bond<br />
promotor<br />
4 3 1<br />
Electroposil<br />
PC cleaner<br />
Mikrotrawienie<br />
Kondycjonowanie<br />
Nie<br />
50 stosowano<br />
25 40<br />
Circuposit<br />
Etch<br />
3330<br />
Cuposit Z<br />
Pro bond<br />
80A i 80B<br />
50 23 22 73<br />
5 2 0,5 10<br />
Brunatne<br />
Zmiana rezystancji [%] 43–58 25–35 7–18<br />
Rodzaj<br />
wytworzonych<br />
tlenków<br />
Brunatne<br />
(kwaśne)<br />
Czarne<br />
(alkaliczne)<br />
Podsumowanie<br />
Wykonano badania wpływu procesów rozwijania<br />
powierzchni miedzi na wytworzone rezystory<br />
cienkowarstwowe z folii NiP 25 i 100 Ω/□.<br />
Przeprowadzono je zarówno w warunkach laboratoryjnych<br />
jak i na liniach technologicznych<br />
trzech zakładów wytwarzających wielowarstwowe<br />
obwody drukowane.<br />
Na podstawie uzyskanych wyników stwierdzono,<br />
że:<br />
● Roztwory chemiczne używane w tym procesie<br />
oddziaływają nie tylko na miedź, ale<br />
również na cienką warstwę rezystywną<br />
składającą się z niklu i fosforu.<br />
● Największe zmiany w rezystancji dla folii<br />
NIP 25 i 100 Ω/□ stwierdzono w przypadku<br />
roztworów alkalicznych (tlenki czarne) stosowanych<br />
w zakładach produkcyjnych. Wprowadziły<br />
zmiany nawet powyżej 50% w wykonanych<br />
rezystorach. Dlatego proces nie jest<br />
zalecany do stosowania przy rezystorach<br />
wytwarzanych z cienkowarstwowej folii NiP<br />
25 i 100 Ω/□ na warstwach wewnętrznych.<br />
● W przypadku prób laboratoryjnych największe zmiany rezystancji<br />
odnotowano po procesie rozwinięcia powierzchni<br />
Cu z zastosowaniem zasadowych tlenków czarnych.<br />
Większa zawartość wodorotlenku sodu w tym roztworze<br />
wpłynęła niekorzystnie na warstwę rezystywną NiP.<br />
● Przeprowadzone badania wykazały, że najlepiej sprawdza<br />
się wytwarzanie brunatnych tlenków z roztworu kwaśnego,<br />
ze względu na najmniejszy wpływ tego procesu na rezystancję<br />
rezystora cienkowarstwowego.<br />
● Ze względu na to, że w większości przypadków stosowane jest<br />
rozwinięcie powierzchni miedzi przed laminowaniem wybrany<br />
proces w przypadku płytek z rezystorami cienkowarstwowymi<br />
powinien gwarantować powtarzalne zmiany na stałym poziomie.<br />
Dlatego podczas całego procesu technologicznego<br />
nakładania tlenków należy przeprowadzać stałą kontrolę roztworów,<br />
ponieważ wszelkie zmiany w składzie chemicznym,<br />
temperaturze i warunkach procesowych wpływają na wielkość<br />
zmiany rezystancji rezystorów cienkowarstwowych.<br />
Literatura<br />
[1] Stęplewski W., Borecki J., Kozioł G., Araźna A., Dziedzic A.,<br />
Markowski P.: Influence of Selected Constructional and Technological<br />
Factors on Tolerance and Stability of Thin- Film Resistors<br />
Embedded in PCBs. ELTE 2010 and IMAPS-CPMT Poland,<br />
22–25 September, 2010, Wrocław.<br />
[2] Kozioł G., Stęplewski W.: Zastosowanie laserów w technologii<br />
płytek drukowanych o wysokiej gęstości upakowania połączeń.<br />
<strong>Elektronika</strong> 11/2008, ss. 43–47.<br />
90<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Próby zastosowania systemu eksperckiego<br />
w automatycznej analizie pracy wyłącznika<br />
inż. HUBERT CHRZANIUK, inż. PIOTR ZYBERT<br />
<strong>Instytut</strong> Tele- I Radiotechniczny, Warszawa<br />
Wyłącznik to jedna z najważniejszych części systemu sieci<br />
energetycznej. Z uwagi na jego kluczową rolę musi zapewnić<br />
jak najbardziej niezawodne działanie, gdyż jego uszkodzenie<br />
może mieć poważne konsekwencje dla poprawnej pracy<br />
i bezpieczeństwa systemu energetycznego. Z tego powodu<br />
stan techniczny każdego wyłącznika powinien być regularnie<br />
testowany. Jednak w rzeczywistych warunkach zważywszy na<br />
duże rozmiary sieci i fizyczne umiejscowienie jej elementów<br />
w trudno dostępnych miejscach, przeprowadzanie częstych<br />
inspekcji jest organizacyjnie niemożliwe do zrealizowania lub<br />
ekonomicznie nieuzasadnione. Z tego powodu w praktyce<br />
wiele elementów sieci energetycznej funkcjonuje bez nadzoru<br />
technicznego przez wiele lat, a wczesne oznaki ich zużycia,<br />
które mogłyby zapobiec przyszłym większym awariom, pozostają<br />
w ukryciu dla operatora systemu. Problemem w omawianej<br />
kwestii jest typowa metodyka diagnostyki elementów sieci,<br />
która wymaga obecności ekipy serwisowej i manualnego<br />
podłączenia przenośnego aparatu testującego. W przypadku<br />
wyłączników dodatkowo należy przerwać działanie testowanego<br />
egzemplarza i wymusić jego operacje tak, aby móc zarejestrować<br />
przebiegi diagnostyczne.<br />
Niniejszy artykuł przedstawia nowe podejście do problemu<br />
diagnostyki elementów sieci energetycznej poprzez zaangażowanie<br />
zaawansowanych technik przetwarzania sygnału<br />
oraz metod opartych o działanie systemu ekspertowego.<br />
W przedstawianym przykładzie system akwizycji przebiegów<br />
na bieżąco monitoruje sygnały generowane przez wyłącznik<br />
podczas jego pracy. Ciąg danych w postaci próbek zostaje<br />
przesłany do modułu parametryzującego, który dokonuje ekstrakcji<br />
cech sygnału. Wygenerowane w ten sposób wartości,<br />
które charakteryzują parametry przebiegów, są przesyłane<br />
do systemu ekspertowego. System taki zawiera zbiór reguł,<br />
imitujących wiedzę eksperta. Wynikiem działania jest raport,<br />
przedstawiający stan techniczny wyłącznika oraz poziom jego<br />
zużycia oraz ewentualnie sugerujący wymianę lub potrzebę<br />
naprawy jakiegoś podzespołu sieci. Ważną cechą powyższej<br />
metody jest automatyzacja procedury diagnostycznej, bowiem<br />
całość procesu testowania może być przeprowadzona zdalnie.<br />
Daje to możliwość wczesnego zapobiegania awariom sieci co<br />
dotychczas było możliwe tylko w minimalnym zakresie.<br />
Koncepcja<br />
Obecnie w sieciach energetycznych stosowanych jest kilka rodzajów<br />
wyłączników różniących się między sobą typem (małoolejowe,<br />
próżniowe) lub budową (kolumnowe, tornistorowe).<br />
Choć posiadają one odmienną mechanikę to ich działanie<br />
zawsze opiera się na kilku identycznych fazach. Po sygnale<br />
inicjacji zaczyna się magnesowanie cewki, następnie działa<br />
układ mechaniczny wyłącznika, który zmienia pozycję styków<br />
głównych. Mechanizm ten powoduje również zmianę stanu<br />
na wyprowadzeniach dodatkowych. W fazie ostatniej cewka<br />
podlega rozmagnesowaniu. Mechanika i wszystkie przebiegi<br />
generowane podczas pracy wyłącznika są ze sobą skorelowane.<br />
Oznacza to, że zmiany w obrębie działania mechanizmu<br />
poruszającego elementy wyłącznika mają wpływ na kształty<br />
sygnałów, które podlegają akwizycji. Zbierane przebiegi mogą<br />
być parametryzowane na różne sposoby dając w zależności<br />
od metody przetworzenia informację powiązaną z czasem wystąpienia<br />
pewnych charakterystycznych punktów w sygnale lub<br />
kształtem sygnału (np. poziom zakłóceń, wartość maksimum).<br />
Na podstawie parametrów oraz charakterystycznych punktów<br />
w sygnale można stworzyć zbiór reguł związanych z danym<br />
przebiegiem, a w dalszej kolejności ze stanem urządzenia<br />
z którego pochodzi sygnał, uzyskując w ten sposób wiele informacji<br />
o urządzeniu. Jako przykład złożonego sygnału z wieloma<br />
regułami z nim związanymi, może posłużyć przebieg prądu<br />
cewki otwierającej wyłącznika. Sygnał prądu cewki informuje<br />
przede wszystkim o jej przerwaniu lub zwarciu. Do zaprezentowania<br />
cech przebiegu prądu cewki stworzono siedem parametrów<br />
pomiędzy którymi istnieją zależności czasowe oraz dla<br />
których można zdefiniować wartości typowe oraz przedziały<br />
tolerancji. Z ich pomocą można wykreować szereg reguł związanych<br />
z funkcjonowaniem wyłącznika, na podstawie których<br />
można wnioskować o nieprawidłowościach w jego działaniu.<br />
Jako przykład nieprawidłowości uzyskanej ze sparametryzowanego<br />
przebiegu może posłużyć opóźnienie momentu czasowego<br />
narastania prądu cewki (parametr TCCPU), względem<br />
impulsu inicjalizacji otwarcia wyłącznika (TION). Uzyskana wartość<br />
zdefiniowana jako różnica TCCPU – TION, związana jest<br />
ze zdarzeniem otwarcia wyłącznika, musi być większa od zera<br />
ponieważ przy poprawnej pracy wyłącznika zdarzenie TCCPU<br />
musi wystąpić po zdarzeniu TION. W przeciwnym wypadku<br />
wyłącznik został otwarty samoistnie, a praca wyłącznika uległa<br />
zakłóceniu. Pozostałe parametry przedstawione na rys. 1, pozwalające<br />
na definicje reguł to momenty czasowe: spadku war-<br />
TCCMAX<br />
A<br />
TION<br />
TCCPU<br />
TCCMARG<br />
Prąd cewki<br />
otwierającej<br />
Impuls inicjalizacji<br />
otwarcia wyłącznika<br />
Sygnał styku<br />
pomocniczego A<br />
Sygnał styku<br />
pomocniczego B<br />
Prąd w fazie A<br />
TCCDIP AUXAT TCCDOFF AUXBT<br />
PHACDOFF<br />
TCCZERO<br />
Rys. 1. Typowe przebiegi czasowe sygnałów podczas operacji<br />
otwarcia wyłącznika bez parametryzacji<br />
Fig. 1. Typical waveforms generated during opening operation of<br />
circuit breaker without parametrization<br />
t<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 91
tości prądu cewki (TCCDOFF) oraz spadku po nasyceniu (TC-<br />
CDIP) oraz wyzerowanie wartości prądu cewki (TCCZERO),<br />
a także parametry prądowe: wartość maksymalna (TCCMAX)<br />
oraz różnica pomiędzy wartością maksymalną oraz wartością<br />
pierwszego ekstremum (TCCMARG).<br />
Przy użyciu wiedzy na temat wpływu zużycia poszczególnych<br />
elementów wyłącznika na wartości tych parametrów<br />
można ocenić stan poszczególnych podzespołów badanego<br />
aparatu, a w konsekwencji podjąć decyzję o potrzebie naprawy<br />
serwisowej lub nawet wymiany całego urządzenia.<br />
Interpretacja sygnałów pochodzących z elementów sieci<br />
energetycznej jest złożonym problemem i wymaga specjalistycznej<br />
wiedzy, często niedostępnej ostatecznemu użytkownikowi<br />
lub operatorowi. Automatyzacja tego procesu jest możliwa dzięki<br />
zastosowaniu systemu eksperckiego. System tego typu do działania<br />
potrzebuje bazy wiedzy oraz zbioru faktów. Baza wiedzy<br />
reprezentowana jest przez zestaw reguł, które analizują istniejące<br />
w systemie fakty. Jeśli dana reguła zostanie aktywowana<br />
możne wygenerować wniosek dla użytkownika lub wprowadzić<br />
do systemu nowy fakt. Reguły w systemie są wynikiem współpracy<br />
eksperta z danej dziedziny i tzw. inżyniera wiedzy, który na<br />
podstawie wiedzy eksperta wprowadza do systemu nowe reguły<br />
zrozumiałe dla mechanizmu wnioskującego. W odniesieniu do<br />
sieci energetycznych fakty stanowią informacje dostarczane do<br />
systemu w wyniku parametryzacji przebiegów generowanych<br />
przez elementy sieci (np. wyłączniki). Baza wiedzy jest natomiast<br />
reprezentowana przez zestaw reguł, które można podzielić na<br />
reguły podstawowe i reguły złożone. Te pierwsze analizują fakty<br />
bezpośrednio dostarczone do systemu przez moduł parametryzujący,<br />
czyli przykładowo określają czy dany parametr zawiera<br />
się w określonych granicach tolerancji. Reguły złożone analizują<br />
fakty, które zostały dostarczone do systemu w wyniku działania<br />
innych reguł. W ten sposób analizowane są nie tylko pojedyncze<br />
parametry, ale także zależności między nimi.<br />
Przykład działania<br />
W celu zademonstrowania rezultatów analizy uzyskanych za<br />
pomocą systemu eksperckiego, wybrano wzorcowy przykład<br />
sparametryzowanych sygnałów uzyskanych z wyłącznika znajdującego<br />
się w stanie zablokowania. Zjawisko to jest typowym<br />
problem w pracy wyłączników w polu rozdzielczym wymagającym<br />
natychmiastowego rozpoznania oraz obsługi. Problem<br />
może być zdiagnozowany poprzez analizę czterech sygnałów:<br />
trzech sygnałów prądowych dla każdej z faz oraz opisywany<br />
w niniejszym artykule sygnał prądu cewki otwierającej. Zaburzenia<br />
sygnałów charakterystyczne dla tego typu zjawiska ilustruje<br />
rys. 2 (linią przerywano zaznaczono poprawny przebieg).<br />
A<br />
92<br />
Prąd cewki<br />
otwierającej<br />
Prąd w fazie A<br />
Rys. 2. Sygnały charakterystyczne dla stanu zablokowania wyłącznika<br />
Fig. 2. Trip current and phase current waveforms indicating circuit<br />
breaker stuck during opening operation<br />
t<br />
Brak zaniku<br />
prądu fazowego<br />
fazy A<br />
Rys. 3. Analiza systemu eksperckiego z zastosowaniem reguł<br />
złożonych (kolorem żółtym zaznaczono reguły, które zadziałały)<br />
Fig. 3. Process of expert system reasoning in which both simple<br />
and complex rules are activated (yellow figures represent activated<br />
rules)<br />
W przykładzie prąd cewki otwierającej utrzymuje swoją<br />
wartość maksymalną, a jeden lub więcej z prądów fazowych<br />
nie zanika do zera. Moduł parametryzujący w procesie analizy<br />
sygnału nie jest w stanie wyekstrahować momentów czasowych<br />
w których prąd cewki otwierającej oraz jeden z prądów fazowych<br />
zanikają do zera. Dlatego odpowiadające im parametry przyjmują<br />
wartości poza przedziałem tolerancji zadeklarowanym w systemie<br />
eksperckim, co powoduje zadziałanie dwóch podstawowych<br />
reguł związanych z tymi parametrami. Jeżeli dwie reguły<br />
podstawowe zostaną aktywowane, uruchomiona zostaje reguła<br />
Wyłącznik zablokowany w celu wskazania, że w wyłączniku wystąpił<br />
problem podczas operacji otwarcia. Reguły R1, R2 i R3<br />
sprawdzają wystąpienie momentu zanikania do zera dla każdego<br />
z prądów, a reguła R4 analizuje wystąpienie faktu osiągnięcia<br />
wartości zerowej dla prądu cewki otwierającej (rys. 3).<br />
Wnioski<br />
Stworzenie narzędzia umożliwiającego zastosowanie systemów<br />
eksperckich w automatycznej analizie stanu wyłącznika<br />
jest praktycznie i ekonomicznie uzasadnione. Taki system<br />
umożliwiłby wprowadzenie szybkiej i niezależnej metody diagnostyki,<br />
co zredukowałoby ilość krytycznych awarii poprzez<br />
wskazywanie, które elementy sieci wymagają interwencji techników.<br />
Dla poprawnego działania takiego systemu kluczową<br />
rolę odgrywa parametryzacja przebiegów. Dobór cech sygnału<br />
i metodyka ich ekstrakcji ma bezpośrednie przełożenie na dokładność<br />
i celność dokonanej przez system diagnozy. Drugim<br />
newralgicznym elementem systemu jest baza wiedzy. Stworzenie<br />
reguł analizujących stan elementów sieci energetycznej<br />
na podstawie przebiegów zbieranych w czasie jej pracy jest<br />
zagadnieniem trudnym i nieopisanym w literaturze, a zdobycie<br />
takiej wiedzy wymaga współpracy inżynierów wiedzy z ekspertami,<br />
a także przeprowadzenia serii testów rzeczywistej aparatury.<br />
Efektywność diagnostyki parametrów jest dodatkowo<br />
zależna od ilości wprowadzonych do systemu reguł. Zbyt duża<br />
ilość reguł z pewnością prowadziłaby do losowości wyniku<br />
analizy, zbyt mała dostarczałaby ogólnych wniosków.<br />
Prace prezentowane w tym artykule są częścią projektu rozwojowego<br />
współfinansowanego przez Unię Europejską w ramach<br />
Funduszy Strukturalnych Program Operacyjny Innowacyjna Gospodarka,<br />
numer projektu WND-POIG.01.03.01-14-141/08.<br />
Literatura<br />
Brak zaniku<br />
prądu fazowego<br />
fazy B<br />
Brak zaniku<br />
prądu fazowego<br />
fazy C<br />
Prąd cewki<br />
otwierającej nie osignął<br />
wartości zerowej<br />
R1 R2 R3 R4<br />
R5<br />
Wyłącznik<br />
zablokowany<br />
Reguły<br />
złożone<br />
Parametry<br />
sygnałów<br />
Reguły<br />
podstawowe<br />
[1] Lisowiec A., Kołodziejczyk Z., Nowakowski A., Miedziński B.:<br />
E-diagnozowanie energetycznych sieci rozdzielczych. Przegląd<br />
Elektrotechniczny nr 9’2009, ss. 232-235.<br />
[2] Lachowki P.: Wyłączniki wnętrzowe średniego napięcia. Nota<br />
katalogowa ABB.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Wpływ wygrzewania na jakość warstw SiO 2<br />
wytwarzanych na podłożach 4H-SiC metodą<br />
utleniania termicznego<br />
mgr inż. KRYSTIAN KRÓL 1,3) , dr inż. MAŁGORZATA KALISZ 1,2) , dr inż. MARIUSZ SOCHACKI 1) ,<br />
prof. dr hab. inż. JAN SZMIDT 1)<br />
1)<br />
<strong>Instytut</strong> Mikro- i Optoelektroniki, Warszawa, 2) <strong>Instytut</strong> Transportu Samochodowego, Warszawa<br />
3)<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Węglik krzemu (SiC) jest półprzewodnikowym materiałem<br />
szerokopasmowym, charakteryzującym się bardzo korzystnymi<br />
właściwościami elektrofizycznymi, w porównaniu do powszechnie<br />
wykorzystywanego krzemu, dla zastosowań w elektronice<br />
wysokotemperaturowej oraz wysokich częstotliwości.<br />
Na szczególną uwagę zasługuje przede wszystkim dziesięciokrotnie<br />
wyższa w porównaniu z krzemem wartość krytycznego<br />
pola elektrycznego, ale także duża przewodność cieplna, duża<br />
prędkość unoszenia elektronów przy wysokich wartościach<br />
pola elektrycznego oraz duża odporność na promieniowanie<br />
[1]. Jedną z podstawowych zalet tego materiału z punktu widzenia<br />
technologii wytwarzania przyrządów półprzewodnikowych,<br />
predysponującą go do zastosowań w mikroelektronice,<br />
jest możliwość wytwarzania naturalnego dielektryka w postaci<br />
SiO 2<br />
w procesie utleniania termicznego. Cechy tej nie posiadają<br />
inne wykorzystywane dzisiaj półprzewodnikowe materiały<br />
szerokopasmowe. Niestety, chociaż proces utleniania termicznego<br />
jest bardzo dobrze poznany w przypadku technologii<br />
krzemowej, utlenianie SiC jest procesem złożonym i wieloetapowym.<br />
Otrzymywane w ten sposób tlenki termiczne na węgliku<br />
krzemu charakteryzują się parametrami uniemożliwiającymi<br />
otrzymywanie przyrządów unipolarnych o parametrach porównywalnych<br />
z przyrządami krzemowymi. Główną przeszkodą<br />
w otrzymywaniu tlenków termicznych o dobrych właściwościach<br />
jest powstawanie zanieczyszczeń węglowych w postaci<br />
agregatów węglowych, w szczególności dimerów węglowych<br />
oraz międzywęzłowych atomów krzemu i węgla, emitowanych<br />
pod wpływem naprężeń związanych z przebudową powstającego<br />
tlenku [2]. Skutkuje to dużą gęstością aktywnych<br />
elektrycznie pułapek o poziomach energetycznych zlokalizowanych<br />
wewnątrz przerwy zabronionej SiC. W celu redukcji<br />
ilości pułapek powstających w czasie utleniania zaproponowano<br />
przeprowadzanie serii wygrzewań niskotemperaturowych<br />
w atmosferze tlenowej, prowadzonych w temperaturze niższej<br />
niż temperatura utleniania węglika krzemu [3, 4]. Celem tego<br />
zabiegu miało być utlenienie ewentualnych zanieczyszczeń,<br />
w szczególności węglowych, pozostałych po procesie utleniania.<br />
Innym sposobem polepszenia jakości tlenków otrzymywanych<br />
na podłożach SiC jest zastosowanie utleniania w atmosferze<br />
azotowej lub dodatkowych procesów wygrzewania<br />
w atmosferach azotowych, gdyż wiązanie azotu w obszarze<br />
interfejsu SiO 2<br />
/SiC znacząco redukuje gęstość stanów pułapkowych<br />
w otrzymywanych warstwach [5, 6]. W niniejszej pracy<br />
przedstawiono wyniki badań tlenków otrzymanych w procesie<br />
mokrego utleniania SiC, zakończonego wygrzewaniami w atmosferze<br />
azotowej, poprzedzonymi wygrzewaniami niskotemperaturowymi<br />
w atmosferze suchego O 2<br />
.<br />
Metodyka badań<br />
Struktury testowe wytworzono na podłożach węglika krzemu<br />
4H-SiC (0001) firmy SiCrystal. Procesom utleniania poddano<br />
warstwę epitaksjalną typu n domieszkowaną azotem<br />
(1 × 10 16 cm -3 ). Bezpośrednio przed rozpoczęciem utleniania<br />
struktury testowe przeszły procedurę czyszczenia RCA<br />
(SC1+SC2+HF). Po myciu próbki zostały załadowane do pieca<br />
w atmosferze N 2<br />
(1175°C). Po pięciu minutach gaz przełączono<br />
na mokry O 2<br />
i przeprowadzono utlenianie w temperaturze<br />
1175°C w czasie 10 min. Następnie cztery z pięciu próbek<br />
poddane zostały procesom wygrzewania niskotemperaturowego<br />
w atmosferze tlenu. Próbkę 1 wygrzano w temperaturze<br />
700°C w czasie 2 h, próbkę 2 w temperaturze 700°C w czasie<br />
4 h, próbkę 3 w temperaturze 800°C w czasie 2 h, natomiast<br />
próbkę 4 w temperaturze 800°C w czasie 4h. Próbkę 5 pozostawiono<br />
jako materiał referencyjny i nie poddano procesowi<br />
wygrzewania niskotemperaturowego. Wszystkie próbki<br />
zostały następnie poddane procesowi azotowania poprzez<br />
przeprowadzenie dwuetapowego wygrzewania wysokotemperaturowego<br />
(1175°C) w atmosferze mokrego N 2<br />
O (15 min.)<br />
oraz suchego N 2<br />
(30 min.).<br />
Charakteryzacji otrzymanych warstw pod względem chemicznym<br />
dokonano mierząc profile składu chemicznego przy<br />
pomocy spektroskopu mas jonów wtórnych MiniSIMS firmy<br />
Millbrook. W celu oceny parametrów elektrycznych otrzymanych<br />
warstw na spodniej stronie struktur testowych wytworzono<br />
kontakty omowe do SiC poprzez naparowanie i wygrzanie<br />
warstwy tytanu. Następnie na powierzchnię otrzymanych tlenków<br />
naparowano warstwę aluminium i w procesie fotolitografii<br />
wytworzono okrągłe elektrody bramki tworząc struktury kondensatorów<br />
MOS Al/SiO 2<br />
/4H-SiC. Wytworzone kondensatory<br />
poddano pomiarom elektrycznym i zmierzono wysokoczęstotliwościowe<br />
charakterystyki pojemnościowo-napięciowe C-V<br />
(1 MHz) oraz charakterystyki prądowo-napięciowe I-V. Na<br />
podstawie wykonanych pomiarów obliczono charakterystyczne<br />
parametry struktur MOS.<br />
Wyniki badań<br />
Na podstawie pomiarów charakterystyk pojemnościowo – napięciowych<br />
wyznaczono podstawowe parametry elektryczne<br />
wykonanych warstw (tab. 1). Z otrzymanych danych wynika,<br />
że każdy proces wygrzewania w niskiej temperaturze prowadzi<br />
do zwiększenia gęstości ładunku efektywnego w warstwie.<br />
Biorąc pod uwagę, że parametr ten opisuje sumaryczny<br />
wpływ ładunków obecnych w objętości dielektryka oraz w obszarze<br />
interfejsu SiO 2<br />
/SiC, a gęstość powierzchniowa pułapek<br />
o energiach w pobliżu środka przerwy zabronionej SiC<br />
maleje przy stosowaniu opisywanych procesów wygrzewania,<br />
można przypuszczać, że wzrost ilości ładunku w warstwie<br />
związany jest w tym przypadku z jego kumulacją w objętości<br />
warstwy, a nie w pobliżu interfejsu. Próbki poddane wygrzewaniu<br />
w temperaturze 700°C w czasie 4 h charakteryzują<br />
się większym ładunkiem efektywnym niż próbki wygrzewane<br />
przez taki sam czas w temperaturze 800°C. Dla czasu wygrzewania<br />
niskotemperaturowego równego 2 h, otrzymane<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 93
Tab. 1. Podstawowe parametry elektryczne obliczone na podstawie<br />
pomiarów charakterystyk wysokoczęstotliwościowych CV<br />
Tabl. 1. Basic electrical parameters calculated from HF CV<br />
measurements<br />
Nr Próbki<br />
t ox<br />
[nm]<br />
Q eff<br />
/q<br />
[cm -2 ]<br />
D it<br />
[eV -1 cm -2 ]<br />
5 (ref) 26,16 -3,80e+11 5,87e+12<br />
1 47,49 -1,01e+12 4,44e+12<br />
2 40,55 -1,72e+12 5,85e+12<br />
3 51,76 -1,01e+12 4,11e+12<br />
4 63,33 -7,30e+11 3,47e+12<br />
Rys. 1. Rozkład krytycznego natężenia pola elektrycznego dla<br />
charakteryzowanych próbek<br />
Fig. 1. Critical electric field distribution of measured samples<br />
wartości ładunku efektywnego oraz powierzchniowej gęstości<br />
stanów pułapkowych w pobliżu środka przerwy zabronionej<br />
są zbliżone, niezależnie od temperatury wygrzewania.<br />
Jednocześnie poddanie próbek procesom wygrzewania<br />
zmniejsza gęstość pułapek aktywnych elektrycznie w pobliżu<br />
interfejsu SiO 2<br />
/SiC. W porównaniu z próbką referencyjną<br />
wszystkie otrzymane próbki charakteryzują się mniejszą wartością<br />
parametru D it<br />
. W przypadku wygrzewania w temperaturze<br />
800°C wydłużenie czasu wygrzewania powoduje dalszy<br />
spadek gęstości pułapek oraz ładunku zawartego w objętości<br />
warstwy tlenku. Jest to zgodne z wynikami otrzymywanymi<br />
przez innych autorów [3,4]. W przypadku wygrzewania w temperaturze<br />
700°C poprawa parametrów interfejsu po wygrzewaniu<br />
w czasie 2h jest porównywalna z rezultatami uzyskanymi<br />
przy wygrzewaniu w temperaturze 800°C. Wydłużenie<br />
czasu wygrzewania do 4 h w temperaturze 700°C powoduje<br />
wzrost nie tylko gęstości stanów pułapkowych, ale także ładunku<br />
w objętości dielektryka. Takie zachowanie nie było obserwowane<br />
przez wspomnianych autorów, jednakże w żadnej<br />
z prac nie stosowano tak niskich temperatur i nie stosowano<br />
procesów azotowania.<br />
Wpływ procesu wygrzewania niskotemperaturowego na<br />
wytrzymałość elektryczną otrzymanych tlenków badano mierząc<br />
charakterystyki I–V. Otrzymane wyniki przedstawiono na<br />
rys. 1. Próbki wygrzewane w temperaturze 700°C, w porównaniu<br />
z próbką referencyjną, charakteryzowały się dużą wartością<br />
krytycznego pola elektrycznego oraz małym rozrzutem napięcia<br />
przebicia kondensatorów MOS wytworzonych w obrębie jednej<br />
próbki. Wraz ze wzrostem czasu wygrzewania zmniejsza się<br />
rozrzut napięcia przebicia w obrębie próbki i wzrasta wartość<br />
krytycznego pola elektrycznego. Wygrzewanie w temperaturze<br />
800°C w czasie 2 h tylko w niewielkim stopniu zwiększa wartość<br />
Rys. 2. Profile koncentracji węgla i azotu dla próbek poddanych wygrzewaniu a) 700°C 2 h, b) 700°C 4 h, c) 800°C 2 h, d) 800°C 4 h<br />
Fig. 2. Nitrogen and carbon koncentration profiles for samples reoxedized at a) 700°C for 2 h, b) 700°C for 4 h, c) 800°C for 2 h, d) 800°C for 4 h<br />
94<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
krytycznego pola elektrycznego, ale praktycznie pozostaje bez<br />
wpływu na rozrzut napięcia przebicia w porównaniu z próbką<br />
referencyjną. Wydłużenie czasu wygrzewania zmniejsza rozrzut<br />
napięcia przebicia, ale uzyskiwana wartość krytycznego pola<br />
elektrycznego jest nieznacznie mniejsza niż w przypadku próbek<br />
wygrzewanych w temperaturze 700°C. Efekt ten jest z dużym<br />
prawdopodobieństwem związany z ilością azotu wiązanego<br />
w objętości warstwy, co analizowano w dalszej części pracy.<br />
Zmierzone profile koncentracji węgla i azotu przedstawiono na<br />
rys. 2. Próbki wygrzewane w temperaturze 700°C charakteryzują<br />
się większą zawartością azotu w objętości warstwy. Maksimum<br />
koncentracji azotu znajduje się w obszarze tlenku w bezpośrednim<br />
sąsiedztwie interfejsu. W przypadku próbek wygrzewanych<br />
w temperaturze 800°C ilość azotu związanego w objętości próbki<br />
jest znacząco mniejsza. Profil azotu wykazuje wyraźne maksimum<br />
koncentracji, zlokalizowane w obszarze interfejsu SiO 2<br />
/SiC.<br />
Opisywanemu charakterowi profilu azotu odpowiada rozkład węgla.<br />
W przypadku wygrzewania w temperaturze 700°C obserwuje<br />
się dużą koncentrację węgla w objętości warstwy. Natomiast<br />
próbki wygrzewane w temperaturze 800°C charakteryzują się<br />
wyraźnym maksimum koncentracji węgla w pobliżu interfejsu<br />
i mniejszą jego zawartością w objętości warstwy dielektrycznej.<br />
Dyskusja wyników<br />
Otrzymane wyniki wskazują, że lepszymi właściwościami objętościowymi<br />
charakteryzują się próbki wygrzewane w niższej<br />
temperaturze (700°C), co jest prawdopodobnie spowodowane<br />
przyłączaniem w objętości warstwy większej ilości azotu, niż<br />
w przypadku wygrzewania w temperaturach wyższych. Efekt<br />
ten może być jednocześnie wytłumaczeniem zachowania się<br />
parametrów elektrycznych interfejsu SiO 2<br />
/SiC. Uzyskane wyniki<br />
wskazują jednocześnie, że poprawa parametrów elektrycznych<br />
otrzymanych warstw po pierwszej fazie wygrzewania (czas wygrzewania<br />
równy 2 h) jest związana głównie ze zmniejszeniem<br />
koncentracji zanieczyszczeń węglowych w pobliżu interfejsu.<br />
Dzieje się tak przede wszystkim na skutek dyfuzji mobilnych<br />
zanieczyszczeń (międzywęzłowe atomy węgla) w objętość tlenku<br />
oraz częściowego utleniania węgla i jego ucieczki w postaci<br />
CO lub CO 2<br />
[5, 6]. W tak niskich temperaturach nie dochodzi<br />
do dodatkowej generacji nowych zanieczyszczeń ze względu<br />
na bardzo małe szybkości utleniania SiC. Dla krótkich czasów<br />
wygrzewania wpływ azotu na parametry interfejsu jest niewielki,<br />
gdyż duża ilość pozostałości węglowych w objętości warstwy<br />
powoduje, że tylko niewielka ilość azotu dociera w pobliże interfejsu.<br />
Przyłączanie azotu w obszarze interfejsu SiO 2<br />
/SiC jest<br />
jednym z czynników bardzo skutecznie zmniejszających gęstość<br />
pułapek [7, 8]. Wykazano, że istnieje korelacja pomiędzy ilością<br />
przyłączanego w obszarze interfejsu azotu a gęstością stanów<br />
pułapkowych [9]. Azot łączy się najprawdopodobniej z agregatami<br />
węglowymi, np. dimerami węglowymi, tworząc wiązania CN,<br />
obniżając w ten sposób położenie energetyczne pułapki tworzonej<br />
przez dany agregat, a w efekcie zmniejszając gęstość stanów<br />
pułapkowych dla danej energii [10]. W próbkach wygrzewanych<br />
w temperaturze 700°C większy udział w oczyszczaniu interfejsu<br />
z pozostałości węglowych ma proces dyfuzji niż utleniania. Dlatego<br />
też zawartość węgla jak i azotu w objętości warstwy jest<br />
większa niż w przypadku próbek wygrzewanych w 800°C. Duża<br />
ilość azotu w objętości skutkuje również zwiększeniem wytrzymałości<br />
dielektryka na przebicia. Przy dłuższym czasie wygrzewania<br />
w 700°C obserwuje się pogorszenie parametrów interfejsu,<br />
ponieważ przy długich czasach wygrzewania SiC ulega jednak<br />
powolnemu utlenianiu i emituje kolejne zanieczyszczenia węglowe.<br />
Proces azotowania w tym wypadku nie daje znaczącej poprawy,<br />
gdyż większość azotu jest wiązana w objętości warstwy,<br />
a tylko niewielka część dociera w okolice interfejsu, gdzie mogłaby<br />
zneutralizować aktywne elektrycznie pułapki. W przypadku<br />
próbek wygrzewanych w temperaturze 800°C większy udział<br />
w oczyszczaniu interfejsu ma proces utleniania pozostałości<br />
węglowych, dlatego też profil rozkładu azotu w tych warstwach<br />
ma wyraźne maksimum zlokalizowane w obszarze interfejsu.<br />
Z tego też powodu warstwy te zawierają mniejszą ilość ładunku<br />
w objętości i charakteryzują się gorszą wytrzymałością na przebicie.<br />
Wydłużenie czasu wygrzewania w temperaturze 800°C<br />
powoduje skuteczniejsze oczyszczanie warstwy z pozostałości<br />
węglowych (spadek ilości ładunku w objętości warstwy), ale również<br />
większą emisję nowopowstałych zanieczyszczeń w skutek<br />
szybszego utleniania SiC. W efekcie opisywanych zjawisk można<br />
zaobserwować wyraźne maksimum w profilu koncentracji<br />
węgla dla próbki wygrzewanej w temperaturze 800°C w czasie<br />
4 h. Skuteczne oczyszczanie objętości warstwy powoduje jednak,<br />
że większa ilość azotu jest przyłączana w obszarze interfejsu,<br />
co pozwala uzyskać jednoczesne zmniejszenie gęstości<br />
powierzchniowej pułapek w pobliżu środka przerwy zabronionej<br />
i zwiększenie wytrzymałości dielektryka na przebicia.<br />
Podsumowanie<br />
W artykule zaproponowano nowy proces technologiczny<br />
utleniania węglika krzemu zawierający etapy niskotemperaturowego<br />
wygrzewania w atmosferze suchego tlenu oraz<br />
wygrzewania w atmosferze azotowej. Otrzymane w tych procesach<br />
próbki zbadano pod kątem składu chemicznego oraz<br />
właściwości elektrycznych. Zaproponowano model procesów<br />
zachodzących w strukturze pod wpływem zmiany parametrów<br />
wygrzewania na właściwości otrzymywanych warstw SiO 2<br />
.<br />
Autorzy artykułu składają serdeczne podziękowania dr. inż. Włodzimierzowi<br />
Strupińskiemu z <strong>Instytut</strong>u Technologii Materiałów <strong>Elektronicznych</strong><br />
za procesy wytwarzania warstw epitaksjalnych. Praca była<br />
finansowana ze środków Programu Operacyjnego Innowacyjna Gospodarka<br />
w ramach projektu „Innowacyjne technologie wielofunkcyjnych<br />
materiałów i struktur dla nanoelektroniki, fotoniki, spintroniki<br />
i technik sensorowych (InTechFun)” – PO IG 01.03.01.-00-159/08.<br />
Literatura<br />
[1] Zetterling C.M. M., Weiss B. L.: Process technology for silicon carbide<br />
devices. Institution of Electrical Engineers 2002.<br />
[2] Afanasev V. V., Bassler M., Pensl G., Schulz M.: Intrinsic SiC/SiO2<br />
Interface States. Physica Status Solidi (A), Applied Research, vol.<br />
162, Issue 1, pp. 321–337, 1997.<br />
[3] Lipkin L. A., Palmour J. W.: Improved oxidation procedures for reduced<br />
SiO 2<br />
/SiC defects. Journal of Electronic Materials, Volume 25,<br />
Issue 5, pp. 909–915, 05/1996.<br />
[4] Jernigan G. G., Stahlbush R. E., Saks N. S.: Effect of oxidation and<br />
reoxidation on the oxide-substrate interface of 4H- and 6H-SiC. Applied<br />
Physics Letters, Vol.e 77, Issue 10, id. 1437, 2000.<br />
[5] Hijkata Y., Yaguchi H., Yoshida S.: Model Calculation of SiC Oxide<br />
Growth Rate Based on the Silicon and Carbon Emission Model. Materials<br />
