Elektronika 2012-08 I.pdf - Instytut Systemów Elektronicznych
Elektronika 2012-08 I.pdf - Instytut Systemów Elektronicznych
Elektronika 2012-08 I.pdf - Instytut Systemów Elektronicznych

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Wybrane problemy wizyjnej analizy parametrów geometrycznychoraz właściwości powierzchniowych próbki dla ocenytypu koksu metodą Gray-Kinga (Some problems of sample shapeand surface analysis for determination of the coke type usingthe Gray-King method) – Zając J., Karliński M., Małkiński W. . . . 60Wykorzystanie technologii organicznych diod elektroluminescencyjnychdo budowy źródeł światła (The use of organic lightemitting diodes technology for the construction of light sources)– Kozioł G., Janeczek K., Araźna A., Futera K., Stęplewski W. . . 64Nowa metoda pomiaru wysokich napięć przy wykorzystaniumateriałów nanokompozytowych (New method of high voltagemeasurement using nanocomposite materials) – Czopik A.,Krawczyk S., Olszewska K. . . . . . . . . . . . . . . . . . . . . . . . . 69Aparatura do oznaczania reakcyjności koksu wobec CO 2metodąanalizy gazów poreakcyjnych – badania eksploatacyjnew warunkach przemysłowych (An equipment for determinationof the coke reactivity in the presence of CO 2on the basisof the post-reaction gases analysis – exploitative studies underindustrial conditions) – Witowski A., Jasek K., Latocha W. .. . . 72Integracja elementów pojemnościowych z płytką obwodudrukowanego (Integration of capacitive elements with printedcircuit board) – Stęplewski W., Kozioł G., Serzysko T., JaneczekK., Araźna A. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75Analiza charakterystyk temperaturowych rezystorów cienko-i grubowarstwowych wbudowanych do wnętrza płytkiobwodu drukowanego (Analysis of the temperature characteristicsof thin and thick-film resistors embedded in printed circuitboar) – Serzysko T., Borecki J., Stęplewski W. . . . . . . . . . . . 78Zastosowanie past lutowniczych o zróżnicowanej temperaturzetopnienia w wieloetapowym procesie montażu elektronicznego(Applying of solder pastes with different meltingpoint in multi-step electronic assembly process) – Borecki J.,Serzysko T. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Technologia integracji elementów pasywnych z płytką drukowanąz wykorzystaniem cienkowarstwowych materiałów wielofunkcyjnych(Integration technology of passive elements with a printedplate using thin-film multifunctional materials) – Lipiec K. . . . . . . . . . 88Układy przetwarzania sygnałów wyjściowych przetwornikówbezrdzeniowych o małym poziomie szumów własnych(Air core transducer signal conversion circuits with low noiselevel) – Lisowiec A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91Badania in- situ zmian struktury nanokrystalitów Pd zachodzącychpod wpływem wodoru (The study in-situ structurechanges of Pd nanocrystals under the influence of hydrogen)– Diduszko R., Rymarczyk J., Czerwosz E., Kozłowski M.,Danila M. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94Badania metod PVD/CVD wzrostu nanorurek węglowych (Investigationsof carbon nanotubes growth stages) – Stępińska I.,Kozłowski M., Sobczak K. .. . . . . . . . . . . . . . . . . . . . . . . . . . 98Wybrane problemy pozycjonowania detali przy użyciu inspekcjiwizyjnej na przykładzie automatycznego systemukontroli filtrów SKF-11 (Selected problem s of element’s positioningwith vision inspection using by automatic filter controlsystem SKF-11) – KarlińskI M., Zając J. .. . . . . . . . . . . . . . 102TECHNIKA SENSOROWA: Szacowanie niepewności w pomiarachz autokorelacją obserwacji (Evaluation of the uncertaintyof signals measured with autocorrelated observations)– Warsza Z.L. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1<strong>08</strong>TECHNIKA MIKROFALOWA I RADIOLOKAcja: Metody cyfrowegoprzetwarzania w impulsowym radarze do sondowańpodpowierzchniowych (Digital signal processing for GroundPenetrating Radar) – Zych M. . . . . . . . . . . . . . . . . . . . . . . 114TECHNIKI INFORMATYCZNE: Bezpieczeństwo w chmurach(Security in the clouds) – Hołyński M. . . . . . . . . . . . . . . . . . 119Zastosowanie enkodera absolutnego do sterowania silnikiemsynchronicznym z magnesami trwałymi (Absoluteencoder for the permanent magnet synchronous motor)– Rudnicki T., Czerwiński R. . . . . . . . . . . . . . . . . . . . . . 121Sol-gel and ALD antireflection coatings for silicon solar cells(Powłoki antyrefleksyjne otrzymywane metodami zol-żel orazALD do zastosowań w krzemowych ogniwach słonecznych)– Dobrzański L.A., Szindler M. . . . . . . . . . . . . . . . . . . . . 125Streszczenia artykułów ● Summaries of the articlesORZYŁOWSKI M.: Regulator suboptymalny przeznaczony do sterowaniaprocesem hodowli monokryształów SiC<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 11Artykuł prezentuje rozwiązanie suboptymalnego regulatora przeznaczonegodo opracowywanego elektrotermicznego stanowiska, który jestdostosowany do procesu technologicznego hodowli kryształów SiC. Rozwiązanieurządzenia jest innowacyjne i niekonwencjonalne, zaś projektsterowania był prowadzony łącznie z konstrukcją urządzenia. Celem pracybyło określenie najprostszego regulatora, który przyniesie znaczącą obniżkękosztów i wzrost niezawodności. Założono, że regulator spełni rygorystycznewymagania jakości we wszystkich typowych stanach podczasznaczących faz procesu. jednocześnie dopuszczono istotne pogorszeniewskaźnika jakości sterowania w stanach mało znaczących dla przebieguprocesu oraz w stanach awaryjnych.Dla syntezy suboptymalnego regulatora przyjęto model szóstego rzędui kwadratowy wskaźnik jakości sterowania o nieskończonym horyzoncieczasowym. Dla syntezy macierzy sterowania optymalnego przyjęto symulacjętrajektorii wektora sterowania. W analizie wzięto pod uwagę typowestany dynamiczne obiektu podczas procesu. Wybór struktury regulatorabazował na współczynniku pogorszenia wskaźnika jakości sterowaniazdefiniowanego jako stosunek wskaźnika jakości sterowania suboptymalnegodo wskaźnika sterowania optymalnego określonego w tych samychwarunkach sterowania. Ostatecznie przyjęto strukturę regulatora suboptymalnegow postaci dwóch pętli sprzężenia zwrotnego. Symulacja typowychstanów dynamicznych podczas procesu krystalizacji wykazał, że wskaźnikjakości sterownia nie wzrósł bardziej niż 30% w stosunku do wskaźnikasterowania optymalnego. Wzrost ten może być większy w stanach nietypowychjednak nie wiąże się jednak to z istotnymi konsekwencjami.Zaprojektowany regulator suboptymalny został wykorzystany w skonstruowanymstanowisku do monokrystalizacji SiC zaś testy tego stanowiskawykazały pełną zgodność z postawionymi wymaganiami.Słowa kluczowe: synteza układu sterowania, sterowania suboptymalne,regulacja temperaturyORZYŁOWSKI M.: Process-oriented suboptimal controller for SiCbulk crystal growth system<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 11This paper presents a solution of a dedicated suboptimal controller, orientedon the designed thermal system and technological process for SiCbulk crystal growth. The arrangement is innovative and rather unconventional,so the control had to be worked out from the very basis. The goalof this work was to determine the simplest controller that would bring ona significant cost reduction and reliability increase. It was assumed that thecontroller should meet rigorous quality requirements in all typical statesduring the significant phases of the process. However, a reasonable deteriorationof the quality index is tolerated during the process phases of lowinfluence on the final result and during the failure states.For the controller synthesis a sixth-order model and the quadratic performanceindex of infinite horizon have been used. The simulation of the statevector and input vector trajectories has been applied for the gain matrixoptimization. In the analysis the typical dynamic states of the plant duringthe process have been taken into account. The choice of the controllerstructure has been based on the control quality deterioration coefficient,which was defined as a ratio of the quality index of the suboptimal controlto the quality index of the optimal control calculated in the same controlconditions. Finally the structure of suboptimal controller with two singlefeedback loops has been chosen. The simulation of typical dynamic statesfor crystallization process has shown that the performance index doesn’trise more than by 30% in relation to its optimal value. It can be bigger fornon-typical states, but it doesn’t have any significant consequences.The designed suboptimal controller has been used in the constructed plantfor SiC monocrystallization. The tests of this system in the production conditionshave proved that it meets all requirements.Keywords: control systems synthesis, suboptimal control, temperaturecontrol<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesMILEWSKI A., KOGUT P., KARDYŚ W., KLUK P.: Eksperymentalnawalidacja elektromechanicznych modeli ultradźwiękowych przetwornikówpiezoceramicznych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 15W artykule opisano matematyczny model przetwornika piezoceramicznegodla przypadku drgań osiowych o geometrii walcowej. Na podstawiemodelu matematycznego wyprowadzono wyrażenia pozwalające wyznaczyćparametry statyczne przetwornika oraz charakterystykę impedancji.Przedstawiono rezultaty eksperymentalnej walidacji wyników teoretycznychuzyskanych z modelu.Słowa kluczowe: przetwornik piezoceramiczny, rezonans, drgania, modelelektromechaniczny, charakterystyka impedancjiMILEWSKI A., KOGUT P., KARDYŚ W., KLUK P.: Experimental validationof the piezoceramic transducers electromechanical models<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 15In this article electromechanical model of cylindrically shaped piezoelectrictransducers have been presented. Based on described model staticparameters and impedance characteristics formulas have been derived.The validation of the theoretical results with experimental data have beenoutlined.Keywords: piezoelectric, piezoceramic, transducer, resonance, vibrations,electromechanical model, impedance characteristicsCZERWOSZ E., KOWALSKA E., KOZŁOWSKI M., DŁUŻEWSKI P.:Nowe nanostruktury palladu<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 19W pracy przedstawiono wyniki badań SEM (wraz mikroanalizą) i TEMnowych nanostruktur palladu, otrzymanych podczas wytwarzania warstwnanokompozytowych Pd-C wytworzonych w 2-etapowym procesie technologicznychPVD/CVD przy różnych parametrach tego procesu. Przedstawianenanoobiekty zostały scharakteryzowane pod względem strukturykrystalicznej, składu i formy geometrycznej.Słowa kluczowe: nanostruktury palladoweCZERWOSZ E., KOWALSKA E., KOZŁOWSKI M., DŁUŻEWSKI P.: Newpalladium nanostructures<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 19Results of investigation with SEM (completed with microanalysis) and TEMmethods of new Pd nanostructures are presented. They are observed inPd-C nanocomposite films which were obtained in a two-step PVD/CVDprocess with various parameters. The crystalline structure, geometricalform and composition of presented nanoobjects were described.Keywords: palladium nanostructuresKOZŁOWSKI T., STROJNY K.: System zabezpieczeń w urządzeniu doautomatycznej kontroli filtrów przeciwzakłóceniowych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 22W artykule przedstawiono opis wybranych elementów systemu zabezpieczeńzastosowanego w urządzeniu do automatycznej kontroli filtrówprzeciwzakłóceniowych. W urządzeniu tym zaimplementowane zostałym.in. 2 roboty typu SCARA do przenoszenia filtrów, stwarzające dla obsługipotencjalne źródło zagrożeń. W systemie sterowania wykorzystanoprzekaźnik bezpieczeństwa (m.in. do obsługi wyłączników awaryjnych)oraz zamek bezpieczeństwa, zwiększające poziom bezpieczeństwa układusterowania.Słowa kluczowe: sterowanie, robot, SCARA, przekaźnik bezpieczeństwa,wyłącznik awaryjny, wyłącznik bezpieczeństwa ryglujący, bezpieczeństwoobsługi maszynKOZŁOWSKI T., STROJNY K.: The safety system in the device forautomatic control of noise suppressing filters<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 22This paper presents a description of the some safety functions in the deviceused for automatic control of noise suppressing filters. In this devicehave been implemented 2 SCARA-type robots for handling filters, causinga potential source of risk for operators. The control system uses the safetyrelay for handling emergency stops, raising the security level of thesystem.Keywords: control system, robot, SCARA, safety relay, emergency stop,guard locking safety switch, safety machine handlingDOBROWIECKA B., KORNACKI W., KOZŁOWSKI T., PIKIEL M.,WÓDKA T., MOCNY W.: System diagnostyczny dla oceny sztywnościkończyn w terapii choroby Parkinsona<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 24Celem artykułu jest przedstawienie rozwiązań technicznych systemu diagnostycznegodo badań efektu sztywności kończyn służącego do diagnostykii oceny skuteczności leczenia choroby Parkinsona. Zaprezentowanorealizację trzech opcji tego systemu w postaci przenośnego systemunadgarstkowego, systemu ze zmechanizowanym wymuszaniem ruchuprzedramienia badanego pacjenta i systemu do oceny zaburzeń postawychorych na chorobę Parkinsona.Słowa kluczowe: diagnostyka choroby Parkinsona, sztywność kończynDOBROWIECKA B., KORNACKI W., KOZŁOWSKI T., PIKIEL M.,WÓDKA T., MOCNY W.: Diagnostic system for limb rigidity assessmentin Parkinson disease<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 24The article presents the technical solutions of diagnostic system for limbrigidity assessment in Parkinson disease therapy. Three options of thissystem has been presented: a portable wrist diagnostic system, a systemwith mechanical movements of patient forearm and a system forbody stability assessment in Parkinson disease.Keywords: Parkinson disease diagnostic, limb stiffnessKARDYŚ W., KOGUT P., MILEWSKI A.: Wykorzystanie układów programowalnychw generatorach ultradźwiękowych dla technologiizgrzewania<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 27W artykule zaprezentowano konstrukcję układu bezpośredniej cyfrowejsyntezy sygnału (DDS) oraz możliwości jego zastosowania w połączeniuz układem programowalnym do generacji przebiegów sterujących kluczamimostka typu H w generatorach ultradźwiękowych. Przedstawiono ponadtokoncepcję implementacji kompletnego układu DDS wraz z blokamigeneracji sygnałów prostokątnych w układzie programowalnym. Wykazanozalety takiego rozwiązania oraz przedstawiono wyniki praktycznejimplementacji zaproponowanego układu.Słowa kluczowe: DDS, CPLD, FPGA, układ programowalny, cyfrowasynteza sygnałówKARDYŚ W., KOGUT P., MILEWSKI A.: Usage of programmable logicdevices in generators for ultrasonic welding systems<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 27The article presents structure of direct digital synthesis device (DDS) andutilization of programmable logic device to form signal generator controllingswitches in H bridge of ultrasonic generator. Concept of implementation ofDDS device with square wave forming circuits in programmable logic hasbeen presented. Results of practical implementation of such design alongwith its advantages have been shown.Keywords: DDS, CPLD, FPGA, programmable logic, direct digitalsynthesis<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesARAŹNA A., KOZIOŁ G., JANECZEK K., FUTERA K., STĘPLEWSKI W.:Ocena chropowatości powierzchni tlenku indowo-cynowego (ITO)<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 29W pracy wykonano charakterystykę powierzchni warstw tlenku indowocynowego(ITO) poddanych różnym sposobom przygotowania podłoża.Oceniano ich chropowatość przy użyciu mikroskopu sił atomowych (AFM).Zastosowano trzy sposoby przygotowania powierzchni ITO: czyszczeniew płuczce ultradźwiękowej w acetonie i alkoholu etylowym (R1) lub alkoholuizopropylowym (R2) w temperaturze otoczenia oraz czyszczenie w roztworzezawierającym NH 4OH, H 2O 2oraz wodę (R3) w temperaturze 60°C.Wyniki badań wykazały, że właściwości powierzchni ITO ściśle zależą odzastosowanego sposobu przygotowania powierzchni. Najmniejsze wartościśredniej (R a) i średnio-kwadratowej chropowatości (R rms) po trawieniuobserwowano na próbkach ITO trawionych w roztworach R2. Natomiastnajwiększe wartości chropowatości uzyskano po czyszczeniu próbek ITOw roztworze R3. Mikrografie AFM wykazały, że powierzchnia tych próbekjest dużo bardziej nierównomierna w porównaniu z próbkami czyszczonymiw roztworach R1 i R2. Na postawie wyników badań stwierdzono, żeroztwór R3 jest zbyt agresywnym roztworem dla warstw ITO i nie możebyć stosowany do ich trawienia. Uznano, że czyszczenie w ultradźwiękachi alkoholu jest odpowiednie do przygotowania powierzchni ITO.Słowa kluczowe: tlenek indowo-cynowy (ITO), mikroskop sił atomowych(AFM), chropowatośćARAŹNA A., KOZIOŁ G., JANECZEK K., FUTERA K., STĘPLEWSKI W.:Evaluation of surface roughness of indium tin oxide (ITO) film<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 29In this work, a study of the surface properties of treated indium tin oxide(ITO) substrates was made. The surface characteristics of ITO thin filmsare investigated by means of an AFM (atomic force microscopy) method.We used three different cleaning treatments among others: washing inan ultrasonic bath of acetone and ethyl alcohol (R1) or isopropyl alcohol(R2) in room temperature as well as dipping into solution (prepared fromNH 4OH and distilled water – R3) at 60°C.Experimental results show that the ITO surface properties are closely relatedto the treatment methods. The less value of average (R a) and rootmean-square(R rms) surface roughness after treatment for samples ITOtreated in acetone and isopropyl alcohol was registered. However, thehighest value of surface roughness for ITO samples after R3 treatmentwas obtain. The AFM micrographs showed that surface of R3 ITO treatedwas the most irregular, compared with the ITO samples R1 and R2. TheITO layers were severely etched by R3 solution and that this treatmentwas too aggressive to clean ITO surface. Based on the experiments resultswe stated, that the ultrasonic degreasing in acetone and alcohol couldbe considered as an effective method of ITO treatment.Keywords: indium tin oxide (ITO), atomic force microscopy (AFM), surfaceroughnessKAMIŃSKA A., KRAWCZYK S., CZERWOSZ E.: Badania zmian opornościwarstw C-Pd zachodzących pod wpływem wodoru i metanu<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 31W pracy badano możliwość zastosowania warstw C-Pd, jako czujnikówwodoru oraz metanu. Warstwy C-Pd otrzymywano dwuetapową metodąPVD/CVD. Wyniki przeprowadzonych badań pokazują, iż uzyskane warstwyreagują zarówno na obecność wodoru, jak i metanu.Słowa kluczowe: warstwy C-Pd, czujnik wodoru, czujnik metanuKAMIŃSKA A., KRAWCZYK S., CZERWOSZ E.: Studies of C-Pd filmsresistance changes under the influence of hydrogen and methane<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 31The paper presents the results of investigations of the possibility of usingC-Pd films as hydrogen and methane sensors. C-Pd films were preparedin a two-step PVD/CVD method. The obtained results show that the filmsrespond both to the presence of hydrogen and methane in the surroundingatmosphere.Keywords: C-Pd films, hydrogen sensor, methane sensorKOWALSKA E., CZERWOSZ E., RADOMSKA J., WRONKA H.: Wytwarzanienanoigieł z krzemku palladu<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 34W pracy przedstawiamy dwustopniową metodę syntezy krzemku palladuw postaci nanoigieł. Nanoigły powstają podczas osadzania warstw węglowopalladowychna podłożach krzemowych, przy wykorzystaniu technik PVD/CVD. Nanoigły układu Pd-Si charakteryzowano metodami SEM, TEM, XRDoraz mikroanalizą rentgenowską EDX. Określono strukturę krystaliczną i budowęnanoigieł pod względem ich długości, średnicy przekroju poprzecznegooraz składu.Słowa kluczowe: krzemek palladu, nanoigły, metoda PVD, metoda CVDKOWALSKA E., CZERWOSZ E., RADOMSKA J., WRONKA H.: Preparationof nanoneedles from palladium silicide<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 34In this paper we present two steps synthesis method of palladium silicide asnanoneedles. This type of nanoneedles is formed on silicon substrates usingPVD/CVD techniques. Nanoneedles Pd-Si system were characterized bySEM, TEM, XRD as well as by microanalysis EDX. The crystallographic structureand the construction of nanoneeles in terms of their length, diametersand composition were determined.Keywords: palladium silicide, nanoneedles, PVD method, CVD methodRUDOLF Z., ORZYŁOWSKI M., JASEK K.: Wieloprocesorowy systemkontrolno-pomiarowy analizatora NDIR<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 38Artykuł omawia system kontrolno-pomiarowy analizatora NDIR do pomiarumałych stężeń CO 2i SO 2w gazach spalinowych. System kontrolno-pomiarowybazuje na trzech mikrokonwerterach ADuC 845, które są zintegrowanymiukładami klasycznych mikrokontrolerów z precyzyjnymi 24-bitowymiprzetwornikami analogowo-cyfrowymi. W prezentowanym systemie mikrokonwerterypracują równolegle, będąc ze sobą sprzężone w systemiemaster-slave za pośrednictwem interfejsu SPI. System kontrolno-pomiarowyma 6 kanałów pomiarowych sygnałów stężenia gazów z detektorówNIDR, temperatury i ciśnienia. Ponadto według algorytmu PID regulujetemperaturę dwóch kuwet pomiarowych oraz steruje silnikiem krokowymoraz innymi elementami wykonawczymi. System wykonuje między innymianalizę FFT sygnałów z detektorów NDIR. Przetworzone wstępnie wynikipomiarów system transmituje do komputera nadrzędnego w celu dalszejobróbki. Dla spełnienia wymagań czasowych cyklu pomiarów, sterowaniai transmisji danych w systemie zastosowano szybkie algorytmy przetwarzaniadanych.Słowa kluczowe: system wieloprocesorowy, system kontrolno- pomiarowy,mikrokonwerter, analizator NDIRRUDOLF Z., ORZYŁOWSKI M., JASEK K.: Multi-processor controland measurement system for NDIR analyzer<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 38The paper describes the control and measurement system of NDIR analyserdesigned for measurements of low concentrations of CO 2and SO 2inexhaust gases. The control and measurement system is based on threeADuC 845 microconverters which are classic microcontrollers integratedwith precise 24-bit analog-to-digital converters. In the presented systemthe operating parallel microconverters are coupled by SPI interface. Thesystem has six channels for measurement gas concentration, temperatureand pressure. Moreover the system controls temperature of two measurementcuvettes according to PID algorithm and controls step motor andother control elements. Among other functions it carries out FFT analysisof signals from NDIR detectors. After initial processing the measurementresults are transmitted to supervisor computer for further processing. Forfulfillment of time requirements of measurement, control and transmissioncycle the special data processing algorithms are applied.Keywords: multi-processor system, measurement and control system,microconverter, NDIR analyzer<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesORZYŁOWSKI M., RUDOLF Z.: Algorytm szybkiego obliczania wartościmodułu liczby zespolonej<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 43Mikrokonwertery stosowane w specjalizowanych układach pomiarowychwykonują pomiary, obróbkę ich wyników oraz realizują szereg funkcjisterowania i transmisji danych. Wszystkie założone operacje muszą byćwykonane w ograniczonym czasie, określonym przez wymagania pomiarowe.Wykorzystywane kompilatory języka C do obliczeń modułów liczbzespolonych, opisujących wyniki analizy FFT, standardowo realizująpierwiastkowanie według algorytmu Newtona-Raphsona. Algorytm tenwymaga wykonania szeregu iteracji z zastosowaniem czasochłonnychoperacji dzielenia zmiennoprzecinkowych liczb binarnych. W niektórychzastosowaniach czas wykonywania pierwiastkowania tą metodą może,bez zastosowania dodatkowego bloku pierwiastkującego, uniemożliwićrealizację założonych funkcji układu kontrolno-pomiarowego. W artykuleopisano nową metodę szybkiego obliczania modułu liczby zespolonej metodąaproksymacji wielomianowej, która dostarcza wyniki o dokładnościlepszej niż 0,001%. Metoda ta skraca czas wykonywania tej operacji ponad20-krotnie, rozwiązując opisywany powyżej problem.Słowa kluczowe: pierwiastkowanie, moduł liczby zespolonej, mikrokonwerter,pomiary, szybkie obliczeniaORZYŁOWSKI M., RUDOLF Z.: The algorithm of fast calculation of themodule of a complex number<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 43The microconverters used in specialized measuring systems realize measurements,processing of their results and control and transmission functions.All functions should be executed in time limited by measurementrequirements. Applied C-compilers for calculation of modules of complexnumbers describing results of FFT analysis usually use roots extractionby means of Newton-Raphson method. This method requires several iterationswith time-consuming division of floating-point binary numbers. Insome applications the duration of such root extraction makes the realizationof the measurement and control system functions impossible withoutapplication of the additional root extraction block. In the paper is presentednew method of fast calculation of complex number module using polynomialapproximation of accuracy better than 0.001%. The proposed methodshortens this operation more than 20 times eliminating the described problem.Keywords: root extraction, complex number module, microconverter, measurements,fast calculationBRYLSKI M., GAWRYŚ P., KRZEMIŃSKI Ł., MŁYNARSKI B.: Technologiajednoczesnego zgrzewania i cięcia włóknin wielowarstwowychw sposób ciągły na przykładzie urządzenia AZW-10<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 46W artykule przedstawiono badania technologiczne nad procesem jednoczesnegozgrzewania i cięcia wielowarstwowych włóknin w sposób ciągły.Opisano zastosowany zestaw ultradźwiękowy oraz dwa stanowiskabadawcze Na koniec opisano komercyjne urządzenie AZW-10, któregokonstrukcja uwzględnia wnioski wynikłe z opisanych badań i jest efektemprowadzonych prac.Słowa kluczowe: technologia, zgrzewanie, cięcie, włókniny, ciągły, urządzenie,ultradźwiękiBRYLSKI M., GAWRYŚ P., KRZEMIŃSKI Ł., MŁYNARSKI B.: Technologyof simultaneous welding and cutting of multilayer woven fabric ina continuous manner on AZW-10 device example<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 46The paper presents the technological research on the process of simultaneouswelding and cutting of multilayer woven in fabric a continuous manneran ultrasonic set and two research stands are described. The AZW-10commercial machine is described in which the results of the research workare implemented.Keywords: technology, welding, cutting, woven,continuous, AZW-10, device,ultrasonicsSETA M.: Zastosowanie Virtual Network Computing do zdalnegowsparcia technicznego i diagnozowania urządzeń opartych na sterownikuklasy PC<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 50W artykule opisano oprogramowanie umożliwiające zdalny dostęp do jednostkiklasy PC przy wykorzystaniu protokołu VNC. Może być ono użytejako narzędzie wspomagające wdrażanie prototypowych urządzeń w zdalnychlokalizacjach. Dostępność kodu źródłowego umożliwia uruchomieniepraktycznie na każdym systemie operacyjnym. Elastyczność oprogramowaniadaje możliwość nawiązania połączenia z komputerami znajdującymisię w sieci NAT.Słowa kluczowe: zdalny dostęp, Virtual Network Computing, sieć NATSETA M.: Application of Virtual Network Computing for remote technicalsupport and diagnosing of PC class controller based machines<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 50This paper describes the software which enables remote access for PCclass unit by the use of VNC protocol. It could be applied as a tool forsupporting the implementation of prototypical devices in remote locations.The availability of source code enables running virtually any operating system.Flexibility of the software gives the ability to connect with computerslocated in the NAT network.Keywords: remote access, Virtual Network Computing, NAT networkGAWRYŚ P., KOGUT P., KRZEMIŃSKI Ł., MŁYNARSKI B.: Sonotrodado maceracji materiałów roślinnych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 52W artykule przedstawiony został reaktor z sonotrodą jednostopniową półfalowąoraz proces modelowania sonotrody trzystopniowej metodą elementówskończonych, która została wykonana i przebadana w zestawiez przetwornikiem ultradźwiękowym 20 kHz 4 kW. Wyniki badań zostałyporównane z parametrami modelu. Następnie omówiono fizyczne zjawiskawpływające na zużycie sonotrody w środowisku pracy i sposób szacowaniatrwałości reaktora.Słowa kluczowe: Sonotroda, maceracja, dezintegracja, ultradźwięki, modelowanieGAWRYŚ P., KOGUT P., KRZEMIŃSKI Ł., MŁYNARSKI B.: Sonotrodeto maceration of plant materials<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 52The paper presents a reactor with half-wave single-stage sonotrode,with a process of modeling of a three-stage sonotrode by finite elementmethod, which was then physically implemented and tested with 20 kHz 4kW ultrasonic transducer. The results were compared with those resultingfrom the model. Then, the physical phenomena influencing the use of thesonotrode in the work environment and way of estimating the durability ofa reactor are discussed.Keywords: Sonotrode, maceration, disintegration, ultrasonics, modeling<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesWACH A.K.: Doświadczenia z badań i oceny systemów alarmowychw procesie certyfikacji<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 55W publikacji omówiono proces certyfikacji i pewne problemy wynikającez doświadczeń Ośrodka Certyfikacji Wyrobów, specjalizującego sięw certyfikacji elementów i systemów alarmowych. Certyfikacja wyrobu,a w szczególności wystawienie certyfikatu, wymaga jednoznacznego zdefiniowaniaprzedmiotu certyfikacji.Zdefiniowanie elementu czy systemu alarmowego jako towaru oferowanegona rynku okazało się istotnym problemem. Problem ten wynika z faktu,że producent (importer) systemu na ogół buduje go na konkretne zamówienieklienta (według jego wymagań i potrzeb). Trudność ta polega naustaleniu jego parametrów technicznych, a w szczególności stopnia zabezpieczeniai klasy środowiskowej.W artykule przedstawiono schemat funkcjonalny systemu alarmowegoi jego funkcje wynikające z wymaganego zabezpieczenia. Omówiono ważniejszekryteria umożliwiające określenie stopnia zabezpieczenia wybranychelementów i systemu alarmowego jako całości, które powinny wspomócproducenta w określeniu certyfikowanego wyrobu i ustaleniu stopniazabezpieczenia dla tego wyrobu.Słowa kluczowe: systemy alarmowe, systemy sygnalizacji włamaniai napadu, badania systemów alarmowych, stopień zabezpieczenia, klasaśrodowiskowa, certyfikacja wyrobuWACH A.K.: Experience from testing and evaluation of the alarm systemsin the certification process<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 55The paper discusses the certification process and some problems arisingfrom the experience of the Centre for Products Certification, which specializesin certification of alarm components and alarm systems. The productcertification, in particular the issue of a certificate, requires a clear definitionof the certification subject.The definition of a component or an alarm system as a product offeredon the market proved to be a major concern. This problem comes fromthe fact that the manufacturer (or importer) of the alarm system generallybuilds it up on specific customer order (according to his needs and requirements).The difficulty is to determine its the technical parameters, inparticular, the security grade and environmental class.The paper presents the functional diagram of an alarm system and thefunctions resulting from the requested protection. Discusses the importantcriteria for determining the security grade of the selected componentsand alarm system as a whole, which should help the manufacturer’s inthe identifying certified product and determining the security grade for thisproduct.Keywords: alarm systems, intrusion and hold-up systems, testing of thealarm systems, the security grade, the environmental class, the productcertificationZAJĄC J., KARLIŃSKI M., MAŁKIŃSKI W.: Wybrane problemy wizyjnejanalizy parametrów geometrycznych oraz właściwości powierzchniowychpróbki dla oceny typu koksu metodą Gray-Kinga<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 60W artykule przedstawiono strukturę układu akwizycji obrazów próbki,umożliwiającego pomiar parametrów geometrycznych oraz analizęwłaściwości powierzchniowych próbki koksu. Dla oceny kształtu próbkiwyznaczany jest wektor cech podstawowych, na który składają się: polepowierzchni przekroju, średnia szerokość, odchylenie standardowe szerokości,maksymalna i minimalna szerokość próbki. Wprowadzono także dodatkowemetody oceny kształtu próbki, oparte na analizie porównawczejwykresów projekcji oraz histogramów szerokości próbki. Właściwości powierzchniowepróbki oceniano na podstawie analizy histogramów jasności.Metodę oceny kształtu oraz struktury powierzchni próbki zastosowanodo oznaczania typu koksu metodą Gray-Kinga.Słowa kluczowe: komputerowe przetwarzanie i analiza obrazów, metodaGray-Kinga, oznaczanie typu koksu, paliwa stałeZAJĄC J., KARLIŃSKI M., MAŁKIŃSKI W.: Some problems of sampleshape and surface analysis for determination of the coke type usingthe Gray-King method<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 60The article presents the image acquisition system for measurement ofgeometric parameters and surface analysis of the coke sample. The vectorof basic geometric features of sample, such as: cross-section area,mean width, standard deviation of width, maximum and minimum width ofsample is calculated. Some additional methods of shape analysis, basedon comparison of width projection and width histogram graphs are introduced.Classification of surface features of the coke sample is based onanalysis of brightness histogram graphs. The method of sample’s shapeand surface analysis is applied for the coke type classification using theGray-King method.Keywords: computerized image processing and analysis, shape analysis,Gray-King method, determination of the coke type, solid mineral fuelsKOZIOŁ G., JANECZEK K., ARAŹNA A., FUTERA K., STĘPLEWSKI W.:Wykorzystanie technologii organicznych diod elektroluminescencyjnychdo budowy źródeł światła<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 64Jeden z priorytetowych kierunków prowadzonych obecnie badań dotyczy zagadnieniazwiązanego z wytwarzaniem energooszczędnych źródeł światła.Rozwiązaniem mogą być źródła światła wytwarzane z materiałów organicznychz zastosowaniem technologii drukowania. Diody OLED (Organic LightEmitting Diode) są nowatorskimi przyrządami elektronicznymi, formowanymina bazie cienkich warstw organicznych o grubości około 100 nm i które mogąpracować przy bardzo niskich napięciach rzędu od 3 do 5 V. Dlatego wprowadzeniediod OLED jako źródeł światła w zastosowaniach dotyczących powszechnegooświetlenia ma znaczenie rewolucyjne i spowoduje zasadniczeprzesunięcie nadrzędnych priorytetów w przemyśle oświetleniowym.Obecnie badania w zakresie nowych, energooszczędnych źródeł światłaprowadzone są w dwóch zakresach: nowych materiałów umożliwiającychuzyskanie skuteczności energetycznej powyżej 100 lm/W i wysokiej jasnościświatła białego oraz wysokowydajnych, tanich technik drukarskichzastępujących proces osadzania próżniowego.W artykule przedstawiono opis technologii OLED oraz wyniki badań wpływuzastosowanych