science forum, vol. 615–17, pp. 489–492, (2009).<br />
[6] Gavrikov A., Knizhnik A., Safonov A., Scherbinin A., Bagatur’yants A.<br />
Potapkin Boris, Chatterjee A., Matocha K.: First-principles-based investigation<br />
of kinetic mechanism of SiC(0001) dry oxidation including<br />
defect generation and passivation. Journal of Applied Physics, Volume<br />
104, Issue 9, pp. 093508-093508-9, 2008.<br />
[7] Deák P., Knaup J., Thill C., Frauenheim T., Hornos T.; Gali A.: The mechanism<br />
of defect creation and passivation at the SiC/SiO 2<br />
interface. Journal<br />
of Physics D: Applied Physics, Volume 41, Issue 4, pp. 049801, 2008.<br />
[8] Poggi A., Moscatelli F., Scorzoni A., Marino G., Nipoti R., Sanmartin<br />
M.: Interfacial properties of SiO 2<br />
grown on 4H-SiC: Comparison<br />
between N 2<br />
O and wet O 2<br />
oxidation ambient. Mater. Sci. Forum,vol.<br />
527–529, pp. 979–982, 2006.<br />
[9] Rozen John, Dhar Sarit, Zvanut M. E., Williams J. R., Feldman L. C.:<br />
Density of interface states, electron traps, and hole traps as a function<br />
of the nitrogen density in SiO 2<br />
on SiC. Journal of Applied Physics,<br />
Volume 105, Issue 12, pp. 124506-124506-11, 2009.<br />
[10] McDonald K., Weller R. A., Pantelides S. T., Feldman L. C.,Chung<br />
G. Y., Tin C. C., Williams J. R.: Characterization and modeling of the<br />
nitrogen passivation of interface traps in SiO 2<br />
/4H-SiC. Journal of Applied<br />
Physics, Volume 93, Issue 5, pp. 2719–2722 2003.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 95
Prognozowanie końcowej wartości współczynnika<br />
reakcyjności koksu w trakcie trwania pomiaru<br />
mgr inż. ARTUR WITOWSKI 1) , dr inż. KRZYSZTOF JASEK 1, 2) ,<br />
mgr inż. WŁADYSŁAW LATOCHA 3)<br />
1)<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa, 2) Wojskowa Akademia Techniczna, Warszawa<br />
3)<br />
Zakłady Koksownicze Zdzieszowice, Zdzieszowice<br />
Koks obok rud żelaza jest jednym z podstawowych surowców<br />
niezbędnych do produkcji żelaza. Ponad 80% jego globalnej<br />
produkcji, szacowanej na 590 mln ton, zużywa przemysł hutniczy<br />
[1]. Wpływ parametrów koksu na efektywność prowadzenia<br />
procesów wytopu surówki żelaza jest przedmiotem prowadzonych<br />
od wielu lat prac badawczych [2–4]. Aktualnie do oceny<br />
właściwości użytkowych koksu powszechnie stosowany jest<br />
test opracowany przez Nippon Steel Corporation (NSC) będący<br />
symulacją procesów przebiegających w warunkach przemysłowych<br />
w koksie w podwyższonej temperaturze w obecności CO 2<br />
[5, 6]. W oparciu o wykorzystanie ww. testu do określania własności<br />
użytkowych koksu opracowano normy ISO 18894 i ASTM<br />
D 5341a [7, 8]. Określają one sposób przygotowania próbek koksu<br />
do badań, metodykę prowadzenia pomiarów oraz parametry<br />
techniczne aparatury, w której te pomiary są wykonywane.<br />
Procedura badania koksu pod kątem jego przydatności<br />
do zastosowań w procesach wielkopiecowych oparta jest na<br />
założeniu, że jednym z najbardziej istotnych parametrów koksu<br />
w tych procesach jest jego podatność na oddziaływanie,<br />
w podwyższonej temperaturze, gazu utleniającego – ditlenku<br />
węgla, określana także jako reakcyjność wobec CO 2<br />
. Zgodnie<br />
ze wzmiankowanymi powyżej normami, reakcyjność koksu wobec<br />
ditlenku węgla określana jest po zakończeniu trwającego 2<br />
godziny wzajemnego oddziaływania określonej naważki koksu<br />
z ditlenkiem węgla w temperaturze 1100 o C, a następnie schłodzeniu<br />
retorty z nieprzereagowanym koksem do temperatury<br />
otoczenia. Wówczas metodą wagową określany jest względny<br />
procentowy ubytek masy koksu spowodowany reakcją z CO 2<br />
.<br />
Jest on miarą reakcyjności koksu wobec ditlenku węgla i w literaturze<br />
technicznej określany jest jako współczynnik reakcyjności<br />
CRI. Odpowiednia wartość współczynnika reakcyjności<br />
jest podstawowym kryterium przydatności danej partii koksu<br />
do zastosowania w procesach wielkopiecowych.<br />
Przedstawiony sposób określania reakcyjności koksu<br />
wobec ditlenku węgla jest obecnie powszechnie stosowany<br />
w przemyśle pomimo tego, że wyznaczona w ten sposób<br />
wartość współczynnika reakcyjności koksu jest wartością sumaryczną<br />
wyznaczoną dla całkowitego czasu trwania reakcji<br />
i w związku z tym w sposób bardzo uproszczony opisuje rzeczywiste<br />
wzajemne oddziaływanie reagentów. Nie uwzględnia<br />
bowiem wpływu zmieniających się, w wyniku działania<br />
ditlenku węgla, parametrów koksu, w tym porowatości, na reakcyjność<br />
koksu w kolejnych okresach trwania wzajemnego<br />
oddziaływania. Innym mankamentem tej metody, choć mniej<br />
istotnym od powyżej sygnalizowanego uproszczonego opisu<br />
przebiegu reakcji jest relatywnie długi sumaryczny czas wykonywania<br />
oznaczenia wynoszący ok. 3,5 godziny.<br />
W wielu ośrodkach naukowo-technicznych, z inspiracji<br />
technologów procesów koksowniczych i procesów wielkopiecowych,<br />
prowadzone są prace badawcze i konstrukcyjne<br />
dotyczące opracowania metod i aparatury pomiarowej, które<br />
umożliwiały by określanie chwilowych wartości reakcyjności<br />
koksu wobec ditlenku węgla i dynamiki zmian tych wartości<br />
w miarę trwania wzajemnego oddziaływania.<br />
W chwili obecnej znane są dwie metody oznaczania chwilowych<br />
wartości reakcyjności koksu wobec CO 2<br />
. Pierwsza<br />
z nich oparta jest na określaniu chwilowych ubytków masy<br />
koksu poprzez pomiary masy retorty z badaną próbką w określonych<br />
odstępach czasu trwania reakcji [9, 10]. W metodzie<br />
tej wykorzystywana jest typowa aparatura do oznaczania sumarycznego<br />
współczynnika reakcyjności wyposażona dodatkowo<br />
w wagę i układ sprzęgający ją z retortą<br />
W drugiej metodzie, która jest aktualnie opracowywana<br />
w Instytucie Tele- i Radiotechnicznym w kooperacji z Z.K.<br />
Zdzieszowice, chwilowe wartości masy przereagowanego<br />
koksu określane są przy wykorzystaniu analizatora gazów<br />
połączonego z króćcem wylotowym gazów poreakcyjnych<br />
z retorty aparatury do normatywnego oznaczania współczynnika<br />
reakcyjności. Analizator wyposażony jest w moduły<br />
detekcyjne NDIR tlenków węgla, które analizują zmieniający<br />
się w wyniku wzajemnego oddziaływania koksu z ditlenkiem<br />
węgla skład gazów opuszczających retortę. Program komputerowy<br />
sterujący pracą analizatora rejestruje chwilowe wartości<br />
stężeń CO i CO 2<br />
w gazach poreakcyjnych i w oparciu o te<br />
wartości stężeń oraz zadaną wartość natężenia przepływu<br />
ditlenku węgla doprowadzanego do retorty wyznacza chwilowe<br />
wartości masy przereagowanego koksu, chwilowe wartości<br />
współczynnika reakcyjności oraz wartości sumarycznej<br />
masy przereagowanego koksu i współczynnika reakcyjności<br />
CRI dla przedziału czasowego od rozpoczęcia oznaczania do<br />
aktualnie rozpatrywanego czasu.<br />
Szczegółowy opis metodyki oraz aparatury do oznaczania<br />
chwilowych wartości reakcyjności koksu wobec ditlenku<br />
węgla poprzez analizę składu chemicznego gazów poreakcyjnych<br />
przedstawiono w [11, 12].<br />
Prognozowanie końcowej wartości<br />
współczynnika reakcyjności koksu<br />
w trakcie trwania pomiaru<br />
Weryfikując doświadczalnie poprawność opracowywanej metody<br />
określania chwilowych wartości współczynnika reakcyjności<br />
koksu, powtarzalność wyników oraz poprawność działania<br />
skonstruowanego modelu analizatora gazów wykonano<br />
ośmiokrotny cykl oznaczeń wartości współczynnika reakcyjności<br />
dla każdego z badanych czterech gatunków koksu pochodzących<br />
od różnych producentów. Zarejestrowane, przez<br />
program komputerowy sterujący pracą analizatora, wartości<br />
doświadczalne, pozwoliły na podjęcie prób opracowania procedury<br />
umożliwiającej prognozowanie w trakcie trwania pomiaru<br />
końcowej wartości współczynnika reakcyjności.<br />
W trakcie prób ekstrapolacji chwilowych wartości współczynnika<br />
reakcyjności koksu do wartości odpowiadającej<br />
całkowitemu czasowi trwania reakcji testowano wiele funkcji<br />
aproksymujących. Podstawowy problem z jej doborem związany<br />
był z różnymi przebiegami czasowymi chwilowych wartości<br />
współczynnika reakcyjności próbek koksu pochodzących<br />
od różnych producentów jak przedstawiono to na rys. 1.<br />
96<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 1. Zmiany chwilowych wartości współczynnika CRI<br />
w funkcji czasu trwania reakcji dla próbek pochodzących od<br />
różnych producentów<br />
Fig. 1. The changes of actual value of CRI index during the<br />
reaction for samples of various suppliers<br />
Każda n-ta iteracja metody posiada dwa etapy: próbny oraz roboczy.<br />
Etap próbny służy do zbadania lokalnego zachowania<br />
się funkcji CRI(x) w niewielkim otoczeniu punktu x, poprzez<br />
wykonanie kroków próbnych o długości ν wzdłuż wszystkich<br />
trzech kierunków ortogonalnej bazy e k<br />
. Etap roboczy polega<br />
na przejściu do następnego punktu, wokół którego realizowany<br />
będzie następny etap, lecz tylko w tym przypadku,<br />
gdy przynajmniej jeden z wykonanych kroków jest pomyślny.<br />
Szczegółowy opis procesu iteracynego przedstawia algorytm<br />
zamieszczony na rys. 2.<br />
Według algorytmu przedstawionego na rys. 2 obliczono<br />
różnice pomiędzy doświadczalnymi wartościami współczynnika<br />
CRI oraz wartościami ektstrapolowanymi dla różnych<br />
czasów pomiaru. Uśrednione wartości dla 32. pomiarów<br />
współczynnika reakcyjności próbek koksu, pochodzących od<br />
różnych producentów, przedstawiono w tab. 1.<br />
Aproksymację przebiegów czasowych chwilowych<br />
wartości współczynnika CRI przeprowadzono<br />
przy pomocy funkcji postaci<br />
CRI(t) = At B exp(Ct) (1)<br />
Wykorzystując zarejestrowane dane z przeprowadzonych<br />
32 oznaczeń współczynnika<br />
reakcyjności próbek koksu, pochodzących od<br />
różnych producentów, szacowano różnice<br />
pomiędzy wartościami doświadczalnymi<br />
współczynnika CRI uzyskanymi dla dwugodzinnego<br />
pomiaru a wartościami ekstrapolowanymi<br />
dla różnych czasów trwania pomiaru<br />
(60…120 min.).<br />
Początkowe wartości współczynników A,<br />
B, C funkcji aproksymujacej (1) obliczano korzystając<br />
z zarejestrowanych danych doświadczalnych<br />
chwilowych wartości współczynnika<br />
CRI oznaczonych w pierwszej godzinie trwania<br />
pomiaru. Po ich obliczeniu określano ekstrapolowaną<br />
wartość współczynnika CRI dla końcowego<br />
czasu pomiaru (t = 120 min). Następnie<br />
ponownie przeliczano wartości współczynników<br />
A, B, C dla kolejnych zadanych przedziałów<br />
czasowych (co 15 min) w oparciu o dane doświadczalne<br />
chwilowych wartości współczynnika<br />
CRI coraz dłuższych okresów pomiarowych<br />
(75, 90 min. itd.) i korygowano ekstrapolowaną<br />
wartość współczynnika CRI dla końcowego<br />
czasu pomiaru (t = 120 min.).<br />
Obliczanie współczynników funkcji aproksymujacej<br />
(1) wykonywano numerycznie<br />
metodą Hooka-Jevesa [12]. Jest to metoda<br />
bezgradientowa poszukiwania minimum funkcji<br />
wielu zmiennych (x = [A, B, C ]), która tym<br />
przypadku minimalizuje błąd średniokwadratowy<br />
pomiędzy doświadczalnymi wartościami<br />
współczynnika CRI i odpowiadającymi im wartościami<br />
funkcji (1).<br />
Punktem wyjścia tej metody jest określenie<br />
bazy N liniowo niezależnych, ortogonalnych<br />
wersorów układu współrzędnych kartezjańskich<br />
e k<br />
(k = 1, 2, 3) oraz współczynnik kroku ν.<br />
Rys. 2. Algorytm obliczeń współczynników A, B, C funkcji aproksymującej (1)<br />
Fig. 2. The algorithm of calculation of A, B and C coefficients of approximation<br />
function (1)<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 97
Tab. 1. Średnie różnice pomiędzy doświadczalną wartością współczynnika<br />
CRI oraz wartościami ektstrapolowanymi dla różnych<br />
czasów pomiaru obliczone z 32 oznaczeń<br />
Tabl. 1. The average differences between the experimental value<br />
of CRI index and values extrapolated for various measurement durations<br />
calculated on basis of 32 measuring processes<br />
t [min] 60 75 90 105<br />
Tab. 2. Wyniki pomiarów reakcyjności różnych próbek koksu wyznaczonych<br />
metodą analizy składu gazów poreakcyjnych [12]<br />
Tabl. 2. The results of measurements of reactivity of various coke<br />
samples achieved by the method of reaction gases composition<br />
analysis [12]<br />
Rodzaj koksu OKK I OKK <strong>II</strong> Mittal Zdzieszowice<br />
CRI(120 min)<br />
– CRI(t)<br />
0,21 ± 0,16 0,13 ± 0,10 0,08 ± 0,06 0,05 ± 0,05<br />
Średnia wartość<br />
CRI (NDIR)<br />
27,6 ± 1,1 28,2 ± 0,7 27,0 ± 0,7 25,8 ± 0,5<br />
Porównując błędy ekstrapolacji z błędami pomiarów reakcyjności<br />
dla tych samych rodzajów koksu (tabela 2) należy<br />
stwierdzić, że prognozowanie końcowego wyniku po godzinie<br />
trwania pomiaru odbywa się z dokładnością całkowicie wystarczającą<br />
do praktycznych zastosowań. Optymalne wyniki<br />
ekstrapolacji uzyskuje się po 75 min, gdyż się one prawie<br />
dwukrotnie dokładniejsze, niż po 60 min, a jednocześnie obarczone<br />
na tyle małym błędem, że dalsze jego zmniejszanie nie<br />
ma istotnego znaczenia.<br />
Podsumowanie<br />
Przedstawione wyniki uzasadniają celowość wprowadzenia<br />
prezentowanego sposobu prognozowania końcowej wartości<br />
współczynnika reakcyjności koksu w trakcie trwania<br />
pomiaru, jako dodatkowej procedury do programu komputerowego<br />
sterującego procesem pomiarowym oznaczania<br />
reakcyjności koksu metodą analizy składu chemicznego gazów<br />
poreakcyjnych. Umożliwia ona skrócenie czasu trwania<br />
pomiaru do 60 min., a ekstrapolowana wartość reakcyjności<br />
(odniesiona do 120 min) określana jest z dokładnością całkowicie<br />
wystarczającą do rutynowych badań w warunkach<br />
przemysłowych.<br />
Literatura<br />
[1] Hereźniak W., Jarno M., Warzecha A.: Materiały konferencyjne, Koksownictwo<br />
2010, Zakopane 6–8 października 2010.<br />
[2] Diaz M. A.: Coal for metallurgical coke production: predictions of coke<br />
quality and future requirements for cokemaking. International Journal<br />
of Coal geology, 50 (2000), pp. 389–412.<br />
[3] Sakurova R. et all: Relationships between the properties of coals,<br />
their blends and their cokes. 2001 Ironmaking conference proceedings,<br />
pp. 529–537.<br />
[4] Smoot L. D., Eatough S. R., Miller A. B.: Form coke reaction processes<br />
in carbon dioxide. Fuel 86 (20<strong>07</strong>) 2645–2649.<br />
[5] Szmalko V. i in.: Wpływ średnicy wewnętrznej retorty na oznaczanie<br />
zdolności reakcyjnej koksu metodą Nippon Steel Corporation. Karbo,<br />
2006, Nr 1, ss. 28–30.<br />
[6] Menéndez, J.A. et all: Determination of metallurgical coke reactivity<br />
at INCAR: NSC and ECE-INCAR reactivity tests. Ironmakin and<br />
Steelmakingg, vol. 26, no 2, April 1999, pp. 117–121.<br />
[7] ISO/DIS 18894,Coke determination of Coke Reactivity dex (CRI) and<br />
Coke Strength After Reaction (CSR).<br />
[8] ASTM D 5341-93a Method for Measuring Coke Reactivity Index<br />
(CRI) and Coke Strenght after reaction (CSR)<br />
[9] www.dasfos.com<br />
[10] www.rb-autom.it<br />
[11] Zgłoszenie patentowe – P 386226/2008 – A. Witowski, K. Jasek, J. Sawicki<br />
– Sposób oznaczania reakcyjności koksu wobec ditlenku węgla oraz<br />
urządzenie do oznaczania reakcyjności koksu wobec ditlenku węgla.<br />
[12] Witowski A., Jasek K.: Badanie reakcyjności koksu wobec ditlenku węgla<br />
w trakcie trwania reakcji. <strong>Elektronika</strong>, 2010, nr 7–8, ss. 209–211.<br />
[13] Baron B.: Metody numeryczne w Turbo Pascalu. Helion, Gliwice 1994.<br />
Montaż mieszany wielowyprowadzeniowych<br />
struktur półprzewodnikowych z kontaktami<br />
sferycznymi ukrytymi pod obudową<br />
dr inż. JANUSZ BORECKI, mgr inż. KRZYSZTOF LIPIEC, mgr inż. KONRAD FUTERA,<br />
mgr inż. ANETA ARAŹNA<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Podstawowym elementem składowym każdego urządzenia<br />
elektronicznego jest płytka obwodu drukowanego PCB (ang.<br />
Printed Circuit Board), na której zamontowane są podzespoły<br />
elektroniczne. Montaż podzespołów najczęściej wykonywany<br />
jest metodą lutowania w technologii powierzchniowej SMT<br />
(ang. Surface Mount Technology), a formowane w tym procesie<br />
połączenia lutowane mają do spełnienia dwa główne<br />
zadania, jakimi są: przyłączenie wyprowadzeń podzespołu<br />
do sieci połączeń obwodu elektrycznego montowanego<br />
urządzenia, oraz mechaniczne zamocowanie podzespołu na<br />
powierzchni płytki obwodu drukowanego. Jakość tych połączeń<br />
zależy od wielu czynników, do których należy zaliczyć:<br />
parametry prowadzenia procesu montażu elektronicznego,<br />
rodzaj pasty lutowniczej, wielkość pól lutowniczych na płytce<br />
obwodu drukowanego oraz rodzaj lutownej powłoki ochronnej<br />
pokrywającej powierzchnię pól lutowniczych [1].<br />
98<br />
Nieustanne wymagania rynku na miniaturyzację urządzeń<br />
elektroniki użytkowej, takich jak kamery i aparaty cyfrowe,<br />
przenośne odtwarzacze multimedialne czy telefony komórkowe,<br />
od wielu lat narzucają kierunek rozwoju przemysłu<br />
elektronicznego. Wymusza to niejako stosowanie do budowy<br />
tych urządzeń zintegrowanych i coraz bardziej funkcjonalnych<br />
wielowyprowadzeniowych struktur półprzewodnikowych<br />
w obudowach typu BGA (ang. Ball Grid Array), czy CSP<br />
(ang. Chip Scale Package), a nawet nieobudowanych struktur<br />
typu Flip-chip [2]. Wspomniane urządzenia elektroniczne<br />
użytkowane są bardzo często w skrajnie zmiennych warunkach<br />
środowiskowych, w wyniku czego poddawane są istotnie<br />
różnym narażeniom. Bezawaryjna praca tych urządzeń silnie<br />
zależy od jakości montażu elektronicznego, a ściślej mówiąc<br />
od jakości połączeń lutowanych. Wiadomym jest, że połączenia<br />
lutowane wykonane w technologii ołowiowej charakteryzu-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
ją się większą niezawodnością i wytrzymałością na narażenia<br />
mechaniczne w porównaniu do połączeń bezołowiowych [1].<br />
Z tego względu wiele sektorów przemysłu elektronicznego,<br />
takich jak: motoryzacyjny, energetyczny, medyczny, militarny<br />
czy też telekomunikacyjny, wyłączonych jest z zapisów Dyrektywy<br />
RoHS mówiącej o zakazie stosowania w urządzeniach<br />
elektrycznych i elektronicznych pierwiastków niebezpiecznych,<br />
w tym między innymi ołowiu [1, 3]. Z drugiej zaś strony,<br />
producenci podzespołów elektronicznych, ograniczając koszty<br />
produkcji, wytwarzają większość swoich wyrobów w jednej<br />
wersji, najczęściej bezołowiowej. W momencie pojawienia<br />
się konieczności wykonania montażu tego typu elementów<br />
w technologii ołowiowej (tzw. montaż w technologii mieszanej)<br />
powstaje złożony problem wykonania odpowiednio niezawodnego<br />
połączenia lutowanego. Nabiera to szczególnego<br />
znaczenia w odniesieniu do montażu podzespołów z wyprowadzeniami<br />
sferycznymi ukrytymi pod obudową (BGA, CSP,<br />
Flip-chip). Wynika to z faktu, że w wypadku tego rodzaju podzespołów<br />
wyprowadzenia nie tylko pokryte są cienką bezołowiową<br />
powłoką zapewniającą ich lutowność, ale w całości wykonane<br />
są z bezołowiowego stopu lutowniczego. Należy zdać<br />
sobie sprawę z trudności wykonania prawidłowego połączenia<br />
lutowanego, którego znaczną część stanowi bezołowiowy<br />
stop lutowniczy pochodzący z wyprowadzenia podzespołu.<br />
Najczęściej jest to stop SnAgCu (np. Sn96,5Ag3,0Cu0,5, ozn.<br />
SAC305) o temperaturze topnienia 217ºC, podczas gdy temperatura<br />
topnienia stopu eutektycznego Sn37Pb63 zawartego<br />
w paście lutowniczej, którą najczęściej stosuje się w procesie<br />
ołowiowego montażu elektronicznego, wynosi zaledwie<br />
183°C [1].<br />
Przyjęte założenia<br />
Podzespoły elektroniczne przeznaczone do montażu<br />
W oparciu o dane odnośnie wykonywanych prac usługowych<br />
montażu elektronicznego w Zakładzie CM/M3 ITR oraz trend<br />
w tej dziedzinie stwierdza się, że w chwili obecnej najwięcej<br />
montowanych jest podzespołów elektronicznych w obudowach<br />
typu BGA i CSP z rastrem rozmieszczenia wyprowadzeń<br />
0,5…1,0 mm. W związku z tym, do badań wytypowano kilka<br />
typów podzespołów z rastrem rozmieszczenia wyprowadzeń<br />
w tym przedziale. Założono również, że prace badawcze będą<br />
obejmowały dwa typy podzespołów z kontaktami sferycznymi.<br />
Jedne z nich można określić mianem podzespołów typu „atrapa”,<br />
natomiast drugi typ to podzespoły funkcjonalne stosowane<br />
w rzeczywistych systemach elektronicznych. Podzespoły<br />
typu atrapa posłużyły do przeprowadzenia wstępnych prób<br />
oraz do zweryfikowania słuszności postawionych pozostałych<br />
założeń prac badawczych, dotyczących między innymi parametrów<br />
prowadzenia procesu montażu. Podzespoły te w swej<br />
budowie zawierają ściśle zdefiniowaną sieć połączeń zwaną<br />
„Daisy-Chain” dzięki czemu, w połączeniu z odpowiednio zaprojektowaną<br />
płytką obwodu drukowanego, w kontrolowany<br />
sposób można badać jakość i ewentualne wady połączeń<br />
lutowanych. W tabeli 1 zestawiono podstawowe właściwości<br />
wytypowanych do badań podzespołów elektronicznych.<br />
Powłoki ochronne pól lutowniczych<br />
Montaż elektroniczny prowadzony w technologii powierzchniowej<br />
(ang. Surface Mount Technology), w szczególności<br />
podzespołów wielowyprowadzeniowych z małym rastrem<br />
rozmieszczenia wyprowadzeń (BGA, CSP, Flip-chip) wymaga<br />
planarnej powierzchni pól lutowniczych płytki obwodu<br />
drukowanego. Ponadto, pola te powinny być zabezpieczone<br />
przed utlenianiem lutownymi powłokami ochronnymi. Takie<br />
wymagania spełniają cienkie powłoki nakładane metodami<br />
chemicznymi, do których należą miedzy innymi: powłoka złota<br />
na podwarstwie niklu (Ni/Au); powłoka srebra lub cyny immersyjnej<br />
[1, 4]. Powłoki złote są bardzo drogie, dlatego jako<br />
alternatywę stosuje się powłoki srebra lub cyny immersyjnej<br />
nanoszone metodami chemicznymi. Powłoki te charakteryzują<br />
się dużą planarnością i tym samym umożliwiają łatwy montaż<br />
powierzchniowy elementów z dużą liczbą wyprowadzeń<br />
(BGA, CSP, Flip-chip). Srebro immersyjne należy do tej samej<br />
grupy powłok metalowych rozpuszczalnych, co złoto, dlatego<br />
podczas lutowania srebro immersyjne rozpuszcza się w lucie,<br />
a tworząca się warstwa związków międzymetalicznych składa<br />
się z atomów miedzi i cyny (Cu6Sn5) [1]. Niemniej, pomimo<br />
kosztów i złożoności prowadzenia procesu osadzania powłoki<br />
ochronnej Ni/Au jest ona najczęściej stosowaną przez producentów<br />
urządzeń elektronicznych. Ponadto, stosując tego<br />
rodzaju powłokę można zapewnić stosunkowo długi okres<br />
magazynowania płytek obwodów drukowanych od momentu<br />
ich wyprodukowania do chwili montażu na nich podzespołów<br />
elektronicznych. W oparciu o zdobytą wiedzę i wieloletnie doświadczenie<br />
prowadzenia procesu montażu elektronicznego<br />
w Zakładzie Innowacji Montażu Elektronicznego ITR przyjmuje<br />
się, że czas magazynowania w odpowiednich warunkach<br />
płytek z pokryciem Ni/Au z powodzeniem może sięgać<br />
12–15 miesięcy, podczas gdy czas ten dla płytek z pokryciem<br />
cyny immersyjnej nie powinien przekraczać 3–4 miesięcy. Dodatkową<br />
unikalną właściwością pokrycia powłoką Ni/Au jest jej<br />
stabilność w podwyższonej temperaturze, zarówno podczas<br />
montażu, jak i podczas eksploatacji urządzenia elektronicznego.<br />
Z tych względów powłoki Ni/Au obecnie obligatoryjnie<br />
są stosowane jako pokrycia pól lutowniczych płytek obwodów<br />
drukowanych wykorzystywanych do budowy urządzeń elektronicznych<br />
o wymaganym dużym poziomie niezawodności,<br />
takich jak: urządzenia telekomunikacyjne, militarne, medyczne,<br />
transportu drogowego. W myśl przedstawionych powyżej<br />
rozważań przyjęto założenie, że prace badawcze mieszanego<br />
procesu montażu zostaną zrealizowane przy użyciu płytek obwodów<br />
drukowanych z powłoką ochronną złota na podwarstwie<br />
niklu (Ni/Au), oraz cyny immersyjnej.<br />
Tab. 1. Właściwości wytypowanych do badań podzespołów elektronicznych<br />
Tabl. 1. The properties of electronic devices intended for investigations<br />
Oznaczenie<br />
podzespołu<br />
Typ *<br />
Liczba wyprowadzeń<br />
Raster rozmieszczenia<br />
wyprowadzeń<br />
Średnica wyprowadzeń<br />
Materiał<br />
wyprowadzeń<br />
CSP84T.5-DC123 DC 84 0,5 0,31 SnAgCu<br />
CSP132T.5-DC145 DC 132 0,5 0,31 SnAgCu<br />
BGA676T1.0-DC269 DC 676 1,0 0,63 SnAgCu<br />
ADSP-BF561 SBBZ600 Funk. 297 1,0 0,60 SnAgCu<br />
* – oznaczenia: DC – podzespół z wewnętrzną siecią połączeń typu Daisy-Chain; Funk. – podzespół funkcjonalny<br />
[mm]<br />
[mm]<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 99
Pasta lutownicza<br />
Bazując na wieloletnim doświadczeniu prowadzenia procesu<br />
montażu elektronicznego przyjęto założenie, że prace badawcze<br />
prowadzone będą z użyciem pasty lutowniczej typu HM-1 RMA<br />
Sn62 V16L o składzie Sn62/Pb36/Ag2 firmy Almit, z zawartością<br />
topnika 9,5% i wielkością ziaren spoiwa z zakresu 25–40 µm.<br />
Jest to pasta lutownicza o bardzo dobrych i stabilnych właściwościach<br />
wielokrotnego i rozciągniętego w czasie drukowania<br />
przez szablon, jak również odznacza się ona podwyższoną odpornością<br />
na kuleczkowanie oraz możliwość powstawania tzw.<br />
„mostków”. Zastosowanie tego rodzaju pasty lutowniczej pozwala<br />
uniknąć operacji mycia pakietów elektronicznych po procesie<br />
lutowania, co jest niezmiernie istotne w przypadku montażu<br />
wielowyprowadzeniowych struktur z kontaktami ukrytymi pod<br />
obudową. Ponadto, jak zapewnia producent, pasta tego typu<br />
jest kompatybilna w ołowiowym procesie montażu płytek obwodów<br />
drukowanych i podzespołów elektronicznych wykonanych<br />
w wersji bezołowiowej, zawierających np. srebro, co jest szczególnie<br />
istotne w wypadku podjętej pracy badawczej. Podstawowe<br />
właściwości wytypowanej do badań pasty lutowniczej publikowane<br />
są na stronie internetowej producenta (www.almit.com).<br />
Szablony do nanoszenia pasty lutowniczej<br />
Nieustanne dążenie do miniaturyzacji urządzeń elektronicznych<br />
wymusza konieczność stosowania podzespołów elektronicznych<br />
o bardzo małych gabarytach, i co za tym idzie, o bardzo<br />
małym rastrze rozmieszczenia ich wyprowadzeń. Narzuca<br />
to niejako konieczność stosowania odpowiednich szablonów<br />
do selektywnego nanoszenia pasty lutowniczej. Obecnie najczęściej<br />
stosowane są szablony stalowe o grubości 75…127<br />
µm, przy czym grubość szablonu dobierana jest w funkcji rozmieszczenia<br />
i wielkości wyprowadzeń wszystkich podzespołów<br />
elektronicznych montowanych na płytce obwodu drukowanego.<br />
Przyjmuje się, że w wypadku występowania podzespołów z wyprowadzeniami<br />
oddalonymi od siebie na odległość nie większą<br />
niż 200 µm grubość szablonu powinna wynosić 100 µm. Natomiast<br />
w wypadku podzespołów z wyprowadzeniami oddalonymi<br />
od siebie na odległość 250 µm i więcej korzystniejsze jest<br />
zastosowanie szablonu o grubości 125 µm [5]. Zważywszy na<br />
typ i rodzaj podzespołów elektronicznych przewidywanych do<br />
montażu w niniejszej pracy badawczej założono zastosowanie<br />
szablonu o takich właśnie grubościach. Pozwoliło to na zróżnicowanie<br />
ilości nanoszonej pasty na pola lutownicze o tych<br />
samych wymiarach. W tabeli 2 zestawiono procentowy udział<br />
ilości pasty nanoszonej na pola lutownicze płytki obwodu drukowanego<br />
względem objętości spoiwa stanowiącego wyprowadzenie<br />
sferyczne montowanego podzespołu.<br />
Parametry prowadzenia procesu lutowania<br />
– profile lutowania<br />
Każda pasta lutownicza jest opracowywana pod względem<br />
swojego składu i właściwości pod konkretne zastosowanie<br />
lub grupę zastosowań (montaż w technologii ołowiowej bądź<br />
bezołowiowej; montażu określonego rodzaju podzespołów np.<br />
fine pitch; montażu urządzeń z konkretnym przeznaczeniem<br />
– urządzenia powszechnego użytku, urządzenia profesjonalne,<br />
urządzenia o podwyższonej niezawodności; itd.). Generalnie,<br />
każdy producent pasty lutowniczej proponuje najbardziej<br />
optymalny profil przetapiania pasty bądź zakres temperatur<br />
i szybkości ich narastania/opadania celem stworzenia optymalnych<br />
warunków formowania połączeń lutowanych o możliwie<br />
najwyższej jakości. Rzeczywisty profil przetapiania pasty<br />
lutowniczej w konkretnym przypadku (przy montażu określonego<br />
pakietu elektronicznego) zależy od wielu czynników, do<br />
których między innymi należy zaliczyć:<br />
– konstrukcję płytki obwodu drukowanego (jej pojemność<br />
cieplna, kształt);<br />
– ilość oraz zróżnicowanie typów montowanych na płytce<br />
podzespołów (wielkość podzespołów, rodzaj obudów);<br />
– sposób rozmieszczenia podzespołów na płytce.<br />
Ponadto, profil przetapiania pasty lutowniczej w tym samym<br />
pakiecie elektronicznym może się różnić i zazwyczaj różni się<br />
zależnie od miejsca na płytce, co jest związane z czynnikami<br />
wymienionymi powyżej. Dlatego opracowując profil przetapiania<br />
pasty lutowniczej dla konkretnego pakietu elektronicznego<br />
należy wykonać próbę polegającą na „wstępnym” lutowaniu<br />
tego pakietu z obsadzonymi wszystkimi podzespołami, oraz<br />
dodatkowo umieszczonymi termoparami w punktach, w których<br />
można się spodziewać największych różnic przebiegu<br />
temperaturowo-czasowego. Na rys. 1 przedstawiono przykład<br />
rozmieszczenia termopar w funkcjonalnym pakiecie elektronicznym<br />
(ozn. 10xx_H_dsp6), który w swojej budowie zawiera<br />
dość duże zróżnicowanie montowanych podzespołów elektronicznych,<br />
a który jest częścią składową opracowanego w ITR<br />
urządzenia zabezpieczającego typu „MUPASZ”.<br />
Rys. 1. Rozmieszczenie termopar w funkcjonalnym pakiecie<br />
elektronicznym<br />
Fig. 1. The location of thermocouples in functional electronic unit<br />
Tab. 2. Procentowy udział pasty lutowniczej w objętości połączenia lutowanego<br />
Tabl. 2. The percentage content of solder paste in volume of solder joint<br />
Typ struktury<br />
Ø wyprowadzenia sferycznego<br />
Ø okna w szablonie<br />
% zawartości pasty w połączeniu<br />
[mm] [mm] szablon 100 µm szablon 125 µm<br />
CSP84T.5-DC123 0,31 0,28 39,5 49,3<br />
CSP132T.5-DC145 0,31 0,28 39,5 49,3<br />
BGA676T1.0-DC269 0,63 0,56 18,8 23,5<br />
ADSP-BF561 SBBZ600 0,60 0,48 16,0 20,0<br />
100<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Jako punkt odniesienia, na wstępie opracowano nastawy<br />
pieca do lutowania rozpływowego tak, aby otrzymać profil<br />
przetapiania stosowany w typowej technologii lutowania ołowiowego,<br />
zgodny z proponowanym przez producenta pasty<br />
lutowniczej, i oznaczono go symbolem P1.<br />
Zważywszy na to, że w tym konkretnym przypadku mamy<br />
do czynienia z ołowiową pastą lutowniczą i bezołowiowymi<br />
wyprowadzeniami podzespołów w obudowach BGA może się<br />
okazać, że typowy profil przetapiania pasty ołowiowej będzie<br />
niewystarczający, aby doprowadzić do trwałego połączenia<br />
stopów zawartych w paście lutowniczej i wyprowadzeniach<br />
sferycznych podzespołów. W związku z tym założono wytypowanie<br />
do badań dwóch dodatkowych profili przetapiania<br />
pasty, których przebieg będzie czymś pośrednim pomiędzy<br />
typowymi profilami przetapiania pasty ołowiowej i bezołowiowej.<br />
Wykluczono użycie w badaniach typowego profilu lutowania<br />
bezołowiowego, albowiem sprowadziłoby się to, pod<br />
względem temperaturowym, do wykonania montażu w technologii<br />
bezołowiowej z wykorzystaniem pasty ołowiowej. Jest<br />
to o tyle istotne, że proponowany proces montażu elektronicznego<br />
w technologii mieszanej ma swoje uzasadnione zastosowanie<br />
w wypadku montażu pakietu elektronicznego, w którym<br />
montowane są zarówno podzespoły w wersji ołowiowej<br />
i bezołowiowej. Wytrzymałość termiczna podzespołów w wersji<br />
ołowiowej jest niższa aniżeli podzespołów bezołowiowych.<br />
W związku z tym istnieje realne zagrożenie uszkodzenia tego<br />
typu podzespołów.<br />
Pierwszy z dodatkowych profili oznaczono symbolem P2<br />
i opracowano go tak, aby temperatura osiągana na wyprowadzeniach<br />
układu BGA (mierzona termoparą nr 6) nieznacznie<br />
przekraczała temperaturę 217°C, która jest równa temperaturze<br />
topnienia lutu SAC305 stanowiącego wyprowadzenia<br />
podzespołu. Z założenia, maksymalna zmierzona temperatura<br />
pod układem BGA w tym wypadku powinna wynosić 220°C.<br />
Drugi z dodatkowych profili opracowano tak, aby wspomniana<br />
temperatura pod układem BGA osiągnęła wartość 225°C.<br />
Profil ten oznaczono symbolem P3. Jako przykład, na rys. 2<br />
przedstawiono przebieg opracowanego profilu P2 a w tabeli 3<br />
zestawiono nastawy pieca odpowiadające wszystkim stosowanym<br />
w badaniach profilom P1, P2 i P3. Natomiast w tabeli<br />
4 zestawiono istotne parametry otrzymanych przebiegów<br />
temperaturowo-czasowych.<br />
Tab. 3. Nastawy pieca zastosowane dla uzyskania profili lutowania<br />
P1, P2 i P3<br />
Tabl. 3. The settings of oven to achieve of profiles P1, P2 and P3<br />
Rys. 2. Profil P2 lutowania funkcjonalnego pakietu elektronicznego<br />
w technologii mieszanej<br />
Fig. 2. The profile P2 of functional electronic unit soldering in<br />
mixed technology<br />
Ocena jakości połączeń lutowanych<br />
Analiza rentgenowska<br />
Połączenia lutowane podzespołów z kontaktami ukrytymi pod<br />
obudową są niezwykle trudne do kontroli, albowiem ich nie<br />
widać wprost (poza pierwszym zewnętrznym rzędem wyprowadzeń),<br />
i wszelkie sposoby kontroli optycznej nie mogą zostać<br />
zastosowane [1]. Pomocne w tym względzie okazują się<br />
prześwietlenia w promieniach rentgenowskich. Jest to o tyle<br />
istotne, że rentgenowskie metody kontroli są nieniszczące,<br />
przez co każdy pakiet elektroniczny może zostać poddany takiej<br />
kontroli bez obawy jego uszkodzenia [7]. Badania rentgenowskie<br />
w niniejszej pracy badawczej prowadzono z wykorzystaniem<br />
nowoczesnego urządzenia typu Nanome | X 180 NF.<br />
Urządzenie to umożliwia obserwacje badanego obiektu nie<br />
tylko w jednej płaszczyźnie, ale możliwe jest również prowadzenie<br />
obserwacji pod kątem do 70°. Jest to niezwykle istotne<br />
w odniesieniu do połączeń lutowanych podzespołów z wyprowadzeniami<br />
sferycznymi, gdyż tylko wtedy można prowadzić<br />
bardziej złożone analizy jakości połączeń, włącznie z analizą<br />
stopnia osiadania układu BGA po procesie lutowania.<br />
Analizę rentgenowską połączeń lutowanych prowadzono<br />
w celu kontroli ich kształtu oraz ewentualnych występujących<br />
w nich pustek (pustych przestrzeni – nie wypełnionych lutem),<br />
albowiem jednym z kryteriów oceny jakości połączeń lutowanych<br />
w obudowach typu BGA jest kryterium obecności pus-<br />
Profil nr<br />
Strefa I<br />
góra / dół<br />
Strefa <strong>II</strong><br />
góra / dół<br />
Nastawy temperaturowe<br />
Strefa <strong>II</strong>I<br />
góra / dół<br />
Strefa IV<br />
góra / dół<br />
Strefa V<br />
góra / dół<br />
Moc<br />
wentylatora<br />
V transportera<br />
[°C] [°C] [°C] [°C] [°C] [%] [m/min]<br />
P1 130 / 130 150 / 150 170 / 170 190 / 190 265 / 265 80 45<br />
P2 120 / 120 185 / 185 180 / 180 175 / 175 285 / 285 80 51<br />
P3 120 / 120 185 / 185 200 / 200 190 / 190 280 / 280 80 47<br />
Tab. 4. Parametry temperaturowe profili P1, P2 i P3<br />
Tabl. 4. The temperature parameters of profiles P1, P2 and P3<br />
Profil nr<br />
Temp.<br />
podgrzew.<br />
Temperatura lutowania [°C] / Czas lutowania [s]<br />
(w miejscach pomiaru termoparą nr)<br />
Czas<br />
osiągnięcia<br />
T max<br />
Szybkość chłodzenia<br />
(pomiar – termopara<br />
nr 6)<br />
[°C] 1 2 3 4 5 6 [s] [°C/s]<br />
P1 118-122 228 / 32 234 / 37 236 / 40 226 / 26 227 / 29 218 / 7 210 1,67<br />
P2 170-172 234 / 38 232 / 38 228 / 41 228 / 22 225 / 22 220 / 17 240 1,70<br />
P3 185-186 241 / 41 238 / 44 239 / 49 233 / 32 234 / 48 226 / 32 211 1,65<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 101
Rys. 3. Zdjęcie rentgenowskie połączeń lutowanych obudowy<br />
CSP84T. 5-DC123: a) analiza wielkości pustek w połączeniach;<br />
b) badanie osiadania struktury<br />
Rys. 3. The X-ray photography os solder joints of CSP84T.<br />
5-DC123 package: a) analysis of voids volume; b) inspection of<br />
structure settle<br />
tek w połączeniu, które nie mogą przekraczać 25% objętości<br />
połączenia [6]. Przykładowe zdjęcie rentgenowskie badanych<br />
połączeń ze wskazaniem charakterystycznych właściwości<br />
przedstawiono na rysunku 3.<br />
Eliptyczny zarys połączeń lutowanych (rys. 3b) wskazuje<br />
na to, że w czasie procesu lutowania zaszło zjawisko pełnego<br />
przetopienia spoiwa stanowiącego wyprowadzenie struktury<br />
i obudowa układu osiadła pod swoim ciężarem na powierzchni<br />
płytki obwodu drukowanego.<br />
Pomiary rezystancji elektrycznej połączeń<br />
102<br />
Rys. 4. Topografia sieci połączeń Daisy-Chain w obudowie<br />
CSP132T. 5-DC145 oraz sieci połączeń w testowej płytce obwodu<br />
drukowanego<br />
Fig. 4. The topography of Daisy-Chain connections in CSP132T.<br />
5-DC145 package and connections in test PCB<br />
Zazwyczaj analiza rentgenowska jest właściwym narzędziem<br />
w celu określenia jakości połączenia lutowanego, jednakże<br />
w niektórych wypadkach taka analiza może okazać się niewystarczająca.<br />
Może to mieć miejsce wtedy, gdy połączenie jest<br />
niewłaściwej jakości na granicy fazy międzymetalicznej, czyli<br />
na granicy styku spoiwa lutowniczego z powierzchnią metaliczną<br />
pola lutowniczego płytki obwodu drukowanego. Wady<br />
połączeń lutowanych tego typu są niezwykle trudne do wykrycia<br />
w promieniach rentgenowskich i muszą być badane innymi<br />
technikami. Jedną z takich technik jest obserwacja mikroskopowa<br />
zgładu metalograficznego z badanego połączenia lutowanego<br />
(szerzej opisana poniżej). Niestety metoda ta jest metodą<br />
niszczącą i jest wykonywana w ostateczności, kiedy inne<br />
techniki analizy nie dają jednoznacznego obrazu na temat jakości<br />
połączenia lutowanego. Jeśli już zachodzi konieczność<br />
wykonania szlifu metalograficznego z połączeń lutowanych<br />
obudowy BGA czy CSP konieczne jest posiadanie dokładnej<br />
informacji o tym, które z połączeń jest wadliwe. W wypadku<br />
struktur funkcjonalnych pomocna tu może się okazać znajomość<br />
architektury takiej struktury. Wtedy to projektant danego<br />
pakietu elektronicznego potrafi wskazać, które z połączeń nie<br />
realizuje swojej funkcji i należy je poddać szczegółowej analizie<br />
jakości. Inaczej sytuacja wygląda w wypadku prowadzenia<br />
oceny jakości połączeń lutowanych w fazie badań nad daną<br />
technologią, tak jak to ma miejsce w wypadku niniejszej pracy<br />
badawczej. Z tego względu w pracy założono montaż struktur<br />
z wbudowaną siecią połączeń typu Daisy-Chain. Jest to sieć<br />
połączonych ze sobą sąsiednich wyprowadzeń sferycznych.<br />
Poprzez odpowiednie opracowanie sieci połączeń na płytce<br />
obwodu drukowanego, oraz zastosowanie dodatkowych pól<br />
pomiarowych (tzw. „odczepów”) można w precyzyjny sposób,<br />
za pośrednictwem pomiarów rezystancji elektrycznej, wskazać<br />
miejsce ewentualnego uszkodzenia sieci połączeń w postaci<br />
wadliwego połączenia lutowanego. Na rys. 4 przedstawiono<br />
topografię sieci połączeń struktury CSP132T. 5-DC145<br />
oraz topografię odpowiadającej jej sieci połączeń na testowej<br />
płytce obwodu drukowanego.<br />
Poza możliwością określenia położenia wadliwych połączeń<br />
lutowanych opisany powyżej sposób tworzenia układów<br />
pomiarowych można wykorzystać do kontroli rezystancji elektrycznej<br />
połączeń lutowanych. Wartość rezystancji połączeń<br />
została w niniejszej pracy wykorzystana jako jedno z kryteriów<br />
oceny jakości połączeń lutowanych. Należy w tym miejscu<br />
zwrócić uwagę na fakt, że zmierzona rezystancja elektryczna<br />
pomiędzy punktami A i B (rys. 4) nie określa bezpośrednio<br />
rezystancji połączeń lutowanych. Wynik pomiaru jest sumą<br />
rezystancji połączeń lutowanych jak również połączeń sieci<br />
Daisy-Chain przylutowanej struktury oraz sieci połączeń obwodu<br />
płytki drukowanej. Znając właściwości sieci połączeń na<br />
każdej warstwie przewodzącej płytki obwodu drukowanego<br />
(długość, szerokość i grubość ścieżek przewodzących; rezystywność<br />
materiału, z którego zbudowane są ścieżki – w tym<br />
wypadku Cu) można w sposób teoretyczny wyznaczyć rezystancję<br />
elektryczną tej sieci. Inaczej sprawa wygląda w odniesieniu<br />
do sieci połączeń Daisy-Chain. Połączenia te są<br />
połączeniami bardzo niskoomowymi wykonywanymi przez<br />
producenta struktury, przez co wyznaczenie ich dokładnej<br />
rezystancji drogą pomiaru jest bardzo trudne lub wręcz niemożliwe.<br />
Dlatego w niniejszej pracy rezystancję elektryczną<br />
pojedynczego połączenia lutowanego umownie uznano jako<br />
rezystancję złożoną z rzeczywistej rezystancji elektrycznej<br />
połączenia lutowanego oraz rezystancji sieci połączeń Daisy-Chain.<br />
Przeprowadzone pomiary wykazały, że rezystancja<br />
pojedynczego połączenia lutowanego wynosi 2–3 mΩ, przy<br />
czym nie stwierdzono ani jednego połączenia wadliwego, innymi<br />
słowy nie zaobserwowano przerw w obwodach pomiarowych,<br />
ani też zwiększonej rezystancji.<br />
Obserwacje mikroskopowe zgładów<br />
metalograficznych<br />
W wypadku oceny jakości połączeń lutowanych kontrola parametrów<br />
elektrycznych połączenia, jak również kontrola rentgenowska,<br />
nie zawsze oddają pełen obraz stanu faktycznego.<br />
Niekiedy ewentualna wada obniżająca jakość połączenia<br />
może być na tyle odmiennego charakteru, że żadna z wymienionych<br />
technik kontroli jej nie wykaże.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Jedną z podstawowych funkcji jakie pełni połączenie lutowane,<br />
jak wspomniano na początku publikacji, jest powiązanie<br />
mechanicznie montowanej struktury z płytką obwodu<br />
drukowanego. Właśnie ta funkcja powiązania mechanicznego<br />
montowanego podzespołu z podłożem decyduje o nieuszkadzalności<br />
(niezawodności) całego systemu elektronicznego.<br />
Niekiedy wystarczy żeby tylko jedno połączenie lutowane<br />
w całym urządzeniu straciło swoje funkcje i system elektroniczny<br />
przestaje funkcjonować zgodnie z założeniami projektanta,<br />
bądź też w ogóle przestaje działać. Dlatego niezwykle istotna<br />
jest ocena jakości połączenia lutowanego pod względem jego<br />
budowy mechanicznej. Pomocna w tym względzie jest technika<br />
badania połączeń drogą obserwacji mikroskopowych zgładów<br />
metalograficznych. Niestety jest to technika niszcząca,<br />
ale jest to jedyny sposób oceny jakości połączeń w wypadku<br />
opracowywania nowych technologii montażu, lub też w wypadku<br />
poszukiwania przyczyny notorycznego powstawania<br />
wad w już opracowanym procesie technologicznym. Miedzy<br />
innymi tym sposobem stwierdzono pewne niedoskonałości<br />
połączeń lutowanych struktur funkcjonalnych (ozn. ADSP-<br />
BF561 SBBZ600 BGA297) w wyniku czego zmodyfikowano<br />
budowę pól lutowniczych płytki obwodu drukowanego zastępując<br />
dotychczasową konstrukcję pól definiowanych maską<br />
przeciwlutową i zwiększając nieco ich wielkość. Wprowadzone<br />
zmiany pozwoliły na zwiększenie powierzchni pól lutowniczych<br />
o 25% przez co osiągnięto znaczna poprawę w formowaniu<br />
właściwej jakości połączeń lutowanych. Wprowadzone<br />
modyfikacje pól lutowniczych schematycznie przedstawiono<br />
na rys. 5a, a na rys. 5b odpowiadające im fotografie zgładów<br />
metalograficznych z wykonanych połączeń lutowanych.<br />
wszystkich trzech profili lutowania (P1. P2 i P3), jednakże<br />
najlepsze efekty uzyskano w wypadku profili P2 i P3. Połączenia<br />
lutowane wykonane w tych warunkach odznaczały się<br />
najbardziej regularnym kształtem (bez pofalowań powierzchni<br />
sferycznej) co wskazuje na pełne przetopienie i wymieszanie<br />
się spoiwa zawartego w paście lutowniczej ze spoiwem stanowiącym<br />
wyprowadzenia sferyczne montowanych struktur.<br />
Ponadto, połączenia te charakteryzowały się mniejszą ilością<br />
pustek – poniżej 5%, przy obserwowanych pustkach na poziomie<br />
7-9% w wypadku połączeń wykonywanych z użyciem<br />
profilu P1. Biorąc pod uwagę fakt możliwości występowania<br />
w montowanym pakiecie elektronicznym podzespołów przeznaczonych<br />
do montażu ołowiowego (oprócz montowanych<br />
struktur bezołowiowych w obudowach BGA czy CSP) zaleca<br />
się stosowanie profilu lutowania o przebiegu zbliżonym<br />
do profilu P2, w którym maksymalna temperatura lutowania<br />
całego pakietu nie przekracza wartości 235°C, natomiast<br />
w miejscu formowania połączeń lutowanych z wyprowadzeniami<br />
sferycznymi obudowy BGA osiągana jest temperatura<br />
minimum 220°C.<br />
Długofalowe badania nieuszkadzalności<br />
zespołów elektronicznych<br />
Celem sprawdzenia niezawodności połączeń lutowanych<br />
wykonywanych techniką lutowania mieszanego zmontowane<br />
funkcjonalne pakiety elektroniczne (ozn. 10xx_H_dsp6)<br />
poddano testom na funkcjonalność, po czym poddano je narażeniom<br />
środowiskowym, następnie ponownie zbadano ich<br />
funkcjonalność. Funkcjonalność zespołów elektronicznych<br />
badano w Centrum Aplikacji Sprzętowych ITR (CA). Próby<br />
środowiskowe prowadzono w Zakładzie Materiałów Lutowniczych<br />
ITR (M2) zgodnie ze schematem podanym przez<br />
Centrum Aplikacji Sprzętowych (CA), który przedstawiono na<br />
wykresach z rys. 6. Pełen czas próby wynosił 106 godzin. Po<br />
przeprowadzonych próbach temperaturowych pakiety poddano<br />
działaniu wilgotnego gorąca – +40 ± 2°C/93 ± 2% RH,<br />
a czas próby wynosił 250 godzin.<br />
Rys. 5. Modyfikacja konstrukcji pól lutowniczych pod strukturę<br />
BGA297: a) konstrukcja schematyczna; b) zgład metalograficzny<br />
połączenia lutowanego<br />
Fig. 5. The modification of solder pads construction for BGA 297<br />
structure: a) schematic construction; b) cross-section of solder joint<br />
Wpływ parametrów procesu montażu<br />
mieszanego na jakość połączeń lutowanych<br />
Przeprowadzone prace badawcze nie wykazały istotnego<br />
wpływu rodzaju powłoki ochronnej pól lutowniczych płytki<br />
obwodu drukowanego (Ni/Au; Sn-immersyjna) na jakość połączeń<br />
lutowanych, pod warunkiem, że były one właściwej<br />
jakości. Obserwacje nie wykazały również istotnego wpływu<br />
grubości szablonu do nakładania pasty na pola lutownicze<br />
płytki obwodu drukowanego.<br />
Natomiast odnotowano pewien wpływ profilu przetapiania<br />
pasty lutowniczej na jakość połączeń. Należy zaznaczyć, że<br />
poprawne połączenia lutowane uzyskano przy zastosowaniu<br />
Rys. 6. Przebieg próby narażeń środowiskowych<br />
Fig. 6. The graph of environmental stresses test<br />
W tabeli 5 zestawiono podstawowe parametry funkcjonowania<br />
badanych pakietów elektronicznych 10xx_H_dsp6<br />
przed i po próbach narażeń środowiskowych.<br />
W wypadku pakietów 5 i 6 wiadomo, że komunikacja<br />
z procesorem BGA istnieje, natomiast nie można wykasować<br />
pamięci urządzenia. Zaś w wypadku pakietu nr 2 komunikacja<br />
z urządzeniem po próbach narażeń środowiskowych<br />
możliwa jest jedynie za pośrednictwem portu USB, bez możliwości<br />
komunikacji poprzez port RS485. W chwili obecnej<br />
nie jest możliwe dokładne stwierdzenie, które podzespoły<br />
elektroniczne pakietu funkcjonalnego w danym przypadku<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 103
Tab. 5. Parametry funkcjonowania pakietów elektronicznych przed i po próbach narażeń środowiskowych<br />
Tabl. 5. The functionality parameters of electronic units before and after tests of environmental stresses<br />
Nr pakietu<br />
Profil lutow.<br />
Procesor BGA297<br />
Realizowana funkcja (przed / po próbach narażeniowych)<br />
ALTERA<br />
Uruchomienie<br />
urządzenia<br />
Pomiary<br />
Komunikacja<br />
1 P2 tak / tak tak / tak tak / tak tak / tak tak / tak<br />
2 P2 tak / tak tak / tak tak / tak tak / tak tak / tylko USB<br />
3 P3 tak / tak tak / tak tak / tak tak / tak tylko USB / tylko USB<br />
4 P1 tak / tak tak / tak tak / tak tak / tak tak / tak<br />
5 P3 nie / nie tak / tak nie / nie nie / nie nie / nie<br />
6 P1 nie / nie tak / tak nie / nie nie / nie nie / nie<br />
działają nieprawidłowo. Jednakże w niedalekiej przyszłości<br />
planowane jest opracowanie przez Centrum Aplikacji Sprzętowych<br />
ITR (CA) skryptu testującego, który drogą wnikliwej<br />
analizy funkcjonowania poszczególnych bloków systemu<br />
elektronicznego pomoże wskazać nieprawidłowo działający<br />
element.<br />
Jedną z możliwych przyczyn wadliwego funkcjonowania<br />
pakietów może być niewłaściwa jakość zabezpieczającej<br />
powłoki ochronnej Ni/Au pokrywającej pola lutownicze płytki<br />
obwodu drukowanego, gdyż podczas kontroli jakości płytek<br />
przed procesem montażu stwierdzono, że grubość podwarstwy<br />
niklu wynosi zaledwie 1,75 µm, w porównaniu do wymaganej<br />
2,0…5,0 µm, przy czym niektóre źródła literaturowe<br />
podają, że dolna granica grubości tej warstwy nie powinna<br />
być mniejsza niż 2,5 µm [1, 4].<br />
Wytyczne prowadzenia procesu lutowania<br />
mieszanego<br />
W oparciu o wyniki przeprowadzonych prac badawczych<br />
opracowano wytyczne prowadzenia procesu montażu bezołowiowych<br />
wielowyprowadzeniowych struktur półprzewodnikowych<br />
w obudowach BGA i CSP w warunkach lutowania ołowiowego.<br />
Poniżej, w formie wypunktowanej, zamieszczono<br />
podstawowe zalecenia:<br />
– zaleca się stosowanie w montażu mieszanym ołowiowej<br />
pasty lutowniczej oznaczonej symbolem HM-1 RMA Sn62<br />
V16L, o składzie Sn62/Pb36/Ag2, firmy Almit;<br />
– proces lutowania można prowadzić z użyciem płytek obwodów<br />
drukowanych o dowolnej powłoce ochronnej pól<br />
lutowniczych (Ni/Au lub Sn), pod warunkiem zapewnienia<br />
dobrej lutowności dla technologii ołowiowej;<br />
– pola lutownicze płytki obwodu drukowanego, o ile to możliwe,<br />
nie powinny zawierać w swojej konstrukcji pól definiowanych<br />
maską przeciwlutową;<br />
– grubość szablonu do nanoszenia pasty lutowniczej pod<br />
wyprowadzenia sferyczne struktur w obudowach BGA czy<br />
CSP musi być zgodna z ogólnymi zaleceniami prowadzenia<br />
montażu elektronicznego w technologii ołowiowej dla<br />
całego montowanego pakietu elektronicznego;<br />
– należy dążyć do uzyskania przebiegu profilu lutowania<br />
w danym pakiecie elektronicznym zgodnego z zaproponowanym<br />
profilem P2.<br />
Podsumowanie<br />
Przeprowadzone badania pozwoliły na opracowanie podstawowych<br />
zaleceń prowadzenia procesu montażu elektronicznego<br />
bezołowiowych struktur w obudowach z kontaktami<br />
sferycznymi ukrytymi pod obudową, w warunkach lutowania<br />
ołowiowego.<br />
Wykonane próby lutowania elektronicznych pakietów<br />
funkcjonalnych potwierdziły słuszność opracowanych zaleceń<br />
prowadzenia montażu mieszanego. Przeprowadzone długofalowe<br />
badania nieuszkadzalności funkcjonalnych zespołów<br />
elektronicznych nie wykazały powstawania dodatkowych wad<br />
w ich funkcjonowaniu.<br />
Wytypowana do badań ołowiowa pasta lutownicza (HM-1<br />
RMA Sn62 V16L o składzie Sn62/Pb36/Ag2 firmy Almit), pomimo<br />
stosowania dość zróżnicowanych profilów lutowania,<br />
bardzo dobrze spełnia swoje zadanie zarówno w odniesieniu<br />
do montażu struktur wielowyprowadzeniowych, jak również<br />
w odniesieniu do montażu innych elementów montowanych<br />
w technologii powierzchniowej.<br />
W Zakładzie Innowacji Montażu Elektronicznego ITR (CM/<br />
M3) prowadzono już montaż mieszany zespołów elektronicznych<br />
dla klientów zewnętrznych (m. in.: Techlab2000 – Warszawa;<br />
EDO Exclusive Digital Audio – Warszawa; Wojskowy <strong>Instytut</strong><br />
Łączności – Zegrze) i do chwili obecnej nie stwierdzono wad<br />
w połączeniach lutowanych wielowyprowadzeniowych struktur<br />
w obudowach BGA i CSP.<br />
Literatura<br />
[1] Bukat K., Hackiewicz H.: Lutowanie bezołowiowe. Warszawa<br />
20<strong>07</strong>, Wydawnictwo btc, ISBN 978-83-60233-25-2.<br />
[2] Borecki J.: Wykonywanie obwodów drukowanych wysokiej skali<br />
integracji w Instytucie Tele- i Radiotechnicznym. <strong>Elektronika</strong><br />
XLV<strong>II</strong>, 8/2006, ss. 11–14.<br />
[3] RoHS and WEEE directives (http://www.rohs-weee.pl/index.php)<br />
[4] Kozioł G., Araźna A., Stęplewski W.: The Characteristics of an<br />
Electroless Nickel/Immersion Gold Plated PWB Surface Finish<br />
and the Quality of BGA Solder Joints. Plating and Surface Finishing,<br />
97 (1), 2010, pp. 39–45.<br />
[5] Stęplewski W., Kozioł G., Borecki J.: Influence of stencil design<br />
and parameters of printing process on lead-free paste transfer efficiency.<br />
XXX<strong>II</strong> International Conference of IMAPS – CPMT IEEE<br />
Poland, Pułtusk 21–24 September 2008, Proceedings CD-ROM.<br />
[6] IPC-A-610 rev. D – Acceptability of Electronic Assemblies, November<br />
2004.<br />
[7] Kościelski M.: Zastosowanie urządzenia rentgenowskiego do wykrywania<br />
błędów lutowania. <strong>Elektronika</strong> XLIX, 3/2008, ss. 88–89.<br />
104<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Analiza systemu nastaw algorytmów<br />
w mikroprocesorowym urządzeniu kontrolno-sterującym<br />
mgr inż. KAROL MAKOWIECKI<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Centrum Systemów Teleinformatycznych i Aplikacji Sprzętowych, Warszawa<br />
Urządzenia kontrolno-sterujące EAZ (elektroenergetyczna<br />
automatyka zabezpieczeniowa) są rozwijane pod kątem łatwego<br />
dostosowywania do określonych zadań. Wiąże się to<br />
z bogactwem różnorodnych algorytmów zabezpieczeniowych.<br />
Każdy z tych algorytmów posiada pewne nastawy, które użytkownik<br />
może modyfikować dostosowując działanie zabezpieczenia<br />
do swoich potrzeb. W artykule tym przedstawię na<br />
przykładzie urządzenia Mupasz 710, jak można skonstruować<br />
system nastaw algorytmów tak, aby funkcjonował poprawnie<br />
niezależnie od typu i ilości zaimplementowanych algorytmów<br />
oraz udostępniał możliwość ich edycji z panelu kontrolnego<br />
urządzenia i za pomocą portów komunikacyjnych.<br />
Definiowanie nastaw algorytmów<br />
Na etapie projektowania urządzenia w pliku tekstowym<br />
SET.def definiowane są wykorzystywane algorytmy, dla przykładu<br />
definicja algorytmu zabezpieczenia I>:<br />
SET_GrIGT1_0, TXT_IGT1_0, F_GROUP, A_IGT1, 0, 0, ----1----------R,<br />
Tab. 1. Znaczenie poszczególnych pól w definicji algorytmu<br />
Tabl. 1. Algorithm definition of SET.def file<br />
Nazwa<br />
symboliczna<br />
Nazw<br />
symboliczna<br />
powiązanego<br />
tekstu<br />
typ<br />
Indeks<br />
algorytmu<br />
Nie<br />
istotne<br />
Nie<br />
istotne<br />
Atrybuty<br />
SET_GrIGT1_0 TXT_IGT1_0 F_GROUP A_IGT1 0 0 ----1------R<br />
Na podstawie takiej definicji kompilator pliku SET.def uzupełnia<br />
pliki wynikowe o docelowe definicje nastaw dla danego<br />
algorytmu, które są definiowane przez jego projektanta.<br />
a) Fragment plik SET.inc zawierającego definicje nastaw dla<br />
algorytmu zabezpieczenia nadprądowego I>:<br />
System modyfikacji nastaw<br />
Dla celów edycji nastaw w urządzeniu Mupasz 710 udostępniony<br />
jest system makropoleceń. Każde takie makropolecenie<br />
może zostać przysłane do procedury dekodującej poprzez dowolne<br />
łącze transmisyjne urządzenia z wykorzystaniem protokołu<br />
MODBUS RTU, bądź zostać wygenerowane wewnętrznie,<br />
co ma miejsce w przypadku wykorzystania graficznego<br />
interfejsu urządzenia. Ogólny format makropolecenia przedstawia<br />
tab. 2.<br />
Tab. 2. Format makropoleceń obsługiwany przez urządzenie Mupasz 710<br />
Tabl. 2. Description of macro which is supported by Mupasz 710 device<br />
Kod makra<br />
(Wartość)<br />
Negacja<br />
kodu<br />
makra<br />
Liczba Parametr 1 … Parametr<br />
parametrów<br />
N<br />
makra N<br />
Negacja<br />
liczby parametrów<br />
makra<br />
Modyfikacja nastaw wymaga sprawdzenia ich spójności,<br />
czyli spełnienia zależności pomiędzy niektórymi nastawami<br />
i ich zgodności z definicją. Aby było to możliwe konieczne jest<br />
buforowanie całego bloku zmodyfikowanych nastaw przed ich<br />
zapisaniem. W przypadku korzystania z łącza komunikacyjnego<br />
i protokołu Modbus RTU jest to możliwe dzięki ramce komunikacyjnej<br />
z kodem funkcji 0x10 (tab. 3) służącej do zapisywania<br />
wielu rejestrów (danych dwubajtowych) do urządzenia.<br />
Po zapełnieniu bufora danymi należy wysłać makropolecenie<br />
przepisujące bufor do docelowej tablicy nastaw (tab. 4).<br />
Pierwszą czynnością jaką wykonuje ta funkcja jest sprawdzenie<br />
zgodności wartości nastaw z bufora z wartościami<br />
minimum i maksimum zapisanymi w definicji każdej nastawy.<br />
W przypadku wartości liczbowych wartość musi mieścić się<br />
w przedziale domkniętym [minimum, maksimum], natomiast<br />
{indeks w tablicy wartości, indeks powiązanego tekstu, typ, atrybuty, minimum, maksimum, wartość początkowa}<br />
{v_SET_GrIGT1_0, t_TXT_IGT1_0, F_GROUP, 0x801, 0x887, 0x0, 0x0},<br />
{v_SET_A_IGT1_0_OP, t_TXT_OPTIONS, F_MultiL, 0x80<strong>07</strong>, 0xF, 0xCF, 0x0},<br />
{v_SET_A_IGT1_0_Dzialanie, t_TXT_MODE, F_MultiL, 0x80<strong>07</strong>, 0x6, 0x7, 0x1},<br />
{v_SET_A_IGT1_0_STAB, t_TXT_STAB, F_MonoL, 0x80<strong>07</strong>, 0x11, 0x7, 0x0},<br />
{v_SET_A_IGT1_0_DIRECTION, t_TXT_DIRECTION, F_MonoL,<br />
0x80<strong>07</strong>, 0x11, 0x19, 0x0},<br />
{v_SET_A_IGT1_0_IR, t_TXT_IR, F_X_XX0, 0x80<strong>07</strong>, 0xA, 0xC350, 0x4B0},<br />
{v_SET_A_IGT1_0_UR, t_TXT_UR, F_X_XX0, 0x80<strong>07</strong>, 0x64, 0x3E8, 0x384},<br />
{v_SET_A_IGT1_0_FR, t_TXT_FR, F_X_XX0, 0x80<strong>07</strong>, 0xAFC8, 0xC738, 0xC15C},<br />
{v_SET_A_IGT1_0_T, t_T XT_T, FdX_XX0, 0x80<strong>07</strong>, 0x0, 0xF4240, 0x3E8},<br />
{v_SET_A_IGT1_0_TOPDZ, t_TXT_TOPDZ, F_X_XX0, 0x80<strong>07</strong>, 0x0, 0x2710, 0x3E8},<br />
{v_SET_A_IGT1_0_ME, t_TXT_EVENTS, FdMultiL, 0x80<strong>07</strong>, 0x17, 0x80001BFF, 0x80001BC1},<br />
b) Fragment plik SET.ini zawierającego definicje nastaw:<br />
wartość początkowa,// indeks w tablicy wartości<br />
NAZWA SYMBOLICZNA NASTAWY<br />
0x0, // 0x87 SET_A_IGT1_0_OP<br />
0x1, // 0x88 SET_A_IGT1_0_Dzialanie<br />
0x0, // 0x89 SET_A_IGT1_0_STAB<br />
0x0, // 0x8A SET_A_IGT1_0_ DIRECTION<br />
0x4B0, // 0x8B SET_A_IGT1_0_IR<br />
0x384, // 0x8C SET_A_IGT1_0_UR<br />
0xC15C, // 0x8D SET_A_IGT1_0_FR<br />
0x3E8, // 0x8E SET_A_IGT1_0_T<br />
0x0, // 0x8E SET_A_IGT1_0_T<br />
0x3E8, // 0x90 SET_A_IGT1_0_TOPDZ<br />
0x1BC1, // 0x91 SET_A_IGT1_0_ME<br />
0x8000, // 0x91 SET_A_IGT1_0_ME<br />
Pliki SET.inc i SET.ini dołączane są do oprogramowania mikrokontrolera<br />
jako tablice. Algorytm posługując się indeksem w tablicy<br />
wartości, pobiera z niej konieczne dla jego działania dane.<br />
w przypadku wartości typu lista, liczba zapisana w pozycji<br />
maksimum jest maską bitową listy i poszczególne bity wartości<br />
nastawy muszą mieścić się w obrębie tej maski.<br />
Kolejnym krokiem jest sprawdzenie spójności nastaw<br />
w buforze. Odbywa się to poprzez zweryfikowanie zestawu<br />
zależności pomiędzy wartościami nastaw. Jeśli procedura ta<br />
przebiegnie pomyślnie dane z bufora przepisywane są do docelowej<br />
tablicy nastaw. W przeciwnym wypadku generowane<br />
jest zdarzenie do dziennika urządzenia informujące o indeksie<br />
definicji nastawy nie spełniającej warunków spójności, co ułatwia<br />
użytkownikowi odszukanie błędu.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 105
Tab. 3. Ramka komunikacyjna z kodem funkcji 0×10 w protokole Modbus<br />
RTU, ukazująca sposób zapisu jednej wartości nastawy szesnastobitowej<br />
do bufora edycyjnego urządzenia<br />
Tabl. 3. Communication frame with 0×10 function code in Modbus<br />
RTU protocol. It shows how to write one two bytes value to the device<br />
edition buffer<br />
Przykładowa<br />
wartość<br />
Podsumowanie<br />
Funkcja danego bajtu<br />
0×44 Adres urządzenia<br />
0×10 Numer ramki<br />
0×<strong>07</strong> Adres (starszy bajt)<br />
0×FF<br />
Adres (młodszy bajt)<br />
0×00 Ilość przesyłanych danych w słowach (starszy bajt)<br />
0×01 Ilość przesyłanych danych w słowach (młodszy bajt)<br />
0×02 Ilość przesyłanych danych w bajtach<br />
0×17 wartość nastawy (starszy bajt)<br />
0×71 wartość nastawy (młodszy bajt)<br />
0×D8 CRC (młodszy bajt)<br />
0×05 CRC (starszy bajt)<br />
Tab. 4. Ramka komunikacyjna z kodem funkcji 0×10 w protokole Modbus<br />
RTU, ukazująca sposób wysłania makropolecenia przepisującego<br />
bufor edycyjny do docelowego zestawu nastaw<br />
Tabl. 4. Communication frame with 0×10 function code in Modbus<br />
RTU protocol. It shows how to send macro which will save sets which<br />
are in the edition buffer<br />
Przykładowa<br />
wartość<br />
0×44 Adres urządzenia<br />
0×10 Numer ramki<br />
0×77 Adres (starszy bajt)<br />
0×FF<br />
Adres (młodszy bajt)<br />
Funkcja danego bajtu<br />
0×00 Ilość przesyłanych danych w słowach (starszy bajt)<br />
0×05 Ilość przesyłanych danych w słowach (młodszy bajt)<br />
0×0A Ilość przesyłanych danych w bajtach<br />
0×00 Kod makropolecenia (starszy bajt)<br />
0×37 Kod makropolecenia (młodszy bajt)<br />
0×FF<br />
Negacja kodu makropolecenia (starszy bajt)<br />
0×C8 Negacja kodu makropolecenia<br />
0×00 Liczba parametrów makropolecenia (starszy bajt)<br />
0×01 Liczba parametrów makropolecenia<br />
0×00 Parametr pierwszy – numer zestawu nastaw<br />
(starszy bajt)<br />
0×00 Parametr pierwszy – numer zestawu nastaw<br />
0×FF<br />
0×FE<br />
Negacja liczby parametrów makropolecenia (starszy<br />
bajt)<br />
Negacja liczby parametrów makropolecenia<br />
0×62 CRC (młodszy bajt)<br />
0×ED<br />
CRC (starszy bajt)<br />
Prezentowany system nastaw dla algorytmów<br />
w urządzeniu Mupasz 710 (rys.) cechuje się możliwością<br />
modyfikacji obsługiwanych algorytmów<br />
przy jednoczesnej minimalizacji czynności z tym<br />
związanych. Dzięki procesowi automatycznej generacji<br />
plików set.inc i set.ini z pliku set.def możliwe<br />
było stworzenie kodu mikroprocesorowego nie<br />
wymagającego późniejszych ingerencji programistycznych<br />
w przypadku zmiany algorytmów. System<br />
ten udostępnia możliwość edycji nastaw poprzez<br />
graficzny interfejs urządzenia oraz poprzez<br />
porty komunikacyjne z wykorzystaniem protokołu<br />
Modbus RTU. Dzięki zastosowaniu makropoleceń<br />
łatwo można rozszerzyć funkcjonalność tego systemu<br />
o inne protokoły komunikacyjne.<br />
Literatura<br />
Schemat procesu funkcjonowania systemu nastaw w urządzeniu Mupasz<br />
710, obejmujący proces tworzenia zestawu nastaw oraz ich edycję<br />
Flowchart for the settings system on the Mupasz 710 device, showing process<br />
of creation and edition settings<br />
[1] Kluk P.: Wykorzystanie protokołu komunikacyjnego<br />
MODBUS RTU w urządzeniach EAZ bazujących na<br />
platformie ARM. w czasopiśmie „<strong>Elektronika</strong>: konstrukcje,<br />
technologie, zastosowania”, Wydawnictwo<br />
SIGMA-NOT, Warszawa, 20<strong>07</strong>, nr 5.<br />
[2] Wlazło P.: Sterowanie i zmiany nastaw w urządzeniach<br />
zabezpieczających poprzez system nadrzędny.<br />
Mechanizacja i Automatyzacja Górnictwa 2006, nr 8,<br />
ss. 56–62.<br />
106<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Algorytmy akwizycji danych w e-diagnostyce<br />
sieci rozdzielczych<br />
mgr inż. ŁUKASZ SAPUŁA, <strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
System służący do automatycznego diagnozowania stanów<br />
technicznych wyłączników zainstalowanych w rozdzielnicach<br />
SN ma postać autonomicznej sieci teleinformatycznej, której<br />
ogólna architektura przedstawiona jest na rys. 1. Elementami<br />
sieci są Podsystemy Akwizycji Danych Źródłowych – urządzenia<br />
wykonujące pomiary sygnałów wyłączników, Koncentratory<br />
Danych, KD, – znajdujące się w rozdzielni komputery gromadzące<br />
i analizujące dane przesyłane z Podsystemów Akwizycji<br />
Danych oraz Centralny Serwer, CSW, – komputer znajdujący<br />
się w centralnej dyspozytorni systemu energetycznego.<br />
Urządzenia UAD integrują w sobie funkcje sterowników<br />
polowych z funkcjami akwizycji danych. UAD gromadzą wyniki<br />
pomiarów wszelkich sygnałów dostępnych z wyłącznika<br />
w postaci ciągów cyfrowych próbek.<br />
Dodatkowo gromadzone są dane zawierające wyniki testów<br />
samodiagnostyki urządzenia [4] Pozyskiwane źródłowe<br />
dane są wykorzystywane przez algorytmy automatyki zabezpieczeniowej<br />
w samym urządzeniu UAD oraz są przesyłane<br />
do Koncentratora do dalszej obróbki.<br />
Dla celów realizacji algorytmów zabezpieczeniowych<br />
dane są poddawane wstępnej filtracji cyfrowej oraz operacji<br />
repróbkowania. W wyniku tych operacji dla każdego kanału<br />
analogowego (prądowego czy napięciowego) otrzymywanych<br />
jest dokładnie 128 próbek na okres sygnału – bez względu<br />
na częstotliwość przebiegu – i wszystkie parametry sygnałów<br />
potrzebne do realizacji algorytmów zabezpieczeniowych są<br />
wyznaczane z tych 128 próbek.<br />