podłoży, materiałów o właściwościach emisyjnych oraz katodna własności wytwarzanych organicznych diod elektroluminescencyjnych.Słowa kluczowe: organiczne diody elektroluminescencyjne, druk strumieniowy,źródła światłaKOZIOŁ G., JANECZEK K., ARAŹNA A., FUTERA K., STĘPLEWSKI W.:The use of organic light emitting diodes technology for the constructionof light sources<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 64One of the preferred trend in the currently conducted investigations is thefabrication of energy-saving light sources. Light sources manufacturedwith organic materials deposited with printing techniques can solve thisproblem. Organic light emitting diodes are innovative electronic devicesproduced on the base of thin organic layers with the thickness of about100 nm and which can work with low voltage level in the range of 3 to 5 V.Therefore, launch of OLED diodes as light sources in the commonly usedlighting has revolutionary importance and causes fundamental shift of thecrucial priorities in the lighting industry.Currently, the investigations in the range of new energy-saving light sourcesare carried out in two directions: new materials made possible toachieve energy efficiency over 100 lm/W and high brightness of white lightand high-throughput low-cost printing techniques used instead of the evaporationtechnique.In this article, the description of OLED fabrication technology and influenceof the used substrate, electroluminescence and cathode materialson the properties of the manufactured organic light emitting diodes arepresented.Keywords: Organic Light Emitting Diode (OLED), inkjet, light sources<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesCZOPIK A., KRAWCZYK S., OLSZEWSKA K.: Nowa metoda pomiaruwysokich napięć przy wykorzystaniu materiałów nanokompozytowych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 69W artykule opisano nową metodę pomiaru wysokiego napięcia wykorzystującązjawisko emisji polowej elektronów. Przedstawiono wyniki badańwarstw nanokompozytowych Ni-C pod kątem zastosowania ich w przyrządachpomiarowych opartych o wspomniane zjawisko.Słowa kluczowe: wysokie napięcie, warstwa nanokompozytowa, emisjapolowaCZOPIK A., KRAWCZYK S., OLSZEWSKA K.: New method of high voltagemeasurement using nanocomposite materials<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 69The new method of high voltage measurement using field emission phenomenais described in the paper. There are presented results of researchon Ni-C nanocomposite layers in order to application in measuring instrumentsbased on mentioned phenomena.Keywords: high voltage, nanocomposit layer, field emissionWITOWSKI A., JASEK K., LATOCHA W.: Aparatura do oznaczania reakcyjnościkoksu wobec CO 2metodą analizy gazów poreakcyjnych– badania eksploatacyjne w warunkach przemysłowych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 72W artykule omówiono zagadnienia związane z badaniem, w warunkachprzemysłowych, aparatury pomiarowej do oznaczania reakcyjności koksuwobec ditlenku węgla metodą analizy gazów poreakcyjnych. Zaprezentowanoopracowaną aparaturę pomiarową, zastosowaną metodę wykonywaniaoznaczeń oraz wyniki badań reakcyjności próbek koksu z wykorzystaniemtej aparatury.Słowa kluczowe: koks, reakcyjność, współczynnik reakcyjności CRIWITOWSKI A., JASEK K., LATOCHA W.: An equipment for determinationof the coke reactivity in the presence of CO 2on the basis of the post-reactiongases analysis – exploitative studies under industrial conditions<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 72In the paper, issues related to the examination of a measuring apparatusdetermining a coke reactivity in the presence of carbon dioxide, under industrialconditions, are described. An application of the dynamic methodof a post-reaction gases analysis is discussed. The elaborated measuringapparatus, the applied method of analysis, and the results of investigationsof a coke simples reactivity using this apparatus are presented.Keywords: coke, reactivity, coke reactivity index CRISTĘPLEWSKI W., KOZIOŁ G., SERZYSKO T., JANECZEK K., ARAŹNAA.: Integracja elementów pojemnościowych z płytką obwodu drukowanego<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 75Nieustanny wzrost wymagań dotyczących szybkości działania, funkcjonalności,niezawodności oraz miniaturyzacji sprzętu elektroniki użytkoweji profesjonalnej zmusza producentów płytek obwodów drukowanych doposzukiwania nowych rozwiązań technologicznych, które umożliwiałybywytwarzanie płytek o coraz większej gęstości upakowania połączeń przyjednoczesnym uwzględnieniu aspektów ekonomicznych. Integracja elementówpojemnościowych z płytką obwodu drukowanego jest jednymz możliwych rozwiązań, które pozwala zaoszczędzić miejsce na powierzchnina elementy czynne, a także pozwala zmniejszyć w wielu wypadkachznacząco wymiary płytki obwodu drukowanego. W artykule zaprezentowanotechnologię oraz wyniki badań wytwarzania wbudowanych kondensatorówzintegrowanych z wielowarstwową płytką obwodu drukowanego.Słowa kluczowe: bierne podzespoły wbudowane, kondensatory wbudowane,płytka obwodu drukowanego (PCB)STĘPLEWSKI W., KOZIOŁ G., SERZYSKO T., JANECZEK K., ARAŹNAA.: Integration of capacitive elements with printed circuit board<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 75The continuous increase in the requirements for running speed, functionality,reliability and miniaturization of consumer and professional electronicsequipment necessitates manufacturers of printed circuit boards to explorenew technology solutions that enable the production of PCBs with increasingdensity interconnections while taking into account economic considerations.The integration of capacitive elements with the PCB is one ofthe possible solutions that can save space on the its surface for the activeelements, and also helps to reduce in many cases printed circuit boarddimensions significantly. In this article, the technology and investigationresults of embedded capacitors manufacturing are presented.Keywords: embedded passives, embedded capacitors, printed circuit board(PCB)SERZYSKO T., BORECKI J., STĘPLEWSKI W.: Analiza charakterystyktemperaturowych rezystorów cienko- i grubowarstwowych wbudowanychdo wnętrza płytki obwodu drukowanego<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 78Podzespoły bierne takie jak rezystory, kondensatory oraz elementy indukcyjnestanowią niezbędną część każdego urządzenia elektronicznego. W większościprzypadków rezystory stanowią większość elementów pasywnychmontowanych na płytce obwodu drukowanego. Oprócz aspektów wielkości,tolerancji oraz niezawodności tych komponentów bardzo ważnym zagadnieniemsą ich właściwości temperaturowe. Zmiana temperatury powodujemiędzy innymi odwracalne zmiany rezystancji. Dlatego należy znać parametryurządzenia lub elementu elektronicznego w funkcji temperatury. Ma toszczególne znaczenie w przyrządach precyzyjnych (np. miernikach laboratoryjnych)i urządzeniach pracujących w szerokim zakresie temperatur.W niniejszym artykule w celu zdobycia wyobrażenia o zachowaniu rezystoróww szerokim zakresie temperatur przedstawiono pomiar i analizę charakterystyktemperaturowych oraz temperaturowego współczynnika rezystancji(TWR) rezystorów cienko- i grubowarstwowych wbudowanych do wnętrzapłytki obwodu drukowanego. Za pomocą pomiarów termowizyjnych określonorównież największą dopuszczalną moc, jaka może być wydzielonaw postaci ciepła podczas pracy rezystora w określonych warunkach.Słowa kluczowe: płytka obwodu drukowanego, rezystor wbudowany, rezystorcienkowarstwowy, rezystor grubowarstwowy, termowizjaSERZYSKO T., BORECKI J., STĘPLEWSKI W.: Analysis of the temperaturecharacteristics of thin and thick-film resistors embedded inprinted circuit board<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 78Passive subassemblies so as resistors, capacitors and inductive elementsare necessary part of every electronic device. In most cases, the resistorsare the most passive components used on printed circuit board. In additionto the aspects of size, tolerance and reliability of these components veryimportant issue are their temperature properties. Temperature change causesreversible changes of resistance. Therefore, the device parameters oran electronic component in the function of temperature should be known.This is particularly important in precision instruments (such as measuresof laboratory) and devices working in a wide temperature range.In this article, in order to acquire images of resistor behavior in a widerange of temperature is presented measurement and analysis the characteristicsof the temperature and the temperature coefficient of resistance(TCR) thin and thick- film resistors embedded in printed circuit board.Using thermovision measurements also was defined the maximum permissiblepower that can be issued in the form of heat during operation theresistor under certain conditions.Keywords: printed circuit board, embedded resistor, thin-film resistor,thick-film resistor, thermovision<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesBORECKI J., SERZYSKO T.: Zastosowanie past lutowniczych o zróżnicowanejtemperaturze topnienia w wieloetapowym procesie montażuelektronicznego<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 82W powierzchniowym montażu elektronicznym coraz częściej pojawia siękonieczność montowania zarówno małych, jak i dużych elementów elektronicznychpo obydwu stronach płytki obwodu drukowanego. W standardowymprocesie montażu, konieczność zamontowania cięższych elementów napierwszej stronie montażowej płytki wymaga klejenia ich do powierzchni płytkicelem uniemożliwienia odpadania elementów podczas montażu drugiej stronypłytki. Operacji klejenia elementów można uniknąć poprzez zastosowaniena drugiej stronie montażowej płytki pasty lutowniczej o niższej temperaturzetopnienia w porównaniu do pasty zastosowanej przy montażu pierwszej strony.Jednakże połączenia lutowane wykonane pastami lutowniczymi o różnejtemperaturze topnienia mogą charakteryzować się innymi właściwościami.W artykule przedstawiono ocenę jakości połączeń lutowanych wykonanychz zastosowaniem past lutowniczych o różnej temperaturze topnienia.Oceny jakości połączeń dokonywano miedzy innymi poprzez inspekcjęoptyczną, analizę rentgenowską, obserwacje mikroskopowe zgładów metalograficznych,oraz pomiary wytrzymałości mechanicznej.Słowa kluczowe: technologia montażu powierzchniowego (SMT), pastalutownicza, jakość połączenia lutowanego, analiza rentgenowska, wytrzymałośćmechaniczna, narażenia klimatyczneBORECKI J., SERZYSKO T.: Applying of solder pastes with differentmelting point in multi-step electronic assembly process<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 82In the Surface Mount Technology (SMT) there is more and more often neededto assembly both large and small electronic components on both sidesof the Printed Circuit Board (PCB). In a standard process, the assembly oflarge electronic elements on the first mounting side requires bonding themto the surface of PCB. It is made to prevent falling off them during assemblyof second side of PCB. Bonding operation can be avoided by usingin second step of assembly process the solder paste with lower meltingpoint than in first. However, the solder joints made with use different solderpastes can have different properties.This paper presents an evaluation of the quality of solder joints made using solder pastes with different melting point. The solder joints qualitywas evaluated inter alia through microscopic observations, X-ray analysis,microscopic observations of metallographic cross-sections, and alsothrough measurements of mechanical durability.Keywords: Surface Mount Technology (SMT), solder paste, quality of solderjoint, X-ray analysis, mechanical durability, climatic testsLIPIEC K.: Technologia integracji elementów pasywnych z płytkądrukowaną z wykorzystaniem cienkowarstwowych materiałów wielofunkcyjnych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 88W artykule przedstawiono bardzo ciekawy sposób zastąpienia tradycyjnejtechnologii wykonywania i montażu powierzchniowego kondensatorówi rezystorów. Wykorzystano do tego celu nowy materiał FaradFlex/Omega,z którego można wykonywać zarówno kondensatory, jak i rezystorywbudowane wewnątrz płytki drukowanej. Pozwala to na większą swobodęw rozmieszczaniu pozostałych podzespołów na zewnętrznych warstwachpłytki drukowanej.Słowa kluczowe: rezystory cienkowarstwowe z folii NiP, kondensatoryLIPIEC K.: Integration technology of passive elements with a printedplate using thin-film multifunctional materials<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 88This article presents a very interesting way of replacing a traditional implementationtechnology and surface mounting of capacitors and resistors.New material FaradFlex/Omega is used here. Both capacitors and resistorsbuilt inside the printed plate can be made of this material. This allowsfor greater flexibility in the deployment of other components on the outsidelayers of a printed plate.Keywords: thin-layered resistors from NiP foil, capacitorsLISOWIEC A.: Układy przetwarzania sygnałów wyjściowych przetwornikówbezrdzeniowych o małym poziomie szumów własnych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 91W artykule przedstawiono analizę szumową wzmacniacza sygnału wyjściowegoprądowego przetwornika bezrdzeniowego działającego na zasadziecewki Rogowskiego. Dynamika pomiaru prądu możliwa do osiągnięciaza pomocą przetwornika narzuca zastosowanie wzmacniacza o kilkurównoległych torach wzmocnienia. Analizę szumową przeprowadzono dlawzmacniacza składającego się z wejściowego wzmacniacza różnicowegooraz dołączonych równolegle do jego wyjścia kilku wzmacniaczy odwracających.Przeprowadzono również analizę szumową wzmacniacza zawierającegona wejściu dwa równolegle połączone wzmacniacze różnicowe.Taka konfiguracja umożliwia kilkukrotne zmniejszenie poziomu ekwiwalentnegowejściowego źródła szumów wzmacniacza.Słowa kluczowe: przetwornik prądowy, analiza szumowa, wzmacniaczróżnicowyLISOWIEC A.: Air core transducer signal conversion circuits with lownoise level<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 91In the paper a noise analysis of an amplifier of the output signal of an aircore current transducer based on Rogowski coil principle has been presented.To make the full use of the dynamics of current measurement thatcan be obtained with the transducer it is necessary to apply an amplifierwith parallel amplification paths. The noise analysis has been carried outfor an amplifier with input differential amplifier followed by several inversionamplifiers connected in parallel to its output. The noise analysis hasalso been carried out for an amplifier configuration where two differentialamplifiers are connected in parallel to the transducer output. Such configurationenables to lower over two times the equivalent noise voltage noisesource connected in series with the amplifier input.Keywords: current transducer, noise analysis, differential amplifierDIDUSZKO R., RYMARCZYK J., CZERWOSZ E., KOZŁOWSKI M.,DANILA M.: Badania in- situ zmian struktury nanokrystalitów Pd zachodzącychpod wpływem wodoru<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 94W artykule przedstawiono wyniki badań XRD (X-ray Diffraction) warstwC-Pd prowadzonych przy wykorzystaniu geometrii układu GIXD (Grazing-Incidence X-ray Diffraction – ślizgowa geometria promieniowania padającego)w specjalnej komórce pomiarowej umożliwiającej pomiary in situw mieszaninie przepływających gazów N 2/H 2.Warstwy C-Pd otrzymano metodą PVD – fizycznego odparowywaniaw próżni fullerenu C 60i octanu palladu. W celu zwiększenia oraz zróżnicowaniaśrednic nanoziaren Pd, warstwy wygrzewano w argonie w temperaturze650°C. Warstwy C-Pd charakteryzowano metodami elektronowejmikroskopii skaningowej (SEM) oraz GIXD. Badania SEM pokazały topografięi morfologię warstw, w szczególności rozkład i wielkość ziarenPd. Dzięki badaniom GIXD zaobserwowano zmiany struktury nanoziarenpalladu pod wpływem wodoru występującego w mieszaninie gazowej. Zewzrostem koncentracji wodoru zaobserwowano tworzenie się roztworustałego wodoru w palladzie i następnie wodorku palladu.Słowa kluczowe: pallad, wodór, XRD, SEMDIDUSZKO R., RYMARCZYK J., CZERWOSZ E., KOZŁOWSKI M.,DANILA M.: The study in-situ structure changes of Pd nanocrystalsunder the influence of hydrogen<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 94In this article we show the results of XRD (X-ray Diffraction) investigationsof C-Pd films performed using the geometry of the GIXD (Grazing-IncidenceX-ray Diffraction) in a special measuring cell allowing in situ measurementsin a mixed flowing gas N 2/H 2.C-Pd films were prepared by PVD method i.e. – Physical Vapor Depositionof fulleren C 60and palladium acetate. These films were annealed at 650°C inargon atmosphere to increase and to diversity of Pd nanograins diameters.C-Pd films were characterized using Scanning Electron Microscopy (SEM)and by GIXD. SEM studies showed the C-Pd films’ topography and morphologyin particular Pd nanograins size and their distribution. The structuralchanges in palladium nanograins under the influence of hydrogen were observedin situ GIXD measurements at gas mixture N 2/H 2. With the increaseof hydrogen concentration in the mixture gas the formation of solid hydrogensolution in palladium and then palladium hydride were observed.Keywords: palladium, hydrogen, XRD, SEM<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesSTĘPIŃSKA I., KOZŁOWSKI M., SOBCZAK K.: Badania metod PVD/CVD wzrostu nanorurek węglowych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 98Nanorurki węglowe otrzymywano za pomocą dwuetapowej metody PVD/CVD. W pierwszym etapie (proces PVD) wytworzono warstwę węglowązawierającą nanoziarna Ni. W drugim etapie (proces CVD) warstwa z Nizostała zmodyfikowana w celu otrzymania nanorurek węglowych osadzonychw matrycy węglowej. Czas procesu CVD został tak dobrany, abyotrzymać nanorurki w różnych etapach wzrostu (10, 20, 30 min). Wytworzonewarstwy zawierające nanorurki węglowe charakteryzowane były zapomocą mikroskopii TEM i SEM. Do analizy morfologii i struktury otrzymanychnanorurek wykorzystano SEM wyposażony w detektory elektronówwtórnych i wstecznie rozproszonych. Badania struktury nanorurek w różnychetapach wzrostu wykonano za pomocą TEM.Słowa kluczowe: nanorurki węglowe, Ni, mechanizm wzrostuSTĘPIŃSKA I., KOZŁOWSKI M., SOBCZAK K.: Investigations of carbonnanotubes growth stages<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 98Carbon nanotubes were grown using two step method. In a first step (PVDprocess) a carbonaceous film containing Ni nanograins was obtained. Ina second step (CVD process) the film with Ni nanograins was modified forpreparation of carbon nanotubes placed in carbonaceous matrix. Growth’time for CVD process was chosen in such a way to stop growing processin various stages (10, 20, 30 min). Obtained film containing carbon nanotubeswas characterized with TEM and SEM methods. Backscattered andsecondary electron detectors were used for SEM to analyze a morphologyand structure of obtained carbon nanotubes. Carbon nanotubes structurein different growth stages was investigated by TEM.Keywords: carbon nanotubes, Ni, growth mechanismKARLIŃSKI M., ZAJĄC J.: Wybrane problemy pozycjonowania detaliprzy użyciu inspekcji wizyjnej na przykładzie automatycznego systemukontroli filtrów SKF-11<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 102Artykuł opisuje algorytmy analizy obrazów zastosowane w celu precyzyjnegopozycjonowania detali o różnych gabarytach w polu inspekcji kamery.Dokładność pozycjonowania detali w gniazdach pomiarowych jestwypadkową precyzji i powtarzalności procedur wizyjnych oraz kalibracji3D robota przenoszącego filtry.Słowa kluczowe: systemy wizji maszynowej, kalibracja 3-D, robotyka,metody analizy obrazuKARLIŃSKI M., ZAJĄC J.: Selected problem s of element’s positioningwith vision inspection using by automatic filter control systemSKF-11<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 102The article is writing image analysis algorithms using in varying proportionspart’s précising positioning in camera’s inspection field. Component’spositioning accuracy in measuring sockets depends on precision and repeatabilityvision procedure’s and loading robot 3-Dimension calibration.Keywords: machine vision systems, 3-D calibration, robotics, imagesanalysis methodsWARSZA Z.L.: Szacowanie niepewności w pomiarach z autokorelacjąobserwacji<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 1<strong>08</strong>Opisano rozszerzenie podanej w Przewodniku GUM metody wyznaczanianiepewności typu A na pomiary o równomiernym próbkowaniu mezuranduw funkcji czasu z uwzględnieniem wpływu autokorelacji obserwacji.Obejmuje ona wyodrębnienie składowej losowej w surowych danychpomiarowych przez identyfikację i usunięcie z nich estymatora sygnałumenzurandu oraz innych składowych regularnie zmiennych i outlierów.Podano wzory do obliczania odchylenia standardowego dla pojedynczejobserwacji i dla wartości średniej próbki. Uwzględniają one autokorelacjęprzez zastosowanie tzw. „efektywnej liczby” równoważnych nieskorelowanychobserwacji. Dzięki temu można oszacować niepewność rozszerzonąwg dotychczasowej procedury GUM. Podano też metodę wyznaczaniaestymaty funkcji autokorelacji z danych próbki. Rozważania zilustrowanoprzykładami.Słowa kluczowe: menzurand, niepewność, autokorelacja, rozkład prawdopodobieństwa,efektywna liczba pomiarówWARSZA Z.L.: Evaluation of the uncertainty of signals measured withautocorrelated observations<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 1<strong>08</strong>Expanding of the application range of the GUM uncertainty evaluationmethod to the case of autocorrelated observations of the regularly sampledin time measurand is described. As the first step the random componentsof the sample are selected by identification estimate of the measuredsignal and as well other regularly variable components and removingthem from the raw data. Then for the remainder random component withautocorrelated data, given are formulas for standard deviation of the singleobservation and of the mean value of sample. Formulas are expressedby means of an equivalent so-called “effective number” of uncorrelatedobservations, which depends on the sample autocorrelation function. Calculationof the expanded uncertainty due GUM recommendations is nowpossible. As proposal for use in practice given is also method of the estimationof autocorrelation function from sample data. Considerations areillustrated by two numerical examples.Keywords: measurand, uncertainty, autocorrelation, random distribution,effective number of observationsZYCH M.: Metody cyfrowego przetwarzania w impulsowym radarzedo sondowań podpowierzchniowych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 114Artykuł prezentuje metody cyfrowego przetwarzania sygnałów impulsowegoradaru do sondowań podpowierzchniowych. Z uwagi na szeroki zakres przydatności,radary te są jednym z głównych kierunków rozwoju współczesnejradiolokacji. Autor przedstawia problem strat mocy propagowanej w ziemifali elektromagnetycznej, co przekłada się na ograniczony zasięg GPR. Zaprezentowanewyniki symulacji jak i rzeczywistych pomiarów wskazują naduże możliwości radaru wykorzystującego metodę zogniskowany SAR.Słowa kluczowe: GPR, SAR, LFMZYCH M.: Digital signal processing for Ground Penetrating Radar<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 114The paper presents digital signal processing methods for pulse groundpenetrating radars. Due to wide range of capabilities, these radars are oneof the main direction of development of modern radiolocation. The authorpresents problem of transmitted power losses of the signal propagatedin soil, which reduces GPR range. The simulation and real measurementresults show high possibilities of GPR using focused SAR method.Keywords: GPR, SAR, LFMHOŁYŃSKI M.: Bezpieczeństwo w chmurach<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 119Przetwarzanie w chmurze nie jest tak bezpieczne, jak utrzymują sprzedawcyinformatycznej infrastruktury i serwisów sieciowych. Nie niesiez sobą jednak aż takich zagrożeń, których obawiają się użytkownicy.Słowa kluczowe: przetwarzanie w chmurze, bezpieczeństwo sieciHOŁYŃSKI M.: Security in the clouds<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 119Cloud computing is not as secure as IT infrastructure and network servicesproviders claim. However, the risk is lower than anticipated by manycautious users.Keywords: cloud computing, network security<strong>Elektronika</strong> 8/<strong>2012</strong>
Streszczenia artykułów ● Summaries of the articlesRUDNICKI T., CZERWIŃSKI R.: Zastosowanie enkodera absolutnegodo sterowania silnikiem synchronicznym z magnesami trwałymi<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 121Główną tezą artykułu jest przedstawienie możliwości wykorzystania enkoderaabsolutnego AMT203 do sterowania bezszczotkowego silnikasynchronicznego z magnesami trwałymi. Wartością naukową artykułu jestwykazanie, metodą eksperymentów laboratoryjnych, że rodzaj zastosowanegoenkodera może być stosowany do sterowania komutatora energoelektronicznegodo prędkości obrotowej około 670 obr/min.Słowa kluczowe: enkoder absolutny, silnik z magnesami trwałymi, magnesytrwałe, sterowanie wektoroweRUDNICKI T., CZERWIŃSKI R.: Absolute encoder for the permanentmagnet synchronous motor<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 121The main thesis of the paper is to present the possibility of using the absoluteencoder AMT203 to control of Permanent Magnet Synchronous Motor.The advantage of the article is to show with the lab experimental method,that the particular encoder can be used for controlling the electronic commutatorto rpm about 670.Keywords: absolute encoder, PMSM, permanent magnet, field orientedcontrolDOBRZAŃSKI L.A., SZINDLER M.: Powłoki antyrefleksyjne otrzymywanemetodami zol-żel oraz ALD do zastosowań w krzemowych ogniwachsłonecznych<strong>Elektronika</strong> (LIII), nr 8/<strong>2012</strong>, s. 125W artykule przedstawiono możliwość zastosowania metod zol-żel orazatomowego osadzania warstw do otrzymywania warstw antyrefleksyjnychstosowanych w krzemowych ogniwach słonecznych. Topografiępowierzchni oraz odbicie optyczne badano przy użyciu mikroskopu sił atomowychoraz spektrometru UV/VIS.Słowa kluczowe: zol-żel, atomowe osadzanie warstw, warstwa antyrefleksyjna,ogniwo słoneczneDOBRZAŃSKI L.A., SZINDLER M.: Sol-gel and ALD antireflection coatingsfor silicon solar cells<strong>Elektronika</strong> (LIII), no 8/<strong>2012</strong>, p. 125This paper presents the possibility of using sol gel and atomic layer deposition(ALD) methods for obtaining antireflection coatings for the siliconsolar cells. The surface topography and reflection was studied using anatomic force microscope (AFM) and a spectrometer UV / VIS.Keywords: sol-gel, atomic layer deposition, antireflection coating, solarcellSzanowni Autorzy,zgodnie z zaleceniem Ministerstwa Nauki i Szkolnictwa Wyższegoprzedstawiamy procedurę przeciwdziałania przypadkomghostwriting i guest authorship.Definicje– ghostwriting – przypadek, gdy ktoś wniósł istotny wkładw powstanie publikacji, bez ujawnienia swojego udziału jako jedenz autorów lub bez wymienienia jego roli w podziękowaniachzamieszczonych w publikacji,– guest authorship (honorary authorship) – przypadek,gdy udział autora jest znikomy lub w ogóle nie miał miejsca,a pomimo to jest autorem/współautorem publikacji.Działania mające na celu przeciwdziałanie powyższymprzypadkom (zgodnie z zaleceniami Ministerstwa Nauki i SzkolnictwaWyższego) są następujące:● Redakcja wymaga od autorów publikacji ujawnienia wkładuposzczególnych autorów w powstanie publikacji (z podaniemich afiliacji oraz kontrybucji, tj. informacji kto jest autorem koncepcji,założeń, metod, protokołu itp. wykorzystywanych przyprzygotowaniu publikacji), przy czym główną odpowiedzialnośćponosi autor zgłaszający manuskrypt.● Redakcja wyjaśnia w „Informacji dla autorów”, że ghostwritingi guest authorship są przejawem nierzetelnościnaukowej, a wszelkie wykryte przypadki będą demaskowane,włącznie z powiadomieniem odpowiednich podmiotów (instytucjezatrudniające autorów, towarzystwa naukowe, stowarzyszeniaedytorów naukowych itp.).● Redakcja wymaga informacji o źródłach finansowaniapublikacji, wkładzie instytucji naukowo-badawczych, stowarzyszeńi innych podmiotów (financial disclosure).● Redakcja dokumentuje wszelkie przejawy nierzetelnościnaukowej, zwłaszcza łamania i naruszania zasad etyki obowiązującychw nauce.* * *W związku ze zmianami dotyczącymi oceny parametrycznejczasopism, Ministerstwo Nauki i Szkolnictwa Wyższego wprowadziłonastępujące kryteria oceny publikacji:1. Oryginalność– czy artykuł zawiera nowości w zakresie prezentowanej tematyki?– czy wnosi wkład w stan wiedzy?– czy odpowiada poziomowi merytorycznemu czasopisma?– czy opisywane zagadnienia są istotne dla rozwoju naukilub zastosowań praktycznych?2. Układ– czy artykuł prezentuje logiczny układ treści i jasność wywodu?a) Tytuł: czy odpowiada treści artykułu?b) Streszczenie: czy odzwierciedla treść artykułu?c) Wprowadzenie: czy opisuje co autor zamierzał osiągnąći jasno przedstawia zagadnienia poruszane w artykule? (zwyklewprowadzenie powinno zawierać przegląd literatury dotyczącejdanego tematu, opis eksperymentu, hipotezy, ogólny plan eksperymentulub stosowanych metod),d) Metody badań: czy autor dokładnie wyjaśnia w jaki sposóbotrzymał wyniki? Czy metody badań są odpowiednio dobrane?,jeśli metody są nowe, to czy są dokładnie opisane?, czy autorwystarczająco dokładnie opisał sposób wykonywania badań/pomiarów?e) Wyniki: czy autor w logiczny i jasny sposób wyjaśnia costwierdził w wyniku przeprowadzonych badań?, czy dokonałprawidłowej analizy wyników?f) Podsumowanie/Wnioski: czy zamieszczone stwierdzenia/wnioskisą poparte wynikami badań?, czy autor wykazał jakwyniki odnoszą się do oczekiwań i wcześniejszych badań?, czywyniki badań potwierdzają czy zaprzeczają wcześniejszym teoriom?g) Rysunki i tabele: czy zamieszczone rysunki i tabele jasnoilustrują wyniki badań i czy są zrozumiałe dla czytelnika?, czysą istotne dla zilustrowania treści artykułu?3. Wcześniejsze badania– jeśli artykuł zawiera wcześniejsze wyniki badań, to czy zamieszczonoodpowiednie odnośniki literaturowe?4. Zagadnienia etyczne– Plagiat: czy artykuł nie jest kopią innej pracy?10<strong>Elektronika</strong> 8/<strong>2012</strong>
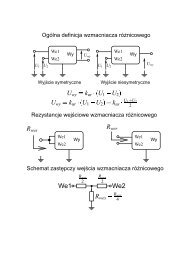
Process-oriented suboptimal controller for SiC bulkcrystal growth system(Regulator suboptymalny przeznaczony do sterowania procesemhodowli monokryształów SiC)dr hab. inż. Marek Orzyłowski, <strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaThe described controlled system is a furnace for silicon carbide(SiC) bulk crystal growth. This modern semiconductor material isused for the production of electronic elements having propertiesnot available earlier: white and blue LEDs, ultra-fast high-voltageSchottky diodes, MOSFET transistors and high-temperature highcurrentthyristors. These elements work at high frequencies andare both radiation resistant, and temperature resistant up to a fewhundred °C. Due to good heat conductivity SiC wafers are used assubstrate for other semiconductor compounds. Because of technologicaldifficulties, a high quality SiC wafer costs 350…3500 USDwhile an equivalent ordinary silicon wafer costs about 5 USD.The technological process of the SiC bulk crystal growth baseson the physical vapor transport (PVT) and takes place at temperaturesreaching 2500°C in argon atmosphere of low pressure [1]. Theknown constructions of systems for such purposes usually baseon a single-section inductive heater, although preliminary conceptsof construction with resistance heating have appeared [2]. In thepresented solution the temperature field is formed by a two-sectionresistance heater of innovative construction worked out togetherwith the described control system. It is worth emphasizing that thehigh-temperature part of the system can only be made of graphite,which has both electrical and thermal conductivities high. Thereactor with the heating system is closed in a vacuum chamber. Itis possible to measure the temperature in the reactor from outsideby means of the pyrometers using optical channels, whose numberand arrangement affect the temperature distribution inside andbrings on significant complication of the construction.The intended suboptimal controller should ensure a relativelylow deterioration of the control performance index compared tothe optimal value. The concept and the solution of a dedicatedsuboptimal temperature controller oriented on the described systemand technological process is developed further on. The goalof this work was to determine the simplest controller bringing on asignificant cost reduction and reliability increase. It was assumedthat the controller should meet high quality requirements in alltypical states during the significant phases of the process. However,a reasonable deterioration of the quality index is toleratedduring the process phases of low influence on the final result andin the failure states.As a general rule the typical multi-section resistance heatingsystems with high requirements for the reactor temperature fielddistribution work on the basis of temperature measurements inthe selected points of the batch and those of all heating sections[4, 5]. The system presented here works on a different principle.the zone of the optimal crystallization temperature should movedown according to the actual position of the crystallization front.The surface of the regularly growing SiC crystal is slightlyconvex (Fig. 2). The suitable horizontal temperature distributionensuring the proper crystallization conditions is achieved by aspecial construction of thermal system. The geometry of crucibleand heating system has been worked out on the basis of the mathematicalmodeling of temperature fields for various shapes anddimensions, by means of the finite element method applied to a3D model of tens thousands of nods.For the temperature control purposes it is advisable that themodel should have lower order [5]. The chosen furnace constructionenables the programming of the vertical temperature distribution,which influences the crystallization rate [1]. Finally weused a simplified one-dimensional linear discrete model (Fig. 3)in the form of RC analog chain describing vertical temperaturedistribution. In such RC topology voltages correspond to temperatures,while the current sources correspond to the heating powersources. There are 6 nodes in the model, which represent thelumped capacitances C iof the consecutive vertical layers. Thesenods are coupled to their surroundings by equivalent thermal resistances,where r idescribes vertical thermal conduction mainly ofinner elements of furnace construction, and R idescribe horizontalconduction of the graphite felt thermal insulation. The model alsotakes into account the power flow from the upper heater to thenodes of vital influence on the temperature distribution inside thecrucible. It is done by means of distribution coefficients a and b,where a>0, b>0, a+b