Dla celów transmisji do Koncentratora dane są poddawane<br />
jedynie operacji decymacji w stosunku 1/16, 1/8, ¼, ½ lub 1<br />
oraz agregowane w bufory.<br />
UAD<br />
Urządzenie akwizycji danych (UAD) zbudowane jest z następujących<br />
modułów: modułu interfejsu użytkownika, modułu<br />
analogowego, modułu DSP, modułu interfejsu komunikacyjnego,<br />
modułu zasilającego. Część softwarową stanowi<br />
oprogramowanie które zapewnia obsługę wyżej wymienionych<br />
modułów i realizuje funkcjonalność urządzenia.<br />
Rys. 2. Wygląd zewnętrzny urządzenia UAD<br />
Fig. 2. A view of UAD device<br />
URZĄDZENIE<br />
AKWIZYCJI DANYCH<br />
OBSZAR POJEDYNCZEJ<br />
ROZDZIELNI<br />
URZĄDZENIE<br />
AKWIZYCJI DANYCH<br />
WYŁĄCZNIK<br />
URZĄDZENIE<br />
POMIAROWO-<br />
KONTROLNE<br />
UPK<br />
WYŁĄCZNIK<br />
URZĄDZENIE<br />
POMIAROWO-<br />
KONTROLNE<br />
UPK<br />
INTERFEJS<br />
IEC 61850<br />
INTERFEJS<br />
IEC 61850<br />
ETHERNET 100Mb<br />
KONCENTRATOR DANYCH<br />
TCP/IP<br />
BRAMA<br />
INTERNET<br />
CENTRALNA BAZA DANYCH<br />
Rys. 1. Architektura sieci. Fig. 1. Nework architecture<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 1<strong>07</strong>
Moduł analogowy<br />
Rys. 4. Schemat blokowy procedury cyfrowej zmiany szybkości<br />
próbkowania<br />
Fig. 4. Block diagram of the resampling procedure<br />
Moduł analogowy posiada 24 wejścia dwustanowe, 16 wyjść<br />
dwustanowych, 16 torów analogowych oraz autonomiczne<br />
zabezpieczenie nadprądowe.<br />
Wejścia dwustanowe zastosowane w UAD posiadają histerezę<br />
napięciową(2/3Un/1/3Un) oraz zmienną impedancję<br />
wejściową zależną od stanu pracy wejścia (pobudzone/niepobudzone).<br />
Stany poszczególnych wejść gromadzone są<br />
w rejestrach przesuwnych, za pomocą których są wysyłane<br />
w postaci szeregowej do jednostki centralnej.<br />
Wyjścia dwustanowe zrealizowane są przy pomocy rejestrów<br />
przesuwnych, których wyjścia równoległe dołączone<br />
są do przekaźników elektromagnetycznych, przy czym trzy<br />
z nich (dedykowane do obsługi cewek wyłącznika) uzupełnione<br />
są torami do pomiaru prądu cewek. Pomiary prądów<br />
cewek przeprowadzane są za pośrednictwem przetworników<br />
działających w oparciu o efekt Halla, co pozwala na zapewnienie<br />
odpowiedniej izolacji (wytrzymującej test napięciem 2,5<br />
kV). Dodatkowo styki przekaźników dedykowanych do obsługi<br />
cewek wyłącznika połączono szeregowo z tranzystorami MO-<br />
SFET w celu zwiększenia zdolności łączeniowej i nazwano<br />
je wyjściami „wzmocnionymi” (obciążenie o charakterze indukcyjnym).<br />
Sterowanie na otwórz wyjścia „wzmocnionego”<br />
realizowane jest w taki sposób, że najpierw blokowany<br />
jest tranzystor, a później rozwiera się przekaźnik, co zostało<br />
przedstawione na rys. 3.<br />
UAD posiada 16 torów analogowych, które przeznaczone<br />
są do pomiaru prądów fazowych, napięć fazowych lub międzyfazowych,<br />
składowych zerowych prądu i napięcia, prądów<br />
płynących przez cewki wyłącznika, sygnałów z czujników ruchu,<br />
sygnałów z czujników ciśnienia, sygnałów z czujników<br />
temperatury. W zależności od charakteru sygnału poddawanego<br />
estymacji wejście toru stanowi odpowiednio dobrany<br />
transformator pośredniczący, transreaktor, czujnik Halla lub<br />
wzmacniacz izolacyjny.<br />
Każdy z kanałów analogowych jest próbkowany ze stałą<br />
częstotliwością 16 kHz. Daje to możliwość analizy sygnałów<br />
w paśmie do 8 kHz. Taka szerokość pasma jest zbędna dla<br />
potrzeb algorytmów zabezpieczeniowych, gdzie wystarcza<br />
pasmo 2 kHz. Z tego powodu źródłowe próbki sygnałów<br />
o częstotliwości f 1<br />
poddawane są procesowi filtracji cyfrowej<br />
za pomocą filtru dolnoprzepustowego FDP wraz z jednoczesną<br />
zmianą efektywnej częstotliwości f 2<br />
próbkowania w stosunku<br />
wymiernym M/N tak, aby w efekcie otrzymać 128 próbek<br />
na okres sygnału niezależnie od wartości częstotliwości sieci.<br />
Zastosowana metoda polega na interpolacji ciągu próbek<br />
w stosunku M, a następnie decymacji w stosunku N, jak to<br />
przedstawiono na rys. 1.<br />
Wartości M i N dobiera się w zależności od wartości częstotliwości<br />
sieci. Aby uniknąć efektu aliasingu operacje interpolacji<br />
i decymacji należy sprząc z operacją filtracji dolnoprzepustowej<br />
przy czym szerokość pasma filtru zależy od wartości<br />
M i N. Od wartości M i N zależy również ilość współczynników<br />
filtru dolnoprzepustowego, a zatem i nakłady obliczeniowe.<br />
Podczas projektowania algorytmów repróbkowania analizie<br />
poddano błąd wyznaczenia poszczególnych prążków widma<br />
sygnału pierwotnego (w postaci próbek cyfrowych) na podstawie<br />
sygnału zrepróbkowanego dla różnych wartości M i N. Do<br />
prototypowania i analizy algorytmu repróbkowaia użyto pakietu<br />
oprogramowania Mathematica ® .<br />
Ponieważ w założeniu wartość częstotliwości sieci zmienia<br />
się w niewielkim zakresie, możliwe było zastosowanie<br />
filtru dolnoprzepustowego o stałej charakterystyce częstotliwościowej<br />
w całym dopuszczalnym zakresie zmian częstotliwości<br />
sieci. Filtr został zaprojektowany za pomocą pakietu<br />
oprogramowania Matlab ® dla wartości współczynników M<br />
i N, przy których szerokość pasma filtru jest najmniejsza.<br />
Gwarantuje to uniknięcie efektu aliasingu w całym zakresie<br />
zmienności M i N.<br />
Analizę widmową fazowych sygnałów prądowych i napięciowych<br />
przeprowadza się za pomocą dyskretnej transformaty<br />
Fouriera DFT.<br />
Autonomiczne zabezpieczenie nadprądowe zrealizowane<br />
jest w oparciu o mikrokontroler. Działa niezależnie od stanu<br />
pracy całego urządzenia z którym komunikuje się przez<br />
port szeregowy w celu pobierania nastaw i przekazywania<br />
informacji o zadziałaniach. W przypadku braku napięcia pomocniczego<br />
zasila się z prądów operacyjnych (przekładniki<br />
Rys. 3. Przebiegi napięciowe w obwodzie wyjścia zrealizowanego za pomocą tranzystora i przekaźnika elektromechanicznego<br />
Fig. 3. Voltage waveforms at the two state output made of a transistor and electromechnical relay<br />
108<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
prądowe zabezpieczeniowe) z których dodatkowo pobiera<br />
i magazynuje energie niezbędną do pobudzenia cewek prądowych<br />
wyłącznika.<br />
Moduł DSP<br />
Moduł DSP jest jednostką centralną urządzenia UAD. Zbudowany<br />
jest w oparciu o dwurdzeniowy procesor sygnałowy<br />
(BF561), który jest w stanie wykonywać ponad 500 milionów<br />
operacji stałoprzecinkowych na sekundę, posiada 328 kB wewnętrznej<br />
pamięci typu RAM oraz szybkie porty szeregowe<br />
(SPI, SPORT0, SPORT1). Dodatkowo moduł DSP wyposażony<br />
jest w zewnetrzną pamięć RAM i pamięć programu typu<br />
FLASH, dwa układy do realizacji łączy szeregowych typu<br />
UART oraz układ programowalny CPLD do realizacji logiki<br />
i układów buforujących dla sygnałów taktujących, sygnałów<br />
wyboru (CS) i linii danych. Moduł jest zasilany wysokosprawnymi<br />
przetwornicami impulsowymi. Współpraca jednostki<br />
centralnej z innymi modułami urządzenia UAD odbywa się za<br />
pomocą łączy szeregowych.<br />
Moduł komunikacyjny<br />
Zgodnie z normą IEC 61850, transmisja danych oraz komend<br />
w obrębie pojedynczej rozdzielni prowadzona jest<br />
z wykorzystaniem Ethernetu jako fizycznej warstwy transportowej.<br />
Do realizacji interfejsu IEC 61850 w urządzeniu UAD<br />
użyto dostępnego na rynku gotowego modułu (MMnet1001)<br />
z wbudowaną obsługa Ethernetu. Moduł zawiera mikrokontroler<br />
z rdzeniem ARM9, 64 MB pamięci SDRAM, 1 GB<br />
pamięci FLASH, łącza szeregowe UART0, UART1 i USB.<br />
Jedno z łączy szeregowych UART wykorzystano do komunikacji<br />
z modułem DSP. W module MMnet1001 znajduje się<br />
oprogramowanie tworzące aplikację typu serwer IEC61850<br />
które pracuje pod nadzorem systemu Windows CE. Aplikacja<br />
ta została napisana z wykorzystaniem oprogramowania<br />
bibliotecznego dostępnego na rynku (TriangleMicroWorks).<br />
W aplikacji Serwer IEC 61850 jest zbudowany abstrakcyjny<br />
hierarchiczny obiektowy model urządzenia UAD zgodny<br />
z normą IEC 61850. Norma IEC 61850 predefiniuje około<br />
90 węzłów logicznych. Węzły logiczne związane funkcjonalnie<br />
ze sobą i tworzące pewną aplikację jak np. zabezpieczenie<br />
wyłącznika są grupowane w urządzeniu logicznym.<br />
Urządzenie fizyczne zawierające poszczególne urządzenia<br />
logiczne jest reprezentowane w IEC 61850 przez węzeł logiczny<br />
LPHD (Logical node for PHysical Device).<br />
Dla każdego urządzenia fizycznego opis jego modelu hierarchicznego<br />
jest zawarty w pliku ICD (Inteligent Electronic<br />
Device Capability Description). Plik ten, napisany w języku<br />
XML, zawiera sformalizowany opis możliwości funkcjonalnych<br />
urządzenia odzwierciedlony w modelu tego urządzenia. Od<br />
strony infrastruktury komunikacyjnej IEC 61850 Urządzenie<br />
Akwizycji Danych UAD widziane jest jako serwer IEC 61850.<br />
Serwer IEC 61850 to aplikacja zainstalowana w UAD, reprezentująca<br />
w systemie automatyzacji rozdzielni model obiektowy<br />
urządzenia, zdolna przyjmować zapytania i przesyłać<br />
dane (określone w pliku ICD) zgodnie z normą IEC 61850.<br />
Plik ICD urządzenia UAD zawiera ponad 2000 linii.<br />
Węzły logiczne opisane w pliku ICD pozwalają realizować<br />
transmisję danych źródłowych między serwerem IEC<br />
61850 stanowiącym model urządzenia UAD, a klientem IEC<br />
61850 zainstalowanym w Koncentratorze Danych. Ponadto<br />
możliwa jest z poziomu klienta IEC 61850 obsługa zdarzeń<br />
i alarmów oraz funkcji kontrolnych i konfiguracyjnych urządzenia<br />
UAD.<br />
Podsumowanie<br />
Opracowanie algorytmy akwizycji danych źródłowych umożliwiają<br />
pobór próbek we wszystkich kanałach analogowych<br />
oraz ich zapis do bufora danych. Algorytmy te pozwalają na<br />
wstępną obróbkę danych pomiarowych w celu przeprowadzenia<br />
analizy Fouriera potrzebnej do wyznaczenia wartości<br />
RMS, jak również na rejestrację danych w momencie zadziałania<br />
wyłącznika.<br />
Artykuł powstał w ramach promocji projektu Nr UDA-<br />
POIG.01.03.01-14-141/08-00, tytuł Projektu: „Autonomiczna inteligentna<br />
sieć teleinformatyczna do e-diagnozowania energetycznych<br />
sieci rozdzielczych”<br />
Literatura<br />
[1] Lisowiec A., Nowakowski A., Kołodziejczyk Z., Miedziński B.:<br />
E-diagnozowanie energetycznych sieci rozdzielczych. Przegląd<br />
elektrotechniczny nr 9/2009.<br />
[2] Gacek A., Książek L.: Modelowanie systemu automatyki stacji<br />
w standardzie IEC 61850. <strong>Elektronika</strong> nr 7/2010.<br />
[3] http://itr.org.pl/poig/projekt_1/index.html -raport PROJEKT ROZ-<br />
WOJOWY Nr WND-POIG.01.03.01-14-141/08<br />
[4] Kołodziejczyk Z.: Aktywna kontrola w trakcie pracy dwustanowych<br />
torów wejściowych i wyjściowych urządzeń elektronicznych dla<br />
elektroenergetyki. <strong>Elektronika</strong> 7/<strong>2011</strong>.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 109
Układ sterowania stanowiska do monokrystalizacji<br />
SiC jako element systemu CIM<br />
MICHAŁ CZERWIŃSKI 1) , MAREK ORZYŁOWSKI 1,2)<br />
1)<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa, 2) Społeczna Wyższa Szkoła Przedsiębiorczości i Zarządzania w Łodzi<br />
Węglik krzemu (SiC) jest nowoczesnym materiałem półprzewodnikowym<br />
wykorzystywanym do produkcji elementów elektronicznych<br />
o nieosiągalnych do niedawna parametrach: białych<br />
i niebieskich diod LED, ultraszybkich wysokonapięciowych diod<br />
Schottky’ego, tranzystorów MOSFET oraz wysokotemperaturowych<br />
tyrystorów do przełączania dużych mocy. Elementy te<br />
pracują z dużymi częstotliwościami, a ponadto są odporne na<br />
temperaturę do kilkuset stopni i radiację. Ze względu na przewodność<br />
cieplną węglik krzemu jest też stosowany na płytki<br />
podłożowe dla innych związków półprzewodnikowych. Z powodu<br />
wysokich właściwości oraz trudności technologicznych podczas<br />
produkcji płytka wysokiej jakości monokryształu SiC kosztuje<br />
obecnie 350–3500 USD, podczas gdy analogiczna płytka<br />
krzemowa kosztuje ok. 5 USD. Zastosowanie monokryształów<br />
SiC może rozszerzyć się bowiem w ostatnim okresie w ITME<br />
udało się opracować przemysłową metodę osadzania na podłożu<br />
z SiC ultranowoczesnego materiału, jakim jest grafen, co<br />
stanowi osiągnięcie na skalę światową,<br />
Proces technologiczny hodowli kryształów SiC z fazy gazowej<br />
(PVT) odbywa się w reaktorze o temperaturze dochodzącej<br />
do 2500°C w atmosferze argonu o obniżonym ciśnieniu.<br />
Stanowisko do tego celu [1, 2] zostało opracowane w ramach<br />
projektu badawczego rozwojowego Nr R08 043 02 w Instytucie<br />
Tele- i Radiotechnicznym (ITR) przy współpracy <strong>Instytut</strong>u<br />
Technologii Materiałów <strong>Elektronicznych</strong> (ITME). Przeznaczone<br />
jest ono do prowadzenia prac nad doskonaleniem technologii<br />
hodowli monokryształów węglika krzemu metodą PVT,<br />
a docelowo do produkcji tego typu monokryształów na skalę<br />
przemysłową.<br />
Ostatnio pojawiła się perspektywa budowy linii produkcyjnej,<br />
wyposażonej w wiele stanowisk do monokrystalizacji SiC.<br />
Przewidując to, zaprojektowano układ sterowania stanowiska<br />
w taki sposób, aby pozwalał on integrować w ramach jednego<br />
systemu wiele pracujących jednocześnie urządzeń. Artykuł<br />
omawia układ sterowania i kontroli procesu tego stanowiska<br />
pod kątem przyszłej jego integracji z systemem sterowania<br />
linią produkcyjną i ewentualnie większym komputerowo zintegrowanym<br />
systemem wytwarzania CIM (ang. Computer Integrated<br />
Manufacturing) [5, 6].<br />
Budowa stanowiska i proces<br />
monokrystalizacji węglika krzemu<br />
Omawiane stanowisko do monokrystalizacji SiC, proces monokrystalizacji<br />
SiC oraz uzyskane wyniki są szerzej opisane<br />
w dostępnych publikacjach [1–4]. Budowę jego można opisać<br />
wykorzystując schemat synoptyczny (rys. 1), wyświetlany na<br />
monitorze układu sterowania stanowiska. Stanowisko zawie-<br />
Rys. 1. Monitorowanie stanu procesu z użyciem schematu synoptycznego stanowiska do monokrystalizacji SiC<br />
Fig. 1. The process state monitoring by the synoptic scheme of the system for SiC crystals growth<br />
110<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
a wysokotemperaturowy piec z dwoma grafitowymi sekcjami<br />
grzejnymi, pracujący do temperatury 2400°C. Piec jest umieszczony<br />
w komorze próżniowej. Grzejniki i izolacja temperaturowa<br />
pieca są wykonane z grafitu o czystości rzędu 5…10 ppm.<br />
Przed procesem komora próżniowa jest odpompowywana do<br />
ciśnienia rzędu 10 -5 mbar, a następnie napełniana gazem technologicznym<br />
(azot, argon). Ciśnienie gazu technologicznego<br />
podczas procesu jest regulowane programowo w zakresie<br />
10…500 mbar. Wewnątrz reaktora urządzenia, podczas wielodniowego<br />
procesu, na umieszczonym tam zarodku następuje<br />
narost monokryształu SiC. Proces ten wymaga sterowania<br />
pionowym gradientem temperatury. Umożliwia to dwusekcyjny<br />
grzejnik o odpowiednio dobranej geometrii, złożony z sekcji<br />
górnej i dolnej. Pomiar temperatury tych sekcji jest wykonywany<br />
z użyciem pirometrów dwubarwowych.<br />
Wieloetapowy proces technologiczny jest realizowany na<br />
podstawie programu przesyłanego do sterownika PLC przez<br />
komputer nadrzędny. Sterownik PLC realizuje ten program<br />
sterując pracą elementów stanowiska, w tym regulatorów<br />
temperatury, ciśnienia i natężenia przepływu gazów technologicznych.<br />
Jest on wyposażony w system alarmów i zabezpieczeń,<br />
połączony z systemem blokad bezpośrednich. Dla<br />
zapewnienia bezpieczeństwa procesu, urządzenia i obsługi<br />
proces jest monitorowany i rejestrowany przez komputer nadrzędny.<br />
Do monitorowanych wielkości należą miedzy innymi<br />
temperatura i ciśnienie w komorze oraz przepływ i temperatura<br />
wody chłodzącej płaszcz komory i inne elementy pieca oraz<br />
stałoprądowe zasilacze, dostarczające moc grzejną (rys. 1).<br />
Układ sterowania stanowiskiem<br />
Schemat blokowy przedstawiający powiązania pomiędzy<br />
poszczególnymi elementami układu sterowania urządzenia<br />
przedstawiono na rys. 2. Rozmieszone na nim elementy połączono<br />
liniami wskazującymi kierunek przepływu oraz rodzaj<br />
przesyłanego sygnału.<br />
W układzie sterowania można wyróżnić dwa poziomy. Poziom<br />
niższy, zintegrowany na bazie sterownika PLC wykonuje<br />
zadanie całościowego sterowania procesem w czasie rzeczywistym.<br />
Natomiast poziomy wyższy, zrealizowany na bazie<br />
komputera klasy PC służy do programowania procesu, jego<br />
monitorowania (rys. 1) oraz rejestracji jego przebiegu. Taki<br />
podział funkcji układu sterowania umożliwił zaprojektowanie<br />
i oprogramowanie sterowania stanowiskiem w stosunkowo<br />
krótkim czasie, wymaganym przez harmonogram projektu,<br />
przy spełnieniu pełnej funkcjonalności stanowiska, założonej<br />
dla prac badawczych i prowadzenia produkcji. Dzięki temu<br />
podziałowi można było wykonać zadanie w dwóch zespołach,<br />
pracujących równolegle.<br />
Ze względu na prototypowy charakter urządzenia zdecydowano<br />
się na zastosowanie rozproszonego układu sterowania.<br />
Umożliwiło to stopniowe testowanie poszczególnych<br />
podsystemów stanowiska – regulacji temperatury, czy kontroli<br />
ciśnienia i atmosfery w komorze pieca. Należy przy tym zwrócić<br />
uwagę na to, że integracja systemu sterowania obejmuje<br />
urządzenia automatyki i pomiarów, które zostały zaprojektowane<br />
w różnych „epokach” niezwykle intensywnego rozwoju<br />
OSTRZEŻENIE<br />
System napotkał poważny błąd i musiał udać się do izby<br />
wytrzeźwień. Przyczyną było prawdopodobnie zbyt<br />
wysokie stężenie alkoholu w wydychanym powietrzu.<br />
W celu przywrócenia system proszę zresetować komputer<br />
i zapodać klina na wysuwaną tackę lub poczekać<br />
48h<br />
RESET<br />
Komputer sterujący<br />
OSTRZEŻENIE<br />
System napotkał poważny błąd i musiał udać się do izby<br />
wytrzeźwień. Przyczyną było prawdopodobnie zbyt<br />
wysokie stężenie alkoholu w wydychanym powietrzu.<br />
W celu przywrócenia system proszę zresetować komputer<br />
i zapodać klina na wysuwaną tackę lub poczekać<br />
48h<br />
RESET<br />
Komputer sterujący<br />
P<br />
Sygnały analogowe<br />
Sygnały dyskretne<br />
Profibus-DP<br />
RS 485<br />
Zawory<br />
Czujnik ciśnienia P<br />
Sygnały analogowe<br />
Sygnały dyskretne<br />
Profibus-DP<br />
RS 485<br />
Zawory<br />
Czujnik ciśnienia<br />
Sterownik PLC<br />
Sterownik PLC<br />
Pirometr<br />
Pirometr<br />
88888888<br />
88888888<br />
Próżniomierz<br />
Regulatory<br />
przepływu Próżniomierz<br />
Regulatory<br />
przepływu<br />
Regulator<br />
temperatury Zasilacz<br />
DC 2200A<br />
Regulator<br />
temperatury Zasilacz<br />
DC 2200A<br />
P<br />
P<br />
Pirometr<br />
Pirometr<br />
88888888<br />
88888888<br />
Regulator<br />
ciśnienia<br />
Pompa turbomolekularna<br />
Pompa Pompa turbomolekularna<br />
ze sterownikiem<br />
Regulator obrotowa ze sterownikiem<br />
ciśnienia<br />
Pompa<br />
obrotowa<br />
Regulator<br />
temperatury<br />
Zasilacz<br />
DC 1600A<br />
Regulator<br />
temperatury<br />
Zasilacz<br />
DC 1600A<br />
P<br />
P<br />
Panel kontrolny<br />
pomp<br />
Rys. 2. Schemat blokowy połączeń układu sterowania<br />
Fig. 2. The block scheme of control system interconnections<br />
Panel kontrolny<br />
pomp<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 111
techniki komputerowej. W wyniku tego interfejsy ich istotnie<br />
różnią się miedzy sobą. Jak pokazano na rys. 2 sterownik<br />
PLC pełni funkcję integrującą cały układ sterowania, obsługując<br />
sygnały analogowe (np. zadawanie i odczyt aktualnej<br />
wartości przepływu gazów technologicznych), dyskretne (np.<br />
załączanie zaworów, czy sygnalizacja błędów) oraz cyfrowe<br />
(komunikacja poprzez sieć Profibus z regulatorami temperatury<br />
i komputerem).<br />
W czasie procesu sterownik PLC jest wyposażony we<br />
wszystkie dane dotyczące programu prowadzonego procesu<br />
oraz zbiera informacje na temat aktualnego stanu całego<br />
stanowiska. Opowiada też za bezpieczeństwo urządzenia<br />
i obsługi reagując w określony sposób na wystąpienie stanów<br />
awaryjnych – począwszy od przerw w komunikacji z regulatorami,<br />
uszkodzenia modułów aż do awarii systemu chłodzenia.<br />
Sterownik ten – po załadowaniu programu procesu<br />
technologicznego – może teoretycznie realizować sterowanie<br />
procesem bez połączenia z komputerem nadrzędnym.<br />
Cecha ta jest istotna ze względu na mniejszą niezawodność<br />
działania rozleglejszego systemu sterowania, obejmującego<br />
komputer nadrzędny, wyposażony w funkcje, które na ogół<br />
nie są konieczne do stosowania podczas prowadzenia niezakłóconego<br />
procesu.<br />
Jako komputer nadrzędny zastosowano komputer klasy<br />
PC, który należy do grupy urządzeń biurowych, niezbyt przystosowanych<br />
do pracy w warunkach przemysłowych i w związku<br />
z tym może być bardziej podatny na awarie. Oczywiście<br />
istnieje możliwość użycia komputerów tzw. przemysłowych.<br />
Związane jest to jednak ze znacznie wyższymi kosztami.<br />
Rozwój układu sterowania<br />
Stanowisko prototypowe było przeznaczone do funkcjonowania<br />
niezależnego od pozostałej infrastruktury hali. Niemniej<br />
jednak, z uwagi na perspektywę budowy linii produkcyjnej,<br />
złożonej z wielu tego rodzaju stanowisk, podczas projektowania<br />
układu sterowania, przedstawionego na rys. 2 założono<br />
hierarchiczną strukturę, odpowiadającą powszechnie stosowanemu<br />
modelowi „piramidowemu” systemu zintegrowanego<br />
komputerowo wytwarzania, którego poziomy przedstawione<br />
są w tab. W modelu tym hierarchicznie najniżej (poziom<br />
0 w tabeli) znajdują czujniki oraz układy wykonawcze – tzn.<br />
mierniki, zawory, regulatory temperatury itd. Pracą całego<br />
stanowiska steruje w czasie rzeczywistym sterownik PLC<br />
(poziom 1).<br />
Hierarchiczny model wytwarzania zintegrowanego komputerowo<br />
Poziom Element modelu Funkcja / Zastosowanie<br />
112<br />
4<br />
3<br />
2<br />
PLANOWANIE ZASOBÓW<br />
PRZEDSIĘBIORSTWA (ERP)<br />
STEROWANIE PRODUKCJĄ<br />
(MES)<br />
STEROWANIE NADRZĘDNE<br />
I ZBIERANIE DANYCH<br />
oraz INTERFEJS<br />
CZŁOWIEK-KOMPUTER<br />
(SCADA/HMI)<br />
1 STEROWANIE PROCESAMI<br />
0<br />
CZUJNIKI OBIEKTOWE<br />
I UKŁADY WYKONAWCZE<br />
Zarządzanie całością<br />
przedsiębiorstwa<br />
Średniookoresowe planowanie<br />
produkcji<br />
Prezentacja podstawowych<br />
informacji o<br />
procesie oraz narzędzia<br />
do sterownia procesem<br />
Lokalny nadzór nad<br />
przebiegiem procesu (np.<br />
przez sterownik PLC)<br />
Realizacja programu<br />
procesu, pomiary wartości<br />
fizycznych, itp.<br />
Nadrzędny komputer sterujący wyposażony w odpowiednie<br />
oprogramowanie odpowiada poziomowi 2 modelu wytwarzania<br />
zintegrowanego komputerowo. Za jego pomocą<br />
możliwe jest wykonywanie funkcji SCADA (ang. Supervisory<br />
Control and Data Acquisition). Należą do nich: przesyłanie<br />
danych programu procesu do sterownika PLC, nadzorowanie<br />
przebiegu procesu z generacją alarmów oraz rejestracja<br />
przebiegów zmiennych procesowych w funkcji czasu. Drugim<br />
zadaniem tego komputera jest monitorowanie procesu, określane<br />
jako HMI (ang. Human Machine Interface). Wizualizuje<br />
on przebieg procesu na schemacie synoptycznym, wyświetla<br />
informacje o aktualnych wartościach zmiennych procesu takich<br />
jak temperatura reaktora oraz ciśnienie i przepływ gazów<br />
oraz umożliwia śledzenie przebiegów zmiennych na wykresach.<br />
Wyświetla też komunikaty o stanach alarmowych. Za<br />
jego pośrednictwem jest możliwe także zmienianie programu<br />
procesu. W rezultacie zastosowania komputera poziomu 2<br />
jest możliwy pełny nadzór nad pracą stanowiska. Warto zwrócić<br />
uwagę na to, że przy tego rodzaju zadaniach komputer<br />
ten, w odróżnieniu od sterownika procesu, nie musi być wyposażony<br />
w system operacyjny czasu rzeczywistego.<br />
Jak wspomniano, opisywane urządzenie prototypowe było<br />
przeznaczone do działania niezależnego. W przypadku budowy<br />
wielu tego rodzaju stanowisk dla stworzenia linii produkcyjnej<br />
wskazana byłaby rozbudowa systemu sterowania<br />
na wyższych poziomach modelu. Oprócz zdalnego nadzoru<br />
nad przebiegiem procesów w poszczególnych stanowiskach<br />
pożądana byłaby archiwizacja danych z poszczególnych<br />
procesów realizowanych przez linię oraz ich dalsza obróbka<br />
w celu poprawy jakości i wydajności produkcji. Tego rodzaju<br />
rolę spełnia sterowanie produkcją MES (ang. Manufacturing<br />
Execution System), stanowiące poziom 3 modelu.<br />
Na rysunku 3 przedstawiono koncepcję możliwego rozwiązania<br />
uwzględniającego pozostałe wyższe poziomy systemu<br />
sterowania linii, zawierającej omawiane stanowisko.<br />
Poziomy 0 i 1 są identyczne jak w opisywanym wcześniej<br />
rozwiązaniu prototypowym. Poziom 2 SCADA/HMI byłby<br />
zrealizowany również na sterowniku PLC, poprzez rozbudowę<br />
jego pamięci i oprogramowania. Na poziomie 2 zamiast<br />
dotychczasowego monitora komputera PC zastosowano aby<br />
panele operatorskie (HMI – Human Machine Interface) realizujące<br />
te same funkcje, ale w pełni przystosowane do warunków<br />
przemysłowych. Panele te mogłyby się łączyć bezpośrednio<br />
ze sterownikami PLC. Ponadto poziom 2 stanowiłby<br />
podsystem rejestracji przebiegu procesów zainstalowany<br />
w sterowniku PLC. Wyniki rejestracji mogłyby być przesyłane<br />
na poziom 3 dla ewentualnego dalszego przetwarzania<br />
i archiwizacji. Przewiduje się sprzęgnięcie poziomów 2 i 3<br />
za pośrednictwem lokalnej sieci Ethernet z wykorzystaniem<br />
protokołu TCP/IP. Integracja poziomów 2 i 3 w sterowniku<br />
PLC miałaby tę zaletę, że pełne funkcjonowanie stanowisk<br />
oraz rejestracja danych byłoby niezależne od ewentualnej<br />
awarii sieci komputerowej przedsiębiorstwa.<br />
Poziom 3 modelu dotyczy sterowania produkcją (MES)<br />
i może mieć przypisane bardzo szerokie zadania, wynikające<br />
ze specyfiki i organizacji przedsiębiorstwa. Ze względu na<br />
specyfikę procesu monokrystalizacji SiC wskazane byłoby,<br />
aby objął on swoimi funkcjami:<br />
● monitorowanie aktywności elementów linii i stanów alarmowych,<br />
● monitorowanie zużycia czynników roboczych, takich jak<br />
gazy technologiczne i woda chłodząca,<br />
● archiwizację danych o przebiegu procesów monokrystalizacji,<br />
● wspomaganie analizy przebiegu procesów w ramach systemu<br />
sterowania jakością.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
OSTRZEŻENIE<br />
System napotkał poważny błąd i musiał<br />
udać się do izby<br />
wytrzeźwień. Przyczyną było<br />
prawdopodobnie zbyt<br />
POZIOM 4<br />
Planowanie zasobów<br />
OSTRZEŻENIE<br />
System napotkał poważny błąd i<br />
musiał udać się do izby<br />
wytrzeźwień. Przyczyną było<br />
prawdopodobnie zbyt<br />
Sterowanie produkcją<br />
Sieć przemysłowa:<br />
Ethernet, TCP/IP<br />
POZIOM 3<br />
HMI<br />
HMI<br />
HMI<br />
POZIOM 2<br />
Sterownik PLC<br />
Sterownik PLC<br />
Sterownik PLC<br />
POZIOM 1<br />
POZIOM 0<br />
Stanowisko<br />
Stanowisko<br />
Stanowisko<br />
Rys. 3. Grupa stanowisk SiC zintegrowanych w ramach systemu CIM. Fig. 3. Group of SiC systems integrated into CIM system<br />
Najwyższy poziom 4 modelu, dotyczący planowania zasobów<br />
przedsiębiorstwa ERP (ang. Enterprise Resources<br />
Planning), jest poza zakresem tematyki niniejszego artykułu.<br />
Ze względu na odmienny zakres wykonywanych zadań<br />
dostęp tego poziomu do danych opisywanego systemu sterowania<br />
oraz przesyłanie informacji w kierunku przeciwnym<br />
powinny być realizowane za pośrednictwem poziomu MES<br />
(poziom 3).<br />
Sprzężenie stanowisk linii produkcyjnej z wyższymi poziomami<br />
MES i ERP przewiduje się za pośrednictwem Ethernetu<br />
z wykorzystaniem protokołu TCP/IP. W efekcie stanowiska<br />
spełniałyby wymagania standardu łączenia systemów otwartych<br />
OSI (ang. Open System Interconnection). Zapewnia to<br />
łatwą integrację z różnego rodzaju systemami informatycznymi,<br />
tworzonymi w przedsiębiorstwie.<br />
Podsumowanie<br />
W ramach dotychczasowego projektu poziom 1 bezpośredniego<br />
sterowania procesem za pośrednictwem sterownika<br />
PLC jest oddzielony interfejsem Profibus od poziomu 2<br />
(SCADA/HMI). Umożliwiło to sprawne i szybkie opracowanie<br />
układu sterowania pojedynczym prototypowym stanowiskiem<br />
o pełnej założonej funkcjonalności przez niezależne zespoły.<br />
W obliczu budowy linii produkcyjnej, złożonej z wielu tego<br />
rodzaju stanowisk, na pierwszy plan przy budowie systemu<br />
sterowania zamiast zagadnień organizacyjnych projektowania<br />
wysuwają się inne zagadnienia. W związku z dążeniem<br />
do jak najwyższej niezawodności systemu sterowania wskazana<br />
jest integracja zadań poziomów 1 i 2 w sterownikach<br />
PLC, wyposażonych we własne monitory. Natomiast dla<br />
podniesienia wydajności i jakości produkcji wskazana jest<br />
budowa poziomu 3 (MES), w którym możliwa byłaby efektywna<br />
analiza danych zbieranych we wszystkich elementach<br />
linii produkcyjnej.<br />
Literatura<br />
[1] Łobodziński W., Orzyłowski M., Rudolf Z., Orzechowski Z.,<br />
Kozłowski J., Wiechowski J.: Stanowisko do monokrystalizacji<br />
SiC. <strong>Elektronika</strong>, Wydawnictwo SIGMA-NOT, nr 12/2008,<br />
str. 49–54, ISBN 0033-2089.<br />
[2] Orzyłowski M., Rudolf Z.: Parametry technologiczne stanowiska<br />
do monokrystalizacji SiC. <strong>Elektronika</strong>, Wydawnictwo SIGMA-<br />
NOT, nr 7/2009, str. 150–154, ISBN 0033-2089.<br />
[3] Grasza K., Tymicki E., Orzyłowski M.: Badania walidacyjne do<br />
monokrystalizacji SiC. <strong>Elektronika</strong>, Wydawnictwo SIGMA-NOT,<br />
nr 7/2010, str. 193-197, ISBN 0033-2089.<br />
[4] Grasza K., Tymicki E., Racka-Dzietko K., Orzyłowski M.: Experimental<br />
verification of a novel system for the growth of SiC<br />
single crystals. Materials Science Forum, Vol. 679-680 (<strong>2011</strong>),<br />
pp. 16–19.<br />
[5] Pająk E.: Zarządzanie produkcją, Produkt technologia, Organizacja<br />
PWN, Warszawa, 2010.<br />
[6] Polski Komitet Normalizacyjny. PN-ISO/IEC 2382-24, Wytwarzanie<br />
zintegrowane komputerowo. Warszawa, 1999.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 113
Stanowisko do precyzyjnej korekcji cienkoi<br />
grubowarstwowych elementów rezystancyjnych<br />
mgr inż. TOMASZ SERZYSKO, mgr inż. KONRAD FUTERA, dr GRAŻYNA KOZIOŁ,<br />
mgr inż. WOJCIECH STĘPLEWSKI, mgr inż. ANETA ARAŹNA<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Wykorzystanie podzespołów biernych, a zwłaszcza rezystorów,<br />
stale rośnie i chociaż ich wymiary ulegają zmniejszeniu,<br />
to otaczająca je powierzchnia nie może być dalej zmniejszana<br />
z powodów ograniczeń narzuconych przez urządzenia<br />
montażowe i procesy lutowania. Co więcej, bardzo małe<br />
wymiary podzespołów do powierzchniowego montażu prowadzą<br />
do bardziej kosztownego montażu z powodu wymagania<br />
zwiększonej dokładności ich pozycjonowania. Jednym<br />
z kierunków rozwoju płytek drukowanych jest koncepcja<br />
wbudowywania podzespołów biernych w postaci elementów<br />
planarnych wewnątrz wielowarstwowej struktury płytki drukowanej.<br />
Wprowadzenie tej technologii uwalnia powierzchnię<br />
na warstwach zewnętrznych dla podzespołów czynnych<br />
(miniaturyzacja) i ułatwia w sposób istotny proces montażu<br />
powierzchniowego podzespołów elektronicznych zmniejszając<br />
jednocześnie jego czas i koszt. Proces technologiczny<br />
wykonywania rezystorów oparty jest na technologii cienkowarstwowej<br />
(warstwa Ni-P) lub grubowarstwowej (pasty<br />
polimerowe, węglowe i węglowo-srebrowe). Technologie te<br />
pozwalają na uzyskanie rezystancji w pewnym zakresie tolerancji.<br />
Obecnie w precyzyjnych konstrukcjach elektronicznych<br />
wymagana jest tolerancja rzędu ±1%. W celu zapewnienia<br />
tak wysokiej dokładności konieczne jest wykonanie<br />
korekcji (trymowania) rezystora cienko- lub grubowarstwowego.<br />
Jednym ze sposobów wykonania korekcji jest nacinanie<br />
warstwy rezystywnej za pomocą lasera, co powoduje<br />
zwiększenie rezystancji.<br />
Wobec dużego zainteresowania tą problematyką oraz<br />
w ramach realizacji projektu rozwojowego „Technologia doświadczalna<br />
wbudowywania elementów rezystywnych i pojemnościowych<br />
wewnątrz płytki drukowanej” w Centrum Zaawansowanych<br />
Technologii, ITR wykonano laboratoryjne<br />
stanowisko do precyzyjnej korekcji cienko- i grubowarstwowych<br />
elementów rezystancyjnych.<br />
Korekcja laserowa<br />
Istotą korekcji laserowej (ang. Trimming) jest dokonywanie<br />
zmian geometrycznych wymiarów rezystora przez usuwanie<br />
części warstwy rezystywnej (ablacja) [1]. Usuwając<br />
część warstwy rezystywnej z wytwarzanego rezystora,<br />
można albo zmniejszyć jego szerokość albo zwiększyć<br />
jego długość, co w wyniku prowadzi do zwiększenia rezystancji<br />
korygowanego rezystora w porównaniu do założonej<br />
wartości. Aby uzyskać dostateczną precyzję korekcji<br />
lub by w ogóle była ona wykonalna wymiary elementu<br />
korygowanego muszą być znacznie większe od szerokości<br />
cięcia. Odpowiada ona w przybliżeniu średnicy wiązki<br />
lasera i minimalnie wynosi kilkanaście µm [1, 3]. Ablacja<br />
wiązką laserową umożliwia przeprowadzenie korekcji elementów<br />
rezystywnych wykorzystując szeroką gamę nacięć.<br />
Przykładowe rodzaje konfiguracji cięć korygujących<br />
przedstawiono na rys. 1.<br />
114<br />
Rys. 1. Przykładowe konfiguracje cięć korygujących: a) cięcie<br />
w kształcie litery „L”, b) pojedyncze cięcie, c) podwójne cięcie,<br />
d) cięcie w kształcie serpentyny [2]<br />
Fig. 1. Different configurations corrective cuts a) L-Cut, b) single<br />
plunge, c) double plunge, d) serpentine [2]<br />
Stanowisko do precyzyjnej korekcji rezystancji<br />
rezystorów cienko- i grubowarstwowych<br />
Stanowisko do korekcji laserowej składa się z dwóch modułów:<br />
wykonawczego i pomiarowego (rys. 2 i 3). Jako moduł<br />
wykonawczy zaadaptowano laserową głowicę e-SolarMark<br />
firmy Solaris, która zawiera laser włóknowy z wbudowanym<br />
rozszerzaczem wiązki, obiektywem i głowicą skanującą.<br />
Rys. 2. Schemat poglądowy stanowiska do korekcji rezystorów<br />
Fig. 2. The scheme of stand for laser trimmed resistors<br />
Rys. 3. Stanowisko doświadczalne do korekcji laserowej rezystorów<br />
podczas pracy<br />
Fig. 3. The experimental stand for laser trimmed resistors during work<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
W tabeli 1 przedstawiono podstawowe parametry charakteryzujące<br />
laser zastosowany do korekcji wartości rezystancji<br />
rezystorów cienko- i grubowarstwowych.<br />
Tab. 1. Parametry lasera włóknowego<br />
Tabl. 1. Parameters of the laser<br />
Parametr Jednostka Wielkość<br />
Maksymalna moc lasera W 10<br />
Długość fali nm 1062<br />
Przewidywalny czas pracy h 100000<br />
Zasilanie V/Hz 230/50<br />
Pobór mocy W 400<br />
Chłodzenie<br />
Powietrzem<br />
Temperatura pracy °C 5÷40°C<br />
Częstotliwość kHz 20–80<br />
Prędkość przemieszczania wiązki mm/s 1–10000<br />
Zaprojektowany i wykonany w Instytucie moduł pomiarowy<br />
ma za zadanie stałą kontrolę wartości rezystancji rezystora<br />
korygowanego oraz zakończenie procesu korekcji<br />
w chwili uzyskania zakładanej wartości rezystancji. Moduł<br />
składa się z rezystora wzorcowego Rw (przestawnego), na<br />
którym ustawiana jest zakładana wartość rezystancji rezystora<br />
korygowanego Rx, oraz wzmacniacza błędów, który<br />
porównuje wartość spadku napięcia na rezystorze korygowanym<br />
Rx z wartością spadku napięcia na rezystorze<br />
wzorcowym Rw. Wartość spadku napięcia na rezystorze<br />
korygowanym Rx jest mniejsza i rośnie w trakcie korekcji<br />
aż do wartości spadku napięcia na rezystorze wzorcowym<br />
Rw. Jeżeli wskutek korekcji wartości spadków napięć wyrównają<br />
się na wyjściu układu pojawia się sygnał sterujący,<br />
który wchodzi na wejście sterownika drążarki laserowej i powoduje<br />
uruchomienie mechanizmu przesłony zamykającej<br />
tor optyczny wiązki laserowej. W konsekwencji następuje<br />
zatrzymanie procesu korekcji.<br />
Dobór parametrów wiązki lasera<br />
Istotnym aspektem procesu korygowania wartości rezystancji<br />
jest dobór parametrów pracy lasera. W czasie ablacji do<br />
płytki powinna docierać możliwie mała gęstość mocy wiązki<br />
laserowej, która pozwala w pełni usunąć cienką warstwę<br />
rezystywną bez nadmiernego uszkodzenia warstwy dielektrycznej<br />
znajdującej się pod warstwą rezystywną.<br />
Dobór parametrów wiązki przeprowadzono poprzez regulację<br />
mocy lasera, prędkości wiązki oraz częstotliwości,<br />
przy czym podczas regulacji jednego z parametrów pozostałe<br />
miały wartość stałą. Ocenę parametrów wiązki lasera<br />
przeprowadzono w oparciu o analizę optyczną cięć korygujących.<br />
Do tego celu wykorzystano mikroskop metalograficzny<br />
ECLIPSE L150 firmy Nikon.<br />
Na rysunku 4 przedstawiono przykłady cięć korygujących<br />
wykonanych przy nieoptymalnych parametrach lasera.<br />
Jak widać nieodpowiedni dobór parametrów wiązki<br />
lasera może spowodować nadtopienie warstwy (podłoża)<br />
znajdującej się bezpośrednio pod korygowanym elementem<br />
(a) bądź też niepełne usunięcia materiału rezystywnego<br />
(b).<br />
Rys. 4. Korekcja wiązką laserową o nieoptymalnych parametrach:<br />
a) moc 10 W, częstotliwość 35 kHz, prędkość 50 mm/s<br />
(zbyt mała prędkość wiązki), b) moc 10 W, częstotliwość 20 kHz,<br />
prędkość 100 mm/s (zbyt mała częstotliwość wiązki)<br />
Fig. 4. Correction with laser beam about non-optimal parameters:<br />
a) power 10 W, frequency 35 kHz, speed 50 mm/s (too small<br />
speed of the laser beam), b) power 10 W, frequency 20 kHz, speed<br />
100 mm/s (too small frequency of the laser beam)<br />
W tabeli 2 przedstawiono parametry wiązki dobrane w wyniku<br />
prób i zastosowane do korekcji rezystorów cienko- i grubowarstwowych.<br />
Tab. 2. Parametry wiązki laserowej stosowane w procesie korekcji<br />
wartości rezystancji<br />
Tabl. 2. The laser beam parameters using during trimming resistors<br />
Parametr Jednostka Wielkość<br />
Długość fali nm 1062<br />
Prędkość mm/s 100<br />
Częstotliwość powtórzeń kHz 35<br />
Moc W 10<br />
Liczba powtórzeń 1<br />
Czas ustalenia ms 2<br />
Zoffset mm 1,55<br />
Ocena powtarzalności pracy stanowiska<br />
do korekcji<br />
Ocena powtarzalności pracy stanowiska polegała na określeniu<br />
średniego błędu kwadratowego (odchylenia standardowego)<br />
wartości rezystancji rezystorów po korekcji. Testy<br />
wykonano na płytkach zawierających 26 rezystorów cienkowarstwowych<br />
o jednakowych wymiarach, aby uniezależnić<br />
błędy korekcji od wpływu parametrów technologicznych wytwarzania<br />
wbudowywanych elementów. Rezystory korygowano<br />
przez wykonanie identycznych nacięć w kształcie litery „L”<br />
do momentu osiągnięcia zakładanej wartości (275 Ω). War-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 115
266,0<br />
265,0<br />
264,0<br />
263,0<br />
262,0<br />
261,0<br />
260,0<br />
259,0<br />
258,0<br />
1 2 3 4 5 6 7 8 91011121314151617181920212223242526<br />
Numer rezystora<br />
Rys. 5. Wartość rezystancji przed korekcją<br />
Fig. 5. Value of the resistance before the<br />
Wartość rezystancji [Ω]<br />
Wartość rezystancji [Ω]<br />
277,5<br />
277<br />
276,5<br />
276<br />
275,5<br />
275<br />
Fig. 6. Value of the resistance after the correction correction<br />
Rys. 6. Wartość rezystancji po korekcji<br />
tości rezystancji rezystorów przed oraz po korekcji przedstawiono<br />
na rysunkach 5,6. Dla wszystkich rezystorów mierzono<br />
ich rezystancję po procesie korekcji i z wzoru (1) obliczano<br />
średnią wartość rezystancji skorygowanego rezystora. Na jej<br />
podstawie zgodnie z wzorem (2) oraz (3) wyznaczono średni<br />
błąd kwadratowy korygowanych rezystorów.<br />
Średnia wartość rezystancji skorygowanego rezystora definiowana<br />
wzorem (1):<br />
− N<br />
1<br />
X = ∑ X i<br />
= 277,<strong>07</strong> [ Ω]<br />
(1)<br />
N<br />
i=<br />
1<br />
Średni błąd kwadratowy korygowanych rezystorów wynosił:<br />
N<br />
∑<br />
2<br />
( X<br />
i<br />
− X )<br />
(2)<br />
i=<br />
1<br />
σ =<br />
= 0,044 [ Ω]<br />
( N −1)<br />
Zgodnie z rozkładem Gaussa, 99,73% wyników zawierał się<br />
w przedziale ufności:<br />
−<br />
1 2 3 4 5 6 7 8 91011121314151617181920212223242526<br />
Numer rezystora<br />
X ± 3 σ = 277,<strong>07</strong> ± 0,12[ Ω]<br />
= 277,<strong>07</strong> ± 0,04% (3)<br />
Wyniki prób korekcji rezystorów wykonanych na zaprojektowanym<br />
stanowisku 275 przy użyciu dobranych parametrów pracy<br />
lasera wykazały 270 skuteczność zastosowanej metody. Stanowisko<br />
do laserowej 265 korekcji rezystorów pozwala na dokonywanie<br />
260<br />
korekcji wartości rezystancji w sposób stabilny i powtarzalny.<br />
255<br />
Średni błąd kwadratowy (odchylenie standardowe) metody wynosił<br />
0,04% wartości 245 końcowej. Tak mały średni błąd kwadra-<br />
250<br />
towy świadczy o 240 dużej powtarzalności procesu i niewrażliwości<br />
na warunki zewnętrzne 235 jak również o poprawnej i stabilnej<br />
pracy elektronicznego 230 układu pomiarowo-przełączającego.<br />
Wartość rezystancji [Ω]<br />
a)<br />
0,2<br />
0,3<br />
0,4<br />
0,5<br />
Wyniki korekcji rezystorów cienkoi<br />
grubowarstwowych<br />
−<br />
Przed korekcją Po korekcji Wartość korekcji<br />
Badania procesu korekcji na zbudowanym stanowisku prowadzono<br />
na płytkach testowych, na których zamieszczono<br />
rezystory o tej samej wartości, lecz o różnych szerokościach<br />
0,6<br />
0,7<br />
0,8<br />
0,9<br />
1<br />
1,25<br />
1,5<br />
Szerokość rezystora [mm]<br />
1,75<br />
2<br />
warstwy rezystywnej. Każda seria rezystorów składała się<br />
z rezystorów o jednakowej rezystancji zakładanej, tzn. o tym<br />
samym stosunku długości rezystora do jego szerokości, ale<br />
o różnej długości boku kwadratu jednostkowego. Do formowania<br />
rezystorów cienkowarstwowych wykorzystano materiał rezystywny<br />
Omega-Ply® RCM zawierający warstwy rezystywne<br />
o grubości 0,4 lub 0,1 µm. Rezystancja tych warstw wynosiła<br />
odpowiednio 25 i 100 Ω/□. Rezystory grubowarstwowe zostały<br />
wykonane metodą sitodruku. Pastę rezystywną ED 7100<br />
200 Ω firmy Electra drukowano przez sito wykonane z siatki<br />
poliestrowej o gęstości oczek 68T. Po procesie drukowania<br />
płytki zostały wygrzane w suszarce przez 60 minut w temperaturze<br />
160°C w celu utwardzenia pasty rezystywnej.<br />
Korekcja wartości rezystancji każdego rezystora była przeprowadzana<br />
po procesie, w którym były definiowane wymiary<br />
rezystorów. W przypadku rezystorów cienkowarstwowych<br />
po procesie definiującym długość rezystora (drugie trawienie<br />
miedzi), a dla rezystorów grubowarstwowych po nadruku<br />
i utwardzeniu pasty rezystywnej.<br />
Do korekcji rezystorów wykorzystano trzy rodzaje konfiguracji<br />
cięć korygujących: cięcie w kształcie litery „L”, pojedyncze<br />
cięcie oraz podwójne cięcie (rys. 1 a, b, c). Badania były<br />
ukierunkowane na uzyskanie najlepszej tolerancji przy zadanej<br />
rezystancji rezystorów oraz określenie wpływu rodzaju<br />
cięć korygujących na dokładność korekcji.<br />
Przykładowe wyniki pomiarów wartości rezystancji przed<br />
korekcją oraz po korekcji przedstawiono dla rezystorów cienkowarstwowych<br />
z warstwą rezystywną o grubości 0,4 µm<br />
(25 Ω/□) lub 0,1 µm (100 Ω/□) oraz rezystorów grubowarstwowych<br />
o rezystancji 100 Ω/□ na rys. 7–9 oraz w tabeli 3.<br />
Na podstawie przeprowadzonych prób korekcji wartości rezystancji<br />
stwierdzono, że znaczący wpływ na tolerancję rezystorów<br />
po korekcji ma sposób wykonywania cięć korekcyjnych.<br />
Wartość rezystancji [Ω]<br />
a)<br />
275<br />
270<br />
265<br />
260<br />
255<br />
250<br />
245<br />
240<br />
235<br />
230<br />
Wartość rezystancji [Ω]<br />
Przed korekcją Po korekcji Wartość korekcji<br />
0,2<br />
0,3<br />
0,4<br />
0,5<br />
0,6<br />
0,7<br />
0,8<br />
0,9<br />
1<br />
1,25<br />
1,5<br />
b)<br />
5000<br />
4500<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
Szerokość rezystora [mm]<br />
Przed korekcją<br />
Szerokość rezystora [mm]<br />
Rys. 7. Wyniki korekcji rezystorów- cięcie w kształcie litery „L”:<br />
a) dla materiału RCM 25Ω/□, b) dla rezystorów grubowarstwowych<br />
Fig.7. Results of resistors laser trimming- L-cut: a) for material<br />
RCM 25Ω/□, b) for thick resistors<br />
1,75<br />
Po korekcji<br />
0,7 0,8 0,9 1 1,25 1,5 1,75 2<br />
2<br />
Wartość rezystancji [Ω]<br />
b)<br />
5000<br />
4500<br />
4000<br />
3500<br />
3000<br />
2500<br />
2000<br />
1500<br />
1000<br />
500<br />
0<br />
0<br />
116<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
,5<br />
1,5<br />
rekcji<br />
m]<br />
2<br />
Wartość korekcji<br />
m]<br />
2<br />
a)<br />
Wartość rezystancji [Ω]<br />
Wartość rezystancji [Ω]<br />
b)<br />
1040<br />
1020<br />
1000<br />
980<br />
960<br />
940<br />
920<br />
900<br />
880<br />
860<br />
840<br />
820<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
0<br />
0,2<br />
Przed korekcją<br />
0,4<br />
0,6<br />
Przed korekcją<br />
Rys. 8. Wyniki korekcji rezystorów- pojedyncze cięcie: a) dla materiału<br />
RCM 100 Ω/□,b) dla rezystorów grubowarstwowych<br />
Fig. 8. Results of resistors laser trimming- single plunge: a) for<br />
material RCM 100 Ω/□, b) for thick resistors<br />
Rys. 9. Wyniki korekcji rezystorów- podwójne cięcie: a) dla materiału<br />
RCM 25 Ω/□, b) dla rezystorów grubowarstwowych<br />
Fig. 9. Results of resistors laser trimming- double plunge: for<br />
material RCM 25 Ω/□, b) for thick resistors<br />
0,8<br />
1<br />
Po korekcji<br />
1,5<br />
Szerokość rezystora [mm]<br />
Po korekcji<br />
0,7 0,8 0,9 1 1,25 1,5 1,75 2<br />
Szerokość rezystora [mm]<br />
a) Przed korekcją Po korekcji Wartość korekcji b)<br />
b)<br />
Wartośc rezystancji [Ω]<br />
Wartość rezystancji [Ω]<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
0<br />
0,2<br />
0,4<br />
0,6<br />
0,8<br />
1<br />
1,5<br />
Szerokość rezystora [mm]<br />
Przed korekcją<br />
Po korekcji<br />
0,7 0,8 0,9 1 1,25 1,5 1,75 2<br />
Szerokość rezystora [mm]<br />
2<br />
2<br />
Wartość rezystancji [Ω]<br />
Wartośc rezystancji [Ω]<br />
b)<br />
5000<br />
4000<br />
3000<br />
Tab. 3. Wyniki tolerancji rezystorów po korekcji<br />
Tabl. 3. Results of the tolerance of resistors after the correction<br />
Przed korekcją<br />
Rodzaj rezystora<br />
Tolerancja rezystorów po korekcji<br />
[%]<br />
Cięcie<br />
w kształcie<br />
„L”<br />
Pojedyncze<br />
cięcie<br />
Podwójne<br />
cięcie<br />
2000 Cienkowarstwowe<br />
z warstwą rezystywną 25Ω/□<br />
≤ 0,4 1,2 11<br />
1000<br />
Cienkowarstwowe<br />
z warstwą rezystywną 100Ω/□<br />
0<br />
≤ 0,4 1,5 12<br />
Grubowarstwowe<br />
0,7 0,8 0,9 1 1,25<br />
≤ 0,8<br />
1,5 1,75<br />
0,9<br />
2<br />
4<br />
Najlepszym sposobem Szerokość korekcji rezystora rezystorów [mm] grubo- jak i cienkowarstwowych<br />
korekcji okazało się cięcie w kształcie litery<br />
„L”. W tym przypadku wykonywano dwa cięcia: prostopadłe<br />
do linii prądu oraz równoległe. Cięcie prostopadłe powodowało<br />
zgrubną korekcję wartości rezystancji wydłużając linię prądu<br />
w rezystorze natomiast cięcie równoległe zwiększało rezystancję<br />
korygowanego rezystora w sposób powolny i tym samym<br />
zwiększa dokładność korekcji. Ten sposób korekcji pozwolił na<br />
uzyskanie tolerancji nieprzekraczającej 1%. Zbliżone wyniki<br />
badań osiągnięto korygując rezystory wiązką lasera poprzez<br />
wykonanie pojedynczego cięcia. Tolerancja wykonania korekcji<br />
w tym przypadku wahała się w granicach 0,9 do 1,5%.<br />
Wyniki niezadowalające uzyskano stosując korekcję,<br />
w której wykonuje się podwójne cięcie. Odchyłka wartości rezystancji<br />
na poziomie 11…12% spowodowana była tym, że<br />
przy stosowaniu podwójnego cięcia wykonuje się dwie równoległe<br />
linie o różnej długości, co powoduje gwałtowny wzrost<br />
wartości rezystancji (brak obróbki dokładnej jak w przypadku<br />
cięcia w kształcie litery „L”). W rezultacie uzyskuje się zmniejszeniem<br />
dokładności wykonania korekcji.<br />
Podsumowanie<br />
Przed korekcją<br />
Po korekcji<br />
Po korekcji<br />
Zbudowane stanowisko do korekcji laserowej rezystorów pozwala<br />
na dokonywanie korekcji wartości rezystancji w sposób<br />
5000<br />
4000stabilny i powtarzalny. Dzięki stałej kontroli wartości rezystancji<br />
rezystora podczas procesu korygowania możliwe jest zakończenie<br />
tego procesu w chwili uzyskania zakładanej wartości<br />
3000<br />
2000rezystancji z dokładnością poniżej 1%. Takie wartości tolerancji<br />
wykonania korekcji umożliwiają zastosowanie rezystorów<br />
1000cienko- i grubowarstwowych w precyzyjnych konstrukcjach,<br />
gdzie wymagane są elementy rezystancyjne, których dokładność<br />
powinna być na poziomie 1%.<br />
0<br />
0,7 0,8 0,9 1 1,25 1,5 1,75 2<br />
Badania wykonano w ramach projektu rozwojowego: „Technologia<br />
doświadczalna<br />
Szerokość<br />
wbudowywania<br />
rezystora [mm]<br />
elementów rezystywnych<br />
i pojemnościowych wewnątrz płytki drukowanej” Program POIG,<br />
Priorytet 1, Działanie 1.3. Wsparcie projektów B+R, Poddziałanie<br />
1.3.1 Projekty Rozwojowe Umowa UDA-POIG.01.03.01-14-031/08-<br />
00 z dnia 16.02.2009 r. Nr projektu: POIG.01.03.01-14-031/08<br />
Literatura<br />
[1] Miś E.: Wytwarzanie i właściwości strukturalne, elektryczne oraz<br />
stabilność miniaturowych elementów biernych na potrzeby technologii<br />
grubowarstwowej i LTCC.<br />
[2] Fjelsted K., Chase S.L.: Embedded passives: Laser Trimmed<br />
Resistors. CircuiTree, March 2002, 70–76.<br />
[3] Kamiński S., Miś E., Szymendera M., Dziedzic A.: New trim configuration<br />
for laser trimmed thick-film resistors – experimental<br />
verification. IMAPS JOURNAL OF MICROELECTRONICS AND<br />
ELECTRONICS PACKAGING, vol. 2 (2005), pp. 19–24 (also<br />
in Proc. 28th International Conference of IMAPS-Poland 2004,<br />
Wrocław, Sept. 2004, pp. 281–286).<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 117
Metoda pomiarów i analizy wyników badań emisji<br />
polowej z nanokompozytowych warstw Ni-C<br />
dr hab. ELŻBIETA CZERWOSZ, mgr inż. SŁAWOMIR KRAWCZYK, HALINA WRONKA<br />
<strong>Instytut</strong> Tele- I Radiotechniczny, Warszawa<br />
Materiały węglowe będące różnymi odmianami alotropowymi<br />
tego pierwiastka (w tym grafit, diament, fulleren i nanorurki<br />
węglowe) oraz mieszaniny tych materiałów są wykorzystywane<br />
jako zimne emitery elektronów (emitery polowe). W szczególności<br />
nanorurki węglowe, ze względu na stosunek średnicy<br />
ich końcówki do krzywizny nanorurki, wykazują silną i wydajną<br />
emisję polową. Stale jednak poszukuje się metod poprawienia<br />
parametrów tej emisji (np. stabilności, czasu życia katody,<br />
jednorodności emisji z powierzchni katody). Określeniu<br />
i badaniu niektórych parametrów emisji polowej służy metoda<br />
pomiaru charakterystyk I-U (prądowo-napięciowych) oraz teoria<br />
Fowlera- Nordheima (F-N) [1] pozwalającą na interpretację<br />
wyników tych pomiarów. Teoria ta opisuje np. z dużą dokładnością<br />
emisję polową z mikrostruktur krzemowych pokrytych<br />
np. nanodiamentową warstwą [2], ale nie zawsze wyjaśnia<br />
do końca obserwowane charakterystyki I-U dla emiterów<br />
z nanorurek węglowych oraz bardziej złożonych materiałów<br />
węglowych o charakterze nanokompozytu (np. złożonych<br />
z fullerenu, nanorurek węglowych i grafitu). Obserwuje się<br />
efekty, które nie znajdują wytłumaczenia w teorii F-N takie jak:<br />
gwałtowny i chwilowy wzrost natężenia prądu emisji, nieliniowość<br />
zależności ln(I/V 2 ) jako funkcji 1/V oraz efekty związane<br />
z niedoskonałością emitera (niestabilność i szumy mierzonego<br />
natężenia prądu emisji). Dla dokładnego przeprowadzenia<br />
eksperymentu emisji elektronów konieczne jest posiadanie<br />
odpowiedniego stanowiska pomiarowego zapewniającego<br />
istnienie warunków koniecznych dla eksperymentu takich jak:<br />
wysoka próżnia, odpowiedni uchwyt katody i anody zapewniający<br />
wymóg przeprowadzenia eksperymentu w układzie diody<br />
(katoda-emiter, anoda) lub triody (układ z siatką) i zasilanie<br />
wysokonapięciowe umożliwiające przeprowadzenie eksperymentu<br />
w szerokim zakresie pól elektrycznych (od 0 V/µm do<br />
kilkudziesięciu lub kilkuset V/µm). Oprócz tych wymienionych<br />
warunków ważnym elementem jest szybki system rejestracji<br />
i przekazywania danych.<br />
W tym artykule chcemy zaprezentować układ pomiarowy<br />
spełniający wyżej wymienione warunki. Układ został zaprojektowany<br />
i wykonany przez nasz zespól i jest stosowany w zakładzie<br />
Nanotechnologii ITR do badań emisji polowej. W pracy<br />
pokazane są również wyniki uzyskane przy zastosowaniu<br />
tego układu.<br />
Badanie emisji polowej<br />
Do opisu zjawiska emisji polowej z różnych materiałow stosuje<br />
się z dobrym przybliżeniem teorię Fowlera –Nordheima<br />
(F-N). Historycznie teoria F-N opisuje zimną emisję elektronów<br />
z metali do próżni [1] i jest podejściem uwzględniającym<br />
tunelowanie funkcji falowej elektronu przez trójkątną barierę<br />
potencjału. Teoria ta opiera się na szeregu założeń i nie<br />
uwzględnia takich efektów jak: utworzenie bariery Schotkiego,<br />
istnienie elektronów balistycznych czy powierzchniowych<br />
oraz tworzenia dipoli na powierzchni emitera. Wszystkie te<br />
efekty prowadzą do zmniejszenia efektywnej pracy wyjścia<br />
poprzez obniżenie wartości zewnętrznego pola elektrycznego.<br />
Dla materiałów takich jak nanomateriały węglowe<br />
118<br />
wszystkie te czynniki powinny zostać uwzględnione, gdyż<br />
powodują odchylenia w charakterystykach prądowo napięciowych<br />
(I-V) rejestrowanych dla emisji polowej z nanomateriałów<br />
np. węglowych.<br />
Zależność opisująca zależność natężenia prądu emisji<br />
polowej I od napięcia wyciągającego elektrony V wg [3] jest<br />
następująca:<br />
I ∝ V exp(–A/V)<br />
Gdzie A jest współczynnikiem zależnym od pracy wyjścia<br />
elektronów z materiału oraz od współczynnika wzmocnienia<br />
pola, związanego z parametrami geometrii emitera.<br />
Charakterystyki I-V otrzymuje się dla konfiguracji diody<br />
układu emitera polowego. Istotne jest dla poprawnej interpretacji<br />
obserwowanej emisji rejestrowanie nie tylko zależności<br />
I-V, ale także możliwość szybkiego uzyskania wykresu zależności:<br />
In(I/V 2 ) = f(1/V)<br />
Liniowość bądź odstępstwa od liniowości tej zależności świadczą<br />
o zgodności lub rozbieżności obserwowanego zjawiska<br />
z teorią F-N. Wykres przedstawiający taką zależność nazywa<br />
się charakterystyką F-N.<br />
Rejestracja zależności:<br />
I = f(t), t – czas<br />
Pozwala na określenie stabilności zjawiska.<br />
Układ do badań emisji polowej<br />
Badanie emisji polowej wymaga rejestracji co najmniej trzech<br />
parametrów: prądu emisji (Ia), napięcia przyśpieszającego<br />
(Ua) oraz czasu pomiaru (t). Na podstawie parametrów „Ia”,<br />
„Ua” oraz „t” można zobrazować graficznie zachodzące zjawiska<br />
w postaci wykresów. Najbardziej istotne są zależności<br />
Ia = f(t) oraz Ia = f(Ua). Pierwszy mówi o stabilności zjawiska,<br />
drugi pozwala na interpretację zjawiska i stwierdzenie czy rejestrowana<br />
emisja ma charakter emisji polowej.<br />
Warunkiem wiarygodności otrzymanych wyników jest jednoczesna<br />
ich rejestracja. Zadanie to może spełnić tylko pomiar<br />
i rejestracja za pomocą zautomatyzowanych systemów<br />
pomiarowych. Możliwych rozwiązań jest bardzo wiele. Wybór<br />
konkretnej konfiguracji i wykonania zależy przede wszystkich<br />
od względów ekonomicznych oraz wymagań technicznych.<br />
W naszym zakładzie zdecydowaliśmy się na zastosowanie<br />
mikrokontrolera SAB 80C537 z multipleksowanym 10-bitowym<br />
przetwornikiem AC oraz komputera klasy PC.<br />
Zbudowane zostało specjalne stanowisko badawcze<br />
umożliwiające badanie nanokompozytowych warstw Ni–C<br />
składające się z komory próżniowej, systemu pomiarowego<br />
oraz zestawu pomp próżniowych.<br />
Schemat omawianego stanowiska badawczego przedstawiono<br />
na rys. 1.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 1. Stanowisko badawcze emisji polowej z warstw. Komora<br />
pomiarowa (5) zbudowana jest konfiguracji diody, gdzie (a)<br />
– katoda – warstwa emitera, (b) – anoda, której kształt może być<br />
zmieniany w zależności od potrzeb badawczych<br />
Fig. 1. Experimental set-up for field emission measurements.<br />
Vacuum chamber (5) in diode configuration consists of (a) cathode<br />
– studied film, (b) – anode with changeable shape accordingly<br />
to experimental requirements<br />
Zadaniem mikrokontrolera jest dwukanałowy pomiar napięcia<br />
DC i przesyłanie wyników pomiarów przez interfejs RS232<br />
do komputera PC. Mikrokontroler pracuje pod kontrolą programu<br />
napisanego w języku C. Program został napisany przy<br />
wykorzystaniu środowiska programistycznego firmy „Keil”.<br />
Pomiar dokonywany jest quasi jednocześnie i dwukanałowo.<br />
Pierwszy kanał do pomiaru prądu emisji polowej ma<br />
zakres pomiarowy 500 mV, co przy 10-bitowej analizie przetwornika<br />
daje rozdzielczość 0,5 mV. Ponieważ maksymalny<br />
zakres pomiarowy mikrokontrolera wynosi 5 V, możliwe było<br />
zwiększenie rozdzielczości pomiaru do 0,05 mV przez zastosowanie<br />
wzmacniacza pomiarowego o wzmocnieniu równym<br />
10. Drugi kanał służący do pomiaru Ua ma zakres pomiarowy<br />
5 V analogicznie jak przy pomiarze prądu Ia rozdzielczość pomiarowy<br />
wynosi 5 mV. Wyniki pomiarów wysyłane są do komputera<br />
nadrzędnego według schematu master-slave w zapisie<br />
szesnastkowym.<br />
Komputer PC pracuje pod kontrolą systemu operacyjnego<br />
Windows XP Profesional SP3 z zainstalowanym środowiskiem<br />
„LabView 2009” firmy National Instruments. W środowisku<br />
programu LabView napisana została aplikacja komunikująca<br />
się z mikrokontrolerem SAB80C537, która odbiera i przetwarza<br />
otrzymane wyniki. Przetwarzanie polega na przekształcaniu<br />
otrzymanych danych z zapisu szesnastkowego na zapis<br />
dziesiętny. Odebrane wyniki są zapisywane do pliku oraz<br />
wyświetlane na ekranie monitora komputerowego w postaci<br />
wskaźnika cyfrowego oraz wykresów Ia = f(t) i Ia = f(Ua).<br />
Zapis do pliku może się odbywać na zasadzie automatycznego<br />
określania ścieżki dostępu i nazwy pliku lub przez<br />
operatora. Przy zapisie automatycznym program każdego<br />
dnia jednorazowo zakłada katalog, którego nazwą jest data<br />
w formacie DD-MM-RRRR. Do tak utworzonego katalogu<br />
program zapisuje wszystkie pliki których nazwa została<br />
utworzona w trybie automatycznym. Nazwa pliku utworzona<br />
w trybie automatycznym składa się z następujących elementów:<br />
data w formacie jak nazwa katalogu, numer próbki<br />
i czas w którym rozpoczęła się rejestracja wyników pomiarów.<br />
Czas jest zapisywany w formacie gg_mm_ss. W pliku<br />
zapisywane są: czas odczytu wyników co 0,1 s, wartości<br />
zmierzonych napięć z obu kanałów pomiarowych oraz wyliczona<br />
wartość prądu Ia. Operator może wybrać manualny<br />
tryb określania ścieżki dostępu i nazwy pliku pod jakim<br />
mają być zapisywane wyniki. Przed uruchomieniem aplikacji<br />
pomiarowej operator wpisuje wartość rezystancji pomiarowej,<br />
na podstawie której będzie wyliczona wartość prądu Ia.<br />
Rys. 2. Widok panelu sterującego aplikacji pomiarowej pracującej<br />
pod kontrolą środowiska „LabView 2009”<br />
Fig. 2. Print screen view of front panel of our program working in<br />
Lab View environment<br />
Kolejnym parametrem który trzeba podać jest numer próbki<br />
który zostanie przepisany do nazwy pliku.<br />
Aplikacja pomiarowa umożliwia określenie czasu trwania<br />
pomiaru i rejestracji danych po którym to czasie pomiar i rejestracja<br />
zostaną zatrzymane. W przypadku nie określenia<br />
przedziału czasowego pomiaru, aplikacja zakończy działanie<br />
po 30 minutach.<br />
Panel sterowania aplikacji pomiarowej pracującej pod kontrolą<br />
środowiska „LabView 2009” na ekranie monitora wygląda<br />
tak jak to przedstawiono na rys. 2.<br />
Przykładowe wyniki pomiarów emisji polowej<br />
z heterostrukturalnych warstw węglowych<br />
Na rysunku 3 przedstawiono wyniki pomiarów emisji polowej<br />
dla heterostrukturalnej warstwy węglowej zawierającej nanorurki<br />
węglowe i nanokrystality niklu. Warstwy te są otrzymywane<br />
w ITR i są obecnie przedmiotem badań w projekcie<br />
poświęconym emiterom polowym. Technologia otrzymania<br />
warstw została opisana w artykule [4]. Obraz SEM pokazujący<br />
topografię badanej warstwy przedstawiono na rys. 4.<br />
Charakterystyka F-N otrzymana dla tej warstwy przedstawiona<br />
jest na rys. 5. Zaś zależność natężenia prądu emisji<br />
w funkcji czasu przedstawia rys. 6.<br />
Rys. 3. Charakterystyki I-U dla kolejnych serii pomiarowych dla<br />
heterostrukturalnej warstwy węglowej z niklem<br />
Fig. 3. I-U characteristics for consecutive measurements series<br />
for heterostructural carbonaceous film containing Ni<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 119
Rys. 4. Obraz SEM heterostrukturalnej warstwy węglowej z niklem<br />
Fig. 4. SEM image of heterostructural carbonaceous film containing<br />
Ni<br />
Rys. 5. Wykres F-N dla heterostrukturalnej warstwy węglowej<br />
z niklem<br />
Fig. 5. F-N plot for heterostructural carbonaceous film containing<br />
Ni<br />
0,025<br />
0,02<br />
Prąd [mA]<br />
0,015<br />
0,01<br />
0,005<br />
0<br />
0,00 200,00 400,00 600,00 800,00 1000,00 1200,00 1400,00 1600,00 1800,00 2000,00<br />
Czas [s]<br />
Rys. 6. Wykres czasowej zależności I = f(t). Fig. 6. Plot of time dependent measurements of I<br />
Na podstawie takich wyników można szybko, jeszcze<br />
w trakcie trwania pomiaru można ocenić czy obserwowane<br />
zjawisko ma charakter emisji polowej oraz stabilność w czasie<br />
prądu emisji. Pozwala to na wyciągnięcie wniosków dotyczących<br />
samej katody, zmian zachodzących w jej składzie czy<br />
topografii. Obserwowane nagle skoki bądź spadki natężenia<br />
prądu emisji można powiązać ze zmianami w budowie warstwy<br />
bądź z postępującą jej destrukcją polegającą na wyrywaniu<br />
przez pole elektryczne jej elementów.<br />
Wnioski<br />
Posiadane stanowisko umożliwia bardzo dokładną rejestrację<br />
danych dla obserwowanego zjawiska, daje możliwość<br />
rejestracji danych w małych odstępach czasowych (próbkowanie<br />
co 0,1 sek.) oraz pozwala na natychmiastową wizua-<br />
lizację otrzymywanych wyników. Takie możliwości pozwalają<br />
nie tylko na poszerzenie możliwości interpretacji oraz prowadzą<br />
do głębszego zrozumienia rejestrowanych efektów, ale<br />
stwarzają nowe możliwości badawcze polegające na możliwości<br />
obserwacji rejestracji szybko zmiennych w czasie<br />
efektów, związanych np. z przebudową postaci emitera.<br />
Literatura<br />
[1] Fowler R H and Nordheim L M 1928 Proc. R. Soc. London, Ser.<br />
A 119 173.<br />
[2] Dongsung Hong, Dean M. Aslam, IEEE TRANSACTIONS ON<br />
ELECTRON DEVICES, 45(4), 977–985 (1998).<br />
[3] Gomer R.: Field Emission and Field Ionization. Cambridge:Harvard<br />
University Press, MA, 1961.<br />
[4] Czerwosz E., Dłużewski P.A., Kowalska E., Kozłowski M., Radomska<br />
J.: Diamond & Related Mater., 13, 1008–1011 (2004).<br />
120<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Morfologia linii nanoszonych metodą druku<br />
strumieniowego i wpływ temperatury na jakość wzorów<br />
mgr inż. KONRAD FUTERA, dr GRAŻYNA KOZIOŁ, mgr inż. KAMIL JANECZEK,<br />
mgr inż. TOMASZ SERZYSKO, mgr inż. WOJCIECH STĘPLEWSKI<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Organiczna elektronika, nazywana również plastikową lub<br />
elastyczną, to nowa gałąź elektroniki, która powstała jako<br />
kombinacja wysoce efektywnych metod drukarskich z materiałami<br />
nowej generacji. Elementy elektroniczne wykonane<br />
w nowej technologii charakteryzują się dotąd niespotykanymi<br />
właściwościami mechanicznymi. Wykorzystanie wysoce efektywnych<br />
metod drukarskich pozawala na obniżenie kosztów<br />
produkcji o kilka rzędów wielkości.[1] Kierunek w jakim rozwija<br />
się nowa technologia jest nieco inny niż kierunek rozwoju<br />
technologii krzemowych. <strong>Elektronika</strong> organiczna rozwija się<br />
w obszarach niedostępnych dla „krzemowej”. Dlatego obie<br />
technologie nie będą ze sobą konkurować, będą się uzupełniać<br />
zapełniając nisze technologiczne i aplikacyjne. Mniejsza<br />
wydajność, gorsze parametry użytkowe i większe wymiary<br />
układów elastycznych względem układów krzemowych ustępują<br />
im miejsca w aplikacjach mikroprocesorowych. Elastyczność<br />
jest jedną z najważniejszych właściwości elementów wykonanych<br />
w technologii organicznej, to dzięki niej otworzyły<br />
się nowe obszary aplikacyjne dla elementów elektronicznych.<br />
Elastyczne urządzenia elektroniczne mogą być aplikowane<br />