where y is the output vector composed of measurable state variables.Suboptimal controlFig. 2. Surface of growing SiC crystalRys. 2. Powierzchnia narastającego monokryształu SiCFig. 3. Electrical RC equivalent of discrete one-dimensional thermalmodelRys. 3. Elektryczny schemat zastępczy RC jednowymiarowego modelutermicznegoAs the state vector x, the vector describing the temperaturesof the following model nodes were assumed : x 1, x 2– the innerfurnace ‘slices’ at various elevations starting from the top, x 3– thecrucible lid with the crystal seed attached under it, x 4– the upperheater bottom, which is close to the subliming SiC powder placedon the crucible floor, x 5– the top of the lower heater, x 6– the lowerpart of the inner furnace construction,The heating power signals are described by u vector, where: u 1– power of upper heater (corresponds to the current J1 of the RCmodel), u 2– power of lower heater.On the basis of the RC electrical equivalent circuit (Fig. 3), themathematical dynamic model of the system can be determined inthe form of the standard state equations:x&=Ax+Bu (1)y=Cx12J 1=u 1J 2=u 2(1-a-b)J 1bJ 1aJ 1r 1x 1C 1R 1r 2 C 2x 2R 2r 3 C 3x 3R 3r 4 C 4x 4R 4r 5C 5xr 51R 5r 6 C 6x 6R 6r 7As there is no possibility of temperature measurements insidethe crucible without a harmful deformation of spatial temperaturefield, a rational solution seems to be an indirect temperature controlbased on the temperature measurements of the crucible lidx 4and the bottom of the upper heater x 5. The optical channels forpyrometric measurements of these points are outlined in Fig. 1.The channel for temperature measurement of the bottom of theupper heater passes trough the aperture located in the top of thelower heater.For the determination of the optimal control for the describedlinear system, the quadratic performance index of infinite horizonis chosen:∞TT (2)where Q and R are the cost matrices, and the assumed coordinatesystem meets the conditions: x( ∞)=0u ( ∞) =0(3)The control equation is: u= −Sx(4)Matrix S is determined by minimization of performance indexJ. It can be calculated directly by solving Riccati’s equation orusing other methods, e.g. dynamic programming based on theBellman’s principle of optimality [6]. For an infinite horizon in thequality index (2), the matrix S is constant.From the Bellman’s principle of optimality it results that the currentoptimal control depends on the present state of the systemonly. Thus, it is independent of the preceding states and controlactivities. When the gain matrix S is constant it can be optimizedon the basis of this principle using the simulation of the statevector x and the input vector u trajectories of the system (1) withfeedback via S matrix. The simulation time should be long enoughto allow the solution for the gain matrix S to steady.During the determination of the cost matrices Q and R it is assumedthat the penalty should be applied to the deviations of thetemperatures most significant in the considered process, i.e. thecrucible lid temperature x 3, and the upper heater temperature x 4.Therefore R and Q matrices have the forms:⎡000000⎤⎢⎥⎢0 0 0 0 0 0⎥⎢00Q⎥00 0 0 Q=⎢⎥(5)⎢000Q000⎥⎢000000⎥⎢⎥⎣000000⎦J= ∫( ∫xQx+uRu)0⎡1R=⎢⎣00⎤1⎥ ⎦The optimal matrix S for our model and for Q 0= 20 is: ⎡0.0010.0453.1483.0510.0770.000⎤ (7)S=⎢⎥⎣−0.001 − 0.188 − 2.688 2.275 0.709 0.020⎦All elements of matrix (7) in the considered case are the temperaturedeviation gains for the described nodes of the temperaturefield in the reactor and its surroundings – so their values canbe compared to one another. It is noticeable that the elements ofthe largest values concentrate in the third and fourth columns ofthe matrix. They are multipliers of x 3and x 4, i.e. the variables correspondingto the non-zero penalty coefficients of matrix Q.dt(6)<strong>Elektronika</strong> 8/<strong>2012</strong>
Order reduction of the controller gain matrix for the multi-variablethermal plants has been successfully used for a long time [5].It is worth to notice that x 1, x 2and x 6correspond to the temperaturesof vertical furnace construction elements located on variousheights and thus these variables of the considered system arepractically immeasurable. For this reason and owing to the lowvalues of the corresponding gains in the S matrix these variablesare omitted in the suboptimal controller equation.For a precise temperature control in typical systems with resistiveheaters the temperature measurements of all heating sectionsare used [4, 5]. However, in our case the most importantprocess operations are performed in the high-temperature statesonly. In such conditions the intensive radiation heat exchangeproportional to 4 th power of absolute temperature occurs [7]. Therefore,yet in the design stage, it was decided for the constructionreasons that the bottom of the upper heater and the top ofthe lower heater would be placed opposite to each other, whichprovides strong radiation coupling (Fig. 1). There was a goodchance that such a solution would allow for the elimination of themeasurement of the lower heater top temperature x 5, taken intoaccount up till now for the control purposes only. Such a solutionleads to a better axial symmetry of the temperature distributionand as a side effect it simplifies the heating arrangement. To verifythe correctness of this presumption, an analysis was madeof what the negligence of the 5-th column in the S matrix canbring in (7). It leads to the control using only two temperaturesignals: the lid temperature x 3, and the upper heater temperaturex 4and reduces the control matrix S to its suboptimal form S sofdimensions 2×2.The analysis has shown that the value of performance indexachieved for suboptimal S smatrix of 2×2 dimension in the worsecase exceeds the optimal value of this index by less than 40%. Itis only a small deterioration comparing to the optimum and thusthe reduction of the controller output variables to the set of x 3and x 4is acceptable considering the obtained controller simplification.Although MIMO controllers are not available in the trade offers,they can be completely built up for example on the basisof programmable logic controllers (PLC). However, for practicalreasons, before the start of such a venture, the application ofcommercial controllers should be considered. Such an analysisshould also include the cases of non-standard configurations.As it was mentioned herein at the beginning, the goal of thework was to work out a controller of simple structure, which wouldensure good control quality in all significant phases of the technologicalprocess. The analysis has shown that that this goal can bewell achieved by the suboptimal control equation in the formcases the initial values of the state vector x pcan be calculatedfrom:−1 x = −A Bu(10)p= Bu pThe plane of possible values (u p1, u p2) can be presented inpolar coordinates (r, α). As the model is linear, so in the consequencethe value of β doesn’t depend on radius r (Fig.4). Thusby the calculations the plane of possible values (u p1, u p2) can beconsidered as the function of angle α only.up1 α=arctan(11)up2Assuming this, the value of β can be expressed as:Js( rp,α) β( α)=(12)Jr,α( )0 pDuring the analysis performed with the use of the furnacemodel, the values S s11(α) and S s22(α) of the matrix S shave beenoptimized for the initial states x pcorresponding to the respectiveangles α in the space of possible values of u p. The optimization isbased on the simulations of the state vector x and the input vectoru trajectories by means of Nelder-Mead’s simplex method [8]which is available in Matlab computing environment. The resultsof the calculations are shown in Fig. 5.Fig. 4. Control quality deterioration index β for the matrix S s0Rys. 4. Wskaźnik β pogorszenia jakości sterowania dla macierzy S S0 ⎡u1⎤⎡x3⎤⎡Ss110⎤⎡x3⎤(8)⎢⎥ =S s ⎢⎥ = ⎢⎥⎢⎥⎣u2⎦ ⎣x4⎦ ⎣ 0 Ss22⎦⎣x4⎦This form corresponds to the controller configuration with twofeedback loops. The loops are formed uncommonly, becausethe power of the upper heater is controlled by the temperaturemeasured at a batch point in the region of the upper heater maininfluence, while the power of the lower heater is controlled by thetemperature measured at a selected point of the upper heater.The choice of the controller structure was based on the controlquality deterioration index β, which was defined as a ratio of thequality index J sof the suboptimal control to the quality index J 0ofthe optimal control calculated in the same control conditions:J s β=(9)J0In the case of the suboptimal control the calculated quality indexJ sdepends on the initial state of the system.In the presented analysis the initial conditions correspondingto the steady states for various deviations of u pfrom condition (3),e.g. u(∞) = 0, were taken into account. According to (1), for theseFig. 5. Gains Ss11 and Ss22 optimized at various initial conditionsRys. 5. Wzmocnienia Ss11 i Ss22 optymalizowane dla różnychwarunków początkowych<strong>Elektronika</strong> 8/<strong>2012</strong> 13
Fig. 6. Control quality deterioration index β for the suboptimal matricesS s(α) and S s0Rys. 6. Wskaźnik β pogorszenia jakości regulacji dla suboptymalnychmacierzy S s(α) oraz S s0As the use of a suboptimal controller with parameters dependenton the state of the system is unacceptable, therefore theapplication of constant S smatrix denoted S s0has been analysed,and S s110and S s220have been given their average values over α:901Ss110=Ss11= ∫Ss11( α)dα180−90(13)901Ss220=Ss22=∫Ss22( α)dα180−90The diagram in Fig. 6 presents the deterioration index β, determinedfor both the gain matrix S swith variable elements and thegain matrix S s0with averaged elements. The β index for S s0matrixat the plane of initial states of inputs (u p1, u p2) is shown in Fig. 4.It results from the diagram in Fig. 6 that for positive α, the indexβ deteriorates (rises) less than 1.3 times, which is relativelynot much. Positive α corresponds to the deviations of u p1and u p2of the same polarity, while for the deviations of opposite polarity(α 0. The essential a few days’ long crystallizationphase requires very slow temperature changes, and fromthe control point of view it can be treated as a stabilization. Thecases in which the significant changes of power for α < 0 occurcan happen in emergency states, e.g. after the heating power decay.According to the initial assumptions the performance index,the deterioration for such untypical states is acceptable.As mentioned before, during the furnace designing a strongradiation coupling between the bottom of upper heater and thetop of lower heater at crystallization temperature level had beenassumed. In lower temperatures this coupling is weaker, whichcauses an additional deterioration of performance index in relationto the control with the additional temperature measurementsof the top of the lower heater x 5. It concerns e.g. the preliminaryphase of the process, when the filling of the vacuum chamber withtechnological gas having a controlled temperature above 1000°Coccurs. However, the analysis has proved that the above-discussedcontroller can work well at this level too.Equation (8) describes a simple proportional controller (P).In the real system the structure corresponding to this controllerhaving two independent control loops is retained, but with PIDalgorithms substituted for P.14The furnace temperature controller is based on a PLC controller.As the PID loops commercial controllers are used. The mainPLC controller, according to the temperature program of the crystallizationprocess, sends the actual set values to the PID controllers.Its other task is changing the dynamic parameters of the PIDloops according to the actual temperature level. As the measuringrange of the applied two-colour pyrometers is above 900°C, sobelow this level the main controller works with open loops. Theauto-tuning functions of the PID controllers enable to tune thewhole controller to various temperature levels. The main controlleris provided with autodiagnostic function also.Temperature control of the plantThe computer controlled system for SiC monocrystallization describedin the paper is intended for R&D works in SiC crystallizationtechnology. The goals of these works are a significant improvementof the process productivity and of the quality of crystals.The tests of this system in the production conditions have provedthat it meets all requirements.Fig. 7 shows a typical programmed temperature diagram beforethe crystallization process and during the beginning of thisprocess. The temperature level is reached with an overshoot lessthan 2.5°C. The state when the temperature is approaching theworking level corresponds to positive initial angle α (Fig. 6). In thenext phase the pressure is reduced from 500 mbar to 50 mbar.Fig. 7. Programmed temperature control before and at the very beginningof the monocrystallization processRys. 7. Regulacja temperatury programowana dla faz przed procesemmonokrystalizacji i dla początku tego procesuFig. 8. Dynamic response for α < 0Rys. 8. Odpowiedź dynamiczna dla α < 0<strong>Elektronika</strong> 8/<strong>2012</strong>
The temperature deviations from the set values during this periodare below the measurement background level.To examine the system dynamic properties in non-typical workconditions, a test of the temperature changes for the initial statecorresponding to negative values of α has been done. At the beginningthe stabilization of the two controlled points at 2250°C hasbeen obtained. Then the step changes of the set values has beenapplied in opposite increments Δx 3= –6°C and Δx 4= +6°C. Thesechanges correspond to the initial state for α = –42° (Fig. 6). Thetransient response for this case is shown in Fig. 8. According tothe analysis the overshoots are larger than those in Fig. 7. In suchcases the settling time of the temperature is short, referring to theduration of the process and these cases are incidental only, sotheir influence on the process results can be ignored.SummaryThis paper presents the solution of a suboptimal controller orientedon the designed thermal system and technological processunder way. The construction of the system in question is innovativeand rather unconventional, thus the control had to be workedout from the very basis. The solution is based on a numericalmodel of temperature field in the furnace prepared for the constructionpurposes. For the controller synthesis this model hasbeen simplified to a sixth-order model.The criterion of the suboptimal controller structure choice wasthe value of the linear quadratic infinite horizon performance index.The simulation of the state vector and input vector trajectorieshas been applied for the gain matrix optimization.The analysis proved that by making use of a strong thermalcoupling between the upper and the lower heater, the control canbe based on two points of temperature measurements located inthe centers of respectively the crucible lid and the bottom of upperheater. The temperatures of these two points allow the determinationof the crystallization process conditions.Finally the structure of suboptimal controller with two singlefeedback loops has been chosen. The simulation of typical dynamicstates for crystallization process (α > 0) has shown that theperformance index doesn’t rise more that by 30% in relation to itsoptimal value. It can be bigger for non-typical states but it doesn’thave any significant consequences.Precise numerical modeling of the temperature field in thefurnace and simulation of its control in the preliminary phase ofthe project has enabled us to obtain good conformity of the plantparameters obtained with those assumed [9]. Such an approachfacilitated a simplification of construction, gave the cost reductionand improved the plant reliability. Furthermore it was possible toavoid extra expenses that could have ensued from the inevitablefault rectifications of a crudely designed plant, obtained withoutusage of such advanced means.The presented method of the suboptimal controller choice canbe expanded over more complex cases e.g. furnaces with threesectionheaters. The problem can be solved with Nelder-Meadsimplex method [8] application also.This work is a part of the project supported by the Polish Ministryof Science and Higher Education under contract No. R<strong>08</strong> 043 02.References[1] Chen Q.-S., Zhang H., Prasad V., Balkas C.M., Yushin N.K., WangS.: Kinetics and modeling of sublimation growth of silicon carbidebulk crystal, Journal of Crystal Growth, No. 266 pp. 320–326, 2004,Elsevier.[2] Chen Q.-S. , Gao P., Hu W.R.: Effects of induction heating on temperaturedistribution and growth rate in large-size SiC growth system,Journal of Crystal Growth 266, pp. 320–326, 2004.[3] Drachev R., Deyneka E., Rhodes C., Schupp J., Sudarshan T.: FundamentalLimitation of SiC PVT Growth Reactors with CylindricalHeaters, Materials Science Forum, 2006, Vols. 527–529, pp. 15–20.[4] Orzyłowski M.: Electric Furnace: A Case Study of Optimal Controlof Dynamic Systems with Delays, Systems Science, vol. 21, No. 4,pp. 69–79, Wrocław, 1995.[5] Orzyłowski M.: Order Reduction of the Controller Gain Matrix for theMultivariable Thermal Plant with Time-Delays, Systems Science, vol.22, No. 1, pp. 85–95, Wrocław, 1996.[6] Peres P. L. D., Geromel J. C.: An Alternate Numerical Solution to theLinear Quadratic Problem, IEEE Transactions on Automatic Control,Vol. 39, 1994, pp. 198-202.[7] Siegel R., Howell J., Thermal Radiation Heat transfer, Taylor &Francis,2002[8] Lagarias, J.C., Reeds J. A., Wright M. H., Wright P. E.: ConvergenceProperties of the Nelder-Mead Simplex Method in Low Dimensions,SIAM Journal of Optimization, Vol. 9 No. 1, pp. 112–147, 1998.[9] Grasza K., Tymicki E., Racka K., Orzyłowski M.: Experimental Verificationof a Novel System for the Growth of SiC Single Crystals,Materials Science Forum, Vols. 679–680, 2011, pp. 16–19.Eksperymentalna walidacja elektromechanicznych modeliultradźwiękowych przetworników piezoceramicznychprof. dr hab. inż. Andrzej Milewski, mgr inż. Paweł Kogut, mgr inż. Witold Kardyś,mgr inż. Piotr Kluk<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaPiezoceramika od wielu lat jest materiałem wykorzystywanym dobudowy przetworników ultradźwiękowych dużej mocy ze względuna ich bardzo dobre parametry, jak chociażby dużą sprawnośći zdolność energetyczną oraz wytrzymałość mechaniczną. Naj-Rys. 1. Piezoceramiczne przetworniki ultradźwiękoweFig. 1. Piezoceramic ultrasonic transducersczęściej stosowana jest ceramika o geometrii walcowej wstępniespolaryzowana w kierunku osiowym. Przykłady opisanych przetwornikówpiezocermicznych zaprezentowano na rys. 1.Przetworniki ultradźwiękowe projektowane są na zadane parametry,takie jak częstotliwość pracy czy moc wyjściowa. Doprojektowania technicznego przetwornika ultradźwiękowego potrzebnyjest model matematyczny, który pozwoli na wstępną estymacjęwymaganych parametrów, w tym parametrów elementówskładowych takich jak przetwornik piezoceramiczny. Model przetwornikapiezoceramicznego jest również niezbędny do walidacjiparametrów piezoceramiki dostarczonej od producenta, co jestszczególnie ważne ze względu na rozrzut technologiczny, któryjak podają niektórzy producenci standardowo wynosi ~20%.W niniejszym artykule skupiono się na opisie elektromechanicznegomodelu dla przypadku drgań osiowych oraz na metodachestymacji parametrów statycznych przetworników piezoceramicznychw oparciu o pomiary charakterystyk impedancyjnych.<strong>Elektronika</strong> 8/<strong>2012</strong> 15
Model drgań osiowychPrzypadek drgań osiowych obejmuje problem, w którym przetwornikw kształcie cienkiego dysku lub krążka zostaje poddanyharmonicznemu pobudzeniu elektrycznemu oraz obustronnemuobciążeniu akustycznemu w kierunku osiowym. Problem ten wrazz warunkami wymuszenia oraz zadanymi warunkami brzegowymiilustruje rys. 2.a) b)v 1 v 2F 1 F 2UIZ 1 [Z]Z 2F 1F 2v 2URys. 3. Zastępczy model przetwornika piezoelektrycznego: a) ogólnymodel przetwornika, b) model akustycznie obciążonego przetwornikaFig. 3. Equivalent electromechanical multiport model of the piezoceramictransducer: a) general piezoceramic model, b) acousticallyclamped modelRys. 2. Przetwornik piezoceramiczny poddany elektrycznemu wymuszeniui akustycznemu obciążeniu w kierunku osiowym dla przypadkudrgań osiowychFig. 2. Example of axial vibrations of the piezoceramic transducerconstrained with harmonic electric potential and loaded with acousticmediums Z 1and Z 2Korzystając z równań konstytutywnych, równania ruchu orazprawa Gaussa, przy uproszczeniu zagadnienia drgań przetwornikado jednowymiarowego przypadku drgań osiowych, wyprowadzasię następujący układ równań⎡11⎤e33 F2= −i⋅ρvzA⋅⎢v1+v2⎥+IS0 (1)⎣sin( 2hk3) tan( 2hk3)⎦iωε33gdzie:k 3= v 0– liczba falowa,?vz=16⎡11⎤e33F1= −i⋅ρvzA⋅⎢v1+v2⎥+S⎣tan( 2hk3) sin( 2hk3)⎦iωε33U01⎧e=⋅⎨iω⎩εcE3333S332e33+ε S33ρ– prędkość fazowa osiowej (2)fali akustycznej,ESc33– tensor sztywności, e 33– stała piezoelektryczna, ε33 – przenikalnośćdielektryczna dla stałego odkształcenia, r – gęstośćmateriału przetwornika piezoelektrycznego, F 1, F 2– zewnętrznesiły akustyczne działające na przetwornik, v 1,v 2– prędkości rozchodzeniasię fal akustycznych w zewnętrznych ośrodkach, U 0– amplituda napięcia pobudzającego przetwornik, I 0– amplitudaprądu przesunięcia występującego w przetworniku na wskutekprzyłożenia napięcia U.Układ równań (1) modeluje przetwornik piezoelektryczny, jakoukład wielowrotnika elektromechanicznego o dwóch wejściachmechanicznych oraz jednym wejściu elektrycznym. Schematycznieukład ten można przedstawić w postaci blokowej tak jak zaprezentowanoto na rys. 3.Przy założeniu, że przetwornik obciążony jest ośrodkami o impedancjachakustycznych Z 1i Z 2, oraz korzystając z definicji im-pedancji akustycznejev1+Sε3333Fv2h⎫+I,S 0 ⎬ε33A⎭akZ =ak, można z układu równań (1) wyznaczyćwyrażenie na impedancję elektryczną:v2akI0⎧1⎫ 2 ( ZZ ) v tan( hk )U 1 k1 2 z 30⎪+ + ρt(3)2i⎪Z = = 1,S ⎨ −Z Z ( ZZ )⎬I0iωC0 ⎪ h k1 2 1+32−i+ ρv⎪z⎪⎩ρvztan( 2hk3)⎪⎭gdzie k tjest efektywnym współczynnikiem sprzężenia elektromechanicznegodrgań osiowych:k2=1ε33c33+12e tSE(4)33Estymacja parametrów statycznychprzetwornikaTechnologia wytwarzania przetworników piezoceramicznych charakteryzujesię dużym rozrzutem technologicznym, którego standardowyprzedział wartości parametrów katalogowych może wynosićnawet 20%. Tak duży rozrzut parametrów wpływa na jakośćwykonania przetwornika ultradźwiękowego złożonego z kilkuprzetworników piezoceramicznych. W celu polepszenia jakościwykonania przetwornika należy więc dokonać wstępnej selekcjipiezoceramiki na podstawie jej parametrów. Estymację stałychmateriałowych można przeprowadzić na podstawie pomiaru: częstotliwościdrgań własnych rezonansu szeregowego oraz równoległego,pojemności wejściowej, wymiarów geometrycznych orazgęstości przetwornika. W przypadku przetwornika ultradźwiękowegopracującego w modzie drgań osiowych, estymację parametrówmożna zawęzić do parametrów charakteryzujących właściwościprzetwornika w tym kierunku.Na podstawie opisanego modelu drgań osiowych oraz znanychzależności z literatury opisujących wartość współczynnikasprzężenia elektromechanicznego (osiowego), przy uwzględnieniuparametrów możliwych do uzyskania w wyniku bezpośredniegopomiaru, wyprowadzono wyrażenia pozwalające wyznaczyćnastępujące stałe materiałowe:● Efektywny współczynnik osiowego sprzężenia elektromechanicznegok tEfektywny współczynnik sprzężenia elektromechanicznego k twyznacza się z pomiarów częstotliwości drgań własnych. W celuwyprowadzenia zależności określającej współczynnik k twyprowadzimynajpierw równania pozwalające oszacować częstotliwościdrgań własnych rezonansu szeregowego i równoległego.Jak powszechnie wiadomo, impedancja w nietłumionym(Z 1=Z 2=0) rezonansie szeregowym spada do 0, natomiast w rezonansierównoległym →∞, tak więc możemy zapisać, że:– w rezonansie szeregowym:2ktlim Z≈0=1−tan( k3h),f→fs k3h(5)2hf→fs⇒kt=2πfs,⎛2πfs⎞vztan⎜h⎟v⎝z⎠– w rezonansie równoległym:<strong>Elektronika</strong> 8/<strong>2012</strong>
1k3hnπ4h lim≈0=,⇔k3h=,n=1,3,5,..,⇒vz=fpf→f2(6)p Z k h− k tan( k h) 2n3tgdzie n – numer n-tej harmonicznej. Wstawiając wyrażenie naprędkość fazową v zz równania (6) do równania (5), oraz zakładającn=1 otrzymujemy: (7)f f2 π f f ⎞f ⎛p−ssssktctgtan .2 fp2 fp2 fp2 f ⎟ ⎞⎜⎛π π⎜π=⎟ =⎝ ⎠ ⎝p⎠S● Przenikalność dielektryczna ε33i( )p3Tε 33Układ przetwornika piezoceramicznego dla dostatecznia niskichczęstotliwości zachowuje się jak kondensator płaski, a więc przenikalnośćdielektryczną można wyznaczyć na podstawie pomiaru(przy niskiej częstotliwości np. 1 kHz) pojemności wejściowej C 0przetwornika. Pojemność wejściową przetwornika wyznaczamyze wzoru na impedancję kondensatora, przy czym w miejscewartości impedancji wstawiamy wyrażenie na impedancję przetwornika.Dokonując pomiarów pojemności, lub w ogólności impedancjiprzetwornika umieszczonego w powietrzu, można założyćz dobrym przybliżeniem, iż impedancje akustyczne Z 1=Z 2=0.Z powyższych rozważań wynika, że:1SAk3h C(8)( ) .0= lim iω= ε33f → 02Z 2h k3h− kttan k3hRozwijając funkcję tangens na szereg Maclaurina oraz ograniczającsię do pierwszego jego wyrazu otrzymujemy:SC02h limtan( k) ( 2 3h≈ k3h⇒ ε33= 1−kt) (9)f→0AZ literatury wiadomo, że wartość przenikalności dielektrycznej dlastałego odkształcenia można wyznaczyć ze wzoru:ε ( )( )ST22 ε= ε1 −k1−(10)33 33tkpgdzie k p– jest efektywną stałą sprzężenia elektromechanicznegodrgań promieniowych. Na potrzeby niniejszego artykułu wartośćwspółczynnika k pzostanie przyjęta jako wartość stała odczytanaz katalogu badanej ceramiki SonoxP8, która wynosi k p= 0,55.E D● Tensor sztywności c33 i c 33EWartość tensora sztywności c33można wyznaczyć na podstawiewartości współczynnika sprzężenia elektromechanicznego k t.Z wyrażeń (2), (4) oraz (6) po przekształceniach wynika następującerównanie:E22 c =1−k4hf(11)= ( )( )33 tpρZ definicji współczynnika sprzężenia elektromechanicznego wiadomotakże, iż [1]:E2c33D2 kt=1−⇒c33= ( 4hfp)ρD(12)c33We wzorach występuje gęstość przetwornika ρ, którą możnawyznaczyć na podstawie pomiarów geometrii przetwornika orazmasy, zgodnie z zależnością:mm ρ==(13)VA⋅2h● Stała piezoelektryczna e 33i h 33Z zależności (4) wynika, iż:2 kte(14)1kc E S33=2 33ε33−tZ literatury [1] znana jest natomiast zależność: e 33h33=S(15)ε33Eksperymentalna walidacja modelu drgańosiowychW celu dokonania walidacji modelu oraz estymacji parametrówprzetwornika piezoceramicznego wykonano pomiary na ceramicetypu SonoxP8 w kształcie krążka. W zakresie badań pomiarowychzmierzono rozmiary geometryczne przetwornika:r 1= 7,48 ±0,06 mm,r 2= 18,98 ±0,03 mm,2 h = 5 ±0,01 mm,masę przetwornika:m = 35,9 ±0,1 g,pojemność wejściową przetwornika:C 0= 1,74 ±0,01 nF,oraz określono charakterystykę impedancji przetwornika, którejwartość modułu impedancji przedstawiono na rys. 4.Rys. 4. Charakterystyka modułu impedancji badanej piezoceramikiSonoxP8 uzyskanej w wyniku pomiaru i symulacji modelu drgańosiowych dla parametrów katalogowychFig. 4. Measured and simulated absolute impedance characteristic ofexamined SonoxP8 piezoceramic for catalogue parametersPomierzona charakterystyka modułu impedancji zawiera wieleczęstotliwości rezonansowych dla różnych modów drgań. Drganiamipodstawowymi, jakie występują dla tego typu geometrii i warunkówbrzegowych, są drgania osiowe oraz promieniowe, jednakżeze względu na częściową anizotropowość piezoceramiki w widmieczęstotliwości mogą pojawić się jeszcze inne mody drgań. W celuoszacowania, który z modów drgań odpowiada przypadkowidrgań osiowych, nałożono na pomierzoną charakterystykę modułuimpedancji charakterystykę uzyskaną z opisanego modelu. Domodelu wprowadzono wartości parametrów katalogowych orazzałożono, że otaczającym medium akustycznym jest powietrze,dla którego przyjęto, iż wartości impedancji akustycznych wynoszą,Z 1=Z 2= 429 Rayl. Wyniki symulacji zostały przedstawione narys. 4. Jak można zauważyć, jeden z rezonansów z charakterystykipomiarowej nakłada się na rezonans pierwszej harmonicznejdrgań osiowych, uzyskanej z modelu dla parametrów katalogowych.Wnioskowano więc, iż ten mod rezonansowy (licząc w prążkachod 1. częstotliwości rezonansowej jest to prążek 7) odpowiadaczęstotliwości rezonansowej pierwszej harmonicznej drganiaosiowego. W celu dokładniejszej weryfikacji, czy dany mod odpowiadaczęstotliwości rezonansowej drgań osiowych, należałoby jeszcze zmierzyć wartość amplitudy drgań mechanicznychw kierunku osiowym, która powinna dla częstotliwości rezonansuszeregowego osiągnąć wartość maksymalną. Z rys. 4 wynika również,iż wartości impedancji w częstotliwościach rezonansowychznacznie różnią się dla przypadku charakterystyki symulacyjneji charakterystyki pomiarowej. Rozbieżności te wynikają z faktu,że w przyjętym modelu uwzględniono tylko straty energetycznezwiązane z promieniowaniem dźwięku. W przypadku drgań przetwornikaw powietrzu wartość oporności promieniowania dźwiękujest bardzo mała, w rezonansie szeregowym praktycznie ≈ 0 Ω,i bardzo duża w rezonansie równoległym ~ MΩ. Głównymi strata-<strong>Elektronika</strong> 8/<strong>2012</strong> 17
mi energetycznymi przetwornika drgającego w powietrzu są stratycieplne pochodzące od tarcia wewnętrznego cząstek drgającegoprzetwornika i upływności elektrycznej. Wartości impedancji charakterystykisymulacyjnej w punktach rezonansowych praktyczniezależą od gęstości próbkowania.Z pomiarów charakterystyki impedancji wyznaczono wartościczęstotliwości rezonansowych drgań osiowych,f p= 454 000±69 Hz – częstotliwość rezonansu równoległego,f s= 419 695±86 Hz – częstotliwość rezonansu szeregowego.Na podstawie pomierzonych wielkości oraz wyprowadzonychzależności wyznaczono wybrane stałe materiałowe, które porównanoz wartościami katalogowymi. Wyniki obliczeń przedstawionow tabeli.Stałe materiałowe. Material constantsSta apiezoelektryczna ,materiał owaT33S33Ec 33Dc 33e 33h 33v zWarto wyznaczona Warto katalogowa±20%kt0,416±0,001 0,48Z tabeli wynika, iż wyznaczone wartości mieszczą się w zakresierozrzutu technologicznego podawanego przez producenta,niemniej różnice w wartościach parametrów są znaczne. Zbadanaceramika charakteryzuje się gorszymi parametrami od wartościkatalogowych, o czym świadczy mniejsza wartość współczynnikasprzężenia elektromechanicznego k toraz stałych piezoelektrycznyche 33i h 33. Otrzymane parametry zostały wprowadzone do modelu,z którego wyznaczono charakterystykę modułu impedancji,którą porównano z charakterystyką uzyskaną eksperymentalnie.Wyniki symulacji przedstawiono na rys. 5.Z rys. 5 wynika, że charakterystyki modułu impedancji uzyskanez modelu dla wartości parametrów wyznaczonych oraz z pomiaróww okolicy rezonansu drgań osiowych w dużym stopniupokrywają się. Wnioskować stąd można, iż przedstawiony modelmatematyczny poprawnie charakteryzuje przetwornik piezoelektrycznyw okolicy częstotliwości rezonansowych drgań osiowych.Uwagi dotyczące wyznaczania błędówpomiarowychBłędy pomiaru wartości masy przetwornika oraz pojemnościwejściowej są równe błędom systematycznym użytej aparatury,których wartości zostały podane przez producenta. Zastosowanaaparatura to:● wielofunkcyjny multimetr – firmy ESCORT, model EDM-89S● waga – firmy OHAUS, model PA4102 CM/1Pomiary geometrii przetwornika dokonano dokładną suwmiarką(do 10 µm) z wyświetlaczem LCD. Z powodu dość dużejprzypadkowości wyników pomiaru uzależnionej od miejsca przyłożeniasuwmiarki oraz siły docisku, błąd wyznaczono stosującmetody statystyczne. W tym celu dla każdej wartości mierzonejzebrano 10 próbek. Błąd i wartość średnią wyznaczono stosującrozkład prostokątny.Pomiar częstotliwości rezonansowej wykonano przy użyciuopracowanego w Instytucie Tele- i Radiotechnicznym wirtualnegoprzyrządu pomiarowego do wyznaczania charakterystyk częstotliwościowychukładów drgających, który został opisany w [2].W przypadku pomiarów impedancji przetworników piezoceramicznychbłąd przypadkowy wynikający z punktu zamocowaniaprzetwornika w uchwycie pomiarowym jest znacznie większy niżbłąd systematyczny. Do wyznaczenia błędu pomiarowego zastosowanowięc metody statystyczne. W tym celu zmierzono 10wartości częstotliwości rezonansowych przy różnych ułożeniachprzetwornika piezoceramicznego w uchwycie pomiarowym. Średnibłąd pomiaru wyznaczono z poniższego wzoru,n2 ∑ i1( − )∆ ==x xix(15)n−1gdzie x – wielkość mierzona, w naszym przypadku to f si f p.Błędy wyznaczenia stałych materiałowych będących funkcjamiwyżej opisanych parametrów, wyznaczono stosując metodę różniczkizupełnej.Uwagi i wnioski końcoweW niniejszej pracy zbadano i zweryfikowano możliwości estymacjiwartości stałych materiałowych na podstawie zależności wyprowadzonychz modelu drgań osiowych. Uzyskane wyniki mieściłysię w przewidywanym zakresie wartości, a model z dobrą dokładnościąodwzorowywał kształt charakterystyki impedancyjnejprzetwornika. Wątpliwości może budzić wpływ innych modówrezonansowych na wyniki pomiaru dla modu drgań osiowych.Jak wynika z przedstawionych charakterystyk, wokół modu drgańosiowych występują mody innych drgań, które wpływają na wynikipomiaru. W celu zbadania wpływu innych modów drgań należyopracować model obejmujący także inne typy drgań, w szczególnościdrgania promieniowe. Poniesie to za sobą możliwośćwyznaczania wartości stałych materiałowych nie tylko w kierunkuosiowym x3, ale także w kierunkach x1 i x2.Praca zrealizowana w ramach projektu badawczego nr. 6018/B/T02/2011/40 finansowanego przez Narodowe Centrum Nauki.Rys. 5. Charakterystyka modułu impedancji badanej piezoceramikiSonoxP8 uzyskanej w wyniku pomiaru i symulacji modelu drgańosiowych dla parametrów wyznaczonychFig. 5. Measured and simulated absolute impedance characteristic ofexamined SonoxP8 piezoceramic for estimated parameters18Literatura[1] Matauschek J.: Technika Ultradźwięków. Wydawnictwo Naukowo-Techniczne, Warszawa 1961.[2] Kluk P., Prystupiuk P.: Wirtualny przyrząd pomiarowy do wyznaczaniacharakterystyk częstotliwościowych układów drgających zgrzewarekultradźwiękowych. <strong>Elektronika</strong>, nr 12/20<strong>08</strong>.[3] Milewski A. i in.: Identyfikacja parametryczna ultradźwiękowychprzetworników piezoelektrycznych. <strong>Elektronika</strong> nr 9, 2011.[4] Milewski A., Kluk P., Kogut P.: Automatycznie sterowanyultradźwiękowy generator mocy. <strong>Elektronika</strong> nr 9, 2011.[5] Milewski A., W. Kardyś W., Kogut P.: Physical properties and theirsinfluence on the piezoelectric ultrasonic transducers mathematicalmodels. 41st Winter School on Wave and Quantum Acoustics.[6] Milewski A., W. Kardyś W., Kogut P.: Optimization of ultrasonic system’sReal Power output. 41st Winter School on Wave and QuantumAcoustics.<strong>Elektronika</strong> 8/<strong>2012</strong>