wprost na ubraniach, skórze, czy szkle. Od „inteligentnych”<br />
ubrań dla służb ratowniczych po interaktywne koszulki. Obszar<br />
zastosowań jest ogromny, a nowe aplikacje zależą jedynie<br />
od wyobraźni konstruktora. Duże nadzieje wiąże się<br />
z zastosowaniem elastycznej elektroniki w przemyśle fotowoltaicznym<br />
która, umożliwi aplikacje na ubraniach, torbach czy<br />
falistych dachówkach.<br />
<strong>Elektronika</strong> organiczna to inne spojrzenie na problemy<br />
współczesnych urządzeń elektronicznych i nowe metody<br />
ich rozwiązywania. <strong>Elektronika</strong> wkracza w nowy, dotychczas<br />
niedostępny obszar zastosowań. Ta młoda i jeszcze niedojrzała<br />
technologia rozwija się bardzo dynamicznie, z roku na<br />
rok pokonywane są kolejne przeszkody i rozwiązywane pojawiające<br />
się problemy. Eksperci w dziedzinie analiz rynku<br />
przewidują zbliżającą się eksplozję elektroniki wykonanej<br />
w technologii organicznej [2].<br />
Z uwagi na specyfikę wytwarzania elementów elektronicznych<br />
metodą druku strumieniowego oraz przeznaczenie gotowych<br />
elementów jako urządzania elastyczne. Istotną rolę<br />
odgrywa jakość oraz struktura powierzchni wytworzonych<br />
elementów elektronicznych. Elastyczne podłoża nie chronią<br />
warstw przez narażeniami mechanicznymi tak jak podłoża<br />
sztywne. W celu osiągnięcia możliwie dużej niezawodności<br />
urządzeń, należy szczególną uwagę zwrócić na jakość powierzchni<br />
wydrukowanych elementów [3].<br />
na zbudowanej drukarce. Stanowisko do druku strumieniowego<br />
przedstawiono na rys. 1 [4]. Technologia ta pozwala<br />
na drukowanie materiałów organicznych i nieorganicznych<br />
na podłożach polimerowych, ceramicznych, szklanych, czy<br />
metalowych.<br />
W drukarce do druku strumieniowego zbudowanej w ITR<br />
zamontowano głowicę piezoelektryczną firmy MicroDrop<br />
MD-K, o średnicy 50 μm. Umożliwia ona drukowanie materiałów<br />
o lepkości od 1 do 15 cP i od 1 do 13 pH. O spełnia to<br />
wymagania większości komercyjnych materiałów przeznaczonych<br />
do elektroniki drukowanej. Średnica uzyskiwanej<br />
kropli waha się od 15 do ponad 70 μm, w zależności od<br />
lepkości tuszu. Na rynku występują obecnie drukarki uzyskujące<br />
krople o średnicy poniżej 5 μm, umożliwiają one<br />
miniaturyzację drukowanych elementów, zwiększa to koszt<br />
urządzenia, a parametry technologiczne samego procesu<br />
są analogiczne. Precyzja pozycjonowania urządzania i zoptymalizowane<br />
sterowanie, pozwala drukować wzory o wysokiej<br />
jakości.<br />
Do badań nad jakością wytwarzania ścieżek i ich morfologii<br />
zastosowano tusz oparty na cząsteczkach nanosrebra<br />
firmy Amepox oraz podłoże ceramiczne, alundowe. Sztywne<br />
podłoże alundowe, odporne na wysokie temperatury o niskim<br />
skurczu termicznym, pozwoli wyeliminować wpływ powyższych<br />
parametrów na ewentualne uszkodzenia lub defekty<br />
powierzchni nadruku. Stosując tego rodzaju podłoże można<br />
się spodziewać wzorów o nieregularnych oraz rozmytych<br />
krawędziach, jednak założeniem przeprowadzonych eksperymentów<br />
jest obserwacja defektów powierzchniowych. Nieregularne<br />
oraz rozmyte krawędzie nie będą, więc stanowiły<br />
przeszkody w ocenie morfologii powierzchni wydrukowanych<br />
wzorów.<br />
Drukowanie metodą druku strumieniowego<br />
Wytwarzanie elementów elektronicznych metodą druku<br />
strumieniowego jest jeszcze w początkowej fazie. Pierwsze<br />
próby wykonania podstawowych elementów elektronicznych<br />
(kontaktów, ścieżek, rezystorów i kondensatorów) ukazują<br />
zalety tej technologii, jak i trudności jakie niesie. W Instytucie<br />
Tele- i Radiotechnicznych prowadzimy próby wykonywania<br />
elementów elektronicznych metodą druku strumieniowego<br />
Rys. 1. Zbudowany w ITR system do drukowania metodą druku<br />
strumieniowego<br />
Fig. 1. Inkjet printer build in Tele and Radio Research Institute<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 121
m<br />
Rys. 2. Linia tuszu nanosrebrowego na szkle, zadany odstęp pomiędzy<br />
punktami 150 µm, rozsunięcie linii 400 µm. Temperatura<br />
podłoża 50°C<br />
Fig. 2. Nano silver Line printed on Glass. Dots spacing 150 µm<br />
and lines sparing 400 µm Substrate temperature 50°C<br />
a) b)<br />
b)<br />
0,<strong>07</strong>6 mm<br />
0,082 mm<br />
0,105 mm<br />
0,090 mm<br />
Rys. 3. Wpływ temperatury podłoża na geometrię ścieżki: a) temperatura<br />
30°C, b) temperatura 70°C<br />
Fig. 3. Temperature influence on Line geometry: a) substrate<br />
temperature 30°C, b) 70°C<br />
Możliwości stanowiska do druku strumieniowego przedstawia<br />
rys. 2. Ścieżki te wykonano na podłożu szklanym<br />
i stanowią punkt odniesienia do oceny geometrii oraz jakości<br />
wydruków.<br />
Stanowisko wyposażone jest w głowicę o średnicy 50 µm,<br />
kropla nanosrebra, jaką wystrzeliwuje ma średnice 25 μm. Jak<br />
widać na rys. 3, za pomocą tej głowicy można uzyskać ścieżki<br />
nanosrebrowe na podłożu szklanym o szerokości 100 µm ±10<br />
µm. Ścieszki mają pofalowane krawędzie, to efekt pierścienia<br />
kawy (cofce ring [5, 6]). Wpływ tego efektu na krawędzie<br />
drukowanych ścieżek można minimalizować optymalizująca<br />
parametry druku, takie jak temperatura podłoża, odległość<br />
pomiędzy kolejnymi drukowanymi punktami fizycznymi oraz<br />
czas opóźnienia wystrzeliwanych kropel [6].<br />
Rysunek 3 przedstawia wpływ temperatury na pofalowanie<br />
ścieżek oraz siłę efektu cofce ring. Podnoszenie temperatury<br />
to jedna z metod minimalizowania wpływu nakładania się<br />
wydrukowanych kropel [6]. Na rysunku 3b) widać ścieżkę, na<br />
której średnia szerokość ścieżki wynosi 86 µm ±4 µm. Jest<br />
to najwęższa ścieżka o krawędziach najbliższych linii prostej,<br />
jaką udało nam się osiągnąć na podłożu szklanym stosując<br />
tusz srebrowy.<br />
Wpływ parametrów procesu drukowania na<br />
morfologię powierzchni<br />
Wykonane próby drukowania tuszem nanosrebrowym na podłoże<br />
ceramiczne w zmiennych warunkach termicznych oraz<br />
zmieniając liczbę nakładanych warstw. Pokazały jak duże<br />
znaczenie ma optymalizacja parametrów. Badania prowadzono<br />
na próbkach podgrzewanych do czterech temperatur: 40,<br />
60, 80 i 100°C i przeprowadzono próby drukowania 1, 2, 3 i 4<br />
warstw. Wyniki prób przedstawia tabela 1. Najlepsze rezultaty<br />
uzyskano przy temperaturze podłoża 80°C oraz nałożonych 3<br />
warstwach. Pojedyncza warstwa tuszu srebrowego, niezależnie<br />
od temperatury, ma nieregularne, poszarpane krawędzie<br />
linii, a krople tworzące linię rozlewają się. Tak wydrukowane<br />
wzory zostały poddane procesowi suszenia, w celu odparowania<br />
rozpuszczalników, temperatura suszenia próbek była<br />
taka sama jak temperatura podłoża w trakcie drukowania,<br />
proces suszenia przeprowadzono niezwłocznie po zakończeniu<br />
drukowania na stole roboczym drukarki. Czas suszenia<br />
dla wszystkich próbek wynosił 30 min,<br />
0,090<br />
był<br />
mm<br />
zgodny z zalecany<br />
0,082 mm<br />
czasem podanym przez producenta potrzebnym na odparowanie<br />
rozpuszczalników, utrwalając tusz do postaci bezpiecznej<br />
do transportu. Ścieżki po procesie suszenia nie przewodzą<br />
prądu elektrycznego i są bardzo podatne na uszkodzenia<br />
mechaniczne.<br />
Próbki poddano procesowi synteryzacji w temperaturze<br />
350°C przez 90 min w piecu do spiekania ceramik LTCC.<br />
W procesie tym usunięte zostały organiczne składniki tuszu<br />
oraz lotne dodatki. Proces synteryzacji częściowo spieka nanocząsteczki<br />
srebra. Obrobione w ten sposób ścieżki uzyskują<br />
właściwości przewodzące, ich rezystancja gwałtownie spada<br />
do wartości rzędu pojedynczych Ohmów. Temperatura w jakiej<br />
prowadzono proces synteryzacji oraz czas zostały dobrane<br />
zgodnie zaleceniami producenta tuszu. Prowadzone są badania<br />
nad zmniejszeniem temperatury synteryzacji do wartości<br />
mniejszej niż 200°C, co umożliwiłoby zastosowanie papieru<br />
lub foli jako podłoża, jednak brak na razie wiarygodnych doniesień<br />
literaturowych na ten temat udanych doświadczeń.<br />
Ścieżki obrobione cieplnie w procesie synteryzacji, widoczne<br />
w tabeli 2, zbadano pod względem właściwości elektrycznych.<br />
Wydrukowane ścieżki miały 4 mm długości i około 120 μm.<br />
Ścieżki wydrukowane poprzez nałożenie pojedynczej warstwy<br />
tuszu, nie przewodziły prądu elektrycznego, przyczyną tego<br />
zjawiska jest prawdopodobnie porowata struktura podłoża ceramicznego,<br />
która wchłania tusz zanim odparują rozpuszczalniki.<br />
W procesie synteryzacji nanocząstki srebra rozproszone<br />
są na zbyt dużym obszarze, aby stworzyć przewodzącą ścieżkę.<br />
Nałożenie kolejnych warstw nie powoduje już wsiąkania<br />
tuszu w pory podłoża i cząstki srebra są mniej rozproszone, co<br />
po synteryzacji umożliwia powstanie przewodzących ścieżek.<br />
Rezystancja ścieżek maleje wraz w ilością nałożonych<br />
warstw aż do wartości 0,063 Ω dla próbki drukowanej na<br />
podłożu podgrzanym do temperatury 60°C z nałożonymi 4<br />
warstwami tuszu. Dla próbek o większej liczbie warstw rezystancja<br />
zaczęła rosnąć. Obrazuje to rys. 4, który graficznie<br />
przedstawia wyniki pomiarów próbek drukowanych na podłożach<br />
o temperaturze 60°C.<br />
122<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Tab. 1. Zdjęcia mikroskopowe drukowanych ścieżek w funckji temperatury<br />
oraz ilości warstw<br />
Tabl. 1. Mikorscopic images of printed linesby using different temperatures<br />
and qautiti of layers<br />
Tab. 3. Pęknięcia na wydrukowanych ścieżkach<br />
Tabl. 3. Craks on printed lines<br />
Przejścia 4 5 6<br />
Przejścia<br />
/temp °C<br />
1<br />
2 3 4<br />
60˚C<br />
40<br />
Rezystancja 0,063 Ω 0,083 Ω 0,097 Ω<br />
60<br />
80<br />
100<br />
Wraz ze wzrostem rezystancji rośnie też ilość pęknięć powierzchni<br />
ścieżki. Analizując ilość pęknięć można stwierdzić, że<br />
to powstawanie ich zmniejsza opór wytworzonych ścieżek. [7]<br />
Tabela 3 przedstawia podłoża ścieżek 4,5 i 6 warstwowych. Na<br />
tej podstawie można stwierdzić, że w danym zakresie badań,<br />
najlepszymi parametrami wytwarzania ścieżek z tuszu opartego<br />
na nano srebrze, na podłożu ceramicznym są: temperatura<br />
podłoża 60°C oraz 4 warstwy tuszu. Na powierzchni nadruku<br />
pojawiają się pęknięcia w części centralnej ścieżki, jednak nie<br />
są one rozległe oraz nie łączą się w większe kanały.<br />
Podsumowanie<br />
Tab. 2. Zdjęcia mikroskopowe ścieżek po procesie synteryzacji<br />
w 350°C przez 90 min<br />
Tabl. 2. Micoskopic pictures of lines ofter sinterisations in 350°C for<br />
90 min<br />
Przejścia 2 3 4<br />
60˚C<br />
Rezystancja 1,29 Ω 0,85 Ω 0,06 Ω<br />
Rys. 4. Wyniki pomiarów rezystacji próbek drukowanych na podłożach<br />
o temperturze 60°C w funkcji liczby warstw<br />
Fig. 4. Resistance measurments of samples printed on substrates<br />
heated to 60°C with different quantity of layers<br />
Na zbudowanej w ITR drukarce do druku strumieniowego wytworzono<br />
ścieżki przewodzące na podłożach ceramicznych<br />
o właściwościach elektrycznych zależnych od ilości naniesionych<br />
warstw. Otrzymano ścieżki o długości 4 mm i szerokości<br />
100 μm o rezystancji 0,063 Ω. Zaobserwowano występowanie<br />
spękań powierzchni ścieżek oraz zależność ich liczby od ilości<br />
warstw i grubości naniesionych ścieżek. Występowanie spękań<br />
powoduje wzrost wartości rezystancji. Wraz ze wzrostem<br />
grubości warstwy rezystancja spada dała, jednak ilość spękań<br />
rosła. Na podstawie prób opracowano optymalne w tym<br />
zakresie badań parametry druku tuszu nanosrebrowego.<br />
Ścieżki drukowano przez nałożenie czterech warstw na podłoża<br />
o temperaturze 60°C. Proces synteryzacji prowadzono<br />
w temperaturze 350°C przez 90 min. Stwierdzono, że dalsza<br />
optymalizacja procesu nanoszenia warstw, tuszu opartego na<br />
nanocząstkach srebra metodą druku strumieniowego, wymaga<br />
dalszych badań w celu osiągnięcia lepszych rezultatów.<br />
Literatura<br />
[1] Parashkov R., Becker E., Riedl T., Johannes H.-H., Kowalsky W.:<br />
Large Area Electronics Using Printing Methods. Proceedings of<br />
the IEEE, vol. 93, no. 7, July 2005.<br />
[2] White Paper OE-A Roadmap for „Organic and Printed Electronics”<br />
2009.<br />
[3] WILGA 2010 Proceedings — Proc. SPIE 7745, ISSN 0277-<br />
786X, ISBN 9780819472358, September 2010, Printed electronic<br />
on flexible and glass substrates, Author(s): K. Futera; M.<br />
Jakubowska; G. Kozioł.<br />
[4] Sitek J., Futera K., Janeczek K., Bukat K., Stęplewski W., Jakubowska<br />
M.: Investigation of inkjet technology for printed organic<br />
electronics. 10th Electron Technology Conference ELTE 2010<br />
and 34th International Microelectronics and Packaging IMAPS-<br />
CMPT Poland Conference, Wrocław, 22–25 września 2010.<br />
[5] Schöppler M.: Status and Future of Digital Materials Deposition<br />
with Inkjet, Large-area, Organic & Printed Electronics – Convention<br />
(LOPE-C), June 23–25, 2009 – Congress Center – Messe<br />
Frankfurt, Germany.<br />
[6] Schmidt W., Schoeller F.: Service GmbH & Co. KG, Paper Based<br />
Substrates for Printed Electronics, Large-area. Organic & Printed<br />
Electronics – Convention (LOPE-C), June 23–25, 2009 – Congress<br />
Center – Messe Frankfurt, Germany.<br />
[7] Dong Jun Lee, Je Hoon Oh, Han Seung Bae: Department of<br />
Mechanical Engineering, Hanyang University, 1271 Sa3-dong,<br />
Sangrok-gu, Ansan, Gyeonggi-do, 426–791, Republic of Korea<br />
„Crack formation and substrate effects on electrical resistivity of<br />
inkjet-printed Ag lines” Materials Letters 2010.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 123
Testowanie parametrów elektrycznych rezystorów<br />
cienkowarstwowych wbudowanych w płytki<br />
obwodów drukowanych<br />
mgr inż. WOJCIECH STĘPLEWSKI 1) , mgr inż. TOMASZ SERZYSKO 1) ,<br />
mgr inż. KAMIL JANECZEK 1) , dr inż. JANUSZ BORECKI 1) , prof. dr hab. inż. ANDRZEJ<br />
DZIEDZIC 2) , prof. dr hab. inż. KAROL NITSCH 2) , dr inż. TOMASZ PIASECKI 2)<br />
1)<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Centrum Zaawansowanych Technologii, Warszawa<br />
2)<br />
Politechnika Wrocławska, Wydział Elektroniki Mikrosystemów i Fotoniki<br />
Podzespoły bierne (rezystory liniowe i nieliniowe, kondensatory,<br />
cewki, bezpieczniki, itp.), stanowią niezbędną część każdego<br />
zespołu elektronicznego. Ze względu na ich dużą liczbę<br />
w wyrobie zajmują one znaczną powierzchnię warstw zewnętrznych<br />
płytek obwodów drukowanych i jednocześnie, ze<br />
względu na swoje małe gabaryty (np. 0402 lub 0201) stają się<br />
kłopotliwe w automatycznym montażu elektronicznym i uciążliwe<br />
w kontroli jakości połączeń lutowanych. Technologia<br />
wbudowywania tego typu podzespołów wewnątrz wielowarstwowej<br />
płytki obwodu drukowanego pozwala na pokonanie<br />
szeregu problemów związanych z podzespołami do montażu<br />
powierzchniowego, zwłaszcza takich jak koszt, utrudnione<br />
magazynowanie i manipulowanie, czas montażu, wydajność<br />
montażu, narażenia na warunki lutowania bezołowiowego<br />
i wymagana powierzchnia na warstwach zewnętrznych.<br />
Wbudowanie rezystora wewnątrz płytki obwodu drukowanego<br />
skutkuje jednak niemożnością jego wymiany w przypadku<br />
uszkodzenia, bądź niewłaściwych parametrów pracy.<br />
Z tego też powodu konieczne jest zastosowanie optymalnej<br />
i powtarzalnej technologii ich wytwarzania oraz dokładna kontrola<br />
ich parametrów elektrycznych w trakcie produkcji i w produkcie<br />
finalnym. Dotychczas na rynku światowym rozwiązania<br />
konstrukcyjne z wykorzystaniem podzespołów wbudowanych<br />
wewnątrz wielowarstwowej płytki obwodu drukowanego były<br />
zarezerwowane i opłacalne w urządzeniach na potrzeby militarne.<br />
W ostatnich latach wielki wzrost zapotrzebowania na<br />
wysokozaawansowane, a jednocześnie tanie urządzenia elektroniczne<br />
(telefony komórkowe, laptopy, urządzenia sieciowe,<br />
itp.), spowodował szerokie zainteresowanie technologiami podzespołów<br />
wbudowanych. Zastępowanie rezystorów „konwencjonalnych”<br />
w coraz większej liczbie aplikacji, np. w układach<br />
pracujących przy dużych częstotliwościach i szybkościach<br />
przesyłania sygnału, elementami wbudowanymi wymaga ich<br />
badania i testowania również zaawansowanymi metodami,<br />
z których część przedstawiono w niniejszym artykule.<br />
Badane struktury rezystorów<br />
cienkowarstwowych<br />
Najczęściej spotykanym materiałem rezystywnym jest stop<br />
niklu z fosforem nakładany na folię miedzianą drogą metalizacji<br />
chemicznej [1, 2]. Jego rezystancja powierzchniowa<br />
(rezystancja na kwadrat) uzależniona jest głównie od<br />
grubości warstwy i wynosi ona odpowiednio od 10 Ω/□ (dla<br />
grubości 1µm) do 250 Ω/□ (dla 0,05 µm). Projektowanie<br />
rezystora planarnego polega na odpowiednim przypisaniu<br />
długości i szerokości ścieżki rezystywnej do rezystancji<br />
powierzchniowej warstwy rezystywnej. Jest ono zatem<br />
bardzo proste, ale proces wbudowywania rezystora cienkowarstwowego<br />
w związku z dostępnością powierzchni,<br />
budową pakietu płytki obwodu drukowanego, procesem<br />
technologicznym, itd., może prowadzić do zmiany rezystancji<br />
powierzchniowej w porównaniu z informacjami katalogowymi<br />
producentów laminatów z warstwą rezystywną.<br />
Dlatego końcowa rezystancja rezystora zależy od wielu<br />
czynników i bardzo ważne jest określenie zmian rezystancji<br />
na poszczególnych etapach procesu produkcyjnego. Ich<br />
uwzględnienie pozwala na precyzyjne zaprojektowanie rezystora<br />
z tolerancją niewiele wyższą niż tolerancja materiału<br />
rezystywnego.<br />
W prowadzonych badaniach zastosowano wytwarzanie<br />
wbudowywanych elementów rezystywnych na bazie laminatów<br />
zawierających wbudowaną warstwę rezystywną firmy<br />
Ohmega-Ply Technologies Inc. W pracy stosowano dwa materiały<br />
z wbudowaną warstwą rezystywną o rezystancji powierzchniowej<br />
25 Ω/□ i 100 Ω/□. Ich podstawowe parametry<br />
użytkowe zamieszczono w tabeli 1.<br />
Zaprojektowano trzy konstrukcje geometryczne rezystorów<br />
(prostokąty – str. A, prostokąty połączone szeregowo<br />
– str. B lub meandry – str. C) o podstawowej szerokości<br />
1 mm (100%) i rezystancjach z typoszeregu E12. Podczas<br />
opracowywania konstrukcji poszczególnych rezystorów<br />
kierowano się zasadą, aby powierzchnia zajmowana przez<br />
rezystor była jak najmniejsza. Dlatego rezystancje w przypadku<br />
materiału 1R25/1 znajdowały się w przedziale 10 Ω<br />
– 1,5 kΩ, a w przypadku materiału 1A100/1 – w przedziale<br />
22 Ω – 6,8 kΩ. Zaprojektowana mozaika była następnie<br />
przygotowana w innych skalach (140, 75, 50, 33 i 25%) co<br />
odpowiada szerokości rezystora odpowiednio 1,40; 0,75;<br />
0,50; 0,33; i 0,25 mm. Płytki testowe badano przed prasowaniem<br />
oraz po prasowaniu, do którego użyto materiału<br />
RCC (Resin Coated Copper foil) oraz preimpregnatu 106<br />
(żywica wzmacniana włóknem szklanym).<br />
Tab. 1. Podstawowe właściwości laminatów z wbudowaną warstwą rezystywną, stosowanych w badaniach<br />
Tabl. 1. The basic properties of laminates with resistive layer used in research<br />
jednostronny<br />
Typ materiału<br />
dwustronny<br />
Rezystancja<br />
powierzchniowa<br />
Tolerancja R kw.<br />
Grubość warstwy<br />
rezystywnej<br />
Maksymalny temperaturowy<br />
współczynnik<br />
rezystancji<br />
1R25/1 1R25/1R25 25 Ω/□ ± 5% 0,40 µm -50 ppm/°C<br />
1A100/1 1R100/1R100 100 Ω/□ ± 5% 0,10 µm -80 ppm/°C<br />
124<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Grubość warstwy rezystywnej nie przekraczająca 1 µm<br />
(w prowadzonych badaniach wynosiła ona 0,1 i 0,4 µm) sprawia,<br />
że pod względem grubości wielowarstwowe płytki obwodów<br />
drukowanych z wbudowanymi rezystorami praktycznie<br />
nie różnią się od wytwarzanych w sposób tradycyjny. Cecha<br />
ta nabiera szczególnego znaczenia w momencie konstruowania<br />
pakietu wielowarstwowej płytki obwodu drukowanego<br />
z kontrolowaną impedancją, w którym odległość między poszczególnymi<br />
warstwami przewodzącymi płytki jest elementem<br />
kluczowym.<br />
Pomiar rezystancji<br />
Pomiar rezystancji rezystorów cienkowarstwowych wykonywano<br />
metodą czteropunktową, która pozwala na eliminację<br />
wpływu rezystancji sond pomiarowych na wynik pomiaru.<br />
Pomiary rezystancji wykonywano po każdej etapie<br />
procesu technologicznego celem określenia jego wpływu<br />
na rezystancję finalną rezystora oraz określenia tolerancji<br />
wykonania rezystora. Przeprowadzone prace wykazały, że<br />
największe zmiany rezystancji formowanych rezystorów<br />
cienkowarstwowych występują w procesie rozwijania powierzchni<br />
miedzi. Podczas tego procesu następuje wzrost<br />
rezystancji. Przy wykorzystaniu technologii J-KEM (dwustopniowy<br />
proces przygotowywania powierzchni miedzi<br />
i nakładanie brunatnych tlenków w roztworze kwaśnym) [3]<br />
wzrost rezystancji wynosił od 5 do 12% w przypadku materiału<br />
o rezystywności 25 Ω/□ oraz od 4 do 14% w przypadku<br />
materiału o rezystywności 100 Ω/□. Zdecydowanie<br />
mniejsze zmiany powstają podczas laminowania zewnętrznych<br />
warstw płytki obwodu drukowanego gdzie najczęściej<br />
notuje się niewielki spadek rezystancji. Zanotowano<br />
w tym procesie maksymalne zmniejszenie rezystancji o 1%<br />
w przypadku materiału o rezystywności 25 Ω/□ i 8% w przypadku<br />
materiału o rezystywności 100 Ω/□. Mając wiedzę na<br />
temat wielkości zmian rezystancji po kolejnych operacjach<br />
technologicznych można wyznaczyć niezbędne poprawki,<br />
uwzględniane w fazie projektowania geometrii poszczególnych<br />
rezystorów. Zastosowanie poprawek pozwala<br />
wytwarzać wielowarstwowe płytki obwodów drukowanych<br />
z wbudowanymi elementami rezystancyjnymi o tolerancji<br />
wykonania nie przekraczającej ±10%.<br />
Tolerancję wykonania rezystorów cienkowarstwowych<br />
można znacząco poprawić przez zastosowanie korekcji laserowej.<br />
W ramach prowadzonych prac wykonano stanowisko<br />
laboratoryjne do korekcji rezystancji przez nacinanie warstwy<br />
rezystywnej wiązką lasera. Pozwala ono na korekcję wartości<br />
rezystancji w sposób stabilny i powtarzalny. Ustalono, że najlepszym<br />
sposobem korygowania rezystancji jest cięcie typu<br />
„L”, które pozwala uzyskać dokładność korekcji rezystorów<br />
cienkowarstwowych nie gorszą niż 0,4%.<br />
przerwy w połączeniu) oraz pomiar rezystancji między dwiema<br />
sieciami, co z kolei pozwala na wykrycie zwarć między<br />
sieciami.<br />
Tester ostrzowy można wykorzystywać między kolejnymi<br />
etapami (po procesie trawienia) wytwarzania płytki obwodu<br />
drukowanego lub też w celu testowania płytki finalnej. Testowanie<br />
za jego pomocą pozwala w stosunkowo krótkim czasie<br />
określić rezystancję poszczególnych rezystorów cienkowarstwowych,<br />
a w sprzężeniu z urządzeniem laserowym do<br />
korekcji dokonać dodatkowo precyzyjnej kalibracji rezystorów<br />
przed procesem laminowania (prasowania pakietu płytki obwodu<br />
drukowanego).<br />
Pomiary termowizyjne<br />
Pomiary termowizyjne z wykorzystaniem kamery zapewniają<br />
proste, bezinwazyjne, nieniszczące i szybkie diagnozowanie<br />
stanu badanych rezystorów cienkowarstwowych w czasie<br />
ich pracy. Wynikiem badania jest termogram, który obrazuje<br />
rozkład temperatury na powierzchni badanego obiektu. Ze<br />
względu na niewielkie wymiary rezystorów należy użyć kamery<br />
termowizyjnej, która umożliwi pomiar elementów o rozmiarze<br />
rzędu 250 mikrometrów. Takie wymagania spełnia kamera<br />
firmy Flir model A320 z obiektywem Closeup x2.<br />
Energia odbierana przez kamerę nie zależy jedynie od temperatury<br />
obiektu, ale jest także funkcją emisyjności. Promieniowanie<br />
pochodzi także z otoczenia i jest ono odbijane przez<br />
obiekt. Na promieniowanie obiektu i promieniowanie odbite<br />
ma także wpływ absorpcja atmosfery. Aby dokonać dokładnego<br />
pomiaru temperatury, niezbędne jest skompensowanie<br />
wpływu różnych źródeł promieniowania. Jest to dokonywane<br />
automatycznie, po wprowadzeniu do programu obsługującego<br />
kamerę takich parametrów, jak:<br />
● emisyjność obiektu,<br />
● temperatura otoczenia,<br />
● odległość między kamerą a obiektem,<br />
● wilgotność względna.<br />
Do uzyskania informacji o maksymalnej temperaturze,<br />
przy której rezystory nie ulegną jeszcze zniszczeniu wykorzystano<br />
powyższą kamerę termowizyjną oraz źródło prądu<br />
(zasilacz stabilizowany HMP2020 firmy HAMEG). Testowanie<br />
wielowarstwowych płytek drukowanych z wbudowanymi elementami<br />
rezystywnymi wykonano przez doprowadzenie do<br />
wybranego elementu rezystywnego (rezystora) napięcia z zasilacza<br />
za pomocą odpowiednich sond oraz zarejestrowanie<br />
wyników w postaci termogramów.<br />
75,3 °C<br />
74<br />
72<br />
70<br />
68<br />
66<br />
64<br />
62<br />
Tester ostrzowy<br />
Testowanie wielowarstwowych płytek obwodów drukowanych<br />
z wbudowanymi cienkowarstwowymi elementami rezystywnymi<br />
może odbywać się w sposób automatyczny. Testery elektryczne<br />
płytek drukowanych (np. tester ATG Test Systems model<br />
A3) są przystosowane do tego typu pomiarów. Konieczne<br />
jest w tej sytuacji zainstalowanie specjalnego oprogramowania<br />
do pomiarów rezystancji elektrycznej elementów mozaiki<br />
i zainstalowanie w testerze odpowiedniej karty pomiarowej,<br />
umożliwiającej akwizycję i rejestrację wyników pomiarów.<br />
Działanie testera polega na pomiarze za pomocą ruchomych<br />
sond ostrzowych rezystancji dwóch skrajnych punktów sieci,<br />
co pozwala na określenie poprawności połączenia (brak<br />
Temperatura [°C]<br />
60<br />
58<br />
56<br />
54<br />
52<br />
50<br />
48<br />
46<br />
44<br />
42<br />
40<br />
38<br />
36<br />
34<br />
32<br />
30<br />
28<br />
26<br />
25,7 °C<br />
Rys. 1. Termogram rezystora 220 Ω (1 mm szerokości) z dołączonym<br />
źródłem prądu 32 mA (dostarczona moc 225 mW)<br />
Fig. 1. Thermal image of 220 Ω resistor (width 1 mm) with connecting<br />
source of 32 mA current (supplied power 225 mW)<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 125
Temperatura [°C]<br />
81<br />
78<br />
75<br />
72<br />
69<br />
66<br />
63<br />
60<br />
57<br />
54<br />
51<br />
48<br />
45<br />
42<br />
39<br />
36<br />
33<br />
30<br />
27<br />
24<br />
21<br />
Rys. 2. Zmiany temperatury rezystora o rezystancji 220 Ω (1 mm<br />
szerokości) zasilanego prądem 32 mA<br />
Fig. 2. Temperature changes of 220 Ω resistor (width 1 mm) supplied<br />
32 mA current<br />
Termogramy przedstawiają rozkład temperatury na poszczególnych<br />
rezystorach, otrzymany przy przepływie przez<br />
nie prądu elektrycznego o wartości z zakresu 5…70 mA. Temperatura<br />
przykładowego rezystora w postaci dwóch prostokątów<br />
połączonych szeregowo o szerokości 1 mm i rezystancji<br />
220 Ω zasilanego prądem 32 mA stabilizowała się po 2 minutach<br />
pracy osiągając maksymalnie 80°C. Przekroczenie<br />
wartości 100 mA prowadziło w krótkim czasie (2…3 sekundy)<br />
do trwałego uszkodzenia rezystora, czego najlepszym przykładem<br />
jest rys. 3.<br />
Za pomocą pomiarów termowizyjnych można określić<br />
największą dopuszczalną moc, jaka może być wydzielona<br />
w postaci ciepła podczas pracy rezystora w określonych warunkach,<br />
przy zachowaniu wartości pozostałych parametrów<br />
w granicach ustalonych dla danego typu rezystora. Wartość<br />
tej mocy zależy przede wszystkim od konstrukcji rezystora,<br />
zastosowanych materiałów i warunków chłodzenia. Moc<br />
znamionową ustala się, przyjmując najwyższą dopuszczalną<br />
temperaturę, do jakiej może się rozgrzać rezystor. Podaje się<br />
ją w odniesieniu do temperatury otoczenia. Zazwyczaj jest<br />
to 70°C, ale zdarza się też 40 lub 125°C. Badane rezystory<br />
pozwalały wydzielić moc rzędu 200…250 mW przy temperaturze<br />
pracy około 70°C. Nie zanotowano istotnej różnicy<br />
w pracy między rezystorami niezabudowanymi a rezystorami<br />
po prasowaniu. Przyjmuje się, że rezystory wbudowane<br />
cienkowarstwowe mogą rozpraszać moc w temperaturze poniżej<br />
70°C o wartości 125 mW bez wpływu na ich parametry<br />
użytkowe [4].<br />
Pomiary wielowarstwowych płytek drukowanych<br />
z wbudowanymi cienkowarstwowymi<br />
elementami rezystywnymi za pomocą metody<br />
spektroskopii impedancyjnej<br />
Spektroskopia impedancyjna (SI) oznacza pomiar liniowej,<br />
elektrycznej odpowiedzi badanego materiału na pobudzenie<br />
małym sygnałem elektromagnetycznym w szerokim paśmie<br />
126<br />
0 60 120<br />
Czas [s]<br />
Max .<br />
Min.<br />
Average<br />
Rys. 3. Termogram rezystora 100 Ω (1 mm szerokości) po zniszczeniu,<br />
który zasilano prądem o wartości 120 mA (dostarczona<br />
moc 1,44 W)<br />
Fig. 3. Thermal image of 100 Ω resistor (width 1 mm) destroyed<br />
by 120 mA current (supplied power 1.44 W)<br />
częstotliwości i analizę tej odpowiedzi w celu uzyskania użytecznej<br />
informacji o właściwościach badanego materiału [5].<br />
Otrzymany – w wyniku pomiaru – zbiór wartości zespolonej<br />
wielkości elektrycznej, zmierzonej w funkcji częstotliwości<br />
w przedziale kilku dekad, pozwala na pełną analizę dynamicznych<br />
właściwości mierzonego obiektu. Właściwości te<br />
dla układów liniowych w dziedzinie częstotliwości opisuje<br />
zwykle transmitancja widmowa H (ω). W spektroskopii impedancyjnej<br />
H (ω) przyjmuje postać impedancji Z (ω) lub admitancji<br />
Y (ω).<br />
Metoda spektroskopii impedancyjnej (SI) umożliwia<br />
m.in. kompleksową charakteryzację zmiennoprądowych<br />
właściwości elementów biernych. W pomiarach i analizie<br />
odpowiedzi badanego w szerokim zakresie częstotliwości<br />
obiektu wykorzystywane są zaawansowane analizatory impedancji<br />
i specjalistyczne oprogramowanie. Charakterystyki<br />
impedancyjne zawierają bardzo dużo informacji o badanych<br />
strukturach. Otrzymane wyniki pomiarów prezentuje<br />
się za pomocą wykresów graficznych Bodego, Nyquista<br />
oraz Cole-Cole.<br />
Pomiary wpływu skali, geometrii i zabezpieczenia rezystorów<br />
na impedancję wykonano za pomocą analizatora<br />
impedancji Agilent HP4294. Zastosowano sondy ostrzowe<br />
umieszczone w mikromanipulatorach, dołączone przewodem<br />
pomiarowym Agilent 16048G, pracującym w układzie 4TP.<br />
Otrzymane wyniki zawierają wartości składowej rzeczywistej<br />
i urojonej impedancji w funkcji częstotliwości.<br />
Wykonano kilka serii pomiarów parametrów elektrycznych<br />
(moduł impedancji ⏐Z⏐ = f (ω), kąt fazowy Φ = f (ω), impedancja<br />
zespolona Z ˝ = f (Z´)). W celu zapewnienia kompensacji<br />
impedancji doprowadzeń przed każdym pomiarem dokonywano<br />
kalibracji systemu pomiarowego. Aby zminimalizować<br />
wpływ pojemności wprowadzanej przez metalowy stolik pomiarowy<br />
użyto 4 mm płytki izolującej wykonanej z tworzywa<br />
sztucznego. Przy każdym pomiarze płytka izolująca była<br />
umieszczona na stoliku pomiarowym, pod płytką obwodu drukowanego<br />
z mierzonymi strukturami. Ustalono następujące<br />
parametry pomiaru:<br />
– zakres częstotliwości – od 1 kHz do 110 MHz (101 punktów<br />
pomiarowych w całym zakresie pomiarowym podzielonym<br />
w skali logarytmicznej),<br />
– amplituda napięcia dla próbek o wartości rezystancji 39 Ω<br />
– 100 mV, dla pozostałych 1000 mV.<br />
Zaobserwowano efekty związane ze skalą (szerokością<br />
rezystora), geometrią (kształtem rezystorów) oraz ich zabezpieczeniem<br />
(struktury zabezpieczone RCC, preimpregnatem<br />
106, bez zabezpieczenia). Przykładowe wyniki przedstawiono<br />
poniżej.<br />
Wpływ rozmiaru (skali) – na rys. 4 przedstawiono charakterystyki<br />
zmiennoprądowe rezystorów w kształcie meandra<br />
– str. C, dla których moduł impedancji osiąga największe<br />
wartości kolejno dla skali 75, 50, 100 i 140%. Charakterystyka<br />
przesunięcia fazowego w funkcji częstotliwości zachowuje<br />
się bardzo podobnie – najmniejszą wartość również osiąga<br />
dla struktury o największym rozmiarze (aby uwidocznić<br />
wpływ parametrów pasożytniczych elementu charakterystyki<br />
|Z(f )| i Θ(f ) przedstawiono w ograniczonym zakresie częstotliwości<br />
5...50 MHz). Jednak różnice w wartościach kąta są<br />
tu niewielkie. Dlatego część urojona impedancji, obrazująca<br />
elementy pasożytnicze rezystora w minimalnym stopniu<br />
zależy od jego rozmiaru. Wykresy impedancji zespolonej<br />
w większości przypadków wykazują tendencje analogiczne<br />
do odnotowanych na charakterystykach modułu impedancji<br />