Nowe nanostruktury palladuprof. nzw. dr hab. Elżbieta Czerwosz 1 , dr Ewa Kowalska 1 , dr inż. Mirosław Kozłowski 1 ,dr hab. Piotr Dłużewski 21<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa, 2 <strong>Instytut</strong> Fizyki PAN, WarszawaPallad odrywa ważną rolę w wielu dziedzinach przemysłu, medycyny,ochrony środowiska i energetyki. W zależności od stanu,w jakim występuje, może być stosowany w postaci ciała stałego(proszek lub warstwa), roztworu, czy w jako nanoobiekty o różnejformie strukturalnej. W ostatnich latach, w szczególności ta ostatniaforma palladu budzi największe zainteresowanie. W niektórychzastosowaniach kontrola kształtu nanoziaren palladu prowadzi douzyskania materiału, który pozwala na spełnienie wielu bardzo wysublimowanychwymagań. Na przykład można zaprojektować materiał,który będzie zawierał katalizator w postaci tak uformowanej,że konkretne płaszczyzny krystalograficzne będą tworzyły ścianykryształu, a więc będzie można ustalić, ile atomów znajdzie się napowierzchni takiego materiału. Takie zaprojektowanie materiałupozwoli na wzmocnienie jego właściwości odnośnie reaktywnościi selektywności wytworzonego nanokatalizatora [1–3].Inną ważną cechą nanostruktur Pd występujących na powierzchnijest zachodzenie zjawiska powierzchniowego rezonansuplazmonowego, który prowadzi do zastosowań związanych z powierzchniowowzmocnionym rozproszeniem ramanowskim SERS(Surface-Enhanced Raman Scattering), optyczną detekcją wodorui fotomedycyną zwalczającą np. nowotwory [4]. Obliczenia teoretycznewskazują, że pasmo związane z powierzchniowymi plazmonamimoże się przesuwać od 330 nm (dla nanoziaren o kształciesześciennym) do 530 nm (dla ziaren o kształcie ikozaedrycznym)w zależności od kształtu i wielkości nanocząstek [5–7].Pallad jako metal o strukturze typu fcc może przyjmowaćogromną ilość postaci geometrycznych [8, 9]. W początkowej faziewzrostu cząstek palladu z fazy gazowej tworzą się klastry [10].Krytyczna wielkość tych klastrów nie jest dobrze określona w literaturze,często natomiast mówi się o liczbach magicznych, odpowiadającychnajczęściej spotykanym w tych klastrach liczbomatomów je tworzących. Ten etap jest etapem nukleacji ziarna. Potym etapie możliwy jest wzrost ziaren różnych typów (pojedynczegomonokrystalitu, pojedynczo i wielokrotnie zbliźniaczonego krystalitu).Takie ziarna przeradzają się następnie w przejściowe produktykrystalizacji (oktaedrony, sześciościany, sześciooktaedrony,dekaedrony, ikozaedrony i formy bipiramidy kwadratowe). Dopierouformowanie się postaci przejściowej prowadzi do końcowej postaciformy nanokrystalicznej (np. nanopręta czy nanobloku).W Instytucie Tele- i Radiotechnicznym od wielu lat prowadzonesą badania nad wzrostem warstw zawierających nanostruktury palladuoraz nanostruktur układu pallad-krzem [10–14]. W wyniku tychprac otrzymaliśmy wiele typów nanostrukturalnego palladu. W tejpracy przedstawiamy rezultaty badań SEM i TEM takich obiektówpod względem ich struktury, formy geometrycznej i składu.Metodologia badańWarstwy zawierające nanostruktury palladu otrzymane zostaływ wyniku przeprowadzenia procesu PVD i/lub procesów PVDi CVD następujących po sobie. Proces PVD (Physical Vapor Deposition)odbywa się poprzez odparowanie na dowolne podłoże,w warunkach dynamicznej próżni (10 -6 mbar), z dwóch osobnychźródeł zawierających odpowiednio fulleren i octan palladu. ProcesCVD (Chemical Vapor Deposition) odbywa się w reaktorzekwarcowym w wysokiej temperaturze w przepływie mieszaninyksylenu i argonu. Czas trwania procesu CVD oraz temperaturasą zmieniane w zakresie 5…60 min. i odpowiednio 500…900 o C.Parametry procesu PVD (temperatura podłoża, czas trwania procesu,stosunek temperatury w źródle 1 do temperatury w źródle2) warunkują ilość palladu w otrzymanej warstwie początkowej.Zaś parametry procesu CVD warunkują postać otrzymywanychnanostruktur palladu.W badaniach morfologii i topografii warstw wykorzystywanomikroskop skaningowy z emisją polową firmy JEOL-JSM 7600Fz detektorem elektronów wtórnych SE (Secondary Electron) orazelektronów wstecznie rozproszonych pod małym kątem LABE(Low Angle Backscattered Electron). Detektor LABE umożliwiapokazanie kontrastu kompozycyjnego składników próbki. Pierwiastkio większej liczbie atomowej widoczne są w obrazowaniuSEM jako jaśniejsze obiekty (np. Pd), zaś pierwiastki o mniejszejliczbie atomowej posiadają ciemniejsze zabarwienie (np. C).Badania TEM wykonano na wysokorozdzielczym analitycznymmikroskopie transmisyjnym Titan Cubed 300 Cubed o energiiwiązki 300 keV wyposażonym w spektrometr promieniowaniarentgenowskiego EDX (Energy Dispersive X-ray Spectrometer).Nanokrystality Pd w warstwach PVDW procesie PVD wytwarzano cienkie warstwy C-Pd o grubościok. 450 nm na podłożach krzemowych. Optymalnie dobrane parametryprocesu pozwoliły na otrzymanie warstwy, składającej sięz osnowy węglowej, w której rozmieszczone były nanokrystality Pdo średnicy kilku nanometrów. Wytworzona w ten sposób warstwama charakter warstwy kompozytowej, gdzie w węglowej matrycyrozmieszczone są nanokrystality Pd o średnicy kilku nanometrów.Obserwacja tych nanokrystalitów przy pomocy wysokorozdzielczegomikroskopu transmisyjnego pozwoliła stwierdzić, iż mimobardzo małej średnicy nanokrystality Pd mają budowę polikrystaliczną,co przedstawia rys. 1. Taka postać przejściowej formyziarna (wielokrotnie zbliźniaczony krystalit) warunkuje ewentualnydalszy wzrost nanostruktury. Przedstawiony tutaj przykład pokazu-Rys. 1. Obrazy TEM przedstawiające: a) fragment warstw z nanokrystalitamiPd, b) powiększony fragment warstwy, c) widmo EDX (liniemiedzi pochodzą od siatki nośnej prepatratu), d) obraz HRTEM nanokrystalituPd w osnowie węglowejFig. 1. TEM images showing: a) fragment of the layer with Pd nanocrystallities,b) magnified fragment of the layer, c) EDX spectrum(copper lines originated from a supporting grid), d) HRTEM image ofnanocrystallite of Pd in the carbonaceous matrix<strong>Elektronika</strong> 8/<strong>2012</strong> 19
Rys. 2. Obraz TEM przedstawiający monokrystality PdFig. 2. TEM image showing monocrystallites of PdRys. 4. Obrazy SEM pokazujące nanokrystality Pd z otoczką grafitopodobnąna ciemnym tle węglowej osnowy (strzałkami zaznaczonootoczki)Fig. 4. SEM images showing Pd nanocrystallities with graphite shellson the darker background of carbonaceous matrix (shells markedwith arrows)Rys. 3. Obrazy TEM pokazujące: a) aglomeraty nanokrystalitów Pdpo procesie wygrzewania, b) przyłączanie mniejszego nanokrystalitudo większegoFig. 3. TEM images showing: a) agglomerates of Pd nanocrystallitiesafter annealing process, b) agglomeration of small nanocrystalite tobigger oneRys. 5. Obraz TEM: a) warstwy C-Pd, b) warstwowej budowy otoczkigrafitowej wokół nanokrystalitu PdFig. 5. TEM image of: a) C-Pd layer, b) multilayer shell around the Pdnanocrystalliteje formę najbardziej skomplikowaną, zdarzają się jednak w wieluprzypadkach formy ziaren w postaci monokrystalicznej (rys. 2).Widmo EDX, na którym widoczne są piki od C i Pd, identyfikujebudowę warstwy, natomiast dodatkowe piki od Cu pochodzą odwzbudzenia fluorescencyjnego siatki miedzianej, na której znajdowałsię badany preparat.Modyfikując strukturę warstwy pod kątem zastosowań sensorowych(warstwy czułe na obecność wodoru i jego związków)stosuje się wygrzewanie warstwy w atmosferze argonu. Podczaswygrzewania warstwy PVD następuje aglomeracja małych nanokrystalitówpalladu w większe, przy czym liczba dużych, zaglomerowanychnanokrystalitów Pd zwiększa się z wydłużeniemczasu wygrzewania. Temperatura, w której prowadzono proceswygrzewania dla próbki pokazanej na rys. 3, wynosiła 650°C. Narys. 3a przedstawiono obraz TEM fragmentu warstwy z widocznyminanokrystalitami Pd o zróżnicowanej średnicy oraz krystalitutworzony poprzez przyłączenie mniejszego nanokrystalitu Pd dowiększego (rys. 3b). Średnica największych zaglomerowanychnanokrystalitów Pd po procesie wygrzewania w czasie 30 minutprzekraczała 100 nm. Obserwowane na obrazie TEM (rys. 3a)cienie na niektórych krystalitach palladu świadczą o wielokrotnymzbliźniaczeniu tych krystalitów.Nanokrystality Pd w otoczkach grafitopodobnychW procesie łączonym PVD/CVD wytwarzania warstw C-Pd w zależnościod parametrów procesów powstają różnorodne formynanostruktur palladowych. Jedną z nich są nanokrystality palladuz otoczką grafitopodobną utworzoną przez płaszczyzny grafenowe.Na rys. 4a, b przedstawiono powierzchnię warstwy C-Pd, naktórej na ciemniejszym węglowym podłożu widoczne są jasne,o zróżnicowanej wielkości nanokrystality palladu posiadająceotoczkę, która jest doskonale widoczna jako szara obwódka wokółjaśniejszych w środku nanokrystalitów Pd. Grubość otoczkimoże zmieniać się w dość szerokim zakresie od kilku do kilkudziesięciunanometrów i jest zależna od parametrów procesu.20Subtelną strukturę otoczek pokazują badania wykonane metodąHR TEM (High Resolution TEM ). Na rys. 5 na obrazie warstwywidoczne są ciemne nanokrystality Pd z szarą otoczką wokółnich. Duże powiększenie (rys. 5b) w trybie wysokiej rozdzielczościujawnia warstwowe ułożenie płaszczyzn o odległości 0,34nm, odpowiadających odległości pomiędzy płaszczyznami {00.2}grafitu. Krystalit palladu zawarty wewnątrz otoczki ma również postaćwielokrotnie zbliźniaczoną.Nanodruty Pd xSiW celu syntezy krzemków Pd xSi stosowano proces połączonychmetod PVD i CVD. Warstwy osadzano w procesie PVD na podłożukrzemowym. Temperatury procesu CVD były ustalone i wynosiły650 o C. Działanie wysokiej temperatury i nadmiarowego węglaw postaci ksylenu doprowadziło do powstania warstwy o strukturzeprzedstawionej na rys. 6.Ziarna Pd osadzone na powierzchni Si reagowały z krzemem,w wyniku czego doszło do wzrostu krzemku palladu w postacinanodrutów o różnej długości i średnicy (rys. 6). Badania TEMoraz XRD ujawniły, iż obserwowane nanodruty to krzemki palladuPd 2Si. Na rys. 6 widoczne są nanodruty Pd 2Si wystające z matrycywęglowej o długości od 300 nm do 1,5 μm oraz przekrójpoprzeczny warstwy-podłoże w miejscu, w którym nanodruty wyrastająz podłoża.Badania TEM i dyfrakcja elektronów jednoznacznie definiująstrukturę nanodrutu Pd 2Si (rys. 7 ).Inne struktury palladowo-krzemoweTemperatura wygrzewania otrzymanych w procesie PVD/CVDnanodrutów krzemku palladu na poziomie 900°C jest temperaturąpowodująca zmiany w strukturze obiektów palladowo-krzemowych.W tej temperaturze matryca węglowa ulega prawie całkowitemuspaleniu, dlatego po tej operacji obserwuje się czyste,bez matrycy węglowej nanodruty Pd xSi na podłożu krzemowym(rys. 8a – c) oraz pallad tworzący kuliste wydzielenia o średnicy<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 6. Obrazy SEM warstwy zawierającej krzemki palladu w matrycy węglowej: a) pow. 5000×, b) pow. 23000×, c) przekrój poprzeczny warstwa-podłożeFig. 6. SEM images showing film with palladium silicide protruding from the carbonaceous matrix a) ×5000, b) ×23000, c) cross section oflayer-substrateRys. 7. a) Obraz TEM nanodrutu Pd 2Si, b) powiększenie struktury Pd 2Si,c) elektronogram analizowanego nanodrutuFig. 7. a) TEM image of nanowire of Pd 2Si, b) magnification of Pd 2Si structure,c) electron diffraction pattern of analyzed nanowireRys. 8. Pofragmentowane nanodruty krzemku palladu: a, c) obrazyformowane przez elektrony wtórne, b, d) obrazy formowane przezelektrony wstecznie rozproszone pod małym kątemFig. 8. Fragmented nanowires of palladium silicide: a, c) SE images,b, d) LABE imagesod kilkunastu do kilkudziesięciu nanometrów. Dokładniejsza analiza(TEM z EDX) tych obiektów pokazuje, że nanokulki palladusą osadzone w amorficznych walcowatych strukturach z SiO 2.Rysunek 8c, d przedstawia fragment pojedynczego nanodrutuz widocznymi kulistymi wydzieleniami palladu. Są one szczególniedobrze widoczne na obrazie formowanym przez elektronywstecznie rozproszone pod małym kątem (rys. 8d ).Badania wykonane przy wykorzystaniu analitycznego transmisyjnegomikroskopu elektronowego wyposażonego w spektrometrEDX pozwoliły na dokładną analizę pojedynczego nanodrutupoprzez analizę widma rentgenowskiego zarejestrowanego w samejosnowie nanodrutu jak też w miejscu pojedynczego kulistegowydzielenia Si. Wyniki tej analizy przedstawia rys. 9. W punktachS1 oraz S3 na zarejestrowanym widmie widoczne są jedynie pikiod Si oraz O (rys. 9 c, e). Na podstawie tego można wysnuć wniosek,iż osnową pofragmentowanego nanodrutu jest SiO 2. Z koleianaliza wykonana w miejscu kulistego wydzielenia Pd (rys. 9d )Rys. 9. a) Pojedynczy nanodrut z pofragmentowanymi kulistymi wydzieleniamiPd, b) okolice kulistego wydzielenia Pd z zaznaczonymipunktami S1, S2, S3, w których wykonano analizę EDX, c-e) zarejestrowanewidma rentgenowskie w punktach S1, S2, S3Fig. 9. a) A single nanowire with fragmented spherical Pd precipitates,b) single Pd precipitation with marked points S1, S2, S3 whereEDX analysis was performed, c-e) X-ray spectra recorded at pointsS1, S2, S3<strong>Elektronika</strong> 8/<strong>2012</strong> 21
pokazuje istnienie silnych pików od Pd a także słabych od Cu, Sioraz O. Pik od Cu jest efektem fluorescencji charakterystycznejod miedzianej siatki, na której przygotowano preparat do badań.Ponieważ analizowane kuliste wydzielenie znajduje się wewnątrzosnowy z SiO 2stąd na widmie widoczne są słabe piki od tychpierwiastków (rys. 9d ).Reasumując, można wysnuć wniosek, że podczas wygrzewaniananodrutów Pd 2Si w temperaturze 900°C zachodzi następującareakcja:PodsumowaniePd 2Si + O 2→ 2Pd + SiO 2W warstwach Pd-C wytwarzanych w poszczególnych etapachprocesu technologicznego na powierzchni Si tworzą się różnorodnenanostruktury palladowe, począwszy od nanokrystalitówPd o średnicy kilku nanometrów do złożonych nanodrutów Pd 2Sio zróżnicowanej grubości i długości od kilkudziesięciu nanometrówdo kilku mikrometrów. W wyniku oddziaływania wysokiejtemperatury dochodzi do tworzenia nanostruktur składającychsię z regularnych kulek Pd o średnicy kilkudziesięciu nanometrówosadzonych w nanodrutach SiO 2. Otrzymane nanostrukturypalladu oraz palladu i krzemu będą badane w przyszłości podkątem zastosowania ich w różnego rodzaju detektorach oraz nanomedycyniei fotomedycynie.Praca była finansowana z Europejskiego Funduszu Rozwoju Regionalnegow ramach Programu Operacyjnego Innowacyjna Gospodarka2007–2013 (projekt pt. „Opracowanie technologii nowejgeneracji czujnika wodoru i jego związków dla zastosowań w warunkachponadnormatywnych”, umowa Nr UDA-POIG.01.03.01-14-071/<strong>08</strong>-07).Literatura[1] Ulan J. G., Maier W. F.: J. Org. Chem. 1987, 52, 3132.[2] Narayanan R., El-Sayed M. A.: Nano Lett. 2004, 4, 1343.[3] Kolmakov A. et. all.: Nano Lett. 2005,5, 667.[4] Xia Y., Halas N. J.: MRS Bull. 2005, 30, 338[5] Yang W. H., Schatz G. C., Van Duyne R. P.: J. Chem. Phys. 1995,103, 869.[6] Kelly K. L.: J. Phys. Chem. B 2003, 107, 668.[7] Sosa I. O., Noguez C., Barrera R. G.: J. Phys. Chem. B 2003, 107,6269.[8] Wang Z. L.: J. Phys. Chem. B 2000, 104, 1153.[9] Zhang J. M., Ma F., Xu K. W.: Appl. Surf. Sci. 2004, 229, 34.[10] Rymarczyk J.: Geometria nanokrystalitów niklu. Oficyna WydawniczaPolitechniki Wrocławskiej, s. 343–348, Wrocław 2006[11] Czerwosz E. et. all.: Properties of Pd nanocrystals prepared by PVDmethod – Vacuum Volume 82, Issue 4, pp 372–376, 12 December2007[12] Czerwosz E. et. all.: Preparation and characterization of Ni Nnanocrystalsembedded in carbonaceous matrix, Proc. SPIE., Vol. 6347, 2006[13] Kulkarni G. U., Thomas P. J., Rao C. N. R.: Mesoscale organization of metalnanocrystals. Pure Appl. Chem., Vol. 74, No. 9, pp. 1581–1591, 2002[14] Kulkarni G. U., Thomas P. J., Rao C. N. R.: Mesoscale organization ofmetal nanocrystals. Pure Appl. Chem., Vol. 74, No. 9, pp. 1581–1591,2002 G. U.System zabezpieczeń w urządzeniu do automatycznejkontroli filtrów przeciwzakłóceniowychmgr inż. Tadeusz KOZŁOWSKI, mgr inż. Kazimierz STROJNY<strong>Instytut</strong> Tele-i Radiotechniczny, WarszawaRys. 1. System do badania filtrów SKF-11Fig. 1. Testing of noise suppressing filters device SKF-1122System kontroli filtrów typ SKF-11 (rys. 1) przeznaczony jestdo automatycznego sprawdzania parametrów elektrycznych,segregacji i znakowania filtrów przeciwzakłóceniowych. Urządzenieobsługiwane jest (w trybie pracy automatycznym) przez1. operatora, którego rola sprowadza się do układania na transporterzewejściowym filtrów do badania oraz zdejmowania filtrówspełniających kryteria jakości, z transportera wyjściowegopo badaniu i znakowaniu. Filtry nie spełniające wymagań (braki)są segregowane i automatycznie wrzucane do odpowiednichpojemników.System sterowania urządzenia składa się z 3 sterownikówPLC lokalnych oraz komputera sterującego pełniącego rolę „mastera”.Komputer sterujący również wykonuje i zarządza pomiaramiparametrów elektrycznych filtrów. Sterowniki lokalne sterująposzczególnymi zespołami urządzenia:● zespołem karuzeli pomiarowej,● zespołem podawania filtrów,● zespołem segregacji i znakowania.Komunikacja w systemie sterowania odbywa się poprzez siećEthernet z protokołem Modbus TCP/IP.W przypadku awarii podsystemu podawania filtrów do badania,możliwa jest praca z ręcznym wkładaniem filtrów w głowice pomiarowe,pozostała część urządzenia pracuje wówczas bez zmiany.Źródła potencjalnych zagrożeń dla obsługiTypowym, potencjalnym źródłem zagrożenia występującym w maszyniejest zasilanie elektryczne prądem przemiennym (w tymprzypadku 3×400 VAC). W celu minimalizacji zagrożenia dla obsługistosuje się typowe elementy zabezpieczające, takie jak wyłącznikiróżnicowo-prądowe, nadprądowe oraz awaryjne w obszarzedziałania operatora.W urządzeniu występują również zagrożenia dla obsługi generowaneprzez elementy ruchome. Są to: karuzela pomiarowa, roboty,elementy ruchome drukarki tamponowej, transportery. Polerobocze drukarki tamponowej zostało osłonięte ruchomą osłoną,której stan wykrywany jest czujnikiem. Otwarcie osłony w trakciepracy urządzenia wstrzymuję pracę drukarki. Dwa transportery(wejściowy i wyjściowy) zostały tak zaprojektowane, że praktycznienie stwarzają zagrożenia dla obsługi.Karuzela pomiarowa z zamocowanymi na niej głowicami pomiarowymizostała osłonięta ze wszystkich stron: osłonami stałymioraz drzwiami do strefy podawania. Podczas pracy urządzeniaw trybie automatycznym nie ma do niej dostępu – drzwi strefypodawania są zamknięte i zaryglowane.<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 2. Robot typu SCARA TH350A ze sterownikiem TS1000Fig. 2. SCARA type robot TH350A with TS1000 controllerRys. 3. Usytuowanie strefy potencjalnie niebezpiecznejFig. 3. Location of potentially hazardous areaW przypadku awarii zespołu podawania filtrów urządzeniemożna przestawić w tryb pracy z ręcznym podawaniem. Operatorotrzymuje wówczas dostęp do strefy podawania filtrów i możemieć bezpośredni kontakt z karuzelą pomiarową. Konstrukcjaosłon w tym miejscu umożliwia obsłudze wkładanie ręczne filtróww głowice pomiarowe. Istnieje tu niewielkie ryzyko uszkodzeniaręki na skutek obrotu pierścienia karuzeli. Ryzyko to zostało zminimalizowaneumieszczeniem dwóch czujników bariery świetlnej.Wykrycie przez barierę obiektu (ręki operatora) w kontrolowanymobszarze skutkuje wstrzymaniem ruchu karuzeli.W urządzeniu zastosowano 2 roboty typu SCARA firmy ToshibaMachine (rys. 2):● na wejściu, do pobierania z transportera filtrów do badaniai wkładania w głowice pomiarowe na karuzeli,● na wyjściu, do wyjmowania przebadanych filtrów z głowicpomiarowych i odkładania dobrych na transporter wyjściowy,a wadliwych filtrów do wrzucania do odpowiednich pojemników.Roboty te mogą przenosić detale z dużą prędkością: w I. osido 337°/s, w II. osi do 540°/s.Robot wyjściowy pracuje w obszarze poza strefą działania operatorai jest całkowicie osłonięty osłonami stałymi. Obszar pracyrobota wejściowego częściowo nachodzi na strefę potencjalnegodziałania operatora (w trybie pracy z ręcznym podawaniem).Jak wspomniano powyżej, urządzenie może pracować w 2 trybach:z automatycznym lub ręcznym podawaniem filtrów. W automatycznymtrybie pracy strefa działania operatora znajduje siępomiędzy transporterami, przy ich końcu, a obszar wkładaniafiltrów do głowicy jest całkowicie osłonięty i niedostępny dla operatora.Dostępu do strefy niebezpiecznej bronią zamykane i automatycznieryglowane drzwi z kontrolą zamknięcia.W ręcznym trybie pracy robot wejściowy nie pracuje (możebyć wyłączony), filtry wkładane są do głowic pomiarowych przezoperatora działającego w obszarze podawania. Drzwi do strefypodawania są otwarte, co w sposób sprzętowy, blokuje serwonapędrobota wejściowego.Rysunek 3 przedstawia usytuowanie strefy potencjalnie niebezpiecznejdla obsługi.Obwód bezpieczeństwa zastosowanyw urządzeniuObwód bezpieczeństwa Systemu Kontroli Filtrów SKF-11 przedstawionyblokowo na rys. 4 składa się z 3 warstw funkcyjnych:Rys. 4. Schemat blokowy obwodu bezpieczeństwa. Fig. 4. Block diagram of the safety circuit<strong>Elektronika</strong> 8/<strong>2012</strong> 23
● wykrywanie zagrożenia,● identyfikacja zagrożenia,● wyłączenie potencjalnej strefy niebezpiecznej.W warstwie wykrywania zagrożenia znajdują się:● bariera świetlna wykrywająca obiekt (rękę operatora) w przestrzeninad głowicą do ręcznego załadunku filtrów,● drzwi osłony bezpieczeństwa chroniące dostęp do przestrzeniniebezpiecznej dla obsługi w trybie pracy automatycznej,● wyłączniki awaryjne: na pulpicie zasilania, na pulpicie technologicznym,w zespole karuzeli pomiarowej.Z warstwy wykrywania, zgłoszenia przechodzą do warstwy identyfikacji,która steruje zespołami wykonawczymi, wyłączającymi odpowiedniąstrefę potencjalnie niebezpieczną. Zgłoszenia z barieryświetlnej identyfikowane są w module sterowania karuzelą pomiarową,który w momencie wykrycia obiektu w obszarze nad głowicązaładowczą wstrzymuje ruch napędu karuzeli pomiarowej.Stan otwarcia/zamknięcia drzwi do strefy podawania (potencjalnieniebezpiecznej) jest identyfikowany w zamku bezpieczeństwa(poprzez dedykowane zestyki). Jeżeli drzwi tej strefy nie zostanązamknięte, zamek bezpieczeństwa w sposób bezwzględnywyłącza serwonapęd robota podającego filtry na wejściu systemu.Ponadto zamek bezpieczeństwa na sygnał z systemu sterowaniarygluje drzwi strefy podawania.Zgłoszenia od wyłączników awaryjnych są identyfikowaneprzez przekaźnik bezpieczeństwa, który steruje stycznikami włączenia/wyłączenianastępujących zespołów:● obwód serwonapędu robota wejściowego (podawania),● obwód serwonapędu robota wyjściowego (segregacji),● zasilanie mechatroniki i zespołów pomiarowych,● zespół napędowy karuzeli pomiarowej.Wyłączniki awaryjne w warstwie wykrywania zagrożenia,przekaźnik bezpieczeństwa i zamek bezpieczeństwa w warstwieidentyfikacji oraz styczniki wyłączające napęd karuzelipomiarowej zastosowano w wersji spełniającej 3 kategorię bezpieczeństwa(wcześniej norma PN-EN 954-1, obecnie PN-ENISO 13849-1).PodsumowanieRyzyko zagrożenia zdrowia dla obsługi zostało zminimalizowanew urządzeniu SKF-11 poprzez zastosowanie skutecznych środkówmechanicznych i sterujących. W pełni sprawna maszyna,pracująca w trybie automatycznym jest całkowicie bezpieczna dlaobsługi. Pojedynczy defekt któregokolwiek elementu bezpieczeństwanie powoduje utraty funkcji bezpieczeństwa.Dopuszczenie operatora do wewnętrznego obszaru maszyny,w przypadku awarii zespołu podawania, i praca z ręcznym załadunkiemfiltrów nie wnosi dodatkowego zagrożenia nawet w przypadkupojedynczych błędów obsługi czy pojedynczych defektówsprzętu.Literatura[1] Kern J. i in.; Woźniak: Systemy pomiarowo-informatyczne w zastosowaniachprzemysłowych. <strong>Elektronika</strong> 7/2006.[2] Materiały firmy Toshiba Machines: Compact and high-speed scararobot TH350A.[3] Materiały firmy Toshiba Machines: TS1000 manuals.[4] Twido programmable controller, Schneider Electric, 2007.System diagnostyczny dla oceny sztywności kończynw terapii choroby Parkinsonamgr Bożena Dobrowiecka, dr inż. Witold Kornacki, mgr inż. Tadeusz Kozłowski,inż. Marek Pikiel, mgr inż. Tomasz Wódka, mgr inż. Włodzimierz Mocny<strong>Instytut</strong> Tele- i Radiotechniczny, Warszawa24Metodyka i koncepcja kontroli efektu sztywnościparkinsonowskiejW projekcie N R13 0066 10 pt. „Mobilny system diagnostycznydla oceny efektu sztywności kończyn w terapii choroby Parkinsona”,na podstawie którego powstał niniejszy artykuł, przyjęto, żesposób badania efektu sztywności w chorobie Parkinsona, będącyjednym z podstawowych objawów klinicznych tej choroby[1], będzie analogiczny do obecnie stosowanego przez lekarza,tj. z manualnym wymuszaniem ruchu przedramienia pacjenta,ale w którym ocena oporów ruchu będzie dokonywana poprzezanalizę zmierzonych i zarejestrowanych takich parametrów, jak:siła oporu przy ruchu dwukierunkowym, charakter zmian tej siływ funkcji kąta obrotu przedramienia, zmiany przyśpieszenia,prędkość.Akwizycja danych pomiarowych jest dokonywana w sposóbautomatyczny, a zapamiętane dane są przesyłane do komputeralekarza w sposób bezprzewodowy. Komputer jest wyposażonyw oprogramowanie diagnostyczne z modułami programowymi dostatystycznej obróbki danych pomiarowych i archiwizacji z wykorzystaniemkomputerowej bazy danych.Konstrukcyjnie system pomiarowy ograniczony jest do niewielkiegoukładu elektronicznego oraz uchwytu z czujnikami pomiarowymizakładanego na przegub dłoni pacjenta. Jest to więc systemmobilny, umożliwiający monitorowanie objawów sztywności mięśnizarówno w gabinecie lekarskim, jak i w warunkach domowych.W ramach projektu jest również opracowywana zmodyfikowanawersja systemu ze zmechanizowanym wymuszaniem ruchuprzedramienia. Opory ruchu są mierzone w tym przypadku poprzezpomiar momentu siły. Ze względu na rozwiązania konstrukcyjnesystem ten jest przeznaczony do zastosowań stacjonarnychw gabinetach lekarskich.Dodatkowym wyposażeniem zestawu urządzeń diagnostycznychchoroby Parkinsona będzie system do badań i oceny zaburzeńpostawy pacjenta. System ten wraz z tremorometrem i wyżejprzedstawionymi systemami do oceny sztywności mięśni kończynbędzie stanowił kompletną aparaturę badawczą, umożliwiającąbardziej kompleksową diagnostykę choroby Parkinsona [2].Tak więc ostatecznie zaproponowano, że system diagnostycznybędzie zawierał trzy podsystemy:● system diagnostyczny nadgarstkowy (mobilny),● system ze zmechanizowanym wymuszaniem ruchu przedramienia,● system do badań i oceny zaburzeń postawy pacjenta,System diagnostyczny nadgarstkowy(mobilny)Wariant ten umożliwia realizację następujących funkcji:− rejestrację siły nacisku ręki lekarza na przegub dłoni pacjentaw obu kierunkach ruchu przedramienia (wykonywanego w zakresiekąta 90 o ) za pomocą dwóch czujników do pomiaru siływ zakresie 0…110 N. Zastosowano czujniki typu flexiforceo długości 2 cali i szerokości 0,55 cala. Rezystancja czujnika> 5 MΩ,− rejestrację przyspieszenia przedramienia w ruchu wymuszanymprzez lekarza za pomocą czujnika przyspieszenia (akcelerometru),<strong>Elektronika</strong> 8/<strong>2012</strong>
1 2 3 4567 8Rys. 1. Schemat blokowy rejestratora nadgarstkowegoFig. 1. Block diagram of the portable wrist diagnostic system− rejestrację pomiaru kąta ruchu ręki pacjenta za pomocą inklinometru,− rejestrację danych pomiarowych,− przesyłanie zarejestrowanych wyników pomiarów do komputera(tablet PC).Struktura funkcjonalna systemu nadgarstkowego zawiera3 moduły (rys. 1):− moduł wejściowy (opaska),− moduł zbierania danych,− moduł warstwy nadrzędnej (tablet PC).Oprogramowanie wbudowane w moduł zbierania danychobejmuje procedury obsługi sprzętu na poziomie próbkowania,rejestracji sygnałów i procedury przesyłania danych do tableta zapomocą interfejsu Bluetooth.Obudowę rejestratora stanowi opaska materiałowa, analogicznado opaski stosowanej przy pomiarze ciśnienia krwi, w którejumieszczane są czujniki tensometryczne, czujniki przyspieszeniai położenia kątowego przedramienia pacjenta, połączona kablamiz panelem wykonanym z tworzywa ABS (UL 94 HB). W panelutym umieszczona jest płytka elektronicznego układu zbierania danychpomiarowych z interfejsem Bluetooth oraz bateria.Przyjęto, że w trakcie badania będą rejestrowane następującedane:● siły nacisku ręki lekarza na obie strony kończyny pacjenta mierzonew płaszczyźnie ruchu kończyny,● kąt nachylenia kończyny,● przyśpieszenie kończyny mierzone trójosiowym czujnikiemprzyspieszenia.Na podstawie zarejestrowanego sygnału z czujnika przyspieszeniasą wyznaczane tzw. „jerks” (szarpnięcia), na podstawiepierwszej pochodnej sygnału przyspieszenia, stanowiące miaręzaburzeń płynności ruchu.System ze zmechanizowanym wymuszaniemruchu przedramieniaSystem ze zmechanizowanym wymuszaniem ruchu przedramieniabadanego pacjenta jest przeznaczony do zastosowań stacjonarnychw gabinetach lekarskich.Przedramię pacjenta przymocowane jest w trakcie badania doruchomej dźwigni napędzanej przez silnik skokowy [3]. Dźwigniawykonuje ruchy identyczne do ruchów, jakie wykonuje przedramiępacjenta w badaniu systemem nadgarstkowym.System składa się z następujących zespołów (rys. 2):Rys. 2. Konstrukcja mechaniczna systemu ze zmechanizowanym wymuszaniemruchu przedramieniaFig. 2. Design of system with mechanical movements of patient forearm● mechanizmu napędu ruchu przedramienia z silnikiem skokowym,● czujnika pomiaru momentu obrotowego,● 3-osiowego czujnika przyspieszenia,● zespołu sterowania i przetwarzania sygnałów,● komputera (tablet PC).Na rysunku 2 wprowadzono następujące oznaczenia: 1 – momentomierz,2 – mocowanie prowadnic, 3 – prowadnice, 4 – 8– zaciski.Na rysunku 3 przedstawiony jest schemat blokowy zespołusterowania i przetwarzania sygnałów pomiarowych. Zespół zasilanyjest przez blok zasilający, w skład którego wchodzi zasilacz24 V DC oraz zasilacz silnika skokowego.Sygnały analogowe z czujnika przyspieszenia oraz sygnałz momentomierza podawane są na blok wzmacniaczy zasilanynapięciem stałym 12 V. Napięcie to uzyskuje się ze stabilizatorazamontowanego na płytce adaptera sygnałowego. Adapter sygnałowy,poza konwersją sygnałów, realizuje funkcje logiczne obsługiwyłączników krańcowych napędu skokowego.Momentomierz firmy MEGATRON typ DFM2x-75 o zakresie75 Nm w obu kierunkach ruchu mocowany jest na osi napędowejzespołu silnik krokowy-przekładnia. W górnej części napędzanejdźwigni, w opasce, zamocowany jest 3-osiowy czujnik przyspieszeniafirmy Analog Devices typ ADXL330KCPZ, analogiczny dozastosowanego w wersji systemu nadgarstkowego. Na osi zespołunapędowego zamocowane są 2 indukcyjne czujniki położeniapełniące rolę wyłączników krańcowych, a jeden z nich pełnifunkcje czujnika bazowego.Elementami wykonawczymi i częścią pomiarową steruje miniaturowysterownik PLC rodziny Twido firmy Schneider Electric,wyposażony w 2 moduły wejść i wyjść analogowych (4+2 kanałykażdy, rozdzielczość 12 bitów) oraz interfejs komunikacyjnyEthernet.Dane dotyczące momentu obrotowego, przyspieszenia i kątsą przesyłane do komputera poprzez interfejs sieciowy Ethernet,w sposób bezprzewodowy. Przekazywane są następujące dane:● wartość momentu obrotowego dla obu kierunków ruchu,● położenie kątowe przedramienia (na podstawie wykonanychkroków silnika),● przyspieszenie.Częstotliwość próbkowania sygnałów pomiarowych f p= 100 Hz.Komunikacja sterownik PLC – tablet PC odbywa się łączemethernetowym z wykorzystaniem protokołu Modbus TCP. Tablet<strong>Elektronika</strong> 8/<strong>2012</strong> 25
Rys. 3. Schemat blokowy zespołu sterowania i przetwarzania sygnałów pomiarowychFig. 3. Block diagram of control and measurement signal processing unitpełni w tym połączeniu rolę „mastera”, natomiast sterownik PLCrolę „slave’a”.Przed wykonaniem badania, z programu diagnostycznego natablecie, należy ustawić następujące parametry badania:● prędkość ruchu ramienia [°/s],● zakres ruchu [°],● pozycja początkowa do badania [°],● maksymalny dopuszczalny moment [Nm],● liczba powtórzeń ruchu,● czas postoju przy nawrotach [s].Parametry badania są przesyłane do sterownika PLC poleceniemustaw parametry. Parametr zakres ruchu ramienia zawierasię w przedziale 0…90° i każdorazowo wymaga ustawienia przezlekarza, ze względu na różny stopień ruchomości kończyny u pacjenta.Parametr maksymalny dopuszczalny moment ustawianyjest przed badaniem w celu niedopuszczenia do powstania urazuu pacjenta w przypadku pojawienia się u niego nadmiernejsztywności kończyny. Badanie wykonywane jest zawsze w obukierunkach, a liczba takich cykli ustawiana jest w parametrze liczbapowtórzeń ruchu. Przy każdym nawrocie ruchu konieczny jestkrótki postój, ustalany doświadczalnie. Służy do tego parametrczas postoju przy nawrotach.Komunikacja rejestratora sygnałów analogowych ze sterownikiemPLC odbywa się za pośrednictwem interfejsu RS 232, zapomocą którego przesyłane są dane pomiarowe zebrane z momentomierzai czujnika przyspieszenia.System do badań i oceny zaburzeń postawypacjentaRozwiązanie konstrukcyjne systemu oparto na platformie pomiarowejzawierającej 4 czujniki pomiaru siły o zakresie 600 N, rozmieszczonew narożach płyty wierzchniej o wymiarach prostokąta400×600 mm. Badanie zaburzeń postawy będzie odbywać podczasstania pacjenta na centralnej części platformy. Ze względuna możliwość przeciążania czujników przy chwiejnej postawiebadanego, zastosowane są czujniki indukcyjnościowe dopuszczającenawet 5-krotne przeciążenia. Górna powierzchnia platformypokryta jest ryflowaną gumą, aby zapobiec przypadkowympoślizgom stojącego na niej pacjenta.Analogowe sygnały napięciowe z czujników indukcyjnościowychdo pomiaru siły nacisku, poprzez wzmacniacze dopasowującepoziomy napięć, doprowadzane są do modułu zbieraniadanych opartego na procesorze PIC18LF4680, a następnie w postacicyfrowej kierowane do komputera typu tablet PC za pośrednictweminterfejsu bluetooth.Rys. 4. Schemat blokowy systemu diagnostycznego do monitorowaniastabilności postawyFig. 4. Block diagram of diagnostic system for body stability assessmentModuł zbierania danych, wzmacniacze sygnałów z czujnikóworaz układy zasilania w postaci zespołu akumulatorów, umieszczonesą w konstrukcji platformy pomiarowej.Schemat blokowy systemu został pokazany na rys. 4.Oprogramowanie wbudowane w moduł zbierania danych zawiera:− procedury odczytu sygnałów analogowych z czujników siłyi ich konwersji na postać cyfrową,− procedury transmisji danych pomiarowych do tableta PC zapośrednictwem interfejsu Bluetooth.Oprogramowanie zintegrowanego systemudiagnostycznego do oceny sztywności napięciamięśni pacjentów z chorobą ParkinsonaOprogramowanie wbudowane w sprzętowe układy modelowedla trzech wersji systemu diagnostycznego umożliwia realizacjępodstawowych funkcji pomiarowo-sterujących, natomiast oprogramowanienadrzędnej warstwy systemu diagnostycznego zapewniaobsługę bazy danych i realizację zasadniczych funkcji26<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 5. Współpraca systemu diagnostycznego z dołączonym za pośrednictweminternetowej bramki GPRS serwerem ftpFig. 5. Interface between diagnostic system and ftp server connectedto GPRS internet gatew zakresie wspomagania diagnostyki medycznej co do ocenyefektu sztywności kończyn, występującego u pacjentów z chorobąParkinsona [4, 5].Wymiana danych między warstwą nadrzędną oprogramowaniazaimplementowanego na komputerze typu tablet PC, a systemamilokalnymi (obiektowymi) realizowana jest za pośrednictwem interfejsubezprzewodowego Bluetooth (dla systemu nadgarstkowegoi do oceny zaburzeń stabilności postawy) lub przewodowego(Ethernet, opcjonalnie Bluetooth) dla systemu z mechanicznymwymuszaniem ruchu przedramienia. Dane zapisane w lokalnejbazie danych na tablecie PC będą mogły być następnie przesłaneza pomocą protokołu komunikacyjnego FTP i wbudowanegomodemu GPRS do serwera ftp, umożliwiającego wymianę plikówz odległymi komputerami poprzez Internet. Pozwoli to na łatwą wymianęzgromadzonych danych medycznych poprzez eksport i importplików z bazy danych, a tym samym umożliwi telekonsultacjez odległym użytkownikiem sieci komputerowej. Dostęp do serweraftp będzie możliwy za pomocą dowolnego klienta ftp w sposób zapewniającypoufność danych (zabezpieczenie hasłem i loginem).PodsumowanieNa bazie opracowanego modelu obecnie wykonywany jest prototyp,który zostanie następnie poddany badaniom funkcjonalnymoraz użytkowym w celu potwierdzenia jego możliwości diagnostycznychw zakresie choroby Parkinsona.Literatura[1] Gelb D. J., Oliver E., Gilman S.: Diagnostic criteria for Parkinson disease.Arch-Neurol, 1999 Jan, VOL 56 (1), P: 33–39 – Dept. of Neurology,University of Michigan, Ann Arbor, USA.[2] Chen Jia-Jin J. i in.: Validation of portable muscle tone measurementdevice based on a motor-driven system. Movement Disorders,vol. 12, 1973.[3] Barrientos A., Gonzalez R.: New Motor System Impairment DiagnosingTool Developed. Science Daily, Jan. 20<strong>08</strong>.[4] Prochazka A., Bennett D.J. i in.: Measurement of rigidity in Parkinson`sdisease. Movement Disorders, vol. 12, no.1, 24–32, 1997.[5] Endo T. i in.: A Novel Metod for Systematic Analysis of Rigidity InParkinson’s Disease, Movement Disorders, Vol.24, No 15,2009,pp. 2218–2224.Wykorzystanie układów programowalnychw generatorach ultradźwiękowych dla technologii zgrzewaniamgr inż. Witold Kardyś, mgr inż. Paweł Kogut, prof. dr hab. inż. Andrzej Milewski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaUltradźwiękowe systemy zgrzewające zyskują obecnie popularnośćjako wygodne narzędzie technologiczne do łączenia ze sobąelementów z tworzyw sztucznych. Systemy zgrzewające pracujątypowo z częstotliwościami 20…40 kHz i mocami od kilkuset watówdo kilku kilowatów. Jednym z elementów takiego systemu jestgenerator ultradźwiękowy wytwarzający przebieg elektryczny,zasilający ultradźwiękowy układ drgający. Generator taki sterujecałym procesem zgrzewania i decyduje o jego parametrach.Cechą charakterystyczną ultradźwiękowego układu drgającegojest znaczna wartość dobroci tworzonego przezeń rezonatoramechanicznego. Dobroć ta wynosi zwykle od kilku do kilkunastutysięcy. Narzuca to specyficzne wymagania na generatorsygnałowy. Musi on dysponować rozdzielczością generowanejczęstotliwości rzędu 0,1 Hz przy częstotliwości pracy do 40 kHz.W starszych rozwiązaniach analogowych wykorzystywano fakt,że konkretny układ drgający pracuje wąskopasmowo w zakresie± kilkaset Hz. Możliwe jest więc zastosowanie układu oscylatoraprzestrajanego napięciem (VCO) o wąskim paśmie przestrajania.Rozwiązanie takie jest jednak niewygodne do zastosowaniaw nowoczesnych generatorach sterowanych cyfrowo. Innym,możliwym rozwiązaniem jest wykorzystanie techniki bezpośredniejcyfrowej syntezy sygnału znanej pod nazwą DDS.Budowa układu DDSUkład DDS wykorzystuje fakt liniowej zmiany fazy sygnału w czasie.Składa się on z rejestru zwanego akumulatorem fazy, rejestruskoku fazy, sumatora, pamięci próbek sygnału oraz przetwornikacyfrowo-analogowego. Schemat blokowy tego typu układu przedstawionyjest na rys. 1. W każdym takcie zegara następuje zwiększeniewartości akumulatora fazy o wartość zawartą w rejestrzeR zwanym rejestrem skoku fazy. Aktualna wartość akumulatorafazy jest jednocześnie słowem adresowym wybierającym cyfrowąpróbkę sygnału zawartą w pamięci ROM. Próbka ta przetwarzanajest przez przetwornik cyfrowo-analogowy na postać analogową.Przy stałej częstotliwości taktowania układu, częstotliwość sygnałuwyjściowego zależy od wartości zawartej w rejestrze skoku fazya kształt sygnału wynika z próbek zapisanych w pamięci ROM.Rys. 1. Schemat ideowy układu DDSFig. 1. Schematic diagram of DDS circuit<strong>Elektronika</strong> 8/<strong>2012</strong> 27
Rozdzielczość częstotliwościowa układu zależy od rozdzielczościakumulatora fazy, a więc od jego długości bitowej. W typowychzastosowaniach, rozmiar akumulatora fazy wynosi 32...48bitów, co pozwala osiągnąć rozdzielczości częstotliwości od 1/10 9do 1/10 15 częstotliwości taktowania. Maksymalna częstotliwośćwyjściowa wynosi f CLK/2. Rozdzielczość częstotliwościowa niezależy od wartości generowanej częstotliwości. Oznacza to, żew przykładowym układzie DDS z 40-bitowym akumulatorem fazyi częstotliwością taktowania 100 MHz możliwe jest generowanieczęstotliwości do 50 MHz z rozdzielczością sięgającą 0,0001 Hz!Implementacja generatora w układzieprogramowalnymDuża rozdzielczość generowanej częstotliwości jest cechą predestynującąukłady DDS do wykorzystania w generatorach ultradźwiękowych.Generatory takie zawierają zwykle stopień mocyo topologii mostka H. W rozwiązaniu takim konieczne jest wygenerowaniedwóch sygnałów prostokątnych o wypełnieniu regulowanymw zakresie 0...50% i przesunięciu fazowym 180°.Korzystając z możliwości dostępnych w sprzedaży układów DDSmożliwe jest wygenerowanie pojedynczego sygnału sinusoidalnegoo regulowanej częstotliwości. Konieczne jest zatem zbudowanieukładu generującego odpowiednie sygnały prostokątne,taktowanego sygnałem zegarowym wygenerowanym przez układDDS. Możliwe jest to za pomocą układu programowalnego typuCPLD lub FPGA.W układzie takim można zaimplementować blok licznika taktowanegozewnętrznym sygnałem oraz dwa komparatory wytwarzająceodpowiednie sygnały prostokątne. Taką konstrukcję należyjeszcze uzupełnić o blok interfejsu komunikacyjnego (np. interfejsszeregowy SPI), aby możliwa była zmiana nastaw komparatorówa tym samym regulacja wypełnienia. Przykładowy schemat blokowytakiego rozwiązania przedstawiony jest na rys. 2. W układzietym, DDS spełnia rolę precyzyjnego generatora taktującego,wytwarzającego sygnał o częstotliwości wielokrotnie wyższej odczęstotliwości sygnałów wyjściowych.W przedstawionym powyżej rozwiązaniu wykorzystany zostałSPIGENCLKSPIDDSOUTCPLDRys. 2. Schemat blokowy przykładowej realizacji generatora przebiegówprostokątnychFig. 2. Block schematic of exemplary implementation of square wavegeneratorQPWM1PWM2fabryczny, scalony układ DDS oraz układ programowalny CPLD.Możliwe jest jednak dalsze ulepszenie takiego generatora. UkładDDS wytwarza sinusoidalny sygnał analogowy, który zamienianyjest następnie na sygnał prostokątny taktujący blok cyfrowy zawartyw strukturze programowalnej. Najistotniejsza część układuDDS jest również zbudowana z komponentów cyfrowych. Oznaczato, że możliwe jest zawarcie tej części w układzie programowalnymi całkowita eliminacja części analogowej. Schemat ideowytakiej koncepcji przedstawiono na rys. 3.Takie rozwiązanie znacząco upraszcza konstrukcję urządzeniadzięki zawarciu dużej części bloków sterujących wewnątrz układuprogramowalnego. Praktyczną implementację takiego układuwygodnie jest przeprowadzić z wykorzystaniem jednego z językówopisu sprzętu, np. najszerzej stosowanego języka VHDL.Obecnie dostępne środowiska projektowe dostarczane przezproducentów układów programowalnych pozwalają co prawda naRys. 3. Schemat ideowy zespolonego generatora przebiegów prostokątnychFig. 3. Schematic diagram of integrated square wave generatorwprowadzanie topologii wykonywanego układu za pomocą schematublokowego z wykorzystaniem biblioteki bloków cyfrowych,jednak taka implementacja zmniejsza elastyczność opisu układui najczęściej prowadzi do nieoptymalnego wykorzystania zasobówukładu programowalnego.Praktyczna implementacja koncepcjiw układzie programowalnymW celu oszacowania wydajności zaproponowanego układu wykonanojego implementację w rzeczywistym układzie programowalnymEPM240T100A5 firmy Altera. Opis układu wprowadzonowykorzystując język VHDL w środowisku projektowym QuartusII. Zrealizowano układ DDS z 32-bitowym akumulatorem fazy,dwoma kanałami generującymi sygnał PWM z 10-bitową rozdzielczościąoraz dwukierunkowym interfejsem komunikacyjnymSPI wyposażonym w rejestry buforujące oraz dodatkowy sygnałsynchronizacji.W wyniku syntezy logicznej układ zajął 188 elementów logicznych(LE), a maksymalna częstotliwość jego taktowania wyliczonaprzez środowisko projektowe wynosi 58 MHz. Parametry tecałkowicie wystarczają do zastosowania projektowanego układuw generatorze ultradźwiękowym. W implementacji takiej układbyłby taktowany sygnałem 20 MHz uzyskując rozdzielczość częstotliwościlepszą niż 0,005 Hz.WnioskiZastosowanie układów programowalnych w nowoczesnych generatorachultradźwiękowych pozwala znacząco poprawić parametrygeneratorów takie jak rozdzielczość częstotliwościowai amplitudowa sygnału wyjściowego. Dzięki zastosowaniu w pełnicyfrowych rozwiązań sterowania zwiększa się niezawodność orazpowtarzalność parametrów tego typu konstrukcji. Zaproponowanew artykule rozwiązania można również wykorzystać w układachfalowników i sterowników silników. Dzięki zastosowaniulogiki programowalnej możliwe jest elastyczne dopasowywanierozwiązań sprzętowych do potrzeb konkretnej aplikacji bez ponoszeniadodatkowych kosztów i wydłużania fazy projektowaniaurządzenia.Literatura[1] Mohan N. I in.: Power electronics: converters, applications, and design.3rd edition. John Wiley & Sons 2003.[2] Horowitz P.: Winfield Hill „Sztuka elektroniki” wyd. 6, WKŁ 2001,ISBN 83-206-1128-8.[3] Surber J., McHugh L.: Single-Chip Direct Digital Synthesis vs. theAnalog PLL. http://www.analog.com/library/analogDialogue/archives/30-3/single_chip.html.28<strong>Elektronika</strong> 8/<strong>2012</strong>
Ocena chropowatości powierzchni tlenkuindowo-cynowego (ITO)mgr inż. Aneta Araźna, dr Grażyna Kozioł, mgr inż. Kamil Janeczek,mgr inż. Konrad Futera, mgr. inż. Wojciech Stęplewski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaTlenek indowo-cynowy (ITO) naparowywany na szkło lub folię jestszeroko stosowany w wielu urządzeniach optoelektronicznych,takich jak ogniwa słoneczne, czy polimerowe ogniwa emitująceświatło. W ostatnich latach ITO jest również jednym z najczęściejużywanych materiałów na anodę do produkcji struktur organicznychdiod LED (Organic Light-Emitting Diodes – OLED). Charakteryzujesię on niską rezystancją powierzchniową (10…100 Ω/□),wysoką pracą wyjścia (4,1…4,8 eV), dobrą przeźroczystością(wyższą niż 90% przy 550 nm) oraz wysoką stabilnością chemiczną.Jest on łatwo dostępny i może być łatwo nanoszony napodłoża przy użyciu technik litograficznych [1–6].W strukturach diod OLED anoda ITO jest w bezpośrednimkontakcie z funkcjonalnymi warstwami organicznymi – warstwąprzenoszącą dziury HTL (ang. Hole Transport Layer), czy warstwąemitująca światło EML (ang. Emissive Layer). Warstwy te nanoszonesą bezpośrednio na anodę. Poprawa kontaktu pomiędzyITO/HTL i ITO/EML jest więc bardzo ważna. Może być ona zrealizowanamiędzy innymi przez modyfikację powierzchni anody,która prowadzi do zwiększenia funkcji pracy ITO (poprzez usuwaniez jego powierzchni węgla, tworzenie na powierzchni dipolilub zmianę w poziomach Fermiego), a tym samym poprawy właściwościstruktury OLED. Popularnymi metodami modyfikacji powierzchniITO są: trawienie promieniami ultrafioletowymi w atmosferzeozonu UVO (ang. Ultra-Violet Ozone) lub trawienie plazmątlenową (ang. oxygen plasma – O-plasma). Metody te są jednakdrogie i czasochłonne. Dlatego często używane są alternatywnemetody takie jak trawienie chemiczne. Zanurzanie w roztworachchemicznych powoduje wzrost funkcji pracy ITO, zmianę morfologiijego powierzchni, a tym samym jego chropowatości [2–6].Ze względu na bezpośredni kontakt funkcjonalnych warstw organicznychz powierzchnią anody charakterystyki elektroluminescencyjnediod OLED w dużej mierze zależą od właściwości powierzchniITO. Wszelkie zakrzywienia powierzchni anody mogąmieć negatywny wpływ na właściwości urządzenia. Kontrola morfologiipowierzchni ITO odgrywa więc ogromną rolę przy określaniuwłaściwości struktur OLED budowanych z jego wykorzystaniem.Jest ona jednym z głównych problemów podczas produkcjistruktur o długim czasie funkcjonowania [7–9].W pracy oceniano chropowatość powierzchni warstw tlenkuindowo-cynowego (ITO) poddanych różnym sposobom przygotowaniapodłoża. Zastosowano trzy sposoby przygotowaniapowierzchni ITO i oceniano ją przed, i po trawieniu przy użyciumikroskopu sił atomowych (AFM).Zakres badańJako próbki w pracy stosowano warstwę tlenku indowo-cynowego(ITO) naniesioną na szkło o oporności 70…100 Ω/□ (grubość ITO– 15…30 nm, przeźroczystość 550 nm >84,0%) zakupione w SigmaAldrich Chemical Company. Próbki miały wymiary 2,5×2,5 cm.Były one dostarczane każda w oddzielnym opakowaniu.Roztwory stosowane do przygotowania powierzchni ITO to: aceton(99,5%), alkohol etylowy (96,0%), alkohol izopropylowy (99,5%),wodorotlenek amonu (NH 4OH, 25%), nadtlenek wodoru (H 2O 2,30%). Wszystkie odczynniki były czyste do analiz (Chempur Company).W pracy próbki ITO nie trawione oznaczane były jako R0.Stosowano trzy różne sposoby modyfikacji powierzchni próbekITO:● R1 – płukanie kolejno w acetonie i alkoholu etylowym (po5 min) z wykorzystaniem płuczki ultradźwiękowej, w temperaturzeotoczenia, następnie suszone nadmuchem powietrza,● R2 – płukanie kolejno w acetonie i alkoholu izopropylowym (po5 min) z wykorzystaniem płuczki ultradźwiękowej, w temperaturzeotoczenia, następnie suszone nadmuchem powietrza,● R3 – czyszczenie alkaliczne – próbki zanurzane były w roztworzeamoniakalnym na 20 min w temperaturze 60°C, następniepłukane dwukrotnie w wodzie destylowanej (2 min), alkoholuizopropylowym w celu eliminacji pozostałości wody i suszonenadmuchem powietrza. Roztwór R3 był przygotowywanyprzez mieszanie NH 4OH (25%), H 2O 2(30%) i wody destylowanejw stosunku 1:4:20.Badano wpływ różnego sposobu przygotowania powierzchniITO na jej chropowatość przy użyciu mikroskopu sił atomowychAFM (Digital Instruments Dimension 3100) w trybie tappingmode, w temperaturze otoczenia. Określano wartości średniejchropowatości (R a– arytmetyczna wartość chropowatości określanaprofilem od centrum odcinka pomiarowego do jego środka[8, 10]) oraz średnio-kwadratowej chropowatości (R rms– średniokwadratowawartość chropowatości określana profilem od centrumodcinka pomiarowego do jego środka [8, 10]) próbek.WynikiRysunek 1 przedstawia wartości średniej (R a) oraz średnio-kwadratowej(R rms) chropowatości dla nietrawionych i trawionych próbekITO obliczone za pomocą programu użytkowego mikroskopusił atomowych (AFM). Dodatkowo rys. 2 przedstawia przykładowemikrografie powierzchni próbek ITO nie trawionej i poddanychtrzem sposobom trawienia.a) b)Rys. 1. Wartości chropowatości powierzchni ITO bez trawienia i po różnych sposobach trawienia: a) R a– wartość średnia, b) R rms– wartośćśrednio-kwadratowa po różnych sposobach trawieniaFig. 1. The values of ITO roughness – untreated and after different treatment: a) R a– average roughness, b) R rms– root-mean-square roughness<strong>Elektronika</strong> 8/<strong>2012</strong> 29
Stwierdzono, że trawienie w roztworach R1 i R3powoduje wzrost, a trawienie w roztworze R2 minimalnezmniejszenie chropowatości podłoża ITO.Wartości średniej (R a) i średnio-kwadratowej chropowatości(R rms) wzrastają w kolejności R2, R0, R1 i R3.W przypadku trawienia w sekwencji roztworów R1otrzymano odmienne wyniki niż w pracy [2], w którejstwierdzono, że trawienie w ultradźwiękach nieznaczniezmniejsza chropowatość próbek ITO (od 0,623 do0,517 nm) i jest za delikatnym sposobem trawienia,który nie usuwa całkowicie zanieczyszczeń z powierzchniITO. W niniejszej pracy natomiast po trawieniuw sekwencji roztworów R1 wartość chropowatościR awzrasta od 0,433 nm do 0,491 nm, a wartośćchropowatości R rmsod 0,559 do 0,663 nm. Nieznacznezmniejszenie chropowatości warstw ITO uzyskanonatomiast w przypadku trawienia próbek w sekwencjiroztworów R2 (od 0,433 do 0,419 nm dla R aoraz od0,599 do 0,544 nm dla R rms). Wyniki te różnią się oduzyskanych w pracach [4] i [11]. W pracy [4] stwierdzono,że trawienie warstw ITO w kąpieli z acetonui alkoholu w ultradźwiękach powoduje zwiększeniechropowatości próbek ITO (od 2,5 do 3,2 nm dla R aoraz od 3,0 do 3,9 nm dla R rms). Również w pracy [11]uzyskano zwiększenie chropowatości R rmswarstw ITOz 2,6 do 3,4 nm.Rezultaty pracy [2] i [11] pokazują także, że najwydajniejszeczyszczenie utrzymujące integralnośćpowierzchni warstw ITO i znaczne zmniejszeniejego chropowatości uzyskuje się dla próbek trawionychw roztworze R3. W pracy [2] uzyskano zmniejszeniewartości chropowatości R rmspowierzchni ITOz 0,623 do 0,230 nm. Natomiast w pracy [11] z 2,6do 2,4 nm. W niniejszej pracy otrzymano odmiennewyniki. Jak widać na rys. 2, chropowatość powierzchniITO wzrastała po trawieniu w roztworzeR3 – wartość R rmsod 0,559 do 0,598 nm oraz wartośćR aod 0,443 do 0,447 nm. Na mikrografiach powierzchnipróbek (rys. 2) wyraźnie widać, że próbkaR3 ma dużo mniej homogeniczną i gładką strukturęw porównaniu z próbkami R1 i R2. Oznacza to, żewarstwa ITO była dość znacznie wytrawiana przezroztwór R3. Z tego powodu uznano, że ten sposóbtrawienia był za agresywny do czyszczenia powierzchniwarstwy ITO.PodsumowanieW pracy oceniano chropowatość tlenku indowo- cynowego (ITO)za pomocą mikroskopu sił atomowych (AFM). Określano wartościśredniej (R a) i średnio-kwadratowej chropowatości (R rms) próbekITO nie trawionych i czyszczonych w różnych sekwencjachroztworów. Zastosowano trzy sposoby trawienia powierzchniITO. Czyszczenie w ultradźwiękach w temperaturze otoczeniapowodowało nieznaczne zwiększenie (w kąpieli z acetonu i alkoholuetylowego – R1) lub zmniejszenie (w kąpieli z acetonui alkoholu izopropylowego – R2) chropowatości powierzchni próbekITO. Natomiast czyszczenie w roztworze amoniakalnym (R3)w podwyższonej temperaturze powodowało zwiększenie wartościchropowatości powierzchni ITO, większe niż po czyszczeniuw roztworze R1. Dla próbek ITO czyszczonych w roztworze R3obserwowano na mikrografach AFM widoczne nierówności strukturypowierzchni świadczące o znacznym wytrawianiu warstwyITO przez ten roztwór. Na podstawie wyników badań stwierdzono,że roztwór R3 jest zbyt agresywny do czyszczenia powierzchniwarstwy ITO, natomiast odpowiednim sposobem czyszczeniajest mycie w ultradźwiękach w sekwencji roztworówOpracowanie wykonane w ramach prac statutowych <strong>Instytut</strong>uTele- i Radiotechnicznego.Rys. 2. Mikrografie AFM powierzchni próbek ITO po różnych sposobach trawienia:a) bez trawienia (R0), b) po trawieniu w R1, c) po trawieniu w R2, d) potrawieniu w R3Fig. 2. AFM micrographs of the ITO samples for different surface treatments:(a) untreated (R0), (b) R1 treatment, (c) R2 treatment, (d) R3 treatmentLiteratura[1] Xu X. i in.: Electrode modification in organic light-emitting diodes. Displays27, 24 (2006).[2] Besbes S. i in.: Effect of surface treatment and functionalization the ITOproperties for OLEDs. Mater. Sci. Eng., C26, 505 (2006).[3] Li C.N. i in.: Improved performance of OLEDs with ITO surface treatments.Thin Solid Films, 477, 57 (2005).[4] Zhong Z.Y., Jiang Y.D.: Surface modification and characterization of indium–tinoxide for organic light-emitting devices. J. Coll. Inter. Sci. 302,613 (2006).[5] Kim Ch.: E_ects of Surface Treatment on Work Function of ITO (IndiumTin Oxide) Films. J. Korean Phys.Soc., 47, S417 (2005).[6] Petrosino M. i in.: Effect of electrodes properties on OLED performances. PhotonicMater., Devices, and Appl. II, Proc. of SPIE Vol. 6593, 659311, (2007).[7] Kavei G., Zare Y., Gheidari A. Mohammadi: Evaluation of Surface Roughnessand Nanostructure of Indium Tin Oxide (ITO) Films by Atomic ForceMicroscopy. SCANNING Vol. 30, 232 (20<strong>08</strong>).[8] Kim Ki-Beom I in.: Relationship between Surface Roughness of Indium TinOxide and Leakage Current of Organic Light-Emitting Diode. Jpn. J. Appl.Phys. Vol. 42, L 438 (2003).[9] Lin Yow-Jon i in.: Changes in surface roughness and work functionof indium-tin-oxide due to KrF excimer laser irradiation. J. Vac. Sci. Technol.A, vol. 23, 1305 (2005).[10] Tak Yoon-Heung i in.: Criteria for ITO (indium–tin-oxide) thin film as the bottomelectrode of an organic light emitting diode. Thin Solid Films 411, 12 (2002).[11] Kim J. S. i in.: Indium–tin oxide treatments for single- and double-layerpolymeric lightemitting diodes: The relation between the anode physical,chemical and morphological properties and the device performance.J. Appl. Phys. 84, 6859 (1998).30<strong>Elektronika</strong> 8/<strong>2012</strong>
Badania zmian oporności warstw C-Pd zachodzącychpod wpływem wodoru i metanudr inż. ANNA KAMIŃSKA, mgr inż. SŁAWOMIR KRAWCZYK,prof. nzw. dr hab. ELŻBIETA CZERWOSZ<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaWymogi współczesnego świata związane z bezpieczeństwemstosowania nowych źródeł energii, np. opartych na wodorze, doprowadziłydo bardzo dużej aktywności zespołów badawczychw dziedzinie czujników wodorowych. Wodór jako gaz ma postaćcząsteczki H 2i jest łatwopalny z dolną granicą wybuchowości~4,0% w temperaturze pokojowej i pod ciśnieniem atmosferycznym[1, 2]. Cząsteczka wodoru jest najmniejszą znaną cząsteczkąi ma łatwość przenikania przez wiele materiałów. Dlatego teżdetekcja wodoru jest tak ważna. Inne gazy, takie jak węglowodory(np. metan), także znajdują zastosowanie w energetyce. Metanjest gazem wysokoenergetycznym, ale również łatwopalnymw mieszaninie z powietrzem. W ostatnich latach bardzo silne zainteresowaniewzbudza produkcja metanu w tzw. Microbial FuellCells (MFC ogniwa), gdzie do jego produkcji wykorzystuje sięmetabolizm różnych bakterii otrzymując przy okazji wodór [3, 4].Czujnik, który spełniałby warunki jednoczesnego pomiaru wodorui metanu, znajdzie zastosowanie np. w odniesieniu do produkcjienergii przez ogniwa MFC.W tej pracy przedstawiamy wyniki badań nad właściwościaminowoopracowanego czujnika palladowo-węglowego spełniającegopowyższe oczekiwania. Czujnik zbudowany jest z warstwywęglowo-palladowej (C-Pd), w której w matrycy węglowej o rozbudowanejpowierzchni osadzone są nanoziarna palladu. W zależnościod parametrów procesu technologicznego otrzymuje sięwarstwy o czułości i czasie odpowiedzi silnie zależących od topografiipowierzchni, morfologii i składu warstw C-Pd.Część doświadczalnaNanostrukturalne warstwy węglowo-palladowe (C-Pd) otrzymanodwuetapową metodą PVD/CVD (Physical Vapour Deposition/Chemical Vapour Deposition) [5]. W pierwszym etapie na podłożealundowe naparowywano metodą PVD prekursory warstw – fullerenoraz octan palladu. Warunki technologiczne procesu PVDzamieszczono w tabeli 1. W drugim etapie warstwy w procesieCVD ulegały dalszej obróbce w temperaturze 650°C, w przepływieargonu 40 l/h, w obecności par ksylenu, który w warunkachprocesu ulegał pirolizie. W celu uzyskania warstw o różnej strukturzei właściwościach fizyko-chemicznych (topografii, morfologiii składzie) zmieniano czas trwania procesu CVD (tab. 1).Tab. 1. Warunki otrzymywania warstw C-PdTabl. 1. Parameters of preparing of C-Pd filmsWarstwaS5I C60[A]Proces PVDI Pd[A]T podłoża[K]T[°C]Proces CVDV ksylen[ml/min]t[min]S10 2,1 1,2 330 650 0,1 10S30 305Otrzymane warstwy charakteryzowano metodą skaningowejmikroskopii elektronowej (SEM). Zdjęcia SEM wykonano przyużyciu mikroskopu JEOL JSM-7600F, wykorzystując detektorelektronów wtórnych SEI (ang. Secondary Electron Image).Badania zmian właściwości elektrycznych warstw C-Pd podwpływem obecności wodoru oraz metanu prowadzono w specjalnieskonstruowanym stanowisku (rys. 1). Pomiary prowadzonow temperaturze pokojowej pod ciśnieniem atmosferycznymw stałym przepływie gazu 50 ml/min. Badania prowadzono dlanastępujących mieszanin gazowych: 1%H 2/N 2oraz 2%CH 4/N 2.Rezystancję warstwy oddziałującej z gazem określano metodąpośrednią na podstawie spadku napięcia na oporniku wzorcowym,o rezystancji zbliżonej do rezystancji badanej warstwy, połączonymszeregowo z badaną warstwą:Uzas−Uwz RC−Pd=(1)UwzRwzgdzie; R C-Pd– rezystancja badanej warstwy C-Pd, U zas– napięciezasilające, U wz– spadek napięcia na oporniku wzorcowym, R wz– rezystancja opornika wzorcowego.Rys. 1. Układ do badania zmian rezystancji warstw pod wpływem H 2oraz CH 4(1, 2 – butle gazowe, 3, 4 – przepływomierze, 5 – mieszalnikgazów, 6, 10, 11 – zawory, 7 – komora pomiarowa, 8 – ciśnieniomierz,9 – czwórnik, 12 – pompa próżniowa, 13 – woltomierz, 14 – rezystorwzorcowy, 15 – zasilacz pomiarowy)Fig. 1. Experimental setup used for H 2and CH 4sensing measurements(1, 2 – gas bottles, 3, 4 – mass flow controllers, 5 – gas mixer,6, 10, 11 – valves, 7 – measurement chamber, 8 – pressure meter, 9– four-way splitter, 12 – vacuum pump, 13 – voltmeter, 14 – referenceresistor, 15 – voltage source)Wyniki i dyskusjaNa rysunku 2 przedstawiono zdjęcia SEM otrzymanych warstwC-Pd. Możemy zaobserwować, iż topografia matrycy węglowejwarstw uzyskanych w wyniku 5- i 10-minutowych procesów CVD(S5 i S10) jest podobna. Matryca węglowa tych warstw jest silnieporowata. Na powierzchni występują liczne ziarna palladoweo wielkości 50…200 nm, przy czym ziarna Pd dla warstwy10-minutowej są większe. W przypadku warstwy S30, w wynikuzastosowania dłuższego czasu procesu CVD, matryca węglowajest silniej porowata niż w przypadku warstw otrzymanych w krótszychczasach. Powierzchnia warstwy S30 pokryta jest licznymiziarnami Pd, drobniejszymi niż w przypadku warstw modyfikowanychprzez 5 i 10 min. Ich wielkość nie przekracza 100 nm. Ziarna<strong>Elektronika</strong> 8/<strong>2012</strong> 31
Rys. 2. Zdjęcia SEM warstwy S5 (a), S10 (b) oraz S30 (c). Fig. 2. SEM images of S5 (a), S10 (b) and S30 (c) films2,6(a)170160(b)80H 2/N 2(c)R [GΩ)2,42,2H 2/N 2air2,00 1000 2000 3000t, sR [GΩ)H 2/N 2air1501401300 1000 2000 3000t, sR [GΩ)70air600 2000 4000t, sRys. 3. Zmiany rezystancji warstwy S5 (a), S10 (b) oraz S30 (c) pod wpływem 1%H 2/N 2Fig. 3. Resistance changes of S5 (a), S10 (b) and S30 (c) films under 1%H 2/N 2atmosphere2,782,76CH 4/N 2(a)151CH 4/N 2(b)88,0(c)R [GΩ)2,74R [GΩ)150R [GΩ)87,52,72air2,700 1000 2000 3000t, s149air0 1000t, s200<strong>08</strong>7,0CH 4/N 2air86,50 1000 2000 3000t, sRys. 4. Zmiany rezystancji warstwy S5 (a), S10 (b) oraz S30 (c) pod wpływem 2%CH 4/N 2Fig. 4. Resistance changes of S5 (a), S10 (b) and S30 (c) films under 2%CH 4/N 2atmospherete rozmieszczone są gęsto na powierzchni matrycy, podczas gdyw przypadku warstw otrzymanych w czasach 5 i 10 minut byłyone większe, a ich rozkład na powierzchni był rzadszy.Efektem zmian w budowie warstw, spowodowanych wydłużaniemczasu procesu CVD, są zmiany właściwości elektrycznych.Wartości rezystancji badanych warstw zebrano w tabeli 2. Wraz zewzrostem czasu trwania procesu CVD obserwujemy spadek rezystancjiuzyskiwanych próbek, jednakże jest ona bardzo duża dlawszystkich tych warstw. Wysoka rezystancja warstw wynika z opisywanegorzadkiego rozmieszczenia ziaren Pd na powierzchniwarstwy i ulega ona zmniejszeniu, gdy ta gęstość rośnie.Tab. 2. Rezystancja warstw C-Pd. Tabl. 2. Resistance of C-Pd films32WarstwaS5S10S30Rezystancja2,63 GΩ165 MΩ79,0 MΩNa rysunku 3 pokazano zmiany rezystancji warstw C-Pd podwpływem atmosfery zawierającej 1%H 2. Możemy zaobserwować,iż krzywe uzyskane dla wszystkich próbek mają podobnycharakter. Wprowadzenie wodoru do układu skutkuje spadkiemrezystancji badanych warstw. Natomiast usunięcie wodoru prowadzido ponownego wzrostu ich rezystancji. Można to wytłumaczyćnastępująco. Wprowadzony wodór adsorbuje się napowierzchni palladu, a następnie ulega dysocjacji na atomy,które dyfundują w głąb krystalitu Pd, mającego charakter metaliczny,zmieniający się pod wpływem wodoru w roztwór stałyPd-H [6]. Po absorpcji większej ilości wodoru roztwór stały Pd-H przekształca się w wodorek palladu PdH x, czemu towarzyszyprzejście fazowe z fazy α do fazy β [7]. Prowadzi to do wzrostuwielkości ziaren palladowych. Rozmieszczone niedaleko siebieziarna Pd zaczynają stykać się ze sobą, tworząc tzw. obszaryprzewodnictwa. Ten efekt może wpływać na zmniejszenie rezystancjiwarstwy.Tworzenie wodorku palladu w warstwach PVD/CVD zostałopotwierdzone za pomocą badań XRD prowadzonych in situw obecności wodoru [8]. Z drugiej strony porowata matryca węglowama wiele niewysyconych wiązań i może łatwo przyłączać<strong>Elektronika</strong> 8/<strong>2012</strong>
Tab. 3. Czułość i czas odpowiedzi warstw C-Pd dla 1%H 2/N 2oraz 2%CH 4/N 2Tabl. 3. C-Pd films sensitivity and response time to 1%H 2/N 2and 2%CH 4/N 2Warstwa1%H 2/N 22%CH 4/N 2ΔR/R 0[%] t 50%[s] ΔR/R 0[%] t 50%[s]S5 -3,97% 215 -0,064% 429S10 -6,06% 137 -0,210% 299S30 -8,34% 157 -1,117% 344wodór tworząc w ten sposób matrycę o charakterze przewodzącym.Wypadkowo rezystancja warstwy jako całości maleje.Na rysunku 4 przedstawione zostały wyniki badań zmianrezystancji warstw pod wpływem atmosfery 2%CH 4/N 2. Podobniejak w przypadku wodoru, wprowadzenie metanu doukładu skutkuje spadkiem rezystancji warstwy, podczas gdyzapowietrzenie prowadzi do desorpcji metanu i ponownegowzrostu rezystancji próbek. Spadek rezystancji warstwy C-Pdjest prawdopodobnie związany z utworzeniem słabego wiązaniao charakterze kompleksowym, pomiędzy palladem i cząsteczkąmetanu: (Pd) — (CH 4) + [9]. Powstanie takiego wiązaniawynika z elektronodonorowego charakteru cząsteczek CH 4[9]. Przeniesienie ładunku od metanu do palladu prowadzi dowzrostu przewodności nanoziaren palladu, w wyniku czego obserwujemylokalny spadek rezystancji warstwy węglowo-palladowej.Zapowietrzenie układu prowadzi do rozpadu wiązań(Pd) — (CH 4) + , desorpcji cząsteczek metanu z powierzchni palladui wzrostu rezystancji warstwy. Podobnie jak w przypadkuoddziaływania z wodorem, matryca węglowa również możebrać udział w adsorpcji metanu, z tą różnicą, że do niewysyconychwiązań przyłączane są grupy -CH 3lub różne konfiguracjegrup -CH 2-. Podobnie jak w przypadku wodoru, wypadkowawartość rezystancji warstwy spada.Na podstawie uzyskanych wyników określono czułość (ΔR/R 0)oraz czas odpowiedzi (t 50%) warstw na badane gazy. Czułość wyznaczonona podstawie następującego wzoruR−R0 ∆R /R0 =⋅100%(2)Rgdzie: R – rezystancja warstwy po wprowadzeniu wodoru/metanu,R 0– początkowa wartość rezystancji warstwy w powietrzu.Czas odpowiedzi t 50jest to czas potrzebny do uzyskaniapołowy maksymalnej wartości ΔR/R 0. Otrzymane wyniki ΔR/R 0(dla czasu t = 100 s od wprowadzenia badanego gazu do układu)oraz czasu odpowiedzi dla mieszanin gazów zawierających1%H 2/N 2oraz 2%CH 4/N 2zamieszczono w tabeli 3. Możemyzauważyć, iż czułość warstw na wodór jest znacząco wyższaod czułości na metan. Niska czułość na metan wynika z powierzchniowegocharakteru oddziaływania z palladem. Wodórnatomiast absorbowany jest w głąb fazy metalicznej nanoziarenPd, co powoduje znacznie większe zmiany rezystancji warstw.0Zarówno w przypadku wodoru jak i metanu, czułość warstwwzrasta wraz ze wzrostem czasu prowadzenia procesu CVD.Może być to związane ze zmniejszeniem rozmiaru nanoziarenpalladowych, ze wzrostem gęstości ich rozmieszczenia, jak równieżze zwiększeniem porowatości matrycy węglowej. Czas odpowiedzit 50%warstw C-Pd zależy od ich budowy oraz od rodzajubadanego gazu. W przypadku metanu czas odpowiedzi wszystkichbadanych warstw jest ok. dwukrotnie dłuższy w porównaniuz czasem odpowiedzi dla wodoru.WnioskiBadane warstwy C-Pd, otrzymane dwuetapową metodą PVD/CVD, reagują zarówno na obecność wodoru w atmosferze, jaki na obecność metanu w atmosferze. Ich czułość i czas odpowiedzina badane gazy zależą od warunków technologicznychprocesu PVD/CVD. Rejestrowane zmiany rezystancji są różnedla obu gazów. Otrzymane wyniki pozwalają na stwierdzenie, żeopracowane przez nas czujniki mogą być zastosowane do celówpraktycznych, w których badane gazy występują na poziomiekoncentracji 1%. W dalszych naszych badaniach będziemy prowadzićprace nad zwiększeniem czułości oraz skróceniem czasuodpowiedzi otrzymywanych warstw na te gazy oraz nad maksymalizacjązakresu czułości naszych warstw.Autorzy dziękują dr M. Kozłowskiemu za wykonanie zdjęć SEMwarstw C-Pd.Praca naukowa częściowo finansowana z Europejskiego FunduszuRozwoju Regionalnego w ramach Programu OperacyjnegoInnowacyjna Gospodarka 2007–2013 Nr UDA-POIG.01.03.01-14-071/<strong>08</strong>-07.Literatura[1] Villatoro J., Luna-Moreno D., Monzon-Hernandez D.: Optical fiberhydrogen sensor for concentrations below the lower explosive limit.Sensors and Actuators B 110 (2005) 23–27.[2] www.chrysalisscientific.com/pg443-Lower-LEL-Upper-UEL-Explosive-Limits.<strong>pdf</strong>[3] Liu H., Cheng S., Logan B.E.: Production of Electricity from Acetateor Butyrate Using a Single-Chamber Microbial Fuel Cell. Environ. Sci.Technol. 39 (2005) 658–662.[4] Wagner R.C. i in.: Hydrogen and methane production from swinewastewater using microbial electrolysis cells. Water Research 43(2009) 1480–1488.[5] Kozłowski M. i in.: Nanostructural C-Pd coatings obtained in 2-stepsPVD/CVD technological process. JAMME 37 (2009) 304-3<strong>08</strong>.[6] Zeng X.Q. i in.: Hydrogen gas sensing with networks of ultrasmallpalladium nanowires formed on filtration membranes. Nano Lett. 11(2011) 262–268.[7] Lee E. i in.: Hysteresis behavior of electrical resistance in Pd thinfilms during the process of absorption and desorption of hydrogengas. Int. J. Hydrogen Energ. 35 (2010) 6984–6991.[8] Kowalska E. i in.: Influence of PdH xformation ability on hydrogensensing properties of palladium – carbonaceous films. Artykułwysłany do Sensors and Actuators A: Physical <strong>2012</strong>.[9] Zhou X., Tian W.Q., Xiao-Lin Wang X.-L.: Adsorption sensitivity of PddopedSWCNTs to small gas molecules. Sens. Actuators B: Chem.151 (2010) 56–64.<strong>Elektronika</strong> 8/<strong>2012</strong> 33
Wytwarzanie nanoigieł z krzemku palladudr Ewa Kowalska, prof. nzw. dr hab. Elżbieta Czerwosz, inż. Joanna Radomska,tech. Halina Wronka<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaCienkie warstwy typu metal-krzem (Me-Si) są integralną częściąwiększości mikrourządzeń elektronicznych opartych na tranzystorachpolowych typu FET (Field Effect Transistor), złączowychtranzystorach polowych (Junction FET), tranzystorach z izolowanąbramką – MOSFET (Metal Oxide Semiconductor FET), czy tranzystorachcienkowarstwowych TFT (Thin Film Transistor). Warstwy testosowane są jako kontakty omowe, kontakty z barierą Schottkiego(złącze metal-półprzewodnik), bariery dyfuzyjne zwłaszcza w obszarzebramki, źródła czy też drenu dla redukcji ich oporności. Warstwyte można również wykorzystać w urządzeniach typu MOS (MetalOxide Semiconductor), CMOS (Complementary Metal Oxide Semiconductor),FED (Field Emission Display), czy diodach półprzewodnikowych[1].Większość krzemków metali posiada dobre przewodnictwo elektrycznei niską oporność od 10 do 100 μΩcm [2]. W tabeli 1 przedstawionooporność krzemków metali syntezowanych podczas reakcjicienkiej warstwy metalu (Me) z mono- lub polikrystalicznymkrzemem, jak również wartość temperatury tworzenia krzemkówMe ySi x, i ich strukturę krystalograficzną [1].Tab. 1. Oporność różnych krzemków metali wraz z temperaturą ich tworzeniai rodzajem struktury krystalograficznejTabl. 1. The resistivity of various metal silicides and the temperatureof their formation and the type of crystallographic structure34Typ krzemkuTiSi 2CoSi 2Temp. reakcji[°C]Oporność[μΩcm]625…675 a850…900 b 13…16400…540 a700…800 b 18…20StrukturakrystalograficznaortorombowakubicznaNiSi 400…650 ~50 kubicznaPd 2Si 175…450 30…35 heksagonalnaPtSi 400…600 28…35 ortorombowaWSi 2690…740 ~70 tetragonalnaMoSi 2850 90…100 tetragonalnaa)temperatura pierwszego wygrzewania, b) temperatura drugiegowygrzewania w celu uzyskania krzemku o niskiej opornościWiększość krzemków metali powstaje na drodze reakcji w faziestałej między cienką warstwą metalu a podłożem Si [1]. Reakcji tejtowarzyszy zawsze zmiana objętości komórki elementarnej metalu,co powoduje naprężenia w tworzącej się warstwie krzemku metalui zagraża jego mechanicznej stabilności. Zjawiska te występująw obszarze wzajemnego oddziaływania Me-Si i mogą być przyczynątworzenia się krzemków w postaci wysp o różnej morfologii i kształcie.Niedopasowanie sieci krystalicznej zależy od rodzaju użytegometalu. Do najczęściej stosowanych metali przy wytwarzaniu krzemkównależą: Ti, Co, Ni, Pd, Pt, Mo i W.Krzemek palladu Pd 2Si w stosunku do krzemków innychmetali charakteryzuje się niską temperaturą tworzenia układuPd-Si (tabela 1). Poza tym jego znaczenie w ostatnich latachwzrasta z powodu wielu możliwości zastosowań zwłaszczaw elektronice. Pd 2Si jest wykorzystywany do produkcji np.elektrod półprzezroczystych, do tworzenia omowych kontaktów,bramek elektrodowych, połączeń lokalnych lub elementówsensorowych i pomiarowych w urządzeniach elektronicznych.Różnorodność zastosowań krzemku palladu determinuje sposóbjego wytwarzania.Nasze zainteresowanie tym materiałem wynika z możliwościwykorzystania krzemku palladu w postaci nanoigieł, jako np.ostrzy pomiarowych w mikroskopii AFM (Atomic Force Microscope),czy też do wewnętrznych połączeń i kontaktów między elementamiw urządzeniach nanoelektronicznych.Metody wytwarzania krzemku palladuW przypadku krzemku palladu Pd 2Si istnieje wiele sposobów jegowytwarzania w postaci warstw lub wysp. Powszechnie stosowanajest metoda osadzania cienkiej warstwy palladu na powierzchnipodłoża Si o różnej orientacji krystalograficznej np. [100], [111]lub na krzemie amorficznym a-Si [3-7], a następnie zainicjowaniereakcji w układzie Pd-Si pod wpływem temperatury. Powstawaniekrzemku palladu prowadzone jest w warunkach wysokiej próżnilub w obecności gazu obojętnego, np. argonu. W pierwszymetapie syntezy Pd 2Si, atomy Pd dyfundują w luki sieci Si i jakopierwsza powstaje faza bogata w metal Pd/Pd 2Si. Następnie powstajefaza bogata w krzem Pd 2Si/Si. Częściowe dopasowaniesieci kubicznej Si do sieci krystalicznej Pd 2Si powoduje dobrą adhezjękrzemku do podłoża Si. W przypadku podłoża Si o orientacji[100] uzyskuje się Pd 2Si o strukturze pseudoheksagonalnej, zaśdla podłoża o orientacji [111] wytworzony krzemek ma strukturęheksagonalną z niedopasowaniem sieci tylko ~1,8% [7]. Dopasowaniesieci powoduje, że struktura atomowa w obszarze wzajemnegooddziaływania jest podobna, zatem naprężenia w warstwiePd-Si są małe. Dzięki takim właściwościom pallad może rosnąćna powierzchni krzemu w postaci jednolitej warstwy, chociaż równieżznane są przypadki wzrostu tego pierwiastka w postaci wysp[8, 9]. Te wyspy mogą wykazywać różne kształty i morfologiew zależności od orientacji podłoża, temperatury procesu, ilościpalladu i innych warunków wzrostu. W przypadku depozycji palladuna podłożu Si o orientacji [111] przy pokryciu powierzchni powyżej2 ML (monowarstwy atomowe) i przy wzroście temperaturydo ~400°C, warstwa palladu ulegała przekształceniu w krzemekpalladu, który rósł epitaksjalnie w postaci wysp.Zaobserwowano, że krzemek palladu powstaje podczas katalitycznegorozkładu silanu Si 3H 4w temperaturze 150…200°C,stosując jako podłoże pallad [10]. Rejestrowano również epitaksjalnywzrost Pd 2Si na podłożu z węglika krzemu SiC, w trakciedepozycji metalu na powierzchnię bogatą w krzem (6H-SiC(0001)[11]. Reakcję pomiędzy Pd a powierzchnią Si 6H-SiC(0001) obserwowanojuż w temperaturze pokojowej, gdy grubość warstwymetalu osiągała minimalną wartość ~0,25 nm. Zwiększenie grubościtej warstwy nawet do 10 nm, pomimo niedopasowania sieciPd i SiC (>10%) umożliwiało dalszy epitaksjalny wzrost palladuna powierzchni podłoża. Wygrzewanie depozytu Pd 2Si w zakresietemperatur 600…800°C powodowało jednak przerwanie ciągłościwarstwy krzemku i wydzielenie się fazy Pd 2Si w postaci wysp,które zgodnie z badaniami AFM i XPS (X-ray Photoelectron Spectroscopy)otoczone były przez grafit.Zmodyfikowaną metodą Czochralskiego udało się wyhodowaćmonokryształ krzemku Pd 2Si o strukturze heksagonalnej [12]. Procesprowadzono w czystym argonie poprzez stopienie ze sobą odpowiedniejilości palladu (drutu o czystości 99,999%) z grudkami krzemu.Krzemek palladu można również wytworzyć w postaci nanoprętówczy nanodrutów. Nanodruty ze względu na wysoki stosunek ichpowierzchni do objętości mogą być wykorzystane jako wrażliwe elementypomiarowe w urządzeniach elektronicznych typu sensory.W pracy [13] opisano technologię wytwarzania samoorganizującychsię nanodrutów Pd 2Si na powierzchni Si wykorzystującmetodę MPE CVD (Microwave Plasma Enhanced Chemical Vapor<strong>Elektronika</strong> 8/<strong>2012</strong>