w funkcji częstotliwości.<br />
Wpływ kształtu rezystora – w większości dla struktur<br />
w kształcie meandra lub prostokątów połączonych szerego-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
-30<br />
Z”<br />
C390R-50%<br />
C390R-75%<br />
C390R-100%<br />
C390R-140%<br />
Z’<br />
|Z|<br />
485<br />
-20<br />
460<br />
-3,3<br />
-10<br />
-0,8<br />
0<br />
470 480 490 500<br />
Θ<br />
C390R-50%<br />
C390R-75%<br />
C390R-100%<br />
C390R-140%<br />
10 7<br />
Częstotliwość [Hz]<br />
10 7<br />
Częstotliwość [Hz]<br />
Rys. 4. Charakterystyki zmiennoprądowe – efekt skali pokazany<br />
na przykładzie struktur C390R wykonanych z laminatu 25 Ω/ □,<br />
prasowanie 2×106, wykonanych w skalach: 140, 100, 75, 50%<br />
Fig. 4. AC characteristics – scale effect for example of C390R<br />
structures made of 25 Ω/ □ laminate, covered by 2×106 layer, created<br />
in scale: 140, 100, 75, 50%<br />
Z”<br />
A390R-prostokąt<br />
B390R-prostokąty połączone<br />
C390R-meander<br />
Z’<br />
|Z|<br />
Θ<br />
A390R-prostokąt<br />
B390R-prostokąty połączone<br />
C390R-meander<br />
Częstotliwość [Hz]<br />
Częstotliwość [Hz]<br />
Rys. 5. Charakterystyki zmiennoprądowe – efekt kształtu pokazany<br />
dla niezabezpieczonych struktur A390R, B390R, C390R wykonanych<br />
z laminatu 25 Ω/ □, skala 140% (A – prostokąt, B – prostokąty<br />
połączone szeregowo, C-meander)<br />
Fig. 5. AC characteristics – shape effect showed for unprotected<br />
structures A390R, B390R, C390R made of 25 Ω/□ laminate, created<br />
in scale 140% (A – bar, B – multibar, C – meander)<br />
A39R-2x106<br />
A39R-niezabezpieczony<br />
A39R-RCC<br />
A39R-2x106<br />
A39R-niezabezpieczony<br />
A39R-RCC<br />
wo odnotowano zdecydowanie mniejsze wartości przesunięcia<br />
fazowego (tj. mniejszą wartość elementów pasożytniczych)<br />
w porównaniu z rezystorami typu prostokąt (rys. 5).<br />
Wartość modułu impedancji w dziedzinie częstotliwości ma<br />
niemal identyczny przebieg dla rezystorów typu prostokąty<br />
połączone szeregowo i meander, co potwierdzają przebiegi<br />
charakterystyk pokazane na wykresie Nyquista (impedancji<br />
zespolonej).<br />
Efekt zabezpieczenia pokazano na rys. 6 – struktury<br />
niezabezpieczone mają najmniejszy moduł impedancji, natomiast<br />
struktury zabezpieczone warstwą RCC wykazują<br />
znaczny wzrost tego parametru.<br />
Podsumowanie<br />
Jako podstawową metodę testowania elektrycznego wielowarstwowych<br />
płytek drukowanych z wbudowanymi elementami<br />
rezystywnymi można zakwalifikować pomiary testerem<br />
ostrzowym, ponieważ umożliwiają one pomiary międzyoperacyjne<br />
w procesie wytwarzania płytki obwodu drukowanego.<br />
W celu dokonania oceny wykonania pojedynczych elementów<br />
rezystywnych właściwą techniką jest pomiar rezystancji<br />
metodą czteropunktową. W badaniach wykorzystano również<br />
metodę badań termograficznych oraz spektroskopii impedancyjnej.<br />
Metoda termografii pozwala na obserwację temperatury<br />
pracy rezystorów, dzięki czemu możliwe jest określenie<br />
progowych wartości prądów, jakie dany rezystor jest w stanie<br />
przenieść. Pozwala ona również na obserwację pracy<br />
rezystora wbudowanego i wpływu jego nagrzewania na jego<br />
najbliższe otoczenie (nagrzewnie laminatu, rozchodzenie się<br />
ciepła). Spektroskopia impedancyjna pozwala na badanie<br />
zmiennoprądowych parametrów elementów biernych (szczególnie<br />
istotnych przy aplikacjach w układach wysokiej częstotliwości<br />
i mikrofalowych) i pozwala na ocenę parametrów<br />
pasożytniczych rezystorów oraz zależności rezystancji i parametrów<br />
pasożytniczych od parametrów procesu technologicznego<br />
oraz ich zmian w wyniku różnych narażeń elektrycznych<br />
i środowiskowych.<br />
Badania wykonano w ramach projektu rozwojowego: „Technologia<br />
doświadczalna wbudowywania elementów rezystywnych<br />
i pojemnościowych wewnątrz płytki drukowanej” Program POIG,<br />
Priorytet 1, Działanie 1.3. Wsparcie projektów B+R, Poddziałanie<br />
1.3.1 Projekty Rozwojowe Umowa UDA-POIG.01.03.01-14-031/08-<br />
00 z dnia 16.02.2009 r. Nr projektu: POIG.01.03.01-14-031/08<br />
Z”<br />
|Z|<br />
Częstotliwość [Hz]<br />
Literatura<br />
Z’<br />
Θ<br />
Częstotliwość [Hz]<br />
Rys. 6. Charakterystyki zmiennoprądowe – efekt zabezpieczenia<br />
pokazany dla rezystorów A39R wykonanych z laminatu 25 Ω/ □<br />
w skali 140%: prasowanych z preimpregnatem 2×106, niezabezpieczonych<br />
i prasowanych z RCC<br />
Fig. 6. AC characteristics – effect of protection shown for resistors<br />
A39R made of 25 Ω/ □ laminate in scale 140%: laminated by<br />
2×106 layer, unprotected, laminated by RCC layer<br />
[1] O’Reilly S. i in.: Integrated passives in advanced printed wiring<br />
boards. Circuit World 27/4 [2002]22-25.<br />
[2] Dietz K.: Fine Line in High Yield (Part XX<strong>II</strong>), www.circutree.com/<br />
ct/cda/articleinformation<br />
[3] http://www.jkem.se/product/JKem_PWB_PRODUCTRANGE.<strong>pdf</strong><br />
[4] Design Guide for Ohmega-Ply Series and Parallel Termination<br />
Resistors, materiały informacyjne firmy Ohmega Technologies,<br />
Inc., www.ohmega.com, April 2010<br />
[5] Nitsch K.: Zastosowanie spektroskopii impedancyjnej w badaniach<br />
materiałów elektronicznych. Oficyna Wydawnicza Politechniki<br />
Wrocławskiej, Wrocław 1999.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 127
Obwody drukowane z technologią via in pad<br />
mgr inż. TOMASZ KLEJ, mgr inż. KAROLINA BOROWIECKA<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
W ostatnich latach kierunki w światowej elektronice wymagają<br />
od producentów stosowania coraz bardziej zaawansowanych<br />
technologii. Lżejsze, cieńsze i bardziej precyzyjne obwody<br />
drukowane stanowią wyzwanie w produkcji płytek HDI. Zastosowanie<br />
obwodów drukowanych z technologią via in pad,<br />
pozwala na osiągnięcie lepszych parametrów w tym:<br />
− zwiększenie gęstości połączeń i częstotliwości pracy obwodu,<br />
− minimalizacja opóźnienia sygnału i uniknięcie efektu migracji<br />
elektronów,<br />
− zwiększenie upakowania powierzchni (rys. 1),<br />
− uniknięcie różnicy we współczynniku rozszerzalności cieplnej<br />
pomiędzy metalem a żywicą.<br />
Technologia via in pad odnosi się do trzech typów otworów.<br />
W zależności od budowy obwodu drukowanego są to otwory<br />
przelotowe, otwory wewnętrzne i mikrootwory nieprzelotowe.<br />
Otwory te zatyka się przy pomocy żywicy, past nieprzewodzących/przewodzących<br />
lub też w przypadku mikrootworów<br />
galwanicznie wypełnia się miedzią. Rysunek 2 przedstawia<br />
3 warianty technologiczne wykonania obwodu drukowanego<br />
z technologią via in pad.<br />
Wypełnienie otworów powinno być wykonane bardzo<br />
starannie, w przeciwnym razie pozostawiony pęcherzyk powietrza<br />
wewnątrz otworu może skutkować rozwarstwieniem<br />
płytki. Średnice otworów, które można zaślepić zawierają się<br />
w przedziale 0,06…0,8 mm.<br />
Wiercenie otworów<br />
Rys. 1. Redukcja mozaiki poprzez zastosowanie via in pad<br />
Fig. 1. Reduction of fan out by via in pad<br />
Rys. 2. Warianty technologiczne wykonania obwodu drukowanego<br />
przy użyciu metalizacji bezpośredniej w zależności od rodzaju<br />
zatykanego otworu<br />
Fig. 2. Technological options of printed circuit boards with direct<br />
metallisation in dependence on filled via<br />
Otwory o średnicy 0,06 mm formowane są metodą ablacji<br />
laserowej w specjalnym materiale typu RCC (Resin Coated<br />
Copper). Materiał ten naprasowuje się na laminat z uformowaną<br />
mozaiką przewodzącą. Ablacja laserowa przebiega<br />
dwuetapowo poprzez wypalenie cienkiej warstwy miedzi na<br />
powierzchni RCC (12 lub 18 µm), a następnie wypalenie warstwy<br />
dielektryka, której grubość zależy od rodzaju użytego<br />
materiału. Otwory o średnicy większej niż 0,1 mm wiercone<br />
są przy pomocy wiertarek mechanicznych.<br />
Warianty technologiczne<br />
Po nawierceniu obwód drukowany poddawany jest aktywacji.<br />
Proces ten składa się z szeregu kąpieli, które przygotowują<br />
zarówno powierzchnię laminatu, jak i wnętrza otworów do etapu<br />
metalizacji galwanicznej. Bardzo istotne funkcje w procesie<br />
aktywacji spełniają kąpiele do odsmarowywania otworów: rozmiękczanie,<br />
trawienie i neutralizacja. Kąpiel rozmiękczająca<br />
rozmiękcza żywicę. Kąpiel trawiąca składa się ze związków<br />
manganu, wodorotlenku sodu i innych substancji nieorganicznych.<br />
W tej kąpieli płytka zostaje poddana działaniu silnego<br />
utleniacza, który oczyszcza otwory poprzez usunięcie z nich<br />
smaru żywicznego pozostałego po procesie wiercenia. W kąpieli<br />
neutralizującej następuje redukcja związku trawiącego.<br />
Brak takiego przygotowania otworu może skutkować pojawieniem<br />
się ubytków w metalizacji. Po oczyszczeniu otworów na<br />
obwodzie drukowanym wytwarzana jest warstwa przewodzącą.<br />
Powstaje ona w wyniku osadzenia się na płytce cienkiej<br />
warstewki palladu uzupełnionej atomami miedzi. Taka powłoka<br />
jest doskonałym inicjatorem osadzania miedzi w procesie<br />
galwanicznym.<br />
Kolejnym etapem jest wykonanie obrazu mozaiki na powierzchni<br />
płytki. W tym celu na obwód drukowany nakładany<br />
jest fotopolimer. Zostaje on naświetlony i wywołany, dzięki czemu<br />
uzyskuje się mozaikę gotową do metalizacji. Proces metalizacji<br />
prowadzony jest w specjalnie zaprojektowanej kąpieli<br />
do wypełniania mikrootworów. Kąpiel oprócz 3 podstawowych<br />
substancji nieorganicznych (CuSO 4<br />
, H 2<br />
SO 4<br />
i HCl) zawiera 3<br />
dodatki organiczne: nośnik, wybłyszczacz i wyrównywacz.<br />
Nośnikami są cząsteczki ciężkich polimerów, które działając<br />
wraz z małą ilością jonów chlorkowych formują cienki film na<br />
powierzchni metalizowanej. Dzięki temu miedź osadza się<br />
wolniej i jest drobnoziarnista. Wybłyszczacze są organicznymi<br />
128<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 3. Mechanizm wypełniania mikrootworów<br />
Fig. 3. Via fill mechanism<br />
Rys. 7. Obraz rentgenowski zatkanych otworów<br />
Fig. 7. X-ray picture of filled vias<br />
Rys. 4. Otwór nieprzelotowy ( 60 × 60 µm) wypełniony miedzią<br />
Fig. 4. Copper filled blind via ( 60 × 60 µm)<br />
Rys. 8. Otwory wypełnione materiałem przewodzącym/nieprzewodzącym<br />
wykonanych technologią via in pad<br />
Fig. 8. Conductive/non coductive filled vias in via in pad technology<br />
Rys. 5. Otwór zatkany żywicą<br />
Fig. 5. Resin filled via<br />
Rys. 6. Otwór zatkany pastą<br />
Fig. 6. Plugging paste filled via<br />
związkami zawierającymi siarkę, które zwiększają szybkość<br />
osadzania się miedzi w otworach. Wyrównywacze natomiast<br />
zapobiegają powstawaniu luk w otworach, poprzez osadzanie<br />
się na krawędziach i zmniejszanie lokalnej gęstości prądu.<br />
Dodatki te odpowiadają za mechanizm wypełniania bottom-up<br />
[1–3] którego idea przedstawiona jest na rys. 3.<br />
Taki mechanizm umożliwia galwaniczne wypełnienie otworu<br />
miedzią (rys. 4).<br />
Technologia wytwarzania obwodów drukowanych z otworami<br />
zagrzebanymi lub zaślepionymi otworami przelotowymi<br />
wymaga od producenta dodatkowych etapów produkcji,<br />
gdyż otwory w pometalizowanym rdzeniu płytki muszą zostać<br />
wypełnione. W tym celu wypełnia się je żywicą z prepregów<br />
(rys. 5) w procesie prasowania bądź zaślepia się je pastami<br />
przewodzącymi/nieprzewodzącymi (rys. 6).<br />
Prepregi są materiałami, składającymi się z niezżelowanej<br />
żywicy epoksydowej i maty szklanej. Każdy prepreg ma<br />
ściśle określoną zawartość żywicy, temperaturę zeszklenia<br />
oraz grubość po sprasowaniu. Dzięki temu można określić<br />
ilości i rodzaje prepregów potrzebnych do wypełnienia otworów<br />
i mozaiki warstw wewnętrznych. Aby mieć pewność,<br />
że otwory są całkowicie wypełnione wykonuje się prześwietlenia<br />
promieniami X (rys. 7).<br />
Po sprasowaniu płytka ponownie zostaje poddana wierceniu,<br />
aktywacji, procesom fotochemicznym i metalizacji.<br />
W przypadku obwodów z otworami zaślepianymi pastą,<br />
należy wprowadzić etap wyrównywania powierzchni. Pasta<br />
aplikowana przy pomocy sitodrukarek pozostaje na całej powierzchni,<br />
natomiast pasta aplikowana przy pomocy podajników<br />
ciśnieniowych tworzy tzw. efekt „łebka gwoździa”[4] na<br />
powierzchni otworu. Powierzchnię oczyszcza się przy pomocy<br />
papieru ściernego, polerek wibracyjnych i szczotkarek. Po<br />
tym etapie ponownie poddaje się obwód aktywacji, procesom<br />
fotochemicznym i metalizacji.<br />
Tak wykonane płytki poddawane są końcowej obróbce<br />
(nakładanie maski przeciwlutowej, platerowanie), po której są<br />
gotowe do montażu podzespołów (rys. 8).<br />
Podsumowanie<br />
Technologia via in pad mimo trudności jakich dostarczają dodatkowe<br />
operacje jest coraz szerzej stosowana. Możliwość<br />
kontroli jakości połączeń lutowanych pozwala na eliminację<br />
błędów powstających podczas tego procesu. Dzięki via in pad<br />
uzyskuje się obwody o mniejszej powierzchni, a dodatkowo<br />
zastosowanie zabudowanych mikrootworów w polu lutownicznym<br />
pozwala na zwiększenie gęstości połączeń. To w porównaniu<br />
do standardowej płytki wielowarstwowej znacznie obniża<br />
koszty produkcji.<br />
Literatura<br />
[1] Coombs C. F., Jr.: Printed Circut Handbook. Sixth Edition; 2008.<br />
[2] Holden H.: HDI Handbook, First Edition; 2009.<br />
[3] Watkowski J., De Salvo D.: Materiały firmy Mac Dermid www.<br />
macdermid.com<br />
[4] Strupa M.: Electronic assemblies – Build up and process technology.<br />
DVS/GMM convenction 6–7.02.2002 Fellbach, Germany.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 129
Przetwarzanie sygnału z wielokanałowych<br />
detektorów piroelektrycznych<br />
dr inż. KRZYSZTOF JASEK 1, 2) , dr inż. JAROSŁAW PUTON 2) ,<br />
mgr inż. BOGDAN MAZUREK 2) , inż. RAFAŁ JUSZCZUK 2)<br />
1)<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa, 2) Wojskowa Akademia Techniczna, Warszawa<br />
130<br />
Analiza gazowych zanieczyszczeń powietrza jest szeroko stosowana<br />
w ochronie środowiska oraz wielu gałęziach przemysłu<br />
i nauki. Pomiary zanieczyszczeń oparte są zwykle na metodach<br />
optycznych, chromatograficznych, chemicznych lub<br />
elektrochemicznych. Każda z tych metod posiada swój obszar<br />
zastosowań, wynikający z własności mierzonych związków<br />
chemicznych, zakresu pomiarowego, wymaganej dokładności<br />
pomiaru oraz kosztów analizy [1, 2].<br />
Do pomiaru stężenia prostych gazów nieorganicznych,<br />
takich jak CO 2<br />
, CO, SO 2<br />
i NO x<br />
, będących produktami spalania<br />
paliw, najczęściej wykorzystuje się metody optyczne,<br />
w szczególności absorpcję w podczerwieni. Metoda ta umożliwia<br />
pomiar stężeń gazów w zakresie od 1 ppm do 100%,<br />
a przy stosowaniu laserowych źródeł promieniowania nawet<br />
pojedynczych ppb.<br />
W zakresie stężeń emisyjnych (CO 2<br />
– kilkadziesiąt procent,<br />
CO i SO 2<br />
od setnych części procenta do kilku procent)<br />
powszechnie stosuje się metodę NDIR (Non-Dispersive<br />
Infrared). Nazwa NDIR związana jest z tym, iż w tej grupie<br />
przyrządów nie stosuje się żadnych elementów optycznych<br />
rozszczepiających promieniowanie. Wybór odpowiedniej<br />
długości fali, dla której występuje absorpcja promieniowania<br />
podczerwonego, charakterystyczna dla danego związku chemicznego,<br />
odbywa się poprzez stosowanie monochromatycznych<br />
źródeł światła, filtrów interferencyjnych lub selektywnych<br />
detektorów.<br />
Istnieje wiele rozwiązań konstrukcyjnych analizatorów<br />
NDIR, związanych z ich przeznaczeniem, zakresami pomiarowymi,<br />
klasą dokładności, itd. Szybki postęp elektroniki i optyki<br />
w ostatnich dziesięcioleciach spowodował, iż konstrukcje<br />
tych analizatorów stają się coraz prostsze, przy zachowaniu,<br />
a nawet polepszeniu parametrów metrologicznych. Generalnie<br />
obserwuje się kierunek do zastępowania układów mechanicznych<br />
przez ich optoelektroniczne odpowiedniki. I tak,<br />
mechaniczna modulacja promieniowania zostaje zastępowana<br />
przez bezpośrednią modulację źródła promieniowania [3,<br />
4], rolę wielu kuwet pomiarowych, w przypadku równoległego<br />
pomiaru stężeń kilku gazów, przejmuję detektory wielokanałowe<br />
[5], detektory gazowe, wyposażone w mikrofon lub czujnik<br />
przepływu, wypierane są przez detektory na ciele stałym [6],<br />
itd. Jednakże uproszczenie konstrukcji mechanicznej prawie<br />
zawsze wiąże się ze zwiększeniem stopnia złożoności obróbki<br />
sygnału i koniecznością kompensacji efektów, które pojawiają<br />
się wraz z wprowadzeniem nowych elementów optoelektronicznych.<br />
W szczególności sygnał z szerokopasmowych<br />
detektorów, wyposażonych w filtry interferencyjne, nie może<br />
być przeliczany na stężenie na podstawie prawa Lamberta-<br />
Beera, obowiązującego dla promieniowania monochromatycznego.<br />
Dlatego też, dla przyrządów wyposażonych w takie<br />
detektory, poszukuje się różnych funkcji doświadczalnych,<br />
które w najlepszy sposób będą odzwierciedlały zależność<br />
sygnału od stężenia badanego gazu. Ponadto pożądane jest,<br />
aby algorytmy przetwarzania sygnału uwzględniały wpływ<br />
czynników zakłócających pomiar, takich jak zanieczyszczenie<br />
toru optycznego, temperaturowe zmiany parametrów poszczególnych<br />
elementów analizatora oraz zmiany wynikające<br />
z ich starzenia.<br />
W prezentowanej pracy przedstawiono sposób obróbki<br />
i przetwarzania sygnału z czterokanałowego detektora piroelektryczny<br />
z filtrami interferencyjnymi, przeznaczonymi do<br />
pomiaru CO, CO 2<br />
i SO 2<br />
. Oprócz trzech kanałów pomiarowych,<br />
detektor posiada kanał referencyjny, mierzący moc promieniowania<br />
w paśmie leżącym poza zakresem absorpcji badanych<br />
gazów. Umożliwiło to wprowadzenie korekcji sygnału ze<br />
względu na zmianę mocy źródła promieniowania oraz zmiany<br />
parametrów wspólne dla wszystkich kanałów detektora. Opracowane<br />
algorytmy zostały w wdrożone w analizatorze gazów<br />
spalinowych, przeznaczonym do oznaczania składu gazowych<br />
produktów spalania paliw kopalnych.<br />
Budowa analizatora<br />
Analizator, na którym przeprowadzono badania został opracowany<br />
w ramach współpracy <strong>Instytut</strong>u Tele- i Radiotechnicznego<br />
z Wojskową Akademią Techniczną w Warszawie. Schemat<br />
jego budowy oraz sposób obróbki sygnału przedstawiono na<br />
rys. 1 i 2.<br />
źródło IR<br />
modulator<br />
kuweta<br />
pomiarowa<br />
Rys. 1. Schemat budowy analizatora NDIR<br />
Fig. 1. Diagram of the NDIR analyzer<br />
detektor<br />
Analizator posiada żarowe źródło promieniowania IR,<br />
ogrzewane prądowo do temperatury około 550°C. Wiązka<br />
światła przerywana jest okresowo przez modulator mechaniczny<br />
z częstotliwością 8 Hz. Po przejściu przez kuwetę<br />
pomiarową, zmodulowane promieniowanie pada na czterokanałowy<br />
detektor piroelektryczny LMM-244 firmy InfraTec [7],<br />
wyposażony w filtry interferencyjne na CO (NBP 4,74 µm/140<br />
nm), CO 2<br />
(NBP 4,45 µm/60 nm), SO 2<br />
(NBP 7,30 µm/200 nm)<br />
oraz filtr referencyjny (NBP 3,95µm/90nm). Detektor posiada<br />
kompensację temperaturową oraz wbudowane przedwzmacniacze<br />
we wszystkich torach pomiarowych. Kuweta pomiarowa<br />
ma długość 30 cm, co umożliwia pomiar stężeń gazów<br />
w zakresach: 0…8% CO, 0…70% CO 2<br />
, 0…1% SO 2<br />
. Odpowiada<br />
to typowym zakresom stężeń emisyjnych, obserwowanych<br />
na wylocie instalacji, w których spalane są paliwa kopalne.<br />
Schemat układu analogowego analizatora przedstawiono<br />
na rys. 2. Tor sygnałowych posiada trzy stopnie wzmacniające,<br />
w których sygnał zmienny z detektora jest wzmacniany,<br />
prostowany, całkowany i dopasowywany do zakresu pomia-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
LMM - 244<br />
rowego przetwornika analogowo-cyfrowego (0…5 V). Aby<br />
uzyskać odpowiednią dynamikę pomiaru, od wzmocnionego<br />
sygnału odejmowany jest offset o wartości 2,7 V. Tak przetworzony<br />
sygnał próbkowany jest synchronicznie z obrotami silnika<br />
krokowego modulatora. Sygnał z każdego kanału mierzony<br />
jest 192 razy w trakcie pełnego obrotu silnika (2 okresy modulacji<br />
promieniowania). Zebrane w tym czasie wartości napięć<br />
są sumowane, a następnie suma ta jest dzielona przez 32.<br />
Umożliwia to otrzymanie wyniku, który przy stosowaniu 12-bitowgo<br />
przetwornika ADC mieści się w dwóch bajtach pamięci,<br />
a jednocześnie stanowi uśrednienie z 32 pomiarów. Przedstawione<br />
w dalszej części pracy wartości sygnału detektora<br />
(U) są obliczone według powyższej procedury i powiększone<br />
o wartość offsetu (2700 mV⋅192/32). Umożliwia to posługiwanie<br />
się względnymi wartościami sygnału.<br />
Analiza sygnału<br />
-<br />
+<br />
Dla promieniowania monochromatycznego ilość energii docierającej<br />
do detektora I zależy energii emitowanej przez<br />
źródło promieniowania I 0<br />
, długości drogi optycznej L, stężenia<br />
badanego gazu C oraz współczynnika absorpcji promieniowania<br />
α:<br />
( )<br />
I = I exp −αCL<br />
(1)<br />
0<br />
7,5V<br />
W przypadku stosowania szerokopasmowych, żarowych źródeł<br />
promieniowania, energia dociera do detektora nie tylko<br />
w pasmach absorpcji mierzonego gazu lecz również poza nimi.<br />
To powoduje, iż sygnał z detektora zależy od kształtu pasm absorpcyjnych,<br />
charakterystyki filtra interferencyjnego oraz widma<br />
źródła promieniowania. W efekcie, do aproksymacji sygnału<br />
z detektora w funkcji stężenia gazu używa się różnych,<br />
doświadczalnych zależności, będących zmodyfikowanymi postaciami<br />
prawa Lamberta-Beera, opisanego zależnością (1).<br />
W rzeczywistym układzie pomiarowym na sygnał detektora<br />
mają wpływ jeszcze inne czynniki. Do najważniejszych<br />
z nich należy zaliczyć:<br />
– zanieczyszczenie toru optycznego, pojawiające się zwłaszcza<br />
przy pomiarze gazowych produktów spalania, którym<br />
zawsze towarzyszą smoliste produkty pirolizy;<br />
– temperaturowe zmiany parametrów elementów elektronicznych<br />
w analogowym torze obróbki sygnału;<br />
– zmiany natężenia i charakterystyki widmowej źródła promieniowania,<br />
wynikające ze starzenia się żarnika pracującego<br />
w wysokiej temperaturze, typowo powyżej 500°C;<br />
– temperaturowe zmiany charakterystyki widmowej filtrów<br />
interferencyjnych [8];<br />
2<br />
3<br />
+5<br />
4<br />
-<br />
+<br />
11<br />
-5<br />
1<br />
6<br />
5<br />
-<br />
+<br />
7<br />
ADC<br />
1 2 3<br />
1 2 3<br />
Rys. 2. Schemat toru analogowego analizatora<br />
Fig. 2. Analog circuit of the analyzer<br />
Offset<br />
– chwilowe zakłócenia, wynikające z wahań napięcia, zmiany<br />
położenia przyrządu w trakcie pracy, itp.<br />
Istnieje kilka metod pozwalających ograniczyć wpływ ww.<br />
czynników na wyniki pomiarów. Pierwsza metoda polega<br />
na konstruowaniu przyrządów różnicowych, posiadających<br />
oprócz kuwety pomiarowej kuwetę odniesienia, wypełnioną<br />
gazem obojętnym, względem którego dokonywany jest pomiar.<br />
Istnieje wiele wariantów takich przyrządów, posiadających<br />
m.in. dzielniki wiązki promieniowania z jednego źródła<br />
na obie kuwety [9], różnicowe detektory gazowe [10], itp. Tego<br />
typu analizatory charakteryzują się dobrymi parametrami metrologicznymi,<br />
jednak wadą ich jest złożona konstrukcja mechaniczna.<br />
Inną metodą eliminacji czynników zakłócających pomiar<br />
jest okresowe zerowanie przyrządu, tzn. wykonywania pomiaru,<br />
gdy w kuwecie pomiarowej znajduje się obojętny gaz, zwykle<br />
powietrze. W tym przypadku, za miarę stężenia przyjmuje<br />
się sygnał względny, zredukowany do zakresu wartości 0–1:<br />
S0<br />
− S<br />
U =<br />
(2)<br />
S<br />
gdzie S i S 0<br />
oznaczają odpowiednio bieżący sygnał detektora<br />
oraz sygnał w trakcie zerowania przyrządu.<br />
Kolejna metoda poprawienia dokładności pomiarów polega<br />
na zastosowaniu detektora referencyjnego, który mierzy energię<br />
promieniowania w zakresie widmowym, w którym nie występują<br />
żadne pasma absorpcyjne oznaczanych gazów, ani innych<br />
związków, obecnych w badanej próbce. W praktyce stosuje się<br />
wielokanałowe detektory, zamknięte w jednej obudowie, które<br />
przesłonięte są filtrami dostosowanymi do pomiaru wybranych<br />
gazów oraz filtrem referencyjnym. Takie właśnie rozwiązanie<br />
zastosowano w prezentowanym analizatorze. Na rys. 3 przedstawiono<br />
widma badanych gazów oraz charakterystyki filtrów<br />
interferencyjnych czterokanałowego detektora LMM-244.<br />
Typowy sposób przetwarzania sygnału z wykorzystaniem<br />
kanału referencyjnego polega na używaniu do obliczeń stężenia<br />
sygnału względnego lub w połączeniu ze wzorem (2):<br />
S0 S0<br />
ref<br />
− S S<br />
ref<br />
U<br />
ref<br />
=<br />
(3)<br />
S S<br />
0<br />
gdzie S ref<br />
i S 0 ref<br />
oznaczają odpowiednio bieżący sygnał detektora<br />
referencyjnego oraz jego sygnał w trakcie zerowania<br />
przyrządu.<br />
0<br />
0 ref<br />
Rys. 3. Pasma absorpcyjne mierzonych gazów (linie ciągłe) oraz<br />
widma transmisyjne filtrów interferencyjnych (linie przerywane)<br />
Fig. 3. Absorption bands of the measured gases (solid lines) and<br />
transmission spectra of the interference filters<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 131
Sygnały opisane wzorami (2) i (3) stanowią punkt wyjścia<br />
do obliczania stężeń oznaczanych gazów. W części doświadczalnej<br />
przedstawiono zależności, które wykorzystano do<br />
aproksymacji charakterystyk stężeniowych, wyznaczonych<br />
w oparciu o sygnały względne (2) i (3), porównano otrzymane<br />
wyniki oraz określono funkcję, która najwierniej oddaje charakterystyki<br />
doświadczalne.<br />
Wyniki badań<br />
W pierwszym etapie badań zmierzono charakterystyki stężeniowe<br />
analizatora dla CO 2<br />
, CO i SO 2<br />
oraz określono interferencje<br />
pomiędzy poszczególnymi kanałami pomiarowymi. Do<br />
badań użyto trzy rodzaje mieszanin gazowych: CO 2<br />
w azocie,<br />
SO 2<br />
w azocie oraz mieszankę CO, CO 2<br />
i C 3<br />
H 7<br />
w azocie.<br />
Obecność węglowodorów, mogących występować w gazach<br />
spalinowych, pozwala określić ich wpływ na pozostałe tory pomiarowe.<br />
Wyniki przedstawiono na rys. 4.<br />
Najmniejsze interferencje z pozostałymi torami pomiarowymi<br />
obserwujemy przy dozowaniu SO 2<br />
. Również wpływ<br />
CO 2<br />
na inne tory pomiarowe jest niewielki, choć już wyraźny.<br />
Z kolei przy pomiarze mieszaniny gazów zawierających<br />
CO 2<br />
, CO i C 3<br />
H 7<br />
widać silny spadek sygnału SO 2<br />
. Wiąże się<br />
to z częściowym nachodzeniem się pasm absorpcyjnych SO 2<br />
i węglowodorów.<br />
We wszystkich przypadkach zaobserwowano niewielki<br />
spadek sygnału w torze referencyjnym. Dokładne pomiary<br />
wykazały, iż jest to efekt przesłuchów pomiędzy poszczególnymi<br />
kanałami w układzie elektronicznym. Przy silnym spadku<br />
sygnału na jednym z torów pomiarowych, zmieniał się poziom<br />
szumów w pozostałych kanałach, które po przejściu przez<br />
układ prostujący wnoszą swój udział do całkowitej wartości<br />
sygnału.<br />
Kolejnym etapem badań było przetestowanie różnych<br />
metod obróbki sygnału oraz jego kompensacji ze względu<br />
na zmiany mocy promieniowania emitowanego ze źródła.<br />
a)<br />
b)<br />
c)<br />
Rys. 4. Charakterystyki stężeniowe analizatora dla: a) ditlenku<br />
węgla, b) ditlenku siarki, c) mieszaniny tlenków węgla i węglowodorów<br />
Fig. 4. Concentration characteristics for: a) carbon dioxide, b) sulphur<br />
dioxide, c) mixture of the carbon oxides and hydrocarbons<br />
Rys. 5. Charakterystyki stężeniowe dla różnych napięć zasilania<br />
żarnika<br />
Fig. 5. Concentration characteristics at different supply voltages<br />
of the glower<br />
132<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Natężenie promieniowania regulowane było napięciem<br />
żarnika, które zmieniano w zakresie 3…4 V, co odpowiada<br />
zmianie jego temperatury od około 490 do 670°C. Pomiar<br />
temperatury wykonano termoparą typu K, którą umieszczono<br />
wewnątrz spisali grzejnej tak, aby dotykała jej wewnętrznej<br />
ścianki.<br />
Przebieg charakterystyk stężeniowych dla różnych napięć<br />
zasilania żarnika różnił się w istotny sposób, co przedstawiono<br />
na rys. 5.<br />
Pierwszym etapem przetwarzania sygnału było wyznaczenie<br />
zredukowanych sygnałów względnych dla poszczególnych<br />
torów pomiarowych bez uwzględniania (2) oraz z uwzględnieniem<br />
kanału referencyjnego (3). Na rysunku 6 przedstawiono<br />
otrzymane zależności.<br />
Porównując dla danego gazu wartości sygnałów U i U ref<br />
można stwierdzić, że różnice pomiędzy nimi są bardzo małe.<br />
W wielu przypadkach otrzymuje się praktycznie takie same<br />
wyniki, lub sygnał U ref<br />
jest o ułamek procenta mniejszy. Zmiana<br />
napięcia zasilania żarnika w najmniejszym stopniu wpływa<br />
na charakterystyki stężeniowe SO 2<br />
, gdzie różnica na końcu<br />
zakresu pomiarowego wynosi około 2% dla skrajnych napięciami<br />
zasilania żarnika (3 i 4 V).<br />
Kolejnym etapem badań poszukiwanie zależności, która<br />
najlepiej odzwierciedlałaby przebieg charakterystyk stężeniowych.<br />
Testowano trzy rodzaje funkcji, z których pierwsza<br />
wynika wprost z prawa Lamberta-Beera, natomiast pozostałe<br />
są jej modyfikacjami:<br />
( )<br />
f = 1−<br />
exp − aC<br />
(4)<br />
1<br />
( )<br />
f = 1−<br />
exp − aC<br />
n<br />
(5)<br />
f = b 1−<br />
exp − aC<br />
n<br />
(6)<br />
3<br />
2<br />
[ ( )]<br />
Rys. 6. Zredukowane sygnały względne z uwzględnieniem i bez<br />
uwzględniania kanału referencyjnego dla różnych napięć zasilania<br />
żarnika<br />
Fig. 7. Relative signals with and without using reference channel<br />
at different supply voltages of the glower<br />
Powyższe wzory dopasowywano do wartości doświadczalnych<br />
minimalizując błąd średniokwadratowy. Ponieważ we<br />
wszystkich przypadkach dopasowania wykonane dla U i U ref<br />
różniły nieznacznie (różnica błędu średniokwadratowego<br />
aproksymacji na poziomie 1% na korzyść U ref<br />
) poniżej przedstawiono<br />
wyniki tylko dla aproksymacji U ref<br />
.<br />
Obserwując błędy aproksymacji należy stwierdzić, że zdecydowanie<br />
najlepsze dopasowanie uzyskuje się funkcją f 3<br />
.<br />
W niektórych przypadkach funkcja f 2<br />
daje również zadawalające<br />
wyniki, natomiast stosowanie niezmodyfikowanego prawa<br />
Lamberta-Beera (f 1<br />
) wiąże się z bardzo dużymi błędami.<br />
Współczynniki wzorów aproksymujących f 1<br />
, f 2<br />
i f 3<br />
oraz błąd średniokwadratowy dopasowania<br />
Coefficients of approximation functions f 1<br />
, f 2<br />
i f 3<br />
and mean square error of the fitting<br />
Rodzaj<br />
gazu<br />
CO<br />
Napięcie<br />
żarnika<br />
[V] a a n a n b<br />
3,0 0,01479 7,4 E-3 0,04901 0,6015 1,0 E-5 0,08176 0,69203 0,5413 6,0 E-6<br />
3,3 0,01057 6,4 E-2 0,05816 0,5651 1,3 E-3 0,<strong>07</strong>442 0,69958 0,6137 3,4 E-4<br />
4,0 0,00973 1,9 E-2 0,03103 0,7119 8,8 E-4 0,03294 0,85894 0,6629 6,4 E-5<br />
SO 2<br />
3,3 0,5666 2,7 E-3 0,5281 0,8566 3,7 E-4 1,2163 1,0040 0,5675 3,6 E-5<br />
3,0 0,5405 2,1 E-3 0,5127 0,8771 7,9 E-4 1,5155 1,0954 0,4972 1,3 E-4<br />
4,0 0,5609 9,7 E-4 0,5418 0,9197 4,2 E-4 1,3679 1,1042 0,5462 1,0 E-5<br />
CO 2<br />
3,3 0,1183 1,5 E-2 0,1605 0,6171 3,6 E-5 0,26293 0,65822 0,6459 1,5 E-5<br />
3,0 0,1106 8,6 E-3 0,1510 0,6155 7,0 E-6 0,19612 0,63373 0,78892 5,1 E-6<br />
4,0 0,<strong>07</strong>834 8,7 E-5 0,08248 0,9403 3,7 E-6 0,08008 0,93812 1,0284 3,8 E-6<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 133
czynników zakłócających pomiar. W pracy przedstawiono<br />
różne metody przetwarzania sygnału w analizatorze z wielokanałowym<br />
detektorem piroelektrycznym, wyposażonym<br />
w filtry interferencyjne do pomiaru CO 2<br />
, CO, SO 2<br />
oraz filtrem<br />
referencyjnym.<br />
Częściowe nakrywanie się pasm absorpcyjnych SO 2<br />
i węglowodorów powoduje, iż obserwuje się wyraźny<br />
wpływ węglowodorów na sygnał SO 2<br />
. W pozostałych przypadkach<br />
mierzone gazy w niewielkim stopniu interferowały<br />
z pozostałymi kanałami pomiarowymi, na skutek przesłuchów<br />
pomiędzy poszczególnymi kanałami w układzie elektronicznym.<br />
Charakterystyki stężeniowe analizatora zostały wyznaczone<br />
dla zredukowanego sygnału względnego, w którym<br />
pominięto oraz uwzględniono kanał referencyjny (wzory 2<br />
i 3). Przydatność kanału referencyjnego do korygowania<br />
wpływu czynników zakłócających pomiar została oceniona<br />
na postawie serii pomiarów, w których zmieniano temperaturę<br />
żarnika, a co za tym idzie moc promieniowania docierającego<br />
do detektora. Stwierdzono, że charakterystyki<br />
uzyskane obiema metodami różnią się nieznacznie i ulegają<br />
niewielkim zmianom w stosunkowo szerokim zakresie<br />
zmian mocy promieniowania. Głównym czynnikiem korekcyjnym<br />
jest zatem posługiwanie się sygnałem względnym,<br />
natomiast uwzględnianie w obliczeniach kanału referencyjnego<br />
ma niewielkie znaczenie.<br />
Istotnym zagadnieniem, mającym wpływ na dokładność<br />
pomiaru analizatora, jest dobór funkcji aproksymującej<br />
charakterystyki stężeniowe dla przyjętej miary sygnału detektora.<br />
W pracy zbadano trzy takie zależności: wynikające<br />
z prawa Lamberta-Beera (4) oraz jego modyfikacji (5)<br />
i (6). Najlepsze wyniki uzyskano stosując funkcję (6), która<br />
dla wszystkich badanych gazów, w pełnym zakresie mierzonych<br />
stężeń, pozwala wiernie odtworzyć doświadczalne<br />
charakterystyki stężeniowe. Niewiele gorsze dopasowanie<br />
uzyskano dla funkcji (5), natomiast zależność (4) nie pozwala<br />
w zadawalający sposób odtworzyć praktycznie żadnej<br />
charakterystyki doświadczalnej.<br />
Literatura<br />
Rys. 7. Punkty doświadczalne U ref<br />
oraz krzywe aproksymacyjne<br />
dla napięcia zasilania żarnika 3,3 V<br />
Fig. 7. Experimental points U ref<br />
and approximation curves at supply<br />
voltage of glower 3,3 V<br />
Na rysunku 7 przedstawiono punkty doświadczalne U ref<br />
oraz<br />
krzywe aproksymacyjne dla wszystkich trzech gazów przy napięciu<br />
zasilania żarnika 3,3 V.<br />
Analizując zmiany współczynników a, n i b dla różnych<br />
temperatur żarnika trudno jest znaleźć ogólną prawidłowość,<br />
obowiązującą dla wszystkich gazów. Zależności takie można<br />
by próbować ustalić dla poszczególnych rodzajów gazów, jednak<br />
wymagałoby to dalszych, szczegółowych badań.<br />
Wnioski<br />
O parametrach metrologicznych analizatorów NDIR w znacznym<br />
stopniu decyduje sposób obróbki sygnału oraz algorytmy<br />
przeliczania sygnału na napięcie i kompensacji wpływu<br />
[1] Jahnke J. A.: Continous Emission Monitoring. John Wiley & Sons<br />
Inc., New York 2000.<br />
[2] Sczepaniak W.: Metody Instrumentalne w Analizie Chemicznej.<br />
PWN, Warszawa 2002.<br />
[3] Puton J., Jasek K., Siodłowski B., Knap A., Wiśniewski K.: Optimisation<br />
of a pulsed IR source for NDIR gas analyser. Opto-Electron.<br />
Rev., 10 (2), pp. 97–103, 2002.<br />
[4] Modulable Sources, katalog firmy Boston Electronics Corporation,<br />
91 Boylston Street, Brookline, Massachusetts 02445 USA,<br />
www.boselec.com.<br />
[5] Lim224#, Technical data sheet, InfraTec GmbH, http://infratec.<br />
de/sensorik/<strong>pdf</strong>/lim244.<strong>pdf</strong><br />
[6] Rogalski A.: Infrared Detectors. Gordon & Breach Sci. Pub.<br />
1999.<br />
[7] Datasheet – Multi Color Product LMM-244, http://www.infratec.<br />
de/fileadmin/media/Sensorik/<strong>pdf</strong>/LMM-244.<strong>pdf</strong><br />
[8] IR Filter Description, Applicaton note, http://www.infratec.de/fileadmin/downloads/<strong>pdf</strong>/ir_filter_sensorik/IRFilter_Description.<strong>pdf</strong><br />
[9] Non-Dispersion Type Infrared Gas Analyzer Type: ZRF, Instruction<br />
Manual, Fuji Electric Systems, Japonia 2002.<br />
[10] Fuji Gas Analyzers, katalog firmy Fuji Electric Systems, Japonia<br />
2008.<br />
134<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Konstrukcja detektora rekombinacyjnego<br />
do dozymetrii promieniowania reaktorowego<br />
dr inż. PIOTR TULIK, <strong>Instytut</strong> Energii Atomowej POLATOM, Otwock-Świerk<br />
mgr inż. ŁUKASZ KRZEMIŃSKI<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa, Politechnika Warszawska, <strong>Instytut</strong> Metrologii i Inżynierii Biomedycznej<br />
Celem pracy jest skonstruowanie napełnionego azotem detektora<br />
rekombinacyjnego, przeznaczonego do wyznaczania<br />
składowych dawki w wiązkach reaktorowych oraz w polach<br />
neutronów epitermicznych i prędkich np. przy obiektach jądrowych,<br />
jak również do mikrodozymetrycznej analizy wiązek<br />
reaktorowych i pól promieniowania neutronowego.<br />
Skonstruowany detektor posłuży do przebadania i wyjaśnienia<br />
przebiegu charakterystyk detektorów wypełnionych<br />
azotem, napromienianych w polach wiązek reaktorowych oraz<br />
we wzorcowych polach promieniowania gamma. Wyniki prac<br />
zostaną wykorzystane do ewentualnej modyfikacji konstrukcji<br />
detektora, w celu przystosowania do prac rutynowych.<br />
Dotychczasowy stan wiedzy wskazuje, że przy dozymetrycznej<br />
analizie wiązek promieniowania wyprowadzanych<br />
z reaktora jądrowego istotną trudność stanowi rozdzielne<br />
wyznaczenie składowych dawki pochłoniętej, a zwłaszcza pomiar<br />
on-line dawki pochodzącej od neutronów epitermicznych.<br />
Specyficzną cechą pól promieniowania reaktorowego jest<br />
znaczący, często dominujący w strumieniu neutronów, udział<br />
niskoenergetycznych neutronów (o energii poniżej 100 keV)<br />
oraz szerokie widmo energii neutronów. Skutkiem tego, przy<br />
oddziaływaniu promieniowania reaktorowego z tkanką biologiczną<br />
wytwarzane są cząstki naładowane o bardzo szerokim<br />
widmie liniowego przekazania energii (LPE ang. LET), pochodzącym<br />
od promieniowania gamma, od protonów z reakcji<br />
(n,p) zachodzącej w jądrach wodoru i azotu oraz od cząstek<br />
alfa i jąder odrzutu przy oddziaływaniu neutronów prędkich.<br />
Do wyznaczenia składowych dawki w wiązkach i polach<br />
promieniowania mieszanego stosuje się z powodzeniem komory<br />
jonizacyjne równoważne tkance oraz komory grafitowe<br />
napełnione dwutlenkiem węgla. Te ostatnie są wykorzystywane<br />
w układach dwudetektorowych jako detektory o niskiej<br />
czułości na neutrony.<br />
Metody i detektory rekombinacyjne<br />
Metodami rekombinacyjnymi nazywa się metody pomiaru<br />
wielkości dozymetrycznych, wykorzystujące zjawisko lokalnej<br />
(początkowej i wyróżnionej) rekombinacji jonów w torach cząstek<br />
naładowanych. Detektorami promieniowania są w tych<br />
metodach ciśnieniowe komory jonizacyjne, przeważnie równoważne<br />
tkance, zwane komorami rekombinacyjnymi [1].<br />
W celu uzyskania znaczącej rekombinacji lokalnej ciśnienie<br />
gazu w komorze wynosi na ogół od kilkuset kPa, do kilku<br />
MPa. Rekombinacja lokalna zachodzi w torach pojedynczych<br />
cząstek naładowanych, generowanych w ściankach lub gazie<br />
komory przez promieniowanie jonizujące. Mówimy, że komora<br />
pracuje w trybie rekombinacji lokalnej, jeśli czas zbierania<br />
jonów jest krótszy od czasu potrzebnego na dyfuzję jonów<br />
z torów poszczególnych cząstek i zbliżenie do jonów z torów<br />
innych cząstek. Rekombinację zachodzącą między jonami<br />
z różnych torów nazywamy rekombinacją objętościową. Jest<br />
ona zjawiskiem ograniczającym zakres mocy dawek, przy<br />
jakich mogą pracować komory rekombinacyjne. W odróżnieniu<br />
od rekombinacji objętościowej, rekombinacja lokalna nie<br />
zależy od mocy dawki, zależy natomiast od rozkładu gęstości<br />
jonizacji wzdłuż torów cząstek, czyli od rozkładu dawki<br />
względem LET. Dzięki temu, z kształtu zmierzonej charakterystyki<br />
prądowo-napięciowej komory rekombinacyjnej, można<br />
uzyskać informację o dawkach od poszczególnych rodzajów<br />
promieniowania w polu promieniowania mieszanego. Metoda<br />
odtwarzania widma LET (rekombinacyjna metoda mikrodozymetryczna,<br />
RMM) została opracowana pod koniec lat 90<br />
dla komór wypełnionych gazem równoważnym tkance [2].<br />
Badania przeprowadzone w ostatnim okresie [3], dowiodły<br />
możliwości stosowania RMM dla komór rekombinacyjnych<br />
wypełnionych również innymi gazami, w tym dla komór wypełnionych<br />
azotem. Wykazano również możliwość i celowość<br />
stosowania metod rekombinacyjnych w dozymetrii wiązek reaktorowych<br />
w tym w wiązce dla terapii borowo-neutronowej<br />
(TBN ang. BNCT) [4].<br />
Komory jonizacyjne napełnione azotem są dość często<br />
stosowane w dozymetrii. Za szczególnie korzystną cechę<br />
azotu uznaje się przy tym dużą czułość na promieniowanie<br />
gamma i stosunkowo małą, w porównaniu z innymi gazami,<br />
rekombinację jonów, nawet przy wysokich ciśnieniach gazu,<br />
co wynika z faktu, że czysty azot praktycznie nie tworzy jonów<br />
ujemnych. W dozymetrii neutronowej komory napełnione azotem<br />
były dotychczas stosowane sporadycznie, m.in. w tzw.<br />
komorach kompensacyjnych.<br />
Dotychczasowe niewielkie zainteresowanie komorami<br />
azotowymi w dozymetrii neutronowej wynikało z faktu, że<br />
nie są one w pełni równoważne tkance i w większości pól<br />
promieniowania mieszanego ich sygnał byłby zdominowany<br />
przez promieniowanie gamma, a czułość neutronowa bardzo<br />
silnie zależałaby od energii neutronów. W przypadku dozymetrii<br />
wiązek terapeutycznych dla BNCT pojawiło się jednak<br />
nowe wymaganie, jakim jest określenie składowej dawki pochodzącej<br />
od protonów z wychwytu neutronów termicznych<br />
w jądrach azotu. Ponadto poziom promieniowania gamma<br />
w wiązce neutronów epitermicznych powinien być możliwie<br />
niski, a więc stosunkowo mała względna czułość neutronowa<br />
przestaje być zasadniczą przeszkodą do stosowania komór<br />
napełnionych azotem.<br />
Przeprowadzone wcześniej badania lokalnej rekombinacji<br />
jonów w azocie, oraz doświadczenia przeprowadzone<br />
we wzorcowych polach promieniowania źródeł 252 Cf, 239 Pu-<br />
Be oraz w wiązce terapeutycznej BNCT w Instytucie Badań<br />
Jądrowych Rez w Republice Czeskiej potwierdziły możliwość<br />
skonstruowania detektora wypełnionego azotem pracującego<br />
w warunkach rekombinacji lokalnej [5].<br />
Konstrukcja detektora<br />
Założenia konstrukcyjne, zostały dobrane na podstawie dotychczasowych<br />
doświadczeń w konstruowaniu komór rekombinacyjnych<br />
w tym konstrukcji komory typu F1 [1] oraz<br />
danych uzyskanych z dotychczasowych prac z użyciem de-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 135
tektorów rekombinacyjnych wypełnionych azotem. Rekombinacyjny<br />
detektor do dozymetrii promieniowania reaktorowego<br />
powinien umożliwiać prowadzenie bezpośrednich pomiarów<br />
w wiązkach promieniowania reaktorowego. Jednocześnie<br />
jego parametry powinny umożliwić wzorcowanie go w typowych<br />
wzorcowych polach promieniowania gamma i promieniowania<br />
neutronowego, w których moc dawki jest niewspółmiernie<br />
niższa niż w wiązkach reaktorowych. Skonstruowany<br />
detektor oznaczono symbolem F6.<br />
W dotychczasowych konstrukcjach materiałami na obudowy<br />
komór były zazwyczaj stopy aluminium, charakteryzujące<br />
się małą gęstością i znanym przekrojem czynnym na aktywację<br />
w strumieniu neutronów. Ich główną wadą jest stosunkowo<br />
mała wytrzymałość. Wykorzystanie stali w konstrukcji komór<br />
jest mało popularne głównie ze względu na znaczną aktywację<br />
tego materiału w wiązkach neutronów termicznych.<br />
Po analizie dostępnych na rynku materiałów zdecydowano<br />
się po raz pierwszy zastosować tytan, w konstrukcji detektora<br />
rekombinacyjnego. Materiał ten charakteryzuje się większą<br />
wytrzymałością mechaniczną niż aluminium, przez co przy<br />
identycznych grubościach ścian komory, można znacznie<br />
zwiększyć ciśnienie gazu we wnęce komory. Aktywacja tytanu<br />
(wg danych literaturowych i wstępnych pomiarów w wiązce<br />
reaktora Maria w Instytucie Energii Atomowej) jest na zaniedbywalnym<br />
poziomie i, podobnie jak dla aluminium, łatwa do<br />
określenia. Po analizie właściwości fizycznych i mechanicznych<br />
zdecydowano się na zastosowanie tytanu GRADE 5.<br />
Elektrody komory F6 zostały wykonane również w inny<br />
niż dotychczas sposób. Elektrody grafitowe zazwyczaj były<br />
toczone, co ze względów na właściwości grafitu wymuszało<br />
grubość elektrod na poziomie minimum 2 mm i było skomplikowane<br />
technologicznie. Elektrody grafitowe do komory<br />
F6 zostały wycięte z płytek grafitowych dostępnych w handlu.<br />
Dzięki temu możliwe było uzyskanie grubości elektrody<br />
1,2 mm (najcieńsza dostępna w handlu grubość płytek grafitowych).<br />
Zaletą tego rozwiązania oprócz małej grubości elektrody<br />
jest jej równomierność oraz gładka powierzchnia.<br />
Izolatory wykorzystywane w komorze zostały wykonane<br />
z politetrafluoroetylenu (PTFE) ze względu na jego dużą rezystywność<br />
powierzchniową i skrośną (powyżej 10 13 Ω m) oraz<br />
wytrzymałość na przebicie (powyżej 10 kV/mm).<br />
Po zaprojektowaniu komory wykonano analizę naprężeń<br />
korpusu komory z wykorzystaniem dedykowanego oprogramowania.<br />
Przeprowadzone symulacje wykazały, że korpus<br />
komory wytrzyma ciśnienie 1,0 MPa, przy współczynniku bezpieczeństwa<br />
równym 2,5. Dla tego ciśnienia odkształcenie<br />
obudowy nie przekroczyło 0,02 mm.<br />
Parametry konstrukcyjne komory rekombinacyjnej typu F6<br />
Parameters of recombination chamber of F6 type<br />
Objętość czynna 3,6 cm 3<br />
Liczba elektrod 3<br />
Materiał elektrod<br />
Średnica elektrody pomiarowej<br />
Grubość elektrod<br />
Odległość międzyelektrodowa<br />
Średnica komory (część pomiarowa)<br />
Grubość komory<br />
136<br />
grafit<br />
36 mm<br />
1,2 mm<br />
2,0 mm<br />
60 mm<br />
19,6 mm<br />
Materiał obudowy tytan GRADE 5<br />
Grubość ścianki<br />
Ciśnienie gazu (min.)<br />
1,0 mm<br />
1,0 MPa<br />
Rys. 1. Przekrój komory rekombinacyjnej F6<br />
Fig. 1. Cross section of the F6 recombination chamber<br />
Rys. 2. Widok elementów komory rekombinacyjnej F6<br />
Fig. 2. View of F6 recombination chamber elements<br />
Rys. 3. Komora rekombinacyjna F6 z nakładkami moderującymi<br />
Fig. 3. F6 recombination chamber with moderating layers<br />
Dodatkowo, w ramach prac konstrukcyjnych, zaprojektowano<br />
i wykonano komplet nakładek moderujących z polietylenu<br />
(PE-300). Moderator składa się z podstawowej dwuczęściowej<br />
nakładki o grubości ściany 30 mm oraz 7 sztuk<br />
okrągłych płytek o grubości 10 mm. Taka konstrukcja umożliwi<br />
zmianę grubość moderatora w osi wiązki promieniowania<br />
przed i za detektorem w granicach 30…100 mm. W celu<br />
łatwiejszego umieszczania detektora F6 wraz z nakładkami<br />
w polach promieniowania wykonano dedykowaną podstawkę.<br />
Zastosowanie nakładek o różnej grubości umożliwi symulację<br />
pomiaru dawek na różnej głębokości w tkance, z uwzględnieniem<br />
spowalniania i rozpraszania neutronów epitermicznych.<br />
Uruchomienie i testy detektora<br />
Po zmontowaniu detektora poddano go wstępnym pomiarom.<br />
Pomiary wykonywane były z użyciem elektrometrów typu Keithley<br />
6517B oraz oprogramowania do automatycznego stero-<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Rys. 4. Prąd ciemny komory F6 wypełnionej powietrzem<br />
Fig. 4. Dark current of f6 chamber filled with air<br />
Rys. 5. Charakterystyka prądowo-napięciowa komory F6 wypełnionej azotem<br />
w polu promieniowania gamma izotopu 137 Cs<br />
Fig. 5. Saturation curve of F6 chamber filled with nitrogen in gamma radiation<br />
field of 137 Cs isotope<br />
Następnie po 10-krotnym przepłukaniu napełniono<br />
komorę azotem 4.0 (N 2<br />
99,99%) do ciśnienia<br />
0,7 MPa. Wartość prądu ciemnego po napełnieniu<br />
komory nie przekraczała 9 fA dla napięć<br />
polaryzujących do 700 V i wzrastała do około<br />
30 fA dla napięcia 900 V.<br />
Kolejnym etapem sprawdzenia komory było<br />
zmierzenie charakterystyk prądowo-napięciowych<br />
komory wypełnionej azotem we wzorcowych<br />
polach promieniowania gamma izotopu<br />
137<br />
Cs. Rysunek 5 pokazuje charakterystykę komory<br />
zmierzoną na ławie pomiarowej Laboratorium<br />
Pomiarów Dozymetrycznych IEA POLATOM.<br />
Środek komory znajdował się w punkcie, dla którego<br />
wartości mocy kermy w powietrzu na dzień<br />
pomiaru wynosiła 28 mGy/h. Jak widać z rysunku<br />
– stałość prądu przy napięciu powyżej 100 V jest<br />
zachowana z dokładnością do ok. 0,01%.<br />
Podsumowanie<br />
Pomiary prądu ciemnego oraz charakterystyk<br />
prądowo-napięciowych komory F6 potwierdziły<br />
poprawność opracowanej konstrukcji oraz prawidłowe<br />
działanie detektora.<br />
Po napełnieniu komory azotem do ciśnienia roboczego,<br />
zostanie wyznaczona czułość detektora<br />
oraz charakterystyki we wzorcowych polach promieniowania<br />
gamma oraz promieniowania neutronowego.<br />
Po tych pracach komora będzie używana<br />
w pracach nad dozymetrią wiązek reaktorowych<br />
(w tym w wiązce reaktora MARIA), głównie do<br />
wyznaczania składowych dawki w polach neutronów<br />
epitermicznych i prędkich. przy tworzonym<br />
stanowisku do terapii borowo-neutronowej przy<br />
reaktorze Maria w Instytucie Energii Atomowej<br />
w Świerku.<br />
Praca naukowa finansowana ze środków na naukę<br />
w latach 2009–2012 jako projekt badawczy.<br />
wania i akwizycji danych. Elektrody komory były polaryzowane<br />
napięciem z zasilacza wysokiego napięcia wbudowanego<br />
do elektrometru. Początkowy prąd ciemny detektora wynosił<br />
kilka pikoamperów. Po około trzech tygodniach prąd ten nie<br />
przekraczał już kilkunastu femtoamperów (rys. 4). Zgodnie<br />
z przypuszczeniami stosunkowo duże wartości prądu ciemnego<br />
zmierzone zaraz po złożeniu komory były spowodowane<br />
zgromadzeniem się ładunków elektrycznych generowanych<br />
pod wpływem stresu mechanicznego na izolatorach. Po<br />
ustaleniu się wartości prądu ciemnego, sprawdzono czułość<br />
komory wypełnionej powietrzem pod ciśnieniem atmosferycznym<br />
w polu promieniowania gamma izotopu 137 Cs.<br />
Literatura<br />
[1] Zielczyński M., Golnik N.: Rekombinacyjne Komory Jonizacyjne.<br />
Monografie IEA, T. 3, 2000.<br />
[2] Golnik N.: Recombination methods in the dosimetry of mixed radiation.<br />
IAE -20/A, 1996.<br />
[3] Tulik P.: Opracowanie rekombinacyjnych metod dozymetrii<br />
wiązek promieniowania stosowanych w terapii borowo-neutronowej.<br />
Rozprawa doktorska. Politechnika Warszawska,<br />
20<strong>07</strong>.<br />
[4] International Atomic Energy Agency: Current status of Neutron<br />
Capture Therapy. IAEA-TECDOC-1223, 2001.<br />
[5] Tulik P., Golnik N.: Studies of recombination chambers filled with<br />
nitrogen for BNCT dosimetry, Nukleonika, 2009, 54(4), 255–259.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 137
Badanie wpływu wygrzewania obudowy i wibratora<br />
kwarcowego w procesie zamykania wysokostabilnych<br />
rezonatorów na wyniki długoterminowej stałości<br />
częstotliwości rezonatorów<br />
mgr inż. LUCJAN NAFALSKI, PRZEMYSŁAW ANGIELCZYK<br />
<strong>Instytut</strong> Tele i Radiotechniczny<br />
Istotnym parametrem rezonatorów i budowanych termostatowanych<br />
generatorów wysokostabilnych jest długoterminowa<br />
stałość częstotliwości. Definiowana jako stosunek względnej<br />
zmiany częstotliwości w ciągu doby, po określonym czasie<br />
pracy ciągłej generatora.<br />
Budowa termostatowanych wysokostabilnych generatorów<br />
wymaga stosowania rezonatorów o bardzo małym poziomie<br />
zmian dobowej częstotliwości. Zmiany starzeniowe<br />
rezonatora mają bardzo istotny wpływ na stałość częstotliwości<br />
generatora. Przy odpowiednim dobraniu elementów<br />
układu wzbudzającego [8] zmiany długoterminowe częstotliwości<br />
wynikające ze starzenia elementów składowych układu<br />
generacyjnego i układu przestrajania są pomijalnie małe,<br />
a o stabilności długoterminowej decydują zmiany częstotliwości<br />
rezonatora. Szczególnym wpływem na te zmiany ma<br />
sposób zamykania rezonatora. W tym celu przeprowadzono<br />
badania zmian częstotliwości rezonatorów zamkniętych<br />
po 2-godzinnym wygrzanu elementów składowych rezonatora<br />
i bez tego wygrzania. Do badań wykorzystano rezonatory<br />
cięcia SC o częstotliwości 4,096 MHz pracujące na<br />
drganiu podstawowym o średnicy płytki wibratora 10,2 mm<br />
– rys. 1. Obudowy rezonatorów zamknięto metodą zimnego<br />
zgniotu w próżni.<br />
Rys. 1. Widok płytki wibratora przyklejonej do podstawy rezonatora<br />
Fig. 1. View of the tile of the vibrator stuck to the base of the<br />
resonator<br />
Wyniki badań<br />
W celu zbadania długoterminowej stabilności, zamknięte rezonatory<br />
wmontowano do termostatowanych generatorów<br />
typu OCXO-101 [2]. Generatory zapewniły pracę rezonato-<br />
Tab. 1. Wyniki badań generatorów z rezonatorami zamkniętymi bez wygrzewania rezonatorów po 10, i 30 dniach pracy ciągłej generatora<br />
Tabl. 1. findings of generators with resonators closed without warming resonators up after 10, and 30 working days constant of generator<br />
Lp. Nr rezonatora Temperatura<br />
ekstremum<br />
Częstotliwość<br />
w temperaturze<br />
ekstremum<br />
Rezystancja<br />
dynamiczna<br />
Rezonatora<br />
Dobroć<br />
rezonatora<br />
Dobowa zmiana<br />
częstotliwości po 10<br />
dniach pracy ciągłej<br />
Dobowa zmiana<br />
częstotliwości po 30<br />
dniach pracy ciągłej<br />
Te [°C]<br />
[Hz]<br />
[Ω]<br />
[10 6 ]<br />
[10 -9 ]<br />
[10 -9 ]<br />
1 2561 73,7 4,095854 11,6 1,204 9,4 4,75<br />
2 2562 73,9 4,095853 17,9 0,775 17,44 4,86<br />
3 2563 73,9 4,095850 13,3 0,980 15,21 6,78<br />
4 2564 73,5 4,095847 17,3 0,870 14,15 5,75<br />
5 2565 75,5 4,095848 11,5 1,300 10,49 6,22<br />
6 2566 76,8 4,095852 14,4 1,044 15,8 7,69<br />
7 2567 76,5 4,095840 13,2 0,760 8,38 4,61<br />
8 2568 73,7 4,095853 10,2 1,470 11,68 7,3<br />
9 2569 84,3 4,095857 11 1,243 6,49 3,61<br />
10 2570 75,8 4,095852 11,5 1,270 7,43 5,00<br />
11 min 73,7 11 0,775 6,49 3,61<br />
12 max 84,3 17,9 1,470 17,44 7,69<br />
13 suma – – ΣR 10<br />
= 132 ΣQ 10<br />
= 10,924 Σ = 116,42 Σ = 56,39<br />
14 średnio – – Rśr = 13,19 Qśr. = 1,092 dF/Fśr = 11,64 df/Fśr = 5,64<br />
138<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>
Tab. 2. Wyniki badań generatorów z rezonatorami zamkniętymi po dwugodzinnym wygrzewaniu rezonatorów po 10 i 30 dniach pracy ciągłej<br />
generatora<br />
Tabl. 2. Results of generators with resonators closed after two-hour warming up resonators after 10, and 30 working days constant of generator<br />
Lp.<br />
Nr<br />
rezonatora<br />
Temperatura<br />
ekstremum<br />
Częstotliwość<br />
w temperaturze<br />
ekstremum<br />
Rezystancja<br />
dynamiczna<br />
rezonatora<br />
Dobroć<br />
rezonatora<br />
Dobowa zmiana<br />
częstotliwości po 10<br />
dniach pracy ciągłej<br />
Dobowa zmiana<br />
częstotliwości po 30<br />
dniach pracy ciągłej<br />
Te [°C]<br />
[Hz]<br />
[Ω]<br />
[10 6 ]<br />
[10 -10 ]<br />
[10 -10 ]<br />
1 2599 77,5 4,095 848 8,50 1,60 1,2 1,9<br />
2 2600 74,0 4,095 858 8,54 1,47 2,6 2,3<br />
3 2601 76,4 4,095 854 9,11 1,39 -3,3 -1,4<br />
4 2602 74,5 4,095 859 9,22 1,43 -2 -1,1<br />
5 2603 75,9 4,095 858 10,53 1,21 -10 -0,4<br />
6 2604 82,6 4,095 856 12,69 0,876 4,8 2,8<br />
7 2605 74,7 4,095 856 9,91 1,21 -1 8,7<br />
8 2606 74,1 4,095 847 8,72 1,69 -0,5 0,1<br />
9 26<strong>07</strong> 84,3 4,095 851 9,81 1,52 9.8 9,3<br />
10 2608 74,0 4,095 851 8,74 1,69 5,2 4<br />
11 min 74,0 4,095 847 8,50 0,876 -0,5 -0,4<br />
12 max 82,6 4,095 859 12,69 1,60 -10 8,7<br />
13 suma – – ΣR 10<br />
= 95,77 ΣQ 10<br />
= 14,09 *Σdf/F = 40,4 Σ = 31,0<br />
14 średnio – – Rśr = 9,58 Qśr. = 1,41 (dF/F)śr = 4,04 df/Fśr = 3,1<br />
* suma modułów<br />
Rys. 2. Przykładowa charakterystyka stałości w czasie częstotliwości<br />
generatora OCXO 101 nr 2606 (kolor i skala są związane kolorami<br />
wykresu)<br />
Fig. 2. Model characterization of the constancy in the time of the frequency<br />
of the OCXO 101 generator of No. 2606 (the colour and the<br />
scale are associated with colours of the graph colour green – pressure;<br />
colour violet- humidity; black colour- change frequency)<br />
rów w temperaturze ekstremum Te rezonatora, uruchomiono<br />
dostrojono do częstotliwości nominalnej 4,096000 MHz<br />
±12,5 Hz. Zbadano zmiany częstotliwości w pomieszczeniu<br />
klimatyzowanym o stałości temperatury 22°C ±1° na stanowisku<br />
do pomiarów stałości długoterminowej o dokładności<br />
pomiarów na poziomie 2 ⋅ 10 -11 . Wyniki pomiarów generatorów<br />
przedstawiono w tabelach.<br />
W tabeli 1 zamieszczono wyniki badań rezonatorów zamkniętych<br />
bez wygrzewania a w tabeli 2 wyniki pomiarów<br />
z rezonatorami zamkniętymi po dwugodzinnym wygrzaniu<br />
obudowy rezonatora z wibratorem.<br />
Na podstawie przeprowadzonych badań rezonatorów<br />
zamkniętych bez procesu wygrzewania elementów<br />
rezonatora uzyskano rezystancje dynamiczną średnio<br />
R 1<br />
śr = 13,19 Ω, dobroć rezonatora Qśr. = 1,092 10 6 ,<br />
dobową stałość częstotliwości po 10 dniach pracy df/Fśr =<br />
= 11,64 ⋅ 10 -9 , zaś po 30 dniach pracy df/Fśr = 5,64 ⋅ 10 -9 .<br />
Poziom stałości 1 ⋅ 10 -9 osiągnięto po 40 do 50 dni pracy<br />
ciągłej rezonatora. We wszystkich przypadkach starzenie<br />
rezonatorów przebiegało podobnie, różnice polegały tylko<br />
na zmianie nachylenia. Praktycznie cały czas częstotliwość<br />
rosła. Przy tym poziomie zmian na wyniki stałości<br />
decydujący wpływ miały zmiany częstotliwości wywołane<br />
przez starzenie rezonatora.<br />
W przypadku zamknięcia rezonatorów po dwugodzinnym<br />
wygrzewaniu w próżni 5 ⋅ 10 -6 mBa osiągnięto około<br />
30% mniejszą rezystancje dynamiczną rezonatorów,<br />
mniejsze rozrzuty parametrów elektrycznych, oraz co jest<br />
bardzo istotne większą dobroć w porównaniu z rezonatorami<br />
zamkniętymi bez procesu wygrzewania. Rezonatory<br />
zamknięte po wygrzaniu już po 10 dniowej pracy ciągłej<br />
osiągnęły dwukrotnie niższy poziom starzenia. Po 10,<br />
wszystkie badane rezonatory osiągnęły dobowe zmiany<br />
częstotliwości mniejsze od 1 ⋅ 10 -9 /dobę, porównując z wynikami<br />
badań partii rezonatorów zamkniętych bez wygrzewania<br />
czas ten był od 4 do 5 razy krótszy. Szczegółowe<br />
wyniki badań rezonatorów zamieszczono w tabeli 2. Wygrzewając<br />
elementy obudowy rezonatora i płytki kwarcowej z której<br />
wykonano wibrator oczyszczamy je ze zbędnych gazów<br />
znajdujących się na powierzchni tych elementów. Uwolnienie<br />
i odpompowanie w systemie próżniowym gazów poprawia<br />
starzenie rezonatorów i zwiększa ich stabilność, pozwala<br />
szybciej osiągnąć zadane wartości stałości długoterminowej.<br />
Przykładową charakterystykę zmierzonej długoterminowej<br />
stałości częstotliwości przedstawiono na rysunku 2.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong> 139
Podsumowanie<br />
Porównując uzyskane wyniki badań partii rezonatorów zamkniętych<br />
bez procesu wygrzewania z partią rezonatorów<br />
zamkniętych po dwugodzinnym wygrzewaniu stwierdzono,<br />
że proces wygrzewania pozwala uzyskać rezonatory o parametrach<br />
bardziej powtarzalnych. Powtarzalność parametrów<br />
dotyczy zarówno parametrów elektrycznych takich<br />
jak dobroć, z mniejszą 20…30% rezystancją dynamiczną.<br />
Uzyskano o rząd wielkości mniejszy poziom starzenia,<br />
szybciej osiągnięto stabilność rezonatorów na poziomie<br />
1 ⋅ 10 -9 /dobę, Proces wygrzewania elementów składowych<br />
rezonatora w procesie zamykania jest konieczny do uzyskania<br />
rezonatorów wysokostabilnych. Chcąc osiągać duże<br />
stałości wytwarzanych rezonatorów ciecia SC należy stosować<br />
i badać wpływ tego procesu na charakterystykę długoterminową.<br />
Literatura<br />
[1] Besson R.: A New „electrodeles’’ resonator design. Proc.31 st AFCS<br />
1977.<br />
[2] Weiss K., Szulc W., Gniewińska B., Masiukiewicz A., Kalinowska B.:<br />
Paramiters comparisn of different resonators excited by lateral fields.<br />
Proc. of 13 th EFTF and IEEE/AFCS, 1999.<br />
[3] Weiss K., Szulc W.: The unharmonics mode vibrating SC – cut resonators<br />
excited by lateral filed – recent results. Proc. of 14 th EFTF<br />
Torino, 2000.<br />
[4] Weiss K., Szulc W., Świderki M.: Rezonatory cięcia S.C. pobudzane<br />
polem równoległym do drgań enharmonicznych. Kwartalnik Elektroniki<br />
i Telekomunikacji, 2000, vol. 46, z. 3.<br />
[5] Gniewińska B., Kalinowska B., Nafalski L., Weiss K.: Generatory<br />
z rezonatorami pobudzanymi polem równoległym? Publikacja<br />
wewnętrzna ITR, grudzień 2001.<br />
[6] Kalinowska B., Gniewińska B.: New approach to long term frequency<br />
stability mesurment data analisis?. Proc. Of EFTF, 1998.<br />
[7] Gniewińska B., Rozwadowski M.: Generator OCXO z rezonatorem<br />
o nowej konstrukcji. Publikacja wewnętrzna ITR, maj 1989.<br />
[8] Nafalski L., Gniewińska B.:Wpływ na proces starzenia ultrastabilnych<br />
generatorów kwarcowych-współpracujących układów elektronicznych.<br />
<strong>Elektronika</strong> nr 7/20<strong>07</strong>.<br />
Wybrane problemy analizy kształtu próbki w urządzeniu<br />
do wyznaczania punktów charakterystycznych<br />
przemian fazowych<br />
mgr inż. WIESŁAW MAŁKIŃSKI, dr inż. JERZY ZAJĄC, mgr inż. MARCIN KARLIŃSKI,<br />
mgr inż. JANUSZ WÓJCIK<br />
<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa<br />
Jednym z obszarów zastosowań przemysłowych systemów<br />
wizyjnych jest rejestracja i analiza kształtu próbek w procesach<br />
wysokotemperaturowych.<br />
Przemiany fazowe materiałów stałych występujące pod<br />
wpływem temperatury, powodują zmiany właściwości fizycznych<br />
tych materiałów. Skutkiem tego jest zmiana kształtu<br />
próbek wykonanych z tych materiałów. Wykorzystując skomputeryzowane<br />
systemy wizyjne można dokonać rejestracji<br />
i analizy wyżej wymienionych procesów. Jeden z tego typu<br />
systemów – analizator do wyznaczania punktów charakterystycznych<br />
przemian fazowych z systemem wizyjnym, opisano<br />
w artykule [6, 7]. W urządzeniu tym pojedynczy obraz próbki<br />
scharakteryzowany jest poprzez wektor cech, na który składają<br />
się podstawowe parametry geometryczne próbki, takie<br />
jak: wysokość i szerokość próbki, pole powierzchni przekroju,<br />
współczynniki kształtu oraz złożone parametry, oparte na<br />
wyodrębnieniu konturu próbki i analizie jego rozwinięcia biegunowego<br />
względem środka próbki oraz względem jej podstawy.<br />
Analiza sekwencji obrazów zarejestrowanych w funkcji<br />
temperatury umożliwia dokładną ocenę zachowania próbki<br />
w funkcji temperatury oraz identyfikację wszystkich punktów,<br />
w których próbka przybiera charakterystyczne kształty.<br />
W artykule zwrócono uwagę na wybrane problemy analizy<br />
kształtu próbki w opisywanym analizatorze. Do przetwarzania<br />
obrazów wykorzystano techniki filtracji liniowej, morfologii, binaryzacji,<br />
projekcji oraz ekstrakcji konturu. W zakresie analizy<br />
zastosowana została analiza obiektów (blob analysis) oraz<br />
podstawowe narzędzia pomiarowe.<br />
Oprogramowanie systemu wizyjnego bazuje na środowisku<br />
projektowo uruchomieniowym eVision firmy Euresys.<br />
Oprogramowanie eVision jest specjalizowaną platformą przeznaczoną<br />
do projektowania, uruchamiania i wdrażania systemów<br />
wizji maszynowej.<br />
140<br />
Odniesienie do norm<br />
Analiza zmian kształtu próbek może być wykorzystana w wielu<br />
dziedzinach techniki, takich jak: metalurgia, odlewnictwo,<br />
energetyka, przemysł szklarski i ceramiczny, przemysł chemiczny,<br />
inżynieria materiałowa, technologia spawalnicza<br />
i technologia lutowania, wytwarzanie powłok ochronnych. Zarówno<br />
sam kształt oraz wielkość próbek, jak i punkty charakterystyczne<br />
(zdefiniowane poprzez określony kształt próbek)<br />
określają normy: PN, ISO lub normy branżowe.<br />
Przedstawiona w artykule analiza dotyczy próbek popiołów<br />
zgodnie z wytycznymi normy: Norma PN-ISO 540 „Paliwa<br />
stałe – Oznaczanie topliwości popiołu w wysokiej temperaturze<br />
metodą rurową”. [5]<br />
Badane próbki były pionowymi walcami o średnicy 3 mm<br />
i wysokości 3 mm.<br />
W tym przypadku zdefiniowano następujące temperatury<br />
charakterystyczne:<br />
• Temperatura deformacji (DT). Temperatura, w której występują<br />
pierwsze oznaki zaokrąglania, spowodowane nadtapianiem<br />
naroży lub krawędzi próbki do badań.<br />
• Temperatura kuli (ST). W przypadku próbek do badań<br />
w postaci sześcianu lub cylindra, temperatura, w której<br />
krawędzie próbek do badań stają się całkowicie okrągłe,<br />
a wysokość nie zmienia się.<br />
• Temperatura półkuli (HT). Temperatura, w której kontur<br />
próbki do badań jest najbardziej zbliżony do półkola, tj. gdy<br />
wysokość staje się równa połowie średnicy podstawy.<br />
• Temperatura płynięcia (FT). Temperatura, w której popiół<br />
rozlewa się na płytce, tworząc warstwę, której wysokość<br />
jest równa jednej trzeciej wysokości próbki do badań<br />
w temperaturze półkuli.<br />
<strong>Elektronika</strong> 7/<strong>2011</strong>