Deposition) w środowisku wodoru. Pierwszym etapem syntezybyło osadzenie nanocząstek palladu na podłożu Si metodą elektrodepozycji,używając jako elektrolitu mieszaniny kwasu siarkowegoH 2S i roztworu PdSO 4. W roztworze zanurzano oczyszczonąpłytkę Si, do której przykładano napięcie 0,1 V. Czas trwaniadepozycji palladu na podłożu Si zmieniano dla uzyskania ziareno różnych rozmiarach i różnych kształtach. Następnie płytkę Sipokrytą ziarnami Pd wprowadzano do komory MPE CVD i w celuuzyskania wzrostu nanodrutów Pd 2Si prowadzono proces korzystającz mikrofal o częstotliwości 2,45 GHz i mocy 500 W.Czas trwania procesu w atmosferze czystego wodoru wynosiłtylko 5 minut z temp. podłoża ~550°C. Wodór stosowano jakoczynnik katalizujący i przyspieszający wzrost nanodrutów Pd 2Siuporządkowanych pionowo. Nie obserwowano wpływu kształtui rozmiaru wyjściowych nanocząstek Pd, na jakość nanodrutówkrzemkowych. W wysokiej temperaturze (550°C) małe nanocząstkiPd ulegały agregacji i tworzyły cząstki o większych rozmiarach.Z obrazowania SEM wynikało, że gęstość rozłożeniananodrutów Pd 2Si była zdecydowania mniejsza od gęstości dystrybucjiwyjściowych nanoziaren Pd, co według autorów wskazuje,że wzrost jednego nanodrutu jest spowodowany przez wielenanocząstek Pd. Na zakończeniach nanodrutów w obrazowaniuTEM widoczne były ziarna Pd o strukturze fcc. Tego typu wydłużonestruktury podobne do CNTs (Carbon Nanotubes) możnawykorzystać jako katody, charakteryzujące się zwiększonąwydajnością emisji polowej przy zastosowaniu mniejszych napięćzasilających [14].Część eksperymentalnaKrzemek palladu w postaci nanoigieł był syntezowany metodądwustopniową, opracowaną w Instytucie Tele- i Radiotechnicznym,która została zgłoszona jako wynalazek [15]. Opracowanaprzez nas metoda jest jedną z nielicznych technik wytwarzaniananostruktur krzemku palladu.W pierwszym etapie na podłoże krzemu zarówno o orientacji [111],jak i [100] nanoszono wstępną warstwę palladowo-węglową, wykorzystującproces PVD (Physical Vapor Deposition). Proces prowadzonow warunkach dynamicznej próżni 10 -5 mbar z zastosowaniemfulerenu C 60(czystość ~99,98%) i octanu palladu(II) Pd(C 2H 3O 2) 2jako prekursorów tej warstwy. Oba związki odparowywano z dwóchoddzielnych źródeł zmieniając parametry technologiczne procesu(w tym prąd płynący przez źródło fulerenu I C 60i metalu I Pd, odległośćpodłoży od źródeł d i czas trwania procesu t) dla uzyskania warstwo różnej zawartości palladu (od 10 do 25% wag).W drugim etapie warstwy wstępne PVD były modyfikowanemetodą CVD (Chemical Vapor Deposition) przy zastosowaniuksylenu C 8H 10jako dodatkowego źródła węgla. Węgiel, będącyreduktorem jest konieczny, aby przeciwdziałać nadmiernemurozrostowi nanoziaren Pd w wysokich temperaturach. Procesprowadzono w reaktorze kwarcowym o dwóch strefach grzaniaw ciśnieniu atmosferycznym i w przepływie argonu.W strefie o niższej temperaturze (180°C) ksylen ulega odparowaniu,a następnie w postaci par transportowany jest przez argondo strefy drugiej – reakcyjnej o temperaturze 650°C lub wyższej.W strefie reakcyjnej pod wpływem temperatury procesu CVDnanokrystality Pd obecne w warstwach PVD dyfundują zarównona powierzchnię tych warstw, jak i w kierunku podłoża ulegającaglomeracji do ziaren o średnicach rzędu 80…200 nm. Dziękiobecności matrycy węglowej, ziarna Pd w wyniku wzajemnegooddziaływania z powierzchnią podłoża (Si) tworzą krzemek palladuw postaci wysp, z których wyrastają nanoigły z bardzo cienkimizakończeniami. W celu wyboru optymalnych warunków wzrostukrzemku palladu w postaci nanoigieł zmieniano czas trwania procesuCVD (5, 10, 15 i 30 min.) oraz temperaturę (650, 750°C).Warunki technologiczne obu procesów PVD/CVD zgromadzonow tabeli 2.Wytworzony materiał analizowano za pomocą następującychtechnik badawczych:– SEM (Scanning Electron Microscope) korzystając z mikroskopuelektronowego JOEL JSM-7600F przy zastosowaniudetektora elektronów wtórnych SE (Secondary Electron). Dookreślenia jakościowej analizy chemicznej składu powierzchniwarstw zastosowano mikroanalizator rentgenowski EDX(Energy Dispersive X-ray Spectrometry).– TEM (Transmission Electron Microscope) wykorzystując mikroskopelektronowy JOEL JEM 2000EX przy użyciu wiązkio energii 200 keV, stosując kontrast dyfrakcyjny i używająctechnik: a) jasnego pola – formownie obrazu z wiązki padającejoraz b) ciemnego pola – formownie obrazu z wiązkiugiętej.Tab. 2. Parametry technologiczne procesów PVD/CVD. Tabl. 2. Technological parameters of PVD/CVD processesPVDCVDNrprocesuI C60[A]I Pd[A]t [min]d [mm]T 1/T 2[°C]V ksylen[ml/min]t [min]Rodzaj podłożaZawartośćPd [%]proces 1 2,1 1,2 10 69 180/650 0,1 Si typ n [111] 12,4730proces 2 2,1 1,2 10 54 180/650 0,1 Si typ n [111]Si typ p [100]3020,40proces 3 2,1 1,2 10 60 180/650 0,1 Si typ n [111] 10,1810, 30proces 4 2,1 1,2 10 54 180/650 0,1 Si typ p [100] 18,5130proces 5 2,1 1,3 8 69 180/650 0,1 Si typ p [100] 8,9315, 30proces 6 2,1 1,2 10 54 180/650 0,1 Si typ p [100] 20,265proces 7 2,1 1,2 10 54 180/750 0,1 Si typ n [111] 22,7830<strong>Elektronika</strong> 8/<strong>2012</strong> 35
– XRD (X-ray Diffraction) stosując proszkowy dyfraktometr SimensD500 z małym, dwustopniowym odchyleniem powierzchnipróbki od typowej geometrii Bragg-Brentano w celu eliminacjisilnych refleksów pochodzących od monokrystalicznego podłożaSi, na którym warstwy były osadzone. Źródłem promieniowaniabyła lampa Cu o średniej długości fali K αλ = 1,5418 Ǻ.Dyfraktogramy mierzono w modzie krokowym θ/2θ z krokiem∆2θ 0,05 o , czasem zliczania 4 sec/krok i w przedziale kątów2θ 10…60 o .Wyniki i dyskusjaBadania SEMBadania wykonane za pomocą skaningowego mikroskopu elektronowegoumożliwiają określenie topografii i morfologii analizowanychwarstw. Korzystając z mikroanalizatora rentgenowskiegoprzeprowadzono analizę jakościową pierwiastków występującychw mikroobszarach badanych próbek.Typowe zdjęcia SEM warstw CVD modyfikowanych w temperaturze650°C w procesie 2 na podłożach kryształu Si o różnejorientacji krystalograficznej (orientacje [100] i [111]) i odmiennymtypie domieszkowania (typ p i n) pokazano na rys. 1 a i b, odpowiednio.W obrazowaniu tych warstw widać istotne różnice,zwłaszcza dotyczące gęstości rozkładu wysp Pd-Si na powierzchnipodłoża, z których wyrastają nanoigły krzemku palladu. Sugerujemy,że jest to wpływ różnej orientacji kryształu podłoża (Si)i być może różnego rozkładu gęstości defektów i dyslokacji, któresą zarodkami wzrostu wysp Pd 2Si. Na obydwu podłożach matrycawęglowa posiada strukturę porowatą o zbliżonych kształtachporów i ich wielkości. Długość nanoigieł obserwowanych w obydwupróbkach jest rzędu 200…500 nm.Z kolei porównując warstwy CVD modyfikowane na tym samympodłożu (Si o orientacji [100], typ p), ale w różnych czasach:30 minut – proces 4 i 5 minut – proces 6, także stwierdzono występowanieróżnic w morfologii i topografii próbek (rys. 2 a i b).W przypadku procesu dłuższego (rys. 2a) grubość matrycy węglowejjest zdecydowanie większa (zużyto 3 ml ksylenu) w porównaniuz procesem krótszym (rys. 2b), w którym zużycie ksylenuwyniosło tylko 0,5 ml. Grubsza warstwa matrycy węglowej ulegawiększym naprężeniom w temperaturze modyfikacji (650°C),w wyniku czego nanoigły układu Pd-Si wyrastają z wysp, wokółktórych matryca jest popękana. Poza tym nanoigły z procesu 4rosną w skupiskach z różną orientacją przestrzenną, a ich średnicezmieniają się wzdłuż ich długości. W miejscu zarodkowaniasą najgrubsze. Nanoigły krzemku palladu z procesu krótszegosą cieńsze i rosną jako pojedyncze obiekty wyrastające z ziareno rozmiarach ~100 nm.Warstwy z procesów CVD, modyfikowane w tym samym czasiei na tym samym podłożu (Si o orientacji [111], typ n), ale w różnychtemperaturach: 650°C – proces 2 i 750°C – proces 7, wykazująprzede wszystkim zmianę w strukturze matrycy węglowej(rys 3 a i b). W wyższych temperaturach matryca jest zdecydowaniemniej porowata, a na jej powierzchni pojawia się więcej ziarenwęglowych. Wydaje się, że w wyższej temperaturze stopieńrozkładu ksylenu jest większy, co prowadzi do wzrostu bardziejuporządkowanych mikrokrystalitów grafitopodobnych. Jak widaćz obrazowania SEM w obydwu przypadkach temperaturowychwzrost nanoigieł odbywa się ze skupisk układu Pd-Si w różnychkierunkach przestrzennych, chociaż długość nanoigieł w temperaturachwyższych jest prawie dwukrotnie większa.W celu określenia składu chemicznego powierzchni warstwwykonano mikroanalizę EDX dla próbki CVD z procesu 5. Mikroanalizarentgenowska umożliwia rejestrację pełnego spektrumpromieniowania rentgenowskiego od wszystkich pierwiastkówwystępujących w warstwie. Charakterystyczne promieniowanierentgenowskie dla danego pierwiastka powstaje na skutek wzbudzeniaprzez elektrony wiązki padającej.Na rysunku 4a przedstawiono obraz SEM morfologii powierzchniwarstwy z procesu 5, zaś na rys. 4b widmo rentgenowskieotrzymane metodą EDX z obszaru zaznaczonego na rys. 4a.Silne sygnały rejestrowane na rys. 4b pochodzą od takich pierwiastkówjak Pd, Si i C, chociaż obserwowano również sygnałRys. 1. Zdjęcia SEM warstw CVD z procesu 2 na podłożu Si: a) o orientacjikrystalograficznej [100], typ p, b) o orientacji krystalograficznej[111], typ n. Oba zdjęcia z powiększeniem 25 000×Fig. 1. SEM images of CVD films from the process 2 on the Si substrate:a) in the crystal orientation [100], type p, b) in the crystal orientation[111], type n. SEM images at a magnification of 25 000×Rys. 3. Zdjęcia SEM warstw CVD modyfikowanych w różnych temperaturach:a) 650°C – proces 2 i b) 750°C – proces 7. Oba zdjęciaz powiększeniem 50 000×Fig. 3. SEM images of CVD films modified at different temperature:a) 650°C – process 2 and b) 750°C – process 7. SEM imagesat 50 000× magnificationRys. 2. Zdjęcia SEM warstw CVD modyfikowanych w różnych czasach:a) 30 minut – proces 4 i b) 5 minut – proces 6. Oba zdjęciaz powiększeniem 10 000×Fig. 2. SEM images of CVD films modified at different duration:a) 30 minutes – process 4 and b) 5 minutes – process 6. SEM imagesat 10 000× magnification36Rys. 4. a) Obraz SEM warstwy CVD z procesu 5 i b) mikroanaliza EDXwykonana z małego obszaru zaznaczonego na rys. 4aFig. 4. a) SEM image of the CVD film from process 5 and b) EDX microanalysismade form a small area marked in Fig. 4a<strong>Elektronika</strong> 8/<strong>2012</strong>
pochodzący od tlenu, ale o zdecydowanie mniejszej intensywności.Ten słaby sygnał tlenowy może wynikać z zaadsorbowanegotlenu (z powietrza) przez częściowo porowatą matrycę węglową,widoczną na rys. 3a. Nie możemy również wykluczyć, że powstałw wyniku niedokładnie oczyszczonej powierzchni podłoża. Silnysygnał Si może zarówno pochodzić od podłoża, jak i od krzemuobecnego w nanoigle. Przypuszczamy jednak, że ze względu nabardzo małą objętość nanoigły, sygnał Si od niej pochodzący powinienbyć zdecydowanie słabszy.Badania TEMTransmisyjny mikroskop elektronowy TEM jest doskonałym narzędziemdo badań struktury nanoobiektów. Badania TEM na podstawiewskaźnikowania elektronogramów (rys. 5b) pozwoliły określićstrukturę wytworzonych nanoigieł o stechiometrii Pd 2Si. Zgodniez przeprowadzoną analizą nanoigły posiadają strukturę heksagonalnąo przestrzennej grupie symetrii P-62 m (189) i stałych siecia = 0,65 nm i c = 0,34 nm (zgodnie z danymi w międzynarodowejbazie 04-003-1610 International Centre for Diffraction Data).Rys. 7. Obraz TEM wyselekcjonowanej pojedynczej nanoigły Pd 2Si:a) w jasnym polu, b) elektronogram odpowiadający tej strukturzei c) fragment nanoigły w dużym powiększeniu z zaznaczoną odległościąmiędzy płaszczyznami w kierunku Fig. 7. a) Bright-field TEM image of the selected individual Pd 2Sineedle, b) electronogram corresponding with this structure andc) a fragment of the nanonedlewith a high magnification with markedthe distance between crystallographic planes in direction200180Rys. 5. Obraz TEM pojedynczej nanoigły o stechiometrii Pd 2Si w:a) jasnym polu i b) elektronogram odpowiadający tej strukturze o kierunkuosi pasa [138]Fig. 5. a) Bright-field TEM image of the individual nanoneedle withPd 2Si stoichiometry and b) an electronogram corresponding with thisstructure with a zoon axis of [138]Intensywność [imp/sec]16014012010<strong>08</strong>06040***20020 25 30 35 40 45 50 55 602 teta [deg.]Rys. 6. a) Obraz TEM nanoigieł Pd 2Si w warstwie CVD z procesu 2w jasnym polu i b) elektronogram odpowiadający tej strukturze.Fig. 6. a) Bright-field TEM image of Pd 2Si nanoneedles in the CVDfilm from process 2 and b) an electronogram corresponding with thisstructureNa rysunku 6 przedstawiono obraz TEM nanoigieł Pd 2Si o różnejśrednicy, długości i kształcie dla próbki CVD w procesie 2.Krzemek palladu w obserwowanych nanoigłach ma strukturęmonokrystaliczną. Obraz TEM wyselekcjonowanej pojedynczejnanoigły wraz z elektronogramem i fragmentem nanoigły w dużympowiększeniu pokazano na rys. 7a-c, odpowiednio. Z rys. 7cwyznaczono odległość między płaszczyznami krystalograficznymiw kierunku struktury heksagonalnej Pd 2Si. Odległość tawynosi 0,56 nm i jest zgodna ze wzorcem dla struktury.Badania XRDRys. 8. Dyfraktogram z warstwy CVD z procesu 3, w którym piki dyfrakcyjnepochodzące od fazy Pd 2Si oznaczono gwiazdkamiFig. 8. Diffraction pattern of the CVD film from process 3, in whichthe diffraction peaks ascribed to Pd 2Si phase were marked by starsPomiary dyfrakcji rentgenowskiej dostarczają informacji o strukturzekrystalicznej badanego materiału, między innymi o wielkościkrystalitów, periodyczności i grubości warstw w układach wielowarstwowych.Na rys. 8 przedstawiono dyfraktogram warstwyCVD z procesu 3, w którym zaznaczono piki dyfrakcyjne pochodząceod krystalitów Pd 2Si o strukturze heksagonalnej. Intensywnośćpików nie jest zbyt duża, co wynika z grubości warstwykrzemku palladu. Szacowana średnia wielkość tych krystalitówjest rzędu kilkudziesięciu nanometrów. Pomiary XRD potwierdzająwnioski z badań przeprowadzonych za pomocą transmisyjnegomikroskopu elektronowego.PodsumowanieW ramach badawczo-rozwojowych prac statutowych prowadzonychw ITR opracowano dwustopniową metodę wytwarzania krzemkupalladu Pd 2Si w postaci nanoigieł. Pierwszy stopień metody polegana osadzaniu warstwy palladowo-węglowej na podłożu Si w procesiePVD. Matryca węglowa ogranicza możliwość osadzania palladuw postaci jednolitej warstwy. Drugi stopień związany jest z modyfikacjąwarstw PVD w reaktorze CVD, prowadząc proces pirolizyksylenu. Węgiel, powstający z rozkładu ksylenu, jak również temperaturaprocesu CVD powodują, że krzemek palladu rośnie w postaciwysp na podłożu. Zaobserwowano, że rozbudowanie i gęstość roz-<strong>Elektronika</strong> 8/<strong>2012</strong> 37
kładu wysp krzemku palladu jest większa na podłożach Si o orientacji[100], co może wynikać z większej ilości defektów i dyslokacji napłaszczyznach krystalograficznych prostopadłych do tego kierunku.Temperatura procesu CVD wpływa na długość wytwarzanych nanoigieł,dla wyższych temperatur obserwowano nanoigły o większejdługości. Czas procesu przy ustalonej temperaturze wpływaodwrotnie proporcjonalnie na długość powstających nanoigieł, zaśwprost proporcjonalnie na ich ilość w jednym skupisku. Nanoigłysyntezowane metodą dwustopniową posiadają strukturę krystaliczną– heksagonalną o stechiometrii Pd 2Si.Autorzy pragną podziękować dr inż. M.Kozłowskiemu (ITR) zabadania SEM, dr hab. P.Dłużewskiemu prof.nzw (IF PAN) za badaniaTEM i dr inż. R.Diduszce (ITR) za badania XRD.Literatura[1] Geng H.: Semiconductor Manufacturing Handbook – rozdział 5– L.P.Ren, K.N.Tu Fundamentals of silicide formation on Si.[2] Nava F., Tu K., Borghesi A. i in.: Electrical and optical properties ofsilicide single crystals and thin films. Materials Science Reports, 9,141–200, (1993).[3] Tanaka M., Takeguchi M., Yasuda H. i in.: In-situ observation of depositionprocess of Pd on clean Si surfaces by ultrahigh vacuum-transmissionelectron microscopy/scanning tunneling microscopy. ThinSolid Films 398–399, 374–378, (2001).[4] White G.E., Chen H.: An in situ observation of the growth kinetics andstress relaxation Pd 2Si thin films on Si(111). J. Appl. Phys. 67, 3689,(1990).[5] Lee S-W. i in.: Pd 2Si-assisted crystallization of amorphous silicon thinfilms at low temperature. J. App. Phys. 85, 7180–84, (1999).[6] Rubloff G.V., Ho P.S., Freeouf J.F.: Chemical bonding and reactionsat the Pd/Si interface. Physical Review B, 23, 8, 4183, (1981).[7] Mirowski E., Leone S.R.: Enhancement in the crystalline qualityof palladium silicide films: multiple versus single deposition. Journalof Crystal Growth 219, 368, (2000).[8] Takeguchi M. i in.: In situ UHV-TEM observation of the direct formationof Pd 2Si islands on Si(111) surfaces at high temperature. AppliedSurface Science 159–160, 225–230 (2000).[9] Beshkov G. i in.: Properties of palladium silicide thin films obtainedby vacuum rapid thermal annealing of r.f. sputtered Pd films on Si.Vacuum 51, 177–180, (1998).[10] Rocaicabarrocas P. i in.: Kinetics of formation of silicides in a-Si:H/Pdinterfaces monitored by ellipsometry and kelvin probe techniques.J. Non-Crystalline Solids, 137–138, 1055, (1991).[11] Veuillen J.Y. i in.: Reaction of palladium thin films with an Si-rich 6H-SiC(0001)(3×3) surface. Diamond and Related Materials 8, 352–356,(1999).[12] Marani R., Nava F., Roault A.: Crystal growth, characterisation andresistivity measurements of Pd 2Si single crystals. J. Phys.: Condens.Matter., 1, 34, 5887, (1989).[13] Joshi RK. i in.: Synthesis of vertically aligned Pd 2Si nanowiresin microwave plasma enhanced chemical vapor deposition system.J. Phys. Chem. C 112, 13901–13904, (20<strong>08</strong>).[14] patent KR 10<strong>08</strong>83531 (B1) (The field emission with silicide nanowiresand the device fabrication method).[15] Czerwosz E. i in.: Sposób wytwarzania nanodrutów z krzemku palladu,zgłoszenie patentowe P.396428 z dnia 26.09.2011.Wieloprocesorowy system kontrolno-pomiarowyanalizatora NDIRmgr inż. Zbigniew Rudolf, dr hab. inż. Marek Orzyłowski, dr inż. Krzysztof Jasek<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaKontrola jakości paliw stałych powinna obejmować badania ichkaloryczności oraz zawartości substancji, które w procesie spalaniawytwarzają produkty zanieczyszczające środowisko. Dlategoteż badania jakości paliw, przeprowadzane w kopalniach orazelektrowniach i elektrociepłowniach, obejmują przede wszystkimpomiar zawartości węgla i siarki. W wyniku spalania paliw stałychw Polsce powstaje rocznie ok. 15 mln. ton popiołów. Zależnieod składu mogą one być stosowane jako dodatki do betonówi konstrukcji drogowych, poprawiając ich parametry i eliminująckłopotliwe składowanie niewykorzystanych popiołów. Utylizacjapopiołów do wspomnianych celów wymusza również badaniaich składu, zwłaszcza pod kątem zanieczyszczeń węglem orazzwiązkami siarki.Niniejszy artykuł dotyczy opracowania automatycznego analizatorazawartości węgla i siarki w popiołach i paliwach stałych,który bazuje na analizie składu produktów ich spalania. W wynikuspalania próbki węgla lub popiołu uzyskuje się gazy, w którychmierzy się zawartość CO 2oraz SO 2. Do przemysłowych pomiarówstężeń CO 2i SO 2powszechnie stosuje się analizatory NDIR(ang. Non-Dispersive-InfraRed) działające na zasadzie absorpcjipromieniowania podczerwonego [1, 2]. Charakteryzują się onedużą selektywnością i trwałością. Analizatory NDIR mogą zawieraćróżnego typu detektory promieniowania, a do najczęściej stosowanychnależą optopneumatyczne i piroelektryczne.W Instytucie Tele- i Radiotechnicznym przy współpracy z WojskowąAkademią Techniczną, w poprzednich latach został opracowanyanalizator zawartości węgla i siarki w paliwach stałych,działający na wspomnianej zasadzie [2], w którym obróbka sygnałunastępowała na drodze analogowej. Obecnie trwają pracenad nowym analizatorem NDIR zawartości węgla i siarki w popiołach,przeznaczonych do wykorzystania także w budownictwie.W porównaniu z poprzednio opracowanym analizatoremcharakteryzuje się on dodatkowo niższymi zakresami pomiaru38stężenia CO 2i SO 2w gazie przepływającym przez moduł pomiarowy.W nowym analizatorze zastosowano detektory optopneumatycznez czujnikami przepływu zawierającymi platynowerezystory [3]. Są one dużo trwalsze niż dotychczas stosowane niklowe,zwłaszcza w kontakcie ze związkami siarki. Ponadto analizatorzostał wyposażony w wieloprocesorowy system kontrolno-pomiarowy,który dokonuje cyfrowego przetwarzania sygnałupomiarowego na nowej zasadzie. System ten jest przedmiotemniniejszego artykułu.Zasada działania i charakterystyki analizatorówNDIRSchemat modułu detekcyjnego analizatora NDIR prezentujerys. 1, zaś szczegóły jego budowy przedstawiono w pracy [2]. Modułjest wyposażony w żarowe źródło promieniowania IR, któregowiązka światła przerywana jest okresowo przez mechaniczny modulatorz częstotliwością 8 Hz. Wiązka światła przechodzi przezkuwetę pomiarową, przez którą przepływa badany gaz. W trakcietego światło jest pochłaniane w zakresach długości fal odpowiadającychpasmom absorpcyjnych składników gazu [2]. Następnieosłabione promieniowanie pada na detektor.Ilość energii docierającej do detektora w jednostce czasu I,w wąskim przedziale długości fal, można opisać prawem Lamberta-Beera I= Iexp−αCL(1)0( )gdzie I 0oznacza ilość energii docierającej do detektora, gdy w kuweciepomiarowej brak jest mierzonego gazu, L – długość drogioptycznej, C – stężenie badanego gazu, α – współczynnik absorpcjipromieniowania. W opisywanym urządzeniu pomiar energiicieplnej, docierającej do detektora, dokonywany jest w sposóbpośredni, zaś sygnałem wyjściowym jest sygnał elektryczny, proporcjonalnydo ilości pochłoniętej energii.<strong>Elektronika</strong> 8/<strong>2012</strong>
źródło IRmodulatorkuwetapomiarowaRys. 1. Schemat modułu detekcyjnego analizatora NDIR [2]Fig. 1. The scheme of detection module of NDIR analyzer [2]Pierwsza harmoniczna – moduł1.21.00.80.60.40.2Sygnał w funkcji stężenia SO 2detektor0.00.0 0.1 0.2 0.3 0.4 0.5 0.6stężenie [%]Rys. 2. Charakterystyka stężeniowa modułu pomiarowego CO 2Fig. 2. The characteristics of CO 2measurement modulePierwsza harmoniczna – moduł1.21.00.80.60.40.2Sygnał w funkcji stężenia SO 20.00.0 0.1 0.2 0.3 0.4 0.5 0.6stężenie [%]Rys. 3. Charakterystyka stężeniowa modułu pomiarowego SO 2Fig. 3. The characteristics of SO 2measurement moduleW optopneumatycznym module NDIR zastosowano dwukomorowydetektor gazowy o szeregowym ustawieniu komór, rozdzielonychokienkiem przepuszczającym promieniowanie IR. Detektorten jest wypełniony takim gazem jak gaz badany. W wynikupadania wiązki światła na pierwszą komorę detektora, gaz tenna skutek absorpcji nagrzewa się i w efekcie wzrostu ciśnieniaprzepływa do dalszej komory. W momencie przesłonięcia wiązkipromieniowania przez modulator, następuje ochłodzenie gazuw pierwszej komorze i odwrotny przepływ między komorami. Wartośćprzepływu zależy od natężenia wiązki światła docierającej dodetektora, a pomiar jego natężenia zachodzi za pośrednictwemprzepływomierza umieszczonego między komorami.Analizatory NDIR z detektorami piroelektrycznymi są wyposażonew filtry interferencyjne, dzięki czemu dociera do nich promieniowaniejedynie w paśmie absorpcji badanych gazów [2]. Czujnikipiroelektryczne w takt modulacji wiązki światła nagrzewająsię i stygną, generując siłę elektromotoryczną, zależną od energiidocierającej wiązki świetlnej.Zgodnie z równaniem (1) długość kuwet pomiarowych układówNDIR powinna być dopasowana do rodzaju badanego gazu orazzakresu pomiarowego przyrządu. Sygnał pomiarowy z detektorówma postać napięcia zmiennego o amplitudzie zależnej od stopniastłumienia wiązki światła w kuwecie. Ze względu na pośrednisposób pomiaru mocy promieniowania sygnał wyjściowy detektorazależy między innymi od złożonych dynamicznych procesówcieplnych, zachodzących w detektorach. W efekcie rzeczywistecharakterystyki pomiarowe tych układów są wyznaczane doświadczalnie,przy czym z dobrą dokładnością mogą być opisane zapośrednictwem zmodyfikowanej postaci równania (1) [2].Rzeczywiste charakterystyki stężeniowe modułów pomiarowychużytych w konstruowanym analizatorze z optopneumatycznymidetektorami NDIR prezentują rys. 2 i 3. Charakterystykastężeniowa CO 2(rys. 2) dotyczy przypadku zastosowania krótkiejkuwety pomiarowej dla zakresu analizy paliw stałych, a więcdużych stężeń. Charakterystyka na rys. 3 dotyczy zastosowaniadługiej kuwety dla znacznie niższego zakresu pomiarowego, dopasowanegodo analizy zawartości siarki w popiołach. Wykresydotyczą wartości względnej pierwszej harmonicznej sygnału uzyskiwanegoz detektorów.Dla prawidłowego działania modułu pomiarowego koniecznajest stabilizacja mocy źródła światła i temperatury kuwet pomiarowych,a ponadto synchronizacja pomiaru sygnału detektoraz fazą modulacji wiązki światła. Dla obliczenia stężeń badanychgazów, mierzonych przez moduły detekcyjne należy zastosowaćwspomniane charakterystyki doświadczalne, a ponadto należyw obliczeniach uwzględnić temperaturę i ciśnienie w torze gazowymanalizatora.Funkcje systemu kontrolno-pomiarowegoanalizatora NDIRProjektowanie analizatora zawartości węgla i siarki w popiołachwymagało rozdziału poszczególnych jego funkcji pomiędzy specjalizowanemoduły w sposób, który upraszczał budowę analizatora,redukował ilość informacji przesyłanej między modułami orazobniżał cenę całego urządzenia. Założono, że funkcje sterowaniaopisywanym analizatorem oraz przetwarzania wyników zostanąrozdzielone pomiędzy opisywany moduł pomiarowy oraz komputernadrzędny klasy PC, sprzężony z modułem pomiarowym za pośrednictweminterfejsu RS-232. Komputerowi przypisano funkcje:● programowania procesu pomiarowego,● sterowania procesem pomiarowym,● wyznaczania całkowitej zawartości siarki i węgla w spalanejpróbce na podstawie wartości chwilowych sygnałów z detektorówpromieniowania,● rejestracji wyników,● interfejsu z użytkownikiem,● kalibracji analizatora.W efekcie przypisania części funkcji analizatora komputerowisystem kontrolno-pomiarowy modułu powinien spełnić następującezadania:● modulacja wiązki światła,● cyfrowe pomiary wartości chwilowych sygnałów z detektorówpromieniowania,● obróbka cyfrowa, służąca określeniu amplitudy sygnału z detektoróworaz eliminacji zakłóceń,● regulacja PID temperatury kuwet,● pomiary wartości chwilowych temperatury i ciśnienia gazuprzepływającego przez tor pomiarowy,● sterowanie elementami wykonawczymi analizatora zgodniez instrukcjami, przesyłanymi z komputera nadrzędnego,● sterowanie transmisją danych do komputera nadrzędnego dokonującegocałościowych obliczeń wyniku pomiaru zawartościCO 2i SO 2w przepływającym gazie,● sterowanie wykonywaniem funkcji kontrolno-pomiarowych orazprzesyłaniem informacji pomiędzy różnymi blokami analizatora.Z powodu rozbudowanych funkcji pomiarowych i regulacyjnychmodułu pomiarowego zastosowano w niej mikrokonwerteryADuC 845 firmy Analog Devices [4]. Mikrokonwertery są zintegrowanymiukładami klasycznych mikrokontrolerów z precyzyjnymi24-bitowymi przetwornikami analogowo-cyfrowymi, wielowejściowymimultiplekserami sygnałów analogowych oraz przetwornikamicyfrowo-analogowymi. W skład mikrokontrolera ADuC 845<strong>Elektronika</strong> 8/<strong>2012</strong> 39
Rys. 4. Schemat funkcjonalny mikrokonwerteraADuC 845 [4]Fig. 4. The fuctional scheme of ADuC845 microconverter[4]oprócz dwóch przetworników analogowo-cyfrowych wchodzą też:mikroprocesor z rodziny 8051, pamięć programu typu flash o pojemności62 kB oraz pamięć RAM o pojemności 2,3 kB. Układwyposażony jest w interfejsy UART, SPI oraz I 2 C. Zegar procesorapracuje z częstotliwością 12,58 MHz. Schemat funkcjonalnymikrokonwertera jest przedstawiony na rys. 4.Mikrokonwertery ADuC 845 mogą realizować różne funkcjepomiarowo-kontrolne, jednak ze względu na stosunkowo długiczas trwania pomiaru przetworników sigma-delta, ograniczonąpojemność pamięci oraz niezbyt wielką częstotliwość zegara taktującegodla realizacji wszystkich wymienionych powyżej funkcjianalizatora zaszła konieczność zastosowania kilku mikrokonwerterów,pracujących równolegle. Nie jest to związane z dużymikosztami urządzenia, ponieważ cena wspomnianego mikrokonwerterajest rzędu 10 USD.Struktura systemu kontrolno-pomiarowego modułuPodział systemu kontrolno-pomiarowego na blokiWybór struktury systemu kontrolno-pomiarowego konstruowanegomodułu pomiarowego NDIR bazował na wydzieleniu bloków,w większości zrealizowanych z pojedynczych mikrokontrolerów.Założono przy tym:● efektywne wykorzystanie sprzętowe i programowe użytych mikrokonwerterów,● lokalne przetwarzanie danych, prowadzące do redukcji ilościdanych przesyłanych do innych mikrokonwerterów.W wyniku analizy stwierdzono, że transmisja danych pomiędzymodułem pomiarowym, a nadrzędnym komputerem oraz innymiblokami systemu kontrolno-pomiarowego nie wyczerpuje możliwościpojedynczego mikrokonwertera. Zgodnie z powyższymizałożeniami blok ten otrzymał również funkcję pomiarów temperaturyi ciśnienia w torze gazowym. Po przetransmitowaniu wynikitych pomiarów są wykorzystywane w obliczeniach dokonywanychprzez komputer nadrzędny.Regulacja PID temperatury dwóch kuwet, zadanej na stałympoziomie, efektywnie wykorzystuje moc obliczeniową pojedynczegomikrokonwertera. Dla redukcji ilości danych transmitowanychpomiędzy mikrokonwerterami, dla pomiaru regulowanejtemperatury wykorzystano lokalne przetworniki A/C. Pozornie jestto zdublowanie części pomiarów, dokonywanych we wcześniej40opisanym bloku transmisji do komputera nadrzędnego, jednaknależy zwrócić uwagę na fakt, że regulator wymaga próbkowaniatemperatury kuwet o innym okresie niż okres próbkowania dla celówpomiaru stężenia gazów. W efekcie takiego rozwiązania blokregulacji temperatury stał się autonomicznym blokiem opisywanegosystemu kontrolno-pomiarowego.Pomiar sygnałów z dwóch detektorów promieniowania z założonączęstotliwością 128 Hz został zrealizowany przez wydzielonyblok na bazie pojedynczego mikrokonwertera z wykorzystaniemobu przetworników A/C. Możliwości obliczeniowe tego blokuwykorzystano do obliczeń amplitud pierwszych harmonicznychtych sygnałów z zastosowaniem szybkiej transformaty FourieraFFT. W wyniku tych obliczeń uległa znacznej redukcji ilość danychprzesyłanych przez wewnętrzny interfejs SPI modułu pomiarowegodo bloku transmisji do komputera nadrzędnego. Dzięki temuograniczeniu obciążenia interfejsu SPI przez pojedynczy blokpomiarowy stała się możliwa rozbudowa układu pomiarowegoo dalsze bloki pomiaru promieniowania. Dodatkowe tory pomiarupromieniowania są niezbędne między innymi do obsługi kanałówreferencyjnych, występujących w modułach z detektorami piroelektrycznymi.Możliwa też staje się rozbudowa modułu o funkcjępomiaru zawartości trzeciego gazu, np. tlenku azotu.Przyjęty schemat blokowy systemu kontrolno-pomiarowegomodułu jest przedstawiony na rys. 5. Można na nim wyróżnićszereg bloków, między innymi trzy bloki zbudowane na bazie mikrokontrolerówADuC 845. Mikrokontrolery są obudowane układamiperyferyjnymi. Oprócz tego zastosowane są wzmacniaczeanalogowe i układy cyfrowe. Blok generatora taktującego i układówwykonawczych nie zawiera mikrokontrolera. Zbudowany jestz szeregu układów elektronicznych, zaś generator tego blokuwspółpracuje między innymi ze specjalizowanym układem dosterowania silnikiem krokowym.Układy cyfrowe bloków, wyszczególnionych na rys. 5 pracująrównolegle. Jak wspomniano, blok regulacji temperatury kuwetpracuje autonomicznie z własną częstotliwością próbkowaniasygnału pomiarowego i wysyłania sygnałów mocy grzejnej. Natomiastdwa pozostałe bloki mikrokonwertorowe działają w systemiemaster-slave, komunikując się za pośrednictwem interfejsu SPI.Blokiem nadrzędnym jest blok sterowania całością pracy modułu.Możliwa jest rozbudowa systemu o dodatkowe podrzędne blokipomiaru sygnałów z detektorów promieniowania.<strong>Elektronika</strong> 8/<strong>2012</strong>
Det CO 2Det. SO 2T kuw CO 2T kuw SO 2T kappWzmacn.pasmowe8 HzOpcjonalny blok pomiarów sygnałówz detektorów promieniowaniaWzmacn,sygnałówtemperat.i ciśnieniaBlok pomiarówsygnałów zdetektorówpromieniowaniaADuC 845Interfejs SPIBlok sterowaniamodułem i pomiarówsygnałówpomocniczychADuC 845taktowaniepomiarówBlok generatorataktującego orazukładówwykonawczychinterfejs RS 232pompazawórsilnikkrokowynadrzędnykomputer PCOpis oznaczeń:Det – sygnał detektoraT kuw – sygnał temperatury kuwetyT kap – sygnał temperatury kapilaryp – sygnał ciśnieniaBlok regulacji PIDtemperatury kuwetCO 2 i SO 2ADuC 845grzejnik kuwety CO 2grzejnik kuwety SO 2Rys. 5. Schemat blokowy systemu kontrolno-pomiarowego modułu pomiarowego analizatora NDIRFig. 5. The scheme of control and measurement system of NDIR analyzer measurement moduleSprzężenie z elementami pomiarowymi i wykonawczymiObróbka analogowa sygnałów pomiarowych sprowadza się dobloków wzmacniaczy (rys. 5), zbudowanych na bazie układówOP07. Dalsze przetwarzanie realizowane jest przez przetwornikianalogowo-cyfrowe i układy cyfrowe, umiejscowione w mikrokonwerterach.Sygnały z detektorów promieniowania są pobierane z układówmostkowych. Ze względu na to, że sygnały te są uzyskiwane naskutek modulacji wiązki światła z częstotliwością 8 Hz, zastosowanesą wzmacniacze pasmowe, przepuszczające sygnał zmiennyo tej częstotliwości i tłumiące zakłócenia pomiarowe poza tympasmem. Pozostałe wzmacniacze wejściowe są wzmacniaczaminapięcia stałego o paśmie przepustowym ograniczonym do niezbędnejszerokości.Analogowe sygnały wyjściowe systemu dotyczą sterowaniamocą grzejną regulatorów PID temperatury kuwet pomiarowych.Wyjścia mikrokonwertera ADuC 845 dostarczają sygnały PWMo modulowanej szerokości impulsów na izolowane galwaniczneukłady sterowania mocą.Elementami wykonawczymi modułu są także pompa, zawórelektromagnetyczny oraz silnik krokowy. Pompa i zawór są przełączaneza pośrednictwem elementów bloku generatora taktującegooraz układów wykonawczych. Przełączanie tych elementównastępuje na podstawie instrukcji przesyłanych z komputeranadrzędnego interfejsem RS-232 do bloku sterowania modułem,w którym są zapamiętywane.Blok sterujący pompą i zaworem, zawiera generator z dzielnikamiczęstotliwości. Na podstawie sygnałów z dzielnika jeststerowany układ LMD 18400 sterowania silnika krokowego, któryobraca wiatraczek modulujący wiązkę światła padającego na detektory.Sygnał z dzielnika częstotliwości taktuje również startempomiarów sygnałów z detektorów promieniowania, dzięki czemusą one w fazie z modulowaną wiązką światła.Pomiar, przetwarzanie i transmisja sygnałówBlok pomiarów sygnałów z detektorów promieniowania bazujena mikrokonwerterze ADuC 845. Sygnały z wyjść wzmacniaczypasmowych są na stałe połączone z przetwornikami analogowocyfrowymitypu sigma-delta tego układu o maksymalnej rozdzielczości24 bitów. Na podstawie sygnału taktującego z opisanegowcześniej generatora dokonują one 16 pomiarów na okres modulacjiwiązki świetlnej, a więc z częstotliwością 128 Hz. Umożliwiato pomiar wartości chwilowej sygnału z rozdzielczością kilkunastubitów. W opisywanym module pomiarowym efektywnywynik pomiaru ma rozdzielczość 12 bitów. Należy zwrócić przytym uwagę na fakt, że przetwarzanie sigma-delta jest przetwarzaniemcałkującym i charakteryzuje się silnymi własnościamifiltracyjnymi.W opracowywanym rozwiązaniu stosowaną wcześniej analogowąobróbkę sygnału z detektorów [2] zastąpiono obróbkącyfrową. Przetwarzanie sygnału oparto na obliczaniu przez mikrokonwerterpierwszej harmonicznej okresowego sygnału z detektorówprzy zastosowaniu szybkiej transformaty Fouriera FFT.Wyniki obliczeń są pobierane za pośrednictwem interfejsu SPIprzez blok sterowania modułem zawierający także ADuC 845.Blok ten dokonuje następnie transmisji wyniku do komputera nadrzędnegoza pośrednictwem interfejsu RS-232.Blok sterowania dokonuje również pomiarów czterech innychsygnałów: temperatury dwóch kuwet pomiarowych, temperaturykapilary i ciśnienia w torze gazowym. Pomiar dokonywany jesttakże za pośrednictwem przetworników sigma-delta, jednak zewzględu na mniejsze wymagania dokładności w tym przypadkuwykorzystuje się w trakcie pomiarów przełączanie mierzonychsygnałów za pomocą multiplekserów, zawartych w mikrokontrolerachADuC 845. Wyniki pomiarów są transmitowane do komputeranadrzędnego.Regulacja temperaturyBlok regulacji PID temperatury dwóch kuwet, bazujący na mikrokonwerterzeADuC 845, podobnie jak inne bloki dokonujepomiarów za pomocą przetworników sigma-delta. Jak opisano,układ ten jest układem autonomicznym, wykorzystującym jedyniewspólne z innymi blokami wzmocnione sygnały temperaturykuwet. Blok ten realizuje dwupętlowy cyfrowy algorytm regulacjiPID, o okresie regulacji dostosowanym do dynamiki układówgrzejnych kuwet o różnej długości.<strong>Elektronika</strong> 8/<strong>2012</strong> 41
Oprogramowanie modułu pomiarowegoProgramy mikrokonwerterów składają się z podprogramów, napisanychw różnych językach. Są to:● podprogramy główne napisane w języku C,● podprogramy napisane w asemblerze, które zawierają proceduryobsługujące przerwania, transmisję SPI oraz procedurypomocnicze,● podprogramy napisane w asemblerze zawierające dyrektywystartowe dla kompilatora i linkera.Do opracowania systemu kontrolno-pomiarowego wykorzystanozestaw uruchomieniowy typu PK51 firmy Keil, w skład któregowchodzi między innymi asembler, kompilator języka C typu C51oraz symulator.W artykule są podane jedynie ogólne informacje na tematoprogramowania, związane z realizowanymi funkcjami kontrolnopomiarowymi.Dokładniejszy opis oprogramowania wymagałbyodwoływania się do szczegółów struktury sprzętowej mikrokonwerteróworaz listy dostępnej rozkazów mikroprocesora 8051.Oprogramowanie bloku pomiarów promieniowaniaW poprzedniej wersji analizatora określano poziom sygnałówz detektorów promieniowania na podstawie analogowego prostowaniaskładowej zmiennej, a następnie całkowania tego sygnału[2]. Obecnie zastosowano cyfrową metodę przetwarzania zapomocą szybkiej transformaty Fouriera FFT. Dzięki większymwłasnościom filtracyjnym tej metody przetwarzania w stosunku dowspomnianego przetwarzania analogowego możliwe było uzyskaniawiększej czułości analizatora, koniecznej przy pomiarachzawartości węgla i siarki w popiołach.Oprogramowanie bloku pomiarów sygnałów z detektorów promieniowaniawykonano, jak wspomniano, częściowo w języku C,a częściowo w asemblerze. Start pomiarów tych wyznacza sygnałz dzielnika częstotliwości, który również steruje silnikiem krokowymnapędzającym przesłonę. W obu kanałach wykonywanychjest po 16 pomiarów w okresie modulacji wiązki światła, w związkuz czym czas trwania pojedynczego pomiaru wynosi ok. 7 ms.Program główny po odczytaniu flagi końca pomiaru wykonujecząstkowe obliczenia składowych rzeczywistej i urojonej modułupierwszej harmonicznej mierzonych sygnałów, zgodnie z algorytmemFFT. Ostateczny wynik pomiaru składowych rzeczywistychi urojonych pierwszej harmonicznej sygnałów z obydwu kuwetpomiarowych następuje po 32 pomiarach, a więc 2 cyklach modulacjiźródła światła, trwających łącznie 250 ms.Przebiegiem transmisji wyników przetwarzania FFT za pośrednictweminterfejsu SPI steruje blok sterowania modułem, pracującyw trybie master, po powiadomieniu przez blok pomiarów sygnałówz detektora o gotowości przesłania wyników. Interfejs blokupomiarów pracuje w trybie slave, zaś powiadomienie zachodzi zapośrednictwem sygnału w linii P3.3.Oprogramowanie bloku sterowania analizatorem42Blok sterowania łączy funkcje sterowania transmisją z pomiarowymii obliczeniowymi.Blok ten wykonuje pomiary temperatury kuwet pomiarowych,temperatury otoczenia oraz przepływu gazu w kapilarze. Wzmocnionesygnały z czujników podawane są na wejścia przetwornikówA/C poprzez multiplekser, przełączany cyklicznie. Na każdymkanale wykonywane są kolejno dwa pomiary. Pierwszy pomiaro krótkim czasie przetwarzania traktowany jest jako zwłoka dlaustalenie się warunków pomiarowych po przełączeniu kanałów.Drugi pomiar jest pomiarem właściwym i wyniki jego pomiarów sązapamiętywane.Jak opisano poprzednio, opisywany blok steruje transmisjąwyników pomiarów promieniowania za pośrednictwem interfejsuSPI. Przesłane wyniki są przedstawione w formie składowejrzeczywistej i urojonej pierwszej harmonicznej sygnałów z detektorów.Jest to informacja nadmiarowa, ponieważ dla określeniastopnia stłumienia wiązki świetlnej wystarczającą informacją jestmoduł tej harmonicznej. Dlatego przed przesłaniem wyników pomiarówdo komputera nadrzędnego, dla redukcji zbędnej informacji,blok sterujący dokonuje obliczeń tego modułu.Przy realizacji tego zadania napotkano na barierę obliczeniowąmikrokonwertera ADuC 845. Na podstawie składowych rzeczywisteja oraz urojonej jb moduł liczby zespolonej oblicza sięz zależności:22 m =a+b(2)Wymaga to pierwiastkowania, które z reguły przeprowadza sięiteracyjną metodą Newtona-Raphsona [5]. Przy zastosowaniubibliotecznej funkcji pierwiastkowania dwóch wyników operacjata dla mikrokonwertera ADuC 845 trwa ok. 50 ms. Powoduje toczasowe zablokowanie funkcji pomiarowych mikrokonwertera, cojest przy przyjętych założeniach niedopuszczalne.Dla rozwiązania tego problemu w bloku sterowania zastosowanowłasny oryginalny algorytm szybkiego obliczania modułuliczby zespolonej [6], zapewniający obliczenia z błędem nie przekraczającym0,001%. Bazuje on na normalizacji składowych liczbyzespolonej oraz aproksymacji wielomianowej. Algorytm tenskrócił obliczanie modułów obu wyników pomiarów pierwszej harmonicznejz 50 do 2 ms.Po wykonaniu obliczeń program główny bloku sterowania redagujekomunikat do przesłania przez interfejs RS232 do komputeraPC. Dane przesyłane są w formacie heksadecymalnymw trybie przerwań obsługiwanych przez procedurę INT_RS. Wtym samym trybie komputer może przesyłać rozkazy dla mikrokonwerteramodułu sterowania takie jak włącz/wyłącz pompę,zamknij/otwórz zawór. Na ich podstawie blok generatora taktującegooraz układów wykonawczych dokonuje odpowiednie zmianystanu pracy tych elementów analizatora.Oprogramowanie bloku regulatorów PIDOprogramowanie bloku regulatorów PID dokonuje cyklicznego pomiarusygnałów z czujników temperatury obu kuwet, obliczeń sygnałusterującego według algorytmu PID i sterowania mocą grzejnątych kuwet za pośrednictwem wyjść analogowych PWM mikrokonwertera,dostarczających sygnału o modulowanej szerokości impulsówdo izolowanych galwanicznie elementów wykonawczych.Zastosowany algorytm PID jest opracowaniem własnym, wykorzystywanymw handlowych regulatorach temperatury produkowanychseryjnie.PodsumowanieMikrokonwertery są bardzo dogodnymi układami, z których możnabudować tanie systemy o złożonych funkcjach kontrolno-pomiarowych.Dla tych układów są dostępne asembler i kompilatorjęzyka C, dzięki czemu stosunkowo łatwo jest zaprogramowaćwzajemną współpracę mikrokonwerterów, obsługę układów peryferyjnychoraz funkcje pomiarowe i obliczeniowe. W artykulezaprezentowano konstrukcję złożoną z kilku tego rodzaju układów,między którymi transmisja była zorganizowana za pośrednictweminterfejsu SPI, pracującym w układzie master-slave.System został ponadto sprzężony przez interfejs RS-232 z komputeremnadrzędnym. Ponieważ mikrokonwertery są wyposażonetakże w interfejs I 2 C, zaś UART ma możliwości współpracyz innymi mikrokonwerterami, można na ich bazie budować równieżbardziej złożone struktury wieloprocesorowe.Literatura[1] Szczepaniak W.: Metody instrumentalne w analizie chemicznej.PWN, Warszawa, 2002.[2] Jasek K. i in.: Przetwarzanie sygnału z wielokanałowych detektorówpiroelektrycznych. <strong>Elektronika</strong> nr 7/2011, str. 130–134, ISSN 0033-2<strong>08</strong>9.[3] Jasek K., Budzynski T., Stryszak E.: Optopneumatic Detector with PlatinumFlow Sensor. Acta Physica Polonica A, Vol. 116 (2009) 247–250.[4] MicroConverter ADuC845/ADuc847/ADuC848, Technical Information,Analog Devices, www.analog.com.[5] Fortuna Z., Macukow B,, Wąsowski J.: Metody numeryczne. WNT,Warszawa, 2006[6] Orzyłowski M., Rudolf Z.: Algorytm szybkiego obliczania wartościmodułu liczby zespolonej. <strong>Elektronika</strong> nr 7/<strong>2012</strong>, ISSN 0033-2<strong>08</strong>9.<strong>Elektronika</strong> 8/<strong>2012</strong>
Algorytm szybkiego obliczania wartości modułu liczbyzespolonejdr hab. inż. Marek Orzyłowski, mgr inż. Zbigniew Rudolf<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaSystemy pomiarowe często są wyposażane w układy mikroprocesorowe,sterujące procesem pomiaru oraz wstępnie przetwarzającesygnały pomiarowe. W wyniku wstępnego przetwarzaniasygnałów następuje redukcja informacji pomiarowej do niezbędnejliczby danych. Dzięki temu przy przesyłaniu wyników pomiarówna zewnątrz tych systemów pomiarowych nie trzeba stosowaćkanałów transmisyjnych o nadmiarowej przepustowości.Specjalizowane układy mikroprocesorowe, przeznaczone dopracy w systemach pomiarowych, mają stosunkowo ograniczonąmoc obliczeniową, w związku z tym często istotne jest zastosowanieefektywnych algorytmów obliczeniowych o krótkim czasiewykonywania.W efekcie pomiarów uzyskuje się często wyniki w postaci liczbzespolonych. Przykładem może być analiza harmoniczna FFT, poprzeprowadzeniu której, otrzymuje się wyniki jako liczby zespolonew postaci części rzeczywistej i urojonej. Gdy przy pomiarzeistotne są tylko amplitudy harmonicznych, czyli moduły wspomnianychliczb zespolonych, można zredukować przesyłaną dalejinformację do połowy. Pewnym problemem może być w takimprzypadku jednak fakt, że dla obliczenia modułu liczby zespolonejniezbędne jest wykonanie operacji pierwiastkowania, która przypodejściu standardowym jest procedurą stosunkowo długo wykonywanąprzez jednostkę centralną.Niniejszy artykuł przedstawia algorytm szybkiego obliczaniamodułów wartości liczb zespolonych z dokładnością niezbędnądla celów pomiarowych.Zastosowanie mikrokonwerterówW elektronicznych układach do celów pomiarowych i sterowania,szerokie zastosowanie znalazły mikrokonwertery, które stanowiązintegrowane układy klasycznych mikrokontrolerów z precyzyjnymiprzetwornikami analogowo-cyfrowymi (A/C). Układy te, zawierająceoprócz jednostki centralnej nieulotną pamięć programu, pamięćRAM oraz rozbudowane układy wejścia i wyjścia, pozwalająna realizację zaawansowanych funkcji pomiaru i przetwarzaniasygnałów bez konieczności dołączania do nich specjalizowanychprocesorów sygnałowych. Ponieważ jednak z reguły są to układy,w których większy nacisk położono na dokładność przetwarzanianiż na szybkość działania, długość czasu wykonywania obliczeńmatematycznych podczas przetwarzania sygnałów w czasie rzeczywistymmoże być – jak wspomniano – istotnym problememobliczeniowym.Firma Analog Devices, która jest przodującą firmą oferującątego rodzaju układy, prezentuje dwie grupy mikrokonwerterów,bazujących na rdzeniach 8052 oraz ARM7. Do układów wykorzystującychcałkujące przetworniki A/C o dużej rozdzielczości, należymikrokonwerter ADuC845, który zawiera między innymi [1]:● 10-wejściowy multiplekser,● 2 szt. 24-bitowych przetworników analogowo-cyfrowych typusigma-delta,● przetworniki cyfrowo-analogowe,● procesor 8052,● 62 kB pamięci programu flash EEPROM,● 4 kB pamięci danych flash EEPROM,● 2,3 kB pamięci RAM.Pełny schemat funkcjonalny mikrokonwertera ADuC845 jestprzedstawiony na rys. 1.Zastosowany przetwornik sigma-delta jest przetwornikiem całkującym,który charakteryzuje się właściwościami filtracyjnymi.Jednostka CPU mikorokonwertera pracuje z częstotliwością taktowania12,58 MHz, co w grupie układów mikroelektronicznychjest wartością stosunkowo niezbyt wysoką.Rys. 1. Schemat funkcjonalny mikrokonwerteraADuC845 [1]Fig. 1. Functional scheme of ADuC845 microconverter[1]<strong>Elektronika</strong> 8/<strong>2012</strong> 43
Jak wspomniano, oprócz mikrokonwerterów bazujących nardzeniu 8052, firma Analog Devices oferuje mikrokonwerterybazujące na rdzeniu ARM7 o częstotliwości taktowania 40 MHz,jednak maksymalna rozdzielczość zastosowanych tam przetwornikówA/C jest ograniczona do 12 bitów.Warto dodać, że ceny zaprezentowanych mikrokonwerterówsą rzędu 10 USD, co przy ich bogatych możliwościach pomiarui przetwarzania sygnałów pozwala na ich bazie budować urządzeniawysokiej klasy przy niewielkiej cenie.Standardowe obliczenia wartości modułuharmonicznej sygnałuOprogramowanie mikrokonwertera pozwala na analizę harmonicznąmierzonego sygnału poprzez zastosowanie szybkiejtransformaty Fouriera FFT. Analiza harmoniczna dostarczawyniki w postaci składowych rzeczywistej i urojonej a+jb. Jakwspomniano na wstępie, w przypadku ograniczonej przepustowościkanałów transmisyjnych urządzenia może okazać sięwskazane ograniczenie przesyłania informacji jedynie w formiemodułów składowych harmonicznych [2]. To z kolei wymaga obliczeniatych modułów na podstawie wartości składowych liczbzespolonych.Moduł m liczby zespolonej a+jb jest pierwiastkiem sumy kwadratówskładowych rzeczywistej i urojonej:22 m =a+b(1)W obliczeniach numerycznych dla obliczenia pierwiastka liczbyc, gdzie:22 c =a+b(2)stosuje się z reguły algorytm Newtona-Raphsona [3]. Zgodniez tym algorytmem obliczenie pierwiastka m liczby c jest wykonywaneiteracyjnie, zaś kolejne przybliżenie jego wartości m i+1możnaopisać równaniem:1⎛c (3)⎟ ⎞m ⎜i+1=mi+2 ⎝ mi⎠Wynik obliczeń według algorytm (3) jest zbieżny kwadratowo,a więc stosunkowo szybko prowadzi do uzyskania wyniku, co ilustrujetabela 1. Wyniki w tab.1 odpowiadają obliczeniom z punktamistartowymi, które można bardzo szybko określić. W tymcelu zakres zmienności pierwiastkowanej liczby c podzielonona podzakresy, których granice wyznaczają wartości 2 2k , gdziek jest liczbą całkowitą, zaś jako punkty startowe m 0iteracyjnegoobliczania pierwiastków przyjęto wartości pierwiastków tych liczbwynoszące 2 k .Tab. 1. Iteracyjne obliczanie pierwiastka według algorytmu algorytm Newtona-RaphsonaTabl.1. Iterative root extraction by Newton-Raphson methodLiczbaPierwiastekkwadratowyLiczbaPierwiastekkwadratowy1020,8 31,9499609 0,00368 0,06066300Dla potrzeb metrologii na ogół wystarcza, aby względny błądobliczeń amplitudy sygnału był mniejszy od 10 -5 (czyli 0,001%),a więc dla uzyskania prawidłowego wyniku pierwiastkowania tąmetodą wystarcza kilka iteracji. Przeprowadzenie pierwiastkowaniawymaga jednak krotności czasu obliczeń pojedynczej iteracji,a ponadto należy zwrócić uwagę, że w równaniu (3) występujedzielenie. Z pominięciem wyjątków jest to operacja kilkukrotniedłuższa od mnożenia, co ma istotny wpływ na całkowity czas obliczaniapierwiastka. Warto też dodać, że ze względu na szybkązbieżność, standardowy algorytm obliczeń pierwiastka częstostartuje od dowolnej liczby, co dodatkowo może wydłużyć obliczeniao kilka iteracji.Nowy algorytm obliczania wartości modułuzmiennej zespolonejW przypadku przetwarzania sygnału w analizatorze zawartościCO 2i SO 2w popiołach [2] zastosowano mikrokonwerter ADuC845.Spełnia on wiele funkcji sterowania, pomiaru i przetwarzania sygnałów,między innymi obliczania pierwszej harmonicznej mierzonegosygnału z zastosowaniem algorytmu FFT. Przy uwzględnieniuczasu potrzebnego do wykonania wszystkich tych funkcji czasobliczeń modułu pierwszej harmonicznej przed przesłaniem tejwartości do komputera nadrzędnego za pośrednictwem interfejsuRS-232 okazał się istotnie za długi. Dlatego, aby ominąć to ograniczenie,opracowano specjalny algorytm szybkiego obliczaniamodułu liczby zespolonej.Obliczanie według tego algorytmu wykorzystuje normalizowaniewzględem większego ze składników liczby zespolonej (rys. 2).Dla z = a + jb, gdy |a|>|b|, to oblicza się wstępnie iloraz:b x =(4)azaś w przeciwnym przypadku, gdy |a|
2⎛a⎞(9)2m ( x) =b∗f ( x) =b1 +⎜⎟=a2+b⎝b⎠Wartość funkcji f (x) zawiera się w przedziale [1, 2], w związkuz czym zagadnienie obliczeniowe pierwiastka kwadratowegoogranicza się do jego obliczenia we wspomnianym zakresie.Umożliwia to zastosowanie nietypowej metody obliczeniowej.Założono, że metoda ta nie będzie metodą iteracyjną oraz niebędzie w niej zastosowane czasochłonne dzielenie, oprócz jednorazowegodzielenia przy wyliczaniu zmiennej x.W rezultacie dla obliczenia funkcji f (x) zastosowano aproksymacjęwielomianową. Przyjęto przy tym inne sposoby aproksymacjidla x ≤ x gi powyżej tego zakresu, przy czym jako wartośćgraniczną wybrano: x (10)g= 0,316Dla zakresu x ≤ x gprzyjęto aproksymację funkcji f(x) sumą czterechpoczątkowych wyrazów szeregu rozwinięcia funkcji (3) naszereg Taylora:2462 xxx 1+x ≅1+−+(11)2816natomiast dla x > x gstosowana jest aproksymacja funkcji (3) wielomianem5. rzędu, określonego przez minimalizację sumy kwadratówbłędu funkcji aproksymującej:2 ∑ n1+x ≅ wnxn (12)przy czym współczynniki w nsą podane w tabeli 2. Dla zmniejszenialiczby mnożeń, do obliczeń według zależności (11) i (12) należyzastosować schemat Hornera [4]. Należy dodać, że w funkcjiaproksymującej (11) następuje dzielenie, jednak jest to dzielenieprzez liczby stanowiące n-tą potęgę liczby 2. W tym przypadkuoperacja dzielenia jest wykonywana wyjątkowo szybko, bowiempolega na zmniejszeniu o n wykładnika binarnej liczby zmiennoprzecinkowej.Tab. 2. Współczynniki wielomianu aproksymującego (12)Tabl. 2. The coefficients of approximation polynomial (12)WykładnikpotęgiwielomianuWspółczynnik w n∑n=0Wykładnik potęgiwielomianuWspółczynnik w n0. 1,000726e+000 3. -8,214241e-0021. -8,769353e-003 4. -5,927524e-0022. 5,396690e-001 5. 2,400092e-002Względny błąd obliczeń, powstający przy użyciu zależności(11) i (12) jest przedstawiony na rys. 3. Jest on mniejszy niż5×10 -6 . Dokładność ta, lepsza od 0,001% jest wystarczająca dlatego, aby błąd obliczeń modułu liczby zespolonej był pomijalnyw większości zastosowań pomiarowych. Przy zastosowaniu opracowanejmetody obliczeń modułu [2], czas obliczeń w stosunkudo bibliotecznego algorytmu na podstawie metody klasycznej,5Rys. 3. Względny błąd obliczeń modułu liczby zespolonejFig. 3. The relative error of complex number module calculationzastosowanej w kompilatorze oprogramowania mikrokonwerteraADuC 845, został w stosunku skrócony z ok. 50 do ok. 2 ms, czyliwięcej niż 20-krotnie.PodsumowanieZaproponowana nowa metoda szybkiego obliczania modułuliczby zespolonej powstała podczas opracowywania wieloprocesorowegosystemu kontrolno-pomiarowego sondy NDIR [2],który bazuje na trzech sprzężonych ze sobą mikrokonwerterachADuC845. Jeden z tych mikrokonwerterów wykonuje pomiarycałkującą metodą sigma-delta w dwóch kanałach. Okrespojedynczego pomiaru wynosi 7 ms, zaś co 250 ms układ tenprzesyła do innego z mikrokonweterów za pośrednictwem interfejsuSPI dwie wartości obliczonych modułów pierwszych harmonicznychmierzonego sygnału. Czas obliczeń pierwiastkówza pomocą standardowej procedury, wynoszący łącznie 50 ms,uniemożliwiał realizację pozostałych funkcji wspomnianego mikrokonwerteraw założonym czasie bez wyposażenia systemuw specjalizowany blok pierwiastkujący. Zastosowany algorytmpierwiastkowania, wykonywany w czasie 2 ms, wyeliminowałten problem.Literatura[1] MicroConverter ADuC845/ADuC847/ADuC848, Data Sheet, AnalogDevices http://www.analog.com/static/imported-files/data_sheets/ADUC845_847_848.<strong>pdf</strong>[2] Rudolf Z., Orzyłowski M., Jasek K.: Wieloprocesorowy system kontrolno-pomiarowyanalizatora NDIR. <strong>Elektronika</strong>, nr 7/<strong>2012</strong>, ISSN0033-2<strong>08</strong>9.[3] Fortuna Z., Macukow B,, Wąsowski J.: Metody numeryczne. WNT,Warszawa, 2006.[4] Bronsztejn I. N. i in.: Nowoczesne kompendium matematyki, PWN,Warszawa, 2004.www.sigma-not.plNajwiększa baza artykułów technicznych online!<strong>Elektronika</strong> 8/<strong>2012</strong> 45
Technologia jednoczesnego zgrzewania i cięcia włókninwielowarstwowych w sposób ciągły na przykładzieurządzenia AZW-10mgr inż. Maciej Brylski, mgr inż. Piotr Gawryś, mgr inż. Łukasz Krzemiński,inż. Bohdan Młynarski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaTechnologia zgrzewania ultradźwiękowego jest jedną z metodłączenia ze sobą termoplastycznych materiałów polimerowych.Metoda ta posiada wiele zalet, które sprawiają, że jest ona corazpowszechniej stosowana – szczególnie w przemyśle. Zgrzewanieultradźwiękowe polega na lokalnym uplastycznianiu i przetapianiumateriału zgrzewanego pod wpływem oddziaływania faliakustycznej o wysokiej częstotliwości – ultradźwięków. Procesłączenia realizowany jest na zgrzewarkach, których konstrukcjai parametry dostosowane są indywidualnie do realizacji procesu.Na konstrukcję zgrzewarki wpływ mają typy materiałów zgrzewanych,ich kształty oraz wymagania jakości połączenia. Zewzględu na zjawiska wykorzystane w zgrzewaniu ultradźwiękowymłączenie odbywa się bez użycia dodatkowych elementówłączących ani substancji chemicznych, co sprawia, że proces tenjest ekologiczny i ekonomiczny. Selektywne oddziaływanie ultradźwiękówzmienia strukturę materiału tylko w punktach styku,co pozytywnie wpływa na estetykę produktu oraz przyczynia siędo niskiej energochłonności procesu, ponadto pozwala uzyskaćodpowiednią szczelność i wytrzymałość mechaniczną spoiny.Proces zgrzewania ultradźwiękowego jest łatwy w automatyzacji,a jego wydajność pozwala na zastosowanie go w produkcjimasowej. Odpowiednio dużą wydajność w przypadku produkcjiwykrojów z wielowarstwowych włóknin z materiałów termoplastycznychmożna uzyskać jedynie w procesie ciągłym. Technologiazgrzewania ultradźwiękowego z jednoczesnym odcinaniemrealizowana w procesie ciągłym kilkakrotnie zwiększa wydajnośćprocesu w porównaniu z procesem zgrzewania sekwencyjnego.Dodatkowo wyeliminowana jest jedna operacja odcinania materiałuzgrzanego, często realizowana poprzez wykrojnik.Analiza procesuOpracowanie nowatorskiego urządzenia, poprawnie realizującegookreślony proces zgrzewania i odcinania z zastosowaniem kowadłaobrotowego, wymagało wcześniejszego przeprowadzeniaszczegółowej analizy tego procesu, której wyniki pozwoliły określićszczegółowe funkcje i wymagania stawiane poszczególnympodzespołom urządzenia. Analiza oparta była na wynikach próbzgrzewania zrealizowanych na kowadle obrotowym z napawa-nymi krawędziami oraz na stanowisku wyposażonym w kowadłoz ostrzami o różnych kątach nachylenia płaszczyzny zgrzewającej.W obydwu stanowiskach badawczych ultradźwięki były emitowaneprzez zestawy ultradźwiękowe zasilane z generatora 20 kHz.Zestaw ultradźwiękowyZastosowany w stanowisku zestaw ultradźwiękowy przedstawionyna rysunku 1, składał się z trzech podstawowych elementów:przetwornika (1), koncentratora drgań (2) oraz sonotrody (3).Przetwornik (1) przetwarza energię elektryczną na fale akustycznąo amplitudzie rzędu 9 μm. Przetworniki pracujące w zestawachdo zgrzewania w sposób ciągły wymagają dobrego chłodzeniaze względu na znaczną ilość energii wydzielającej się naelementach piezoelektrycznych wewnątrz przetwornika. Dlategow przetwornikach zastosowano chłodzenie przepływem sprężonegopowietrza o dużej czystości. Konstrukcje przetwornikówomówiono szerzej w literaturze [1–3].Rys. 1. Widok modelu układu drgającego i jego fizyczna realizacjaFig. 1. View a model of oscillating unit and its physical implementationKoncentrator drgań (2) jest falowodem przekazującymdrgania i wzmacniającym ich amplitudę. Do procesu został dobranykoncentrator o wzmocnieniu 2:1. Oprócz przekazywaniai wzmacniania amplitudy drgań akustycznych z układu przetwornikado sonotrody, koncentrator pełni też rolę elementu,za pośrednictwem którego cały układ drgający mocowany jestw uchwycie.Rys. 2. Pomiar charakterystyki częstotliwościowej zestawu drgającego dla konfiguracji przetwornik – koncentrator – sonotrodaFig. 2. Measurement of the frequency plot of the vibrating set for the transducer – concentrator – sonotrode configuration46<strong>Elektronika</strong> 8/<strong>2012</strong>
Jako narzędzie mające styk z materiałem zgrzewanym zastosowanazostała sonotroda (3). Jest to również element falowydla częstotliwości 20 kHz. Zwężenie sonotrody w dolnej jej części,podobnie jak koncentrator, wzmacnia amplitudę w proporcji 2,5:1.Uzyskana w ten sposób amplituda drgań osiąga wartość 45 µm;dzięki zastosowanej geometrii uzyskano równomierny rozkładamplitudy drgań na całej powierzchni roboczej sonotrody. Sonotrodazostała wykonana ze stopu tytanu, który zapewnia dużątrwałość narzędzia. Z uwagi na zbliżone wymiary fizyczne sonotrody,tj. jej wysokości i szerokości, istniało ryzyko wzbudzaniamodu drgań poprzecznych w zbliżonej częstotliwości do modudrgań wzdłużnych. Wykonano więc kanały, dzięki którym ograniczasię rozprzestrzenianie drgań w kierunku innym niż wzdłużnyi zmniejsza impedancję zestawu ultradźwiękowego.Podczas składania elementów układu drgającego ze sobą, nakażdym etapie przeprowadzone były pomiary na przyrządzie pomiarowymdo wyznaczania charakterystyk częstotliwościowychukładów drgających. Szczegółowy opis przyrządu i zasady pomiaruomówione zostały w literaturze [4].Rysunek 2 przedstawia wykres, otrzymany z przyrządu pomiarowego,charakterystyki częstotliwościowej dla pomiaru układudrgającego w pełnej konfiguracji czyli: przetwornik + koncentrator+ sonotroda. Na wykresie wyraźne są piki minimum impedancji,które odpowiada rezonansowi szeregowemu oraz maksimum impedancjizwiązane z rezonansem równoległym.Pomiaru dokonano skanując impedancyjną odpowiedź układuw zakresie częstotliwości 19800…20400 Hz wykonując w tymczasie 25000 pomiarów. Jako impedancję referencyjną zastosowanorezystor 1 MΩ. Z charakterystyki określono parametry moduwzdłużnego sonotrody, które przedstawiono w tabeli 1.W tabeli 1 przedstawiony został pełen zestaw wyników pomiarówwartości częstotliwości rezonansowych Fs (rezonansu szeregowego)i Fp (rezonansu równoległego) oraz wartości impedancjiRs i Rp dla częstotliwości rezonansu szeregowego i równoległegooraz szerokość pola częstotliwości, w jakim możliwa jest pracaukładu drgającego ΔF.● Rozwiązanie konstrukcyjne z ruchomym, obrotowym kowadłemwalcowym i płaską sonotrodą wymaga zastosowaniawspółpracujących zespołów napinających warstwy włókninyna wejściu procesu oraz układów ciągnących na wyjściu procesu.Pozwoli to uniknąć intensywnego zjawiska spiętrzaniasię górnych warstw włóknin przylegających do sonotrody, któreutrudniają prawidłową realizację procesu.● Należy zwrócić szczególną uwagę na to, że poszczególne warstwymogą być wykonane z różnych materiałów i mogą miećróżną elastyczność. W związku z tym nadmierne rozciągnięciewłókniny podczas zgrzewania może powodować zjawiska deformacjipo wycięciu. W związku z tym, w zespołach napinającychwarstwy włókniny na wejściu procesu należy zrealizowaćmechanizmy regulacji siły naciągu niezależnie dla każdejwarstwy oraz zapewnić regulację prędkości obrotowej zespołuciągnącego i kowadła obrotowego.● Podczas próby zgrzewania zauważono silne przyklejanie sięwykrojów do powierzchni bębna w miejscach, gdzie krawędzienie są gładkie i gdzie pojedyncze włókna mają możliwośćzahaczania się. Wykonanie gładkich powierzchni kowadłapowinno poprawić przebieg procesu. Pojawienie się ubytkówna ostrzach lub niedocięcie pojedynczych włókien uniemożliwiodpadanie wykrojów od taśmy.● Na podstawie obserwacji potwierdzono konieczność zastosowaniaprecyzyjnego układu podnoszenia i opuszczania zestawuultradźwiękowego, umożliwiającego zachowanie powtarzalnejpozycji pracy po każdorazowej operacji uzupełnianiamateriału podawanego na bęben kowadła.Tab. 1. Zestawienie wyników pomiaru wybranych parametrów dla poszczególnychelementów układu drgającegoTabl. 1. Summary of the measurement results of selected parameters foreach element of the oscillating unitKonfiguracjaParametryPrzetwornikPrzetwornik+sonotrodaPrzetwornik+koncentratorPrzetwornik+koncentrator+sonotrodaFs [kHz] 19,884 19,998 19,866 20,0<strong>08</strong>Fp [kHz] 20,878 20,052 20,040 20,024Rs [Ω] 7,4 21,3 18,0 58,8Rp [Ω] 61243 13247 17981 5919ΔF [Hz] 994 54 174 16Pomiary charakterystyk częstotliwościowych zostały przeprowadzonedla różnych możliwych konfiguracji układu drgającego.Stosunkowo mała wartość impedancji Rs dla konfiguracji przetwornik+ koncentrator + sonotroda, brak parazytów na wykresiecharakterystyki częstotliwościowej oraz wartości częstotliwościFs i Fp zawierające się w przedziale 20 kHz ±50 Hz świadcząo prawidłowo wykonanym układzie drgającym.Próba zgrzewania z kowadłem obrotowymz naspawanymi krawędziami zgrzewającymiPróba doświadczalna przeprowadzona na stanowisku z kowadłemobrotowym z naspawanymi krawędziami tnącymi (rys. 3) miała nacelu zamodelowanie warunków pracy urządzenia do zgrzewaniaw sposób ciągły na tyle zbliżonych do rzeczywistych, aby możnabyło określić główne wymagania konstrukcyjne oraz uniknięcia błędówna etapie formułowania założeń. Na podstawie przeprowadzonegodoświadczenia zostały sformułowane następujące wnioski:Rys. 3. Stanowisko doświadczalne z kowadłem obrotowym z naspawanymikrawędziami zgrzewającymiFig. 3. The experimental position of the rotary anvil with welded weldingedgesNa tym etapie badań nie była analizowana jeszcze możliwośćjednoczesnego cięcia, ponieważ stawia ono znacznie wyższe wymaganiadotyczące pozycjonowania sonotrody i kowadła.Próba zgrzewania i jednoczesnego cięciaz kowadłem o różnych kątach ostrzaDo przeprowadzenia tej próby zaprojektowano nowy zespół kowadłaobrotowego. Zespół został zaprojektowany na niezależnejpłycie podstawy. Konstrukcja taka umożliwiła łatwy montażi regulację kowadła względem płaszczyzny podstawy stanowiskaoraz niezmienność położenia elementów ułożyskowania kowadławzględem jego osi. Kowadło obrotowe wykonane zostało w formiewalca, na którym usytuowane są obwodowo ostrza. Geometriaostrz i kształty powierzchni zgrzewających są unikalnymirozwiązaniami i stanowią treść złożonego wniosku patentowego.Nowatorskim rozwiązaniem we wspomnianej geometrii ostrzyjest bezpośrednie sąsiedztwo płaszczyzn tnącej i zgrzewającej<strong>Elektronika</strong> 8/<strong>2012</strong> 47
kowadła oraz kąt między nimi. W zaprojektowanym do badańkowadle zastosowano ostrza z kątami pochylenia płaszczyznyzgrzewającej 40, 50 i 60 stopni.Optymalny kąt krawędzi zgrzewającej jest zależny od rodzajumateriału zgrzewanego, a zastosowanie trzech różnych wartościpozwoliło analizować proces zgrzewania i cięcia dla różnychmateriałów. Kowadło zostało osadzone za pośrednictwem precyzyjnych,ceramicznych (zapewniających izolację elektryczną)łożysk tocznych w podporach. Ze względu na statyczne obciążeniew punktach ułożyskowania wpływ luzu łożysk na proceszgrzewania można całkowicie pominąć. Kowadło to było napędzanesilnikiem zasilanym za pomocą falownika, co pozwoliło naprecyzyjną regulację prędkości obrotowej kowadła. Do realizacjijednoczesnego cięcia i zgrzewania z użyciem kowadła wieloostrzowegoniezbędne jest równoległe usytuowanie płaszczyznystycznej ostrzy z płaszczyzną sonotrody oraz zachowanie stałegoodstępu między nimi. Z tego też powodu zostały bardzo wysokopostawione wymagania tolerancji położenia, płaskości i kątóworaz wymóg precyzyjnej regulacji położenia kowadła względempodstawy stanowiska. Ponadto zrealizowane zostało podnoszeniezestawu ultradźwiękowego i możliwość regulowania siłydocisku. Wymagało to zastosowania precyzyjnych prowadnicliniowych oraz siłownika zasilanego z regulatora sterowanegoelektronicznie. Testowe stanowisko do realizacji procesu jednoczesnegocięcia i zgrzewania przedstawione zostało na rys. 4.Rys. 4. Stanowisko realizujące proces ciągły zgrzewania ultradźwiękowegoz odcinaniem przy użyciu kowadła obrotowegoFig. 4. The stand of implementing the process of continuous ultrasonicwelding with cut-off using a rotary anvilBadania i analiza wynikówProces został przeprowadzony na stanowisku do ultradźwiękowegozgrzewania i wycinania z zastosowaniem kowadła obrotowego.Proces polegał na pocięciu na pasy i zgrzaniu ze sobą włókninywielowarstwowej składającej się z sześciu warstw. Cięcie realizowanebyło przez trzy ostrza o różnej geometrii, wykonane na kowadleobrotowym. Sterowanie układem drgającym odbywało sięw trybie stałej mocy z realizacją miękkiego startu poprzez zadaniekrzywej zgrzewania, która w tym przypadku zdefiniowana zostałapoprzez jeden punkt określający czas osiągnięcia nominalnejmocy oraz wartość tej mocy.48Rys. 5. Zdjęcia mikroskopowe linii cięcia przy wartościach ciśnienia0,28, 0,32 i 0,35 MPa w powiększeniu 20xFig. 5. Microscopic photographs of the cut line at pressures 0.28,0.32, 0.35 MPa at 20x magnificationW celu ustalenia właściwej wartości ciśnienia dla siłownikadociskającego układ drgający do regulowalnej podpory dystansowej,ustalającej szczelinę pomiędzy powierzchnią sonotrody,a powierzchnią ostrza kowadła, wykonywano zmiany ciśnieniadla stałej wartości szczeliny i obserwowano wpływ ściskania materiałumiędzy sonotrodami, a powierzchnią ostrza kowadła naprzebieg procesu wycinania. Na rys. 5 zostały pokazane zdjęciaśladu ostrza kowadła wykonane pod mikroskopem dla trzechwartości ciśnienia. Od lewej strony widoczna włóknina przeciętaprzy ciśnieniu 0,35 MPa, środkowa przecięta przy 0,32 MPa,a z prawej strony widoczny jest zgrzew bez efektu przecięcia,zrealizowany przy ciśnieniu 0,28 MPa.Dobór właściwego wymiaru szczeliny dzielącej powierzchnięroboczą sonotrody od ostrza tnąco- zgrzewającego kowadła jestniezbędny dla prawidłowego przebiegu procesu. Ustawienie zbytdużej szczeliny wymusza pracę zestawów ultradźwiękowych namax. amplitudach, a co za tym idzie – szybkie ich zużywanie.Natomiast za mały wymiar szczeliny na podporze dystansowejumożliwia bezpośredni kontakt powierzchni roboczej sonotrodyz ostrzem kowadła, co w krótkim czasie doprowadzi do uszkodzeniazestawu ultradźwiękowego, a ponadto jest powodem powstawaniazmarszczeń materiału.Na rysunku 5 zaobserwować można, że dla wszystkich testowanychwartości ciśnień proces zgrzewania realizowany był poprawnie,natomiast proces odcinania widoczny jest dopiero przyciśnieniu większym niż 0,32 MPa. Najlepszy efekt obserwowanybył dla wartości ciśnienia 0,35 MPa, które gwarantowało stałyzgniot materiału, tworzywo ulegało przetopieniu i rozpływało sięw kierunku krawędzi zgrzewu. Dla materiałów o innej grubości jaki sprężystości niezbędnym będzie dobranie odpowiedniej wartościszczeliny oraz wartości ciśnienia.Na rysunku 6 przedstawione zostały zdjęcia mikroskopoweefektu procesu jednoczesnego zgrzewania i cięcia uzyskane dlaróżnych kątów pochylenia płaszczyzny zgrzewającej względempowierzchni tnącej. Od lewej strony pokazany jest obraz uzyskanydla płaszczyzny zgrzewającej pochylonej pod kątem 40°.Linia ta charakteryzuje się najszerszym przetopieniem materiału,przez co uzyskany został najmocniejszy zgrzew, ale jednocześniezgrzana krawędź włókniny była twarda i ostra, co przyzastosowaniu włókniny do produkcji środków ochrony osobistejmogłoby powodować uszkodzenia skóry. Na środkowym obraziewidoczna jest linia cięcia wykonana na płaszczyźnie zgrzewającejpochylonej pod kątem 50°. W tym przypadku szerokość przetopionegomateriału jest mniejsza, pomimo tego wytrzymałośćzgrzewu jest porównywalna. Wszystkie warstwy włókniny są zesobą połączone (zgrzane), a krawędź zgrzewu, ze względu namniejszą szerokość przetopienia materiału jest gładka i elastyczna.Jakość zgrzewu w tym przypadku spełnia wymagania estetycznei wytrzymałościowe. Linia cięcia przedstawiona z prawejstrony zdjęcia, wykonana była na płaszczyźnie zgrzewającej pochylonejpod kątem 60°. Dla tego kąta pochylenia uzyskano niedostatecznąwytrzymałość połączenia. Zewnętrzne warstwy włókninybyły miejscami niedogrzane, w tych miejscach następowałooddzieranie się wierzchnich warstw od warstw wewnętrznych.<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 6. Zdjęcia mikroskopowe linii cięcia dla kątów pochylenia krawędzimiędzy płaszczyznami tnącą i zgrzewającą kowadła obrotowego40, 50, 60° przy powiększeniu 5×Fig. 6. Microscopic photographs of the cutting line for 40, 50 and60° tilt between the cutting and welding planes of the rotary anvil ata magnification of 5×Rys. 7. Zdjęcia mikroskopowe przekroju poprzecznego krawędzizgrzewu przy powiększeniu 50x dla kątów ostrza 50 i 60 oFig. 7. Microscopic photographs of cross-sectional edge of the weldat a magnification of 50x for angles of edges of 50 and 60 oEfekt ten jest wyraźnie widoczny na rys. 7, gdzie na zdjęciu po lewejstronie przedstawiony został przekrój poprzeczny linii zgrzewudla kąta pochylenia płaszczyzny zgrzewającej 50°, a z prawejstrony, dla porównania, dla kąta pochylenia płaszczyzny zgrzewającej60°.Po analizie przeprowadzonych testów, do dalszych prac związanychz projektowaniem obrotowego kowadła zakwalifikowanopochylenie płaszczyzny zgrzewającej względem powierzchni tnącejpod kątem 50°. Takie rozwiązanie zastosowano w przemysłowymurządzeniu AZW-10. Jest to urządzenie do jednoczesnegozgrzewania i wycinania w procesie ciągłym.Zadaniem urządzenia było jednoczesne zgrzewanie sześciuwłóknin polipropylenowych i wycinanie z nich kształtu elementufiltracyjnego do zastosowań w produkcji środków ochrony osobistej.Przy konstruowaniu urządzenia AZW-10 wykorzystano wnioskiz wcześniej opisanych doświadczeń i badań, a ponadto:♦ Zamontowano zespół odpowiedzialny za rozwijanie i prowadzeniewłóknin z hamulcami o regulowanej sile.♦ Dodano warstwę papieru woskowanego jednostronnie, abywyeliminować wpływ tarcia sonotrody o wierzchnią warstwęwłókniny. Pozwala to wyeliminować nadmierne odkształceniewierzchniej warstwy włókniny w stosunku do kolejnych i zapobiegadeformacji po wycięciu.♦ Prowadzenie włóknin zostało zrealizowane od chwili odwinięciaz nawoju do 15 mm przed miejscem zgrzewania.♦ Zastosowano dwie sonotrody do objęcia całej szerokości wykrojudobierając ich położenie i długość tak, aby nie występowałyprzerwy w linii cięcia.Rys. 8. Urządzenie do jednoczesnego cięcia i zgrzewania w sposóbciągły AZW-10Fig. 8. Device AZW-10 for simultaneous cutting and welding in a continuousmanner♦ Zestawy ultradźwiękowe wyselekcjonowano tak, aby ich charakterystykiczęstotliwościowe i impedancyjne były podobne.♦ Zrealizowano napęd pasa włóknin przy pomocy gumowanychwałków, z których dociskowy wałek ma możliwość dopasowaniakątowego do grubości włóknin – zapewnia to równomiernynaciąg na całej szerokości pasa włóknin.♦ Zastosowano transport pasa papieru dodatkowymi wałkamiz prędkością zsynchronizowaną z włókniną.Urządzenie zostało wyposażone w 2 generatory ultradźwiękowetypu Sonic Blaster 20 kHz, produkowane w ITR, które zasilajązestawy ultradźwiękowe. Przetworniki przeznaczone do pracyciągłej, w związku ze znacznie większą intensywnością pracy, posiadająwymuszony układ chłodzenia. Ponadto niezależnie chłodzonesą zewnętrznie zestawy ultradźwiękowe poprzez nadmuchsprężonym powietrzem, co dodatkowo wymusza cyrkulację powietrzapod osłonami dźwiękochłonnymi. Zastosowanie metodyciągłego zgrzewania i cięcia na jednym stanowisku pozwoliłouzyskać wydajność na minimalnym poziomie 10 mb włókniny naminutę, co w porównaniu z systemem sekwencyjnej produkcjitych samych elementów zwiększyło wydajność kilkukrotnie. Urządzeniezaprojektowano w sposób umożliwiający instalowanie gow ciągu dłuższej linii produkcyjnej.PodsumowanieBadania nad technologią jednoczesnego zgrzewania i cięciaw sposób ciągły oraz dwie konstrukcje stanowisk doświadczalnychpozwoliły na analizę zjawisk zachodzących przy tego typuprocesach i określenie szczegółowych parametrów i wymagań dozastosowania jej w przemyśle. Doświadczenia zebrane pozwoliłyna trafny wybór rozwiązań konstrukcyjnych na etapie założeńoraz realizację komercyjnego urządzenia AZW-10 wdrożonegoz powodzeniem w przemyśle.Literatura[1] Prokic M.: Piezoelectric Transducers Modeling and Characterization.E-book from http://www.mpi-ultrasonics.com, Published in Switzerlandby MPI, Copyright © by MPI, August 2004.[2] Radmanović M.Đ., Mančić D.D.: Designing and Modelling of thePower Ultrasonic Transducers. Monographic e-book from http://www.mpi-ultrasonics.com, Published in Switzerland by MPI, Copyright ©by MPI, 2004, ISBN 86-80135-87-9.[3] Peric L.S.: Coupled Tenzors of Piezoelectric Materials State. E-bookfrom http://www.mpi-ultrasonics.com, Published in Switzerland byMPI, Copyright © by MPI, 2004.[4] Kluk P., Prystupiuk P.: Wirtualny przyrząd pomiarowy do wyznaczaniacharakterystyk częstotliwościowych układów drgających zgrzewarekultradźwiękowych. <strong>Elektronika</strong> nr 12/20<strong>08</strong>, ISSN 0033-2<strong>08</strong>9.<strong>Elektronika</strong> 8/<strong>2012</strong> 49
Zastosowanie Virtual Network Computing do zdalnegowsparcia technicznego i diagnozowania urządzeńopartych na sterowniku klasy PCmgr MARIUSZ SETA, <strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaPodczas procesu wdrażania urządzeń wytwarzanych na zamówienieklienta dużą rolę odgrywa możliwość szybkiego reagowaniana zmieniające się potrzeby zamawiającego. W wielu przypadkachpo dostarczeniu urządzenia zachodzi potrzeba dokonaniamodyfikacji oprogramowania sterującego procesem produkcji,której celem jest usprawnienie tego procesu. Jednym z narzędzi,które mogą być przydatne jest oprogramowanie oparte o protokółVNC (Virtual Network Computing). Umożliwia ono zdalnąpracę na innym komputerze podłączonym do sieci. Istnieje wieleaplikacji wykorzystujących protokół VNC. Są to m.in. RealVNC,TightVNC, UltraVNC. Ze względu na ilość dostępnych opcji orazlicencję GNU GPL umożliwiającą bezpłatne wykorzystanie w zastosowaniachkomercyjnych zostanie dokładniej przedstawionyprogram UltraVNC.Oprogramowanie to pracuje w architekturze klient-serwer,gdzie serwerem jest komputer udostępniający swój pulpit. Rolęzdalnej konsoli pełni składnik oprogramowania VNCviewer, przyużyciu którego zarządzany jest serwer VNC. Standardowo VN-Cviewer łączy się z serwerem poprzez port TCP 5900.Uwierzytelnienie użytkownika podłączającego się do zarządzanejstacji może się odbywać na 3 sposoby:● VNC Password – od użytkownika zdalnej konsoli wymaganejest podanie hasła zdefiniowanego podczas konfiguracji serweraVNC,● MS Logon – metoda umożliwiająca uwierzytelnienie przy użyciugrup systemu Windows. Przynależność do zdefiniowanejgrupy lokalnej lub domenowej Windows umożliwia połączeniez serwerem VNC. Ten typ autoryzacji może być używany w obrębiejednej domeny Windows i został zachowany w programiew celu wstecznej kompatybilności ze starszymi wersjamisystemów Windows (Windows 95, 98, ME),● New MS Logon – metoda uwierzytelniania umożliwiająca różnicowanieuprawnień na podstawie lokalnej lub domenowejgrupy Windows, do której należy użytkownik. Możliwe uprawnieniato:− view – umożliwia jedynie podgląd pulpitu na zdalnym komputerze,− interact – umożliwia podgląd oraz używanie klawiatury i myszy,− full control – zapewnia pełną kontrolę nad zarządzanym komputerem.Metoda uwierzytelniania „New MS Logon” wspiera wielodomenoweśrodowisko Active Directory, co umożliwia autoryzację użytkownikana komputerze należącym do innej domeny Windows niżdomena uwierzytelnianego użytkownika.Istnieje możliwość zwiększenia bezpieczeństwa poprzez zdefiniowaniena serwerze w pliku ultravnc.ini parametru AuthHost,gdzie określana jest pula adresów IP, z których połączenie z serweremjest osiągalne. W celu zabezpieczenia transmisji możnaużyć wtyczek szyfrujących strumień danych DSM (Data StreamModification). Standardowo dostępne są następujące dodatki:● MSRC4Plugin – zapewnia szyfrowanie symetryczne oparteo algorytm RC4,● SecureVNCPlugin – zapewnia wybór metody szyfrowania opartejna algorytmach: RSA, AES, Blowfish, IDEA.Optymalizacja wydajnościZe względu na fakt, że serwer VNC przesyła informacje o zawartościpulpitu w prostokątnych blokach pikseli, wymaganiadotyczące pasma mogą być wysokie [4]. Jest to uzależnionew dużej mierze od czynności, które są wykonywane przez zdalnąkonsolę. Dlatego też w programie wprowadzono szereg ustawień,które umożliwiają dostosowanie dokładności odtwarzaniaobrazu do przepustowości łącza. Optymalizacji wydajności możnadokonać poprzez:● wybór metody kompresji – do wyboru zdefiniowanych jest kilkaprofili: slow, modem, medium, LAN, ultra, z których należywybrać ten najlepiej dostosowany do szybkości łącza. W przypadku,gdy szybkość łącza jest nieznana, można wybrać profilauto, który na podstawie pomiaru tego parametru dobierzeilość wyświetlanych na zdalnej konsoli kolorów oraz stopieńkompresji,● Video Hook Driver – sterownik karty graficznej, który przyspieszaszybkość przetwarzania i przesyłania obrazu z serwera doklienta, zmniejsza obciążenie procesora na serwerze,● użycie opcji usuwania tapety oraz interfejsu Aero systemuWindows na czas połączenia. Po rozłączeniu funkcje te są automatycznieprzywracane.Nawiązanie połączenia w przypadkuwykorzystania translacji adresów IP-NAT(Network Address Translation)Standardowym typem połączenia jest sytuacja, gdy oprogramowanieserwera VNC oczekuje na połączenie na porcie 5900,a zdalna konsola nawiązuje połączenie z wybranym serwerem.Taka sytuacja występuje, gdy:● serwer VNC dysponuje publicznym adresem IP,● wykorzystywane jest połączenie VPN pomiędzy siecią, w którejznajduje się konsola zarządzania, a siecią komputera udostępniającegopulpit,● na routerach sieci, w której znajduje się serwer VNC, skonfigurowanoprzekierowanie portu 5900 (na adres IP tego serwera).W przypadku, gdy w sieci NAT, w której znajduje się kontrolowanyzdalnie komputer, nie ma możliwości zmiany konfiguracji routera,istnieje możliwość zestawienia połączenia w trybie inverse.Wówczas to konsola zarządzania oczekuje na połączenie, a zainicjację połączenia odpowiada serwer VNC. Jednak takie połączeniemoże zostać zrealizowane, gdy:● do konsoli przypisany jest publiczny adres IP,● w sieci NAT, w której znajduje się konsola, skonfigurowano przekierowanieportu, na którym konsola oczekuje na połączenie.192.168.0.218Router NATVNC RepeaterInternetRouter NAT10.10.2.163Rys. 1. Schemat połączenia zdalnej konsoli z serwerem VNC przyużyciu VNC Repeatera [1]Fig. 1. The connection diagram between remote console and VNCserver with the use of VNC Repeater [1]50<strong>Elektronika</strong> 8/<strong>2012</strong>
System kontroli filtrówprzeciwzakłóceniowych SKF 11CAM 1KonsolazarządzaniaRouter NATInternetRouter NATklientaMoxaEDS-2<strong>08</strong>ACAM 2PLC 1PLC 2D-LinkDIR-100PLC 3Nadrzędnysterownik PCRys. 2. Schemat połączenia do nadrzędnego sterownika PC w testerze filtrów SKF 11Fig. 2. The connection diagram to main PC controller in noise suppressor filter testing system SKF 11Gdy zarówno konsola, jak i serwer znajdują się za routeremNAT w różnych sieciach, nie ma możliwości nawiązania bezpośredniegopołączenia bez ingerencji w sieć firmową klienta.W takim przypadku połączenie może zostać nawiązane jedynieza pośrednictwem VNC Repeatera posiadającego publicznyadres IP i pełniącego rolę serwera proxy dla połączeń międzykonsolą a serwerem. Ze względu na fakt, że zarówno konsola,jak i serwer VNC działający w trybie inverse inicjują połączeniez repeaterem, nie ma potrzeby przekierowywania portów pojednej, bądź po drugiej stronie. Nie trzeba też modyfikować regułfirewalla dla ruchu wchodzącego do sieci wewnętrznej, coz pewnością przyczynia się do zwiększenia bezpieczeństwa takiegorozwiązania. Poglądowy schemat omawianej sieci przedstawionona rys. 1.Przykład zastosowaniaOprogramowanie VNC zostało wykorzystane w Instytucie TeleiRadiotechnicznym podczas wdrażania u klienta SystemuKontroli Filtrów Przeciwzakłóceniowych SKF 11. W urządzeniuwykorzystano dwie inteligentne kamery Cognex MR540, 3 sterownikiPLC z interfejsem Ethernet komunikujące się przy użyciuprotokołu TCP modbus oraz komputer PC jako sterowniknadrzędny [2]. Wszystkie te urządzenia zostały podłączone dowykonanego w standardzie przemysłowym przełącznika MoxaEDS-2<strong>08</strong>A oraz routera D-Link DIR-100, którego zadaniem byłaseparacja komponentów urządzenia od sieci zamawiającego.W celu umożliwienia dostępu poprzez VNC do sterownika nadrzędnego,na routerze brzegowym klienta skonfigurowano przekierowanieportu TCP 5900 na router testera filtrów DIR-100.Na routerze NAT Systemu Kontroli Filtrów Przeciwzakłóceniowychwymagane było przekierowanie portu 5900 na adres IPkomputera pełniącego w testerze rolę sterownika nadrzędnego.W celu ochrony przed niepowołanym użyciem dodatkowo klientuaktywnił na zaporze opcję filtrowania pakietów, której regułyograniczały dostęp do portu 5900 tylko do adresów IP będącychw użyciu <strong>Instytut</strong>u. Poglądowy schemat takiego rozwiązaniaprzedstawiono na rys. 2.Zastosowanie oprogramowania obsługującego protokółVNC dało możliwość bezpośredniego przesyłania plikówna zarządzaną stację z pominięciem serwera ftp czy pocztye-mail. Umożliwiło również zdalne dokonanie testów diagnostycznychoraz podgląd obrazu przesyłanego przez inteligentnekamery do sterownika nadrzędnego.PodsumowanieOprogramowanie oparte o protokół VNC umożliwia udzielenienatychmiastowego wsparcia technicznego bez potrzeby wizytyu klienta. Dostępne opcje kompresji zapewniają dostosowaniejakości obrazu do przepustowości łącza. Szyfrowanie transmisjipoprzez wtyczki DSM daje pewność, że hasło uwierzytelniające,jak i strumień danych będą przesyłane w bezpieczny sposób.Oprogramowanie VNC Repeater daje możliwość nawiązania połączeniazdalnej konsoli z zarządzanym komputerem niezależnieod konfiguracji sieci klienta. VNC to elastyczne rozwiązanie dającemożliwość sprawnego diagnozowania urządzeń opartych nasterowniku PC.Literatura[1] UltraVNC Remote Support Software, http://www.uvnc.com.[2] Kozłowski T., Strojny K.: DTR System Kontroli Filtrów SKF 11.Warszawa, 2011.[3] http://www.vnc-rdp.za.pl[4] The RFB Protocol, http://www.tigervnc.org/cgi-bin/rfbproto.<strong>Elektronika</strong> 8/<strong>2012</strong> 51
Sonotroda do maceracji materiałów roślinnychmgr inż. Piotr Gawryś, mgr inż. Paweł Kogut, mgr inż. Łukasz Krzemiński,inż. Bohdan Młynarski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaUltradźwięki to fale mechaniczne o częstotliwości drgań z zakresu15 kHz…100 MHz. Istnieje szereg zastosowań ultradźwięków,a jednym z nich jest ekstrakcja materiałów roślinnych z tkanek.Jest to zastosowanie o tyle ważne, że przynosi wymierne korzyścii jest stosowane na skalę przemysłową. Zjawisko ekstrakcji polegana rozdzieleniu zawiesiny i przejściu poszczególnych frakcjigęstości substancji z wnętrza ciał stałych do objętości cieczy poprzezwypłukiwania roztworu. W polu oddziaływania ultradźwiękówekstrakcja ma szybsze tempo, o ile zachodzi jednocześniekawitacja (zjawisko wywołane zmiennym polem ciśnień cieczy,polegające na tworzeniu się, powiększeniu i zanikaniu pęcherzykówpary). Jednak kawitacja, jako zjawisko intensyfikujące ekstrakcjepowoduje również degradację narzędzi.Końcowym produktem ekstrakcji jest uzyskanie roztworu zawierającegooczekiwany produkt albo pewną substancję pośrednią,poddawaną następnie dalszej obróbce. Mając taki roztwórmożemy wydobyć z niego pożądane substancje poprzez suszenie,odsączenie, odparowywanie lub krystalizację. Typowe częstotliwościprzydatne przy procesie ekstrakcji to zakres 20…500kHz. Ekstrakcja ultradźwiękowa znajduje zastosowanie w biotechnologii,farmacji, przemyśle spożywczym, kosmetycznymi perfumeryjnym. W artykule skupimy się na narzędziach służącychdo przekazywania drgań (sonotrodach) o częstotliwościpracy 20 kHz. Ponadto zostaną omówione zagadnienia związanez projektowaniem sonotrod tego typu i procesy wpływające nażywotność narzędzi.SonotrodaSonotroda (narzędzie) jest elementem zestawu ultradźwiękowegoi ma bezpośredni kontakt z materiałem poddawanym wpływowidrgań ultradźwiękowych. Jak każdy element zestawu ultradźwiękowegojest ona elementem falowodowym i musi posiadać wymiarysilnie skorelowane z częstotliwością pracy sonotrody. Przyprojektowaniu sonotrod należy przeprowadzić obliczenia amplitudydrgań uwzględniając zjawiska prędkości rozchodzenia się faliw materiale i odbić od ścian sonotrody. Zestaw ultradźwiękowyskłada się zazwyczaj z przetwornika ultradźwiękowego (1, rys. 1)zasilanego z generatora oraz z sonotrody (3, rys. 1). W przypadku,gdy wymagana jest modyfikacja amplitudy drgań, stosuje sięfalowody (2, rys. 1) o określonym przełożeniu.Przedstawiony na rys. 1 układ wyposażony jest w sonotrodęjednosekcyjną i przeznaczony do reaktora ultradźwiękowego.Konstrukcja ta składa się z trzech głównych elementów:1. Przetwornik piezoceramiczny 20 kHz, 4 kW,2. Koncentrator (falowód) o wzmocnieniu amplitudy równym 2,3. Sonotroda jednosekcyjna do dezintegracji tkanek roślinnych.Na koncentratorze w węźle drgań wzdłużnych zainstalowanyjest pierścień mocujący. Aby proces ekstrakcji mógł przebiegaćwydajnie i równomiernie w całej objętości, należy umieścić sonotrodęw zamkniętej przestrzeni. Pojemnik powinien być zaprojektowanyw taki sposób, aby odległości pomiędzy sonotrodąa ściankami naczynia były nie większe niż 50…60 mm (wartościwyznaczone doświadczalnie). Wraz z odległością od sonotrodyzanika zjawisko kawitacji tym samym obniża się efektywnośćprocesu, co w przypadku reaktora przepływowego jest niedopuszczalne.Przedstawiony na rys. 2 reaktor ultradźwiękowy składa sięz komory (1, rys. 2) wyposażonej w króćce doprowadzające (2,rys. 2) i odprowadzające (3, rys. 2) nadźwiękawiane medium,pokrywy (4, rys. 2) oraz układu drgającego (5, rys. 2 i rys. 1) wytwarzającegow przepływającym przez komorę medium efekt intensywnejkawitacji.Przedstawiony reaktor został wdrożony do prac badawczychnad procesem ekstrakcji substancji biologicznie aktywnych z surowcówroślinnych w Zakładzie Technologii Owoców, Warzywi Zbóż na Wydziale Nauk o Żywności na Uniwersytecie Przyrodniczymwe Wrocławiu.53412Rys. 2. Budowa przepływowego reaktora ultradźwiękowego o częstotliwościpracy 20 kHz i mocy 4 kWFig. 2. Construction of an ultrasonic flow reactor operating at 20 kHzand 4 kWSonotroda wielostopniowaRys. 1. Budowa zestawu ultradźwiękowegoreaktora do ekstrakcjiFig. 1. Construction of the reactor toa set of ultrasonic extractionAby ekstrakcję można było zastosować w procesach przemysłowych,niezbędne jest użycie sonotrody o większej powierzchniemisji fali. Zwiększenie średnicy sonotrody skutkowałoby zbliżeniemsię jej średnicy do długości fali i tym samym zbliżeniesię modu poprzecznych drgań do modu drgań wzdłużnych.Wzbudzanie drgań poprzecznych negatywnie wpływa na intensywnośćnadźwiękawiania, może doprowadzić do tłumieniadrgań wzdłużnych, a ponadto może prowadzić do uszkodzenia52<strong>Elektronika</strong> 8/<strong>2012</strong>
sonotrody. Geometrię sonotrody zaprojektowano do przenoszenianaprężeń rozciągających i ściskających. Rozwiązaniem tegozagadnienia jest zaprojektowana w ITR sonotroda o zwielokrotnionychpowierzchniach emisyjnych. Aby zachować równie dużąskuteczność emisji dla wszystkich stopni, długość sonotrodymusi być równa wielokrotności długości fali, a powierzchnie emitującefalę powinny znajdować się w sąsiedztwie strzałki drgańwzdłużnych. Ze względu na skuteczność procesu konieczne jestzaprojektowanie sonotrody o znacznej amplitudzie przemieszczeń.Do tego celu należy stosować materiały o najwyższychparametrach wytrzymałościowych.Optymalizacja konstrukcjiKonstrukcja sonotrody wielostopniowej wymaga szczegółowejanalizy ze względu na to, że stanowi połączenie kilku elementówfalowodowych i odchyłka w wymiarze długości pojedynczejsekcji skutkuje odstrojeniem całej sonotrody. W przypadkuróżnych częstotliwości rezonansowych dla poszczególnychsekcji następuje silny wzrost impedancji falowej i wzrost naprężeńwewnątrz sonotrody, co skutkuje znacznym spadkiemjej żywotności. Do analiz ultradźwiękowych elementów falowodowychstosuje się zazwyczaj modelowanie z użyciem metodyelementów skończonych. Przykład sonotrody wielostopniowejprzedstawiony jest na rys. 3.Rys. 3. Sonotroda wielostopniowa do ekstrakcji materiałów roślinnychFig. 3. Multistage sonotrode for extraction of plant materialsSonotroda składa się z trzech członów półfalowych. Do określeniajej geometrii i dokładnych wymiarów zastosowano do modelowaniametodę elementów skończonych. Poprzez wielokrotnesymulowanie zjawiska drgań harmonicznych i naprężeń w przypadkudrgań wymuszonych oraz dzięki stopniowym zmianomwymiarów modelu uzyskano geometrię, zapewniającą optymalnewłaściwości zarówno pod względem częstotliwości rezonansowej,jak i minimalizacji i równomiernego rozkładu naprężeń. Narys. 4 przedstawiony jest sam model sonotrody oraz model z nałożonąsiatką podziału na elementy skończone.Ze wszystkich przedstawionych w tab. 1 modów, znaczną częśćstanowią mody momentów gnących, które są nieprzydatne do potrzebekstrakcji. Mody drgań własnych innych niż te, na które sonotrodajest projektowana, mogą poprzez generację nadmiernychmomentów gnących uszkodzić ją. Mod pracy przewidziany dla tejsonotrody został oznaczony w tabeli 1 jako nr 5. Dla tego modusonotroda odkształca się wzdłużnie, a więc w kierunku największejwytrzymałości. Ponadto kolejne stopnie sonotrody przemieszczająsię w przeciwfazie, co redukuje sumowanie się odkształceń sonotrody– a tym samym zmniejsza się siły bezwładności i dlategonaprężenia dla kolejnych stopni są podobne. Pozwala to na wykonaniesonotrod o większej liczbie stopni. Na rys. 5 przedstawionyjest sposób odkształcenia sonotrody w trakcie pracy przy częstotliwości20399 Hz w czasie jednego okresu drgań. Kolejne obrazymodelu prezentują (w sposób przesadzony) kierunek i sposóbzmian geometrii sonotrody dla wszystkich trzech sekcji.Na rysunku 6 przedstawiony został rozkład naprężeń wewnątrzsonotrody w trakcie pracy z częstotliwością 20399 Hz w czasiejednego cyklu.Z wyników analizy numerycznej określono, że naprężeniamaksymalne w strukturze modelowanej sonotrody (kolor czarnyi biały) nie przekraczały, a nawet dalekie były od wartości granicynaprężeń powodującej odkształcenia plastyczne, więc i destrukcjęnarzędzia.123SSekcja 1 i 3Rys. 4. Sonotroda wielostopniowa model 3D, oraz z siatką podziałuna elementy skończoneFig. 4. 3D model of the multistage Sonotrode and the division meshof finite elementsTab. 1. Szereg modów drgań własnych sonotrodyTabl. 1. A number of natural vibration modes of the sonotrodeSekcja 2Rys. 5. Sposób odkształcania się sonotrody wielostopniowejFig. 5. The method of multi-stage sonotrode deformationstNumermoduCzęstotliwość rezonansu[Hz]Typ drgań1 15970 Poprzeczne2 19258 Poprzeczne3 20109 Poprzeczne4 20109 Poprzeczne5 20399 Wzdłużne6 21238 Poprzeczne7 24026 Poprzeczne8 24122 Poprzeczne9 24122 PoprzeczneNaprężeniaRozciągające 0 ŚciskająceRys. 6. Rozkład naprężeń wewnątrz sonotrody wielostopniowejFig. 6. Stress distribution inside the multi sonotrode<strong>Elektronika</strong> 8/<strong>2012</strong> 53
Badania zestawu ultradźwiękowegoPo wykonaniu sonotrody (rys. 3) przeprowadzono badanie mającena celu wyznaczenie charakterystyki modułu impedancji zestawuultradźwiękowego w funkcji częstotliwości. Pozwoli to naokreślenie rzeczywistych częstotliwości dla modów – zwłaszczamodu oznaczonego jako nr 5. Charakterystyka przedstawiona narys. 7 jest zmierzona dla zestawu ultradźwiękowego złożonegoz przetwornika i modelowanej sonotrody. Na podstawie zmierzonejcharakterystyki została określona impedancja zestawudla częstotliwości rezonansowych modu. Każdy mod drgań powiązanyjest z rezonansem szeregowym i równoległym o niecoinnych częstotliwościach. Zestaw ultradźwiękowy powinien pracowaćw zakresie częstotliwości ograniczonej częstotliwościamirezonansowymi wybranego modu. Częstotliwości rezonansówszeregowego i równoległego oraz odpowiadające im impedancjezestawiono w tabeli 2. Obszar zaznaczony na wykresie zawierazmiany impedancji zestawu związane z modem wzdłużnym.Rys. 7. Charakterystyka impedancyjna zestawu ultradźwiękowegow funkcji częstotliwościFig. 7. Characteristic impedance of the ultrasonic set versus frequencyTab. 2. Parametry modu wzdłużnego zestawu ultradźwiękowegoTabl. 2. Parameters of the longitudinal mod of the ultrasonic set54Rezonans równoległyCzęstotliwość rezonansu równoległegoImpedancja dla rezonansu równoległegoRezonans szeregowyCzęstotliwość rezonansu szeregowego20312,25 Hz15466,97 Ω20195,15 HzImpedancja dla rezonansu szeregowego 22,11798 ΩPorównując częstotliwość drgań własnych uzyskaną z modelowania(20399 Hz) z częstotliwością rzeczywistego zestawuultradźwiękowego (20312 Hz), określoną za pomocą specjalistycznegosystemu pomiarowego, zauważamy niewielką różnicę.Przyczyn jej wystąpienia może być kilka:● Niedoskonałość modelu i podziału siatki elementów skończonych.● Materiał rzeczywisty niedokładnie odpowiadał właściwościomdeklarowanym przez producenta.● Uchyb wymiarowy wykonania rzeczywistej sonotrody w porównaniuz jej idealnym modelem.● Wpływ częstotliwości własnej przetwornika na częstotliwośćcałego zestawu ultradźwiękowego.Niezależnie od pochodzenia tej różnicy, sonotroda będzie pracowaćprawidłowo. Zalecane jest, aby częstotliwość ta mieściłasię w zakresie ograniczonym częstotliwościami rezonansowymiprzetwornika. Zaobserwowana odchyłka mieści się w tym zakresiei nie będzie miała wpływu na zdolność sonotrody do emitowaniafal w ośrodku nadźwiękawianym, a tym samym na wydajnośćprocesu.Procesy erozji sonotrodyW dotychczasowych rozważaniach skupialiśmy się na wytrzymałościkonstrukcyjnej sonotrody, mającej kluczowe znaczenie związanez przenoszeniem drgań ultradźwiękowych. Jednak na sonotrodydo ekstrakcji oddziałują dodatkowo inne czynniki, które mają znaczącywpływ na jej trwałość. W celu optymalizacji konstrukcji podwzględem żywotności oraz zachowania higieny i bezpieczeństwanależy przeanalizować wpływ procesów degradacji strukturalnejw urządzeniu. Degradacja strukturalna jest przyczyną powstawanianieodwracalnych zmian w strukturze materiału, prowadzącychdo pogorszenia jego właściwości wytrzymałościowych oraz utratyspójności w wyniku oddziaływania czynników zewnętrznych.W przypadku reaktora ultradźwiękowego czynnikami degradującymimogą być:– zjawisko kawitacji zachodzące intensywnie w komorze reaktora,– przenoszenie się drgań mechanicznych na ścianki zewnętrznekomory reaktora, wskutek czego w materiale występują zmiennenaprężenia mechaniczne znacznie większe od naprężeńwywołanych ciśnieniem statycznym panującym w komorze,– podwyższona temperatura, przyspieszająca erozję kawitacyjną,– nieobojętne pH – obecność ekstraktów z roślin w tym owoców.Najbardziej podatnymi na procesy degradacji elementami konstrukcjisą:– obudowa reaktora (wykonywana najczęściej ze stali kwasoodpornej0H18N9),– sonotroda i koncentrator wykonywane ze stopu tytanuTi6Al4V,Materiał 0H18N9 jest stalą austenityczną o niskiej zawartościwęgla, zawierającą 18% Cr i 10% Ni. Stal ta charakteryzujesię wysoką odpornością na korozję międzykrystaliczną i dziękiniskiej zawartości węgla jest dobrze spawalna. Materiał TiAl6V4jest stopem tytanu o strukturze dwufazowej zawierającym opróczpodstawowego składnika Ti, ok. 6%Al i 4%V oraz niewielkie ilościC, H, Fe, N, O. Materiał ten posiada gęstość równą 4,45 g/cm 3 ,wysoką wytrzymałość właściwą i jest zdolny przenosić drganiamechaniczne o bardzo wysokiej amplitudzie, co pozwala stosowaćgo na elementy narzędzi ultradźwiękowych.Biorąc pod uwagę czynniki, jakie mogą wpływać na degradacjęstrukturalną elementów reaktora ultradźwiękowego orazmateriały, z jakich są wykonywane te elementy, a dokładniej ichskład chemiczny i strukturę, możemy spodziewać się występowanianastępujących procesów degradacji:Erozja kawitacyjna jest procesem oddziaływania impulsówciśnień na powierzchnię materiału wywołanym zjawiskiem kawitacji.Pojęcie kawitacji jest określane jako zjawisko polegającena powstawaniu, wzroście i zanikaniu (implozji) pęcherzykówspowodowane cyklicznymi zmianami ciśnienia w cieczy.Gwałtowny spadek ciśnienia i występujące w cieczach jądrakawitacyjne powodują rozerwanie ciągłości cieczy i tworzeniesię obszarów wypełnionych mieszaniną parowo-gazową,Rys. 8. Efekt erozji kawitacyjnej zaobserwowany po kilkudziesięciogodzinnejpracy sonotrody ze stopu aluminium w środowisku wodnymFig. 8. The effect of cavitation erosion observed after tens of hoursof work of an aluminum alloy sonotrode in the aquatic environment<strong>Elektronika</strong> 8/<strong>2012</strong>
tzw. pęcherzyków kawitacyjnych. Zmiana ciśnień (z obszaruobniżonego ciśnienia do obszaru podwyższonego ciśnienia)powoduje skraplanie pary wypełniającej pęcherzyk kawitacyjny,prowadząc do jego implozji. Inicjatorami zjawiska kawitacji sązarodki w postaci mikropęcherzyków gazów, drobnych cząstek,ciał stałych i mikroorganizmów.Powtarzające się implozje pęcherzyków kawitacyjnych wywołująnierównomierny stan naprężeń, prowadząc do umocnieniawarstwy wierzchniej i pęknięć pojawiających się bezpośredniopod umocnioną warstwą, straty materiałowe i zmiany w mikrostrukturze.Rys. 8 obrazuje efekt oddziaływania kawitacji nasonotrodę reaktora wykonaną ze stopu aluminium i testowanąw środowisku wodnym.Korozja wodorowa powstaje w wyniku dyfuzji wodoru zbierającegosię na granicach ziaren oraz mikronieciągłościach prowadzącdo powstawania pęcherzy, rozwarstwień i pęknięć. Współdziałanie„uczulonej” na korozję struktury z naprężeniami rozciągającymi,w obecności czynnika zawierającego wodór, powoduje powstawaniecharakterystycznych rozgałęzionych pęknięć. Wodór wewnątrzstali, a zwłaszcza w warstwie podpowierzchniowej, może łączyćsię z węglem i tworzyć metan. Duża jego koncentracja powodujemikroeksplozje widoczne na powierzchni stali na granicach ziarenlub otwartych wgłębień będących śladami po wyłupanych ziarnach.Prawdopodobnie w wyniku powstawania implozji pęcherzykówkawitacyjnych w środowisku związków wodoru i węgla możedochodzić do rozrywania wiązań w cząsteczkach i uwalnianialuźnych atomów wodoru i węgla, które w obszarze powierzchnizdegradowanej erozją kawitacyjną mogą łatwiej dyfundować domateriału. Ponadto możliwość dyfuzji węgla do materiału możepowodować miejscowe nawęglanie materiału, które z kolei możeprzejawiać się wzrostem twardości i kruchości.Korozja naprężeniowa i zmęczeniowa zachodzi pod wpływemzmiennych naprężeń w obecności środowiska agresywnegopowodującego korozję elektrochemiczną. Na skutek korozjizmęczeniowej powstają ostre wżery przechodzące w pęknięcia,w których zbierają się produkty korozji. Przy dalszym cyklicznymobciążaniu mikropęknięcia przechodzą w makropęknięcia, którerozwijając się prowadzą do wzrostu kruchości i pękania materiału.Korozji zmęczeniowej można częściowo zapobiegać stosującobróbkę warstwy wierzchniej wprowadzającą naprężenia własneściskające lub korzystne zmiany strukturalne.Opisane wyżej procesy degradacji strukturalnej materiałówreaktora ultradźwiękowego w wyniku intensywnej eksploatacjibędą pozostawiać na jego elementach widoczny efekt zużycia.Intensywność pojawiania się zmian strukturalnych jest zależnaod ośrodka, który podlega ekstrakcji. Dopiero przeprowadzenieoględzin stopnia erozji po pewnym okresie eksploatacji pozwoliprecyzyjnie określić trwałość reaktora w aplikacji linii do ekstrakcjimateriałów z tkanek roślinnych.PodsumowanieProces opracowywania sonotrody omówiony w artykule wykazałdużą przydatność metody elementów skończonych w modelowaniuzjawisk ultradźwiękowych. Opisane badania charakterystykiimpedancyjnej zestawu ultradźwiękowego potwierdzają założonewartości dla etapu modelowego z niewielką odchyłką i można jeuznać za dobry wynik. Aby potwierdzić z całą pewnością prawidłowośćotrzymanych wyników, należałoby wykonać szereg badańz użyciem tej sonotrody w zakresie modelowania jej innymi metodami,metalurgii, defektoskopii oraz pomiarów geometrii sonotrodymetodami o dużej dokładności, co jednak dalece wykraczapoza zakres niniejszego artykułu. W artykule poruszone zostałykwestie trwałości, zjawisk niszczących oraz oceny stopnia zużyciareaktora. Należy w przyszłości przeprowadzić badania w zakresiezabezpieczania powierzchni elementów reaktora przedwspomnianymi czynnikami, by wydłużyć jego trwałość.Literatura[1] Komsta H.: Homogenizacja wysokociśnieniowa i ultradźwiękowa.Część I, Przemysł spożywczy 6/20<strong>08</strong>.[2] Kuldiloke J.: Effect of Ultrasound, Temperature and Pressure Treatmentson Enzyme Activity on Quality Indicators of Fruit and VegetableJuices. Ph.D., 2002.[3] http://www.hielscher.com/ultrasonics/technolo.htm[4] Jasionowski R., Zasada D., Grabian J.: Mechanizm niszczeniastopów intermetalicznych poddanych erozji kawitacyjnej, Zeszytynaukowe Nr 5(77) Akademii Morskiej w Szczecinie, ISSN 1733-8670,2005.[5] Stabryła J.: Degradacja stali austenitycznej wywołana synergicznymdziałaniem wodoru i korozji naprężeniowej, Przegląd Spawalnictwa,2009, R. 81, nr 6, ss. 10–14.[6] Surowska B.: Wybrane zagadnienia z korozji i ochrony przed korozją.Lublin, Wydawnictwo Uczelniane Politechniki Lubelskiej, 2002.Doświadczenia z badań i oceny systemów alarmowychw procesie certyfikacjidr inż. Andrzej Krzysztof WACH, <strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaCertyfikacja wyrobuJakość wyrobów jest istotnym kryterium decydującym o sukcesieproducenta na rynku. Jednym z elementów wiarygodnego potwierdzeniajakości wyrobu jest jego certyfikat, wskazujący dokumenty(prawne i/lub normatywne), których wymagania spełniawyrób. Zauważmy, że certyfikacja prowadzona przez akredytowanąjednostkę jest obiektywnym sposobem oceny zgodnościwyrobu. Proces certyfikacji (ustalony w programie certyfikacji)określa sposób postępowania, w ramach którego trzecia strona(niezależna od producenta i klienta), będąca jednostką o potwierdzonychkompetencjach, w formie pisemnej zapewnia, że produktjest zgodny z wymaganiami odpowiedniego (wyszczególnionego)dokumentu.Dokumentem stanowiącym pisemne zapewnienie spełnieniaokreślonych wymagań jest certyfikat zgodności, który może jednocześnieupoważniać producenta (importera) do używania odpowiedniegoznaku zgodności. Certyfikat zgodności (wydany np.w systemie 5 wg PKN-ISO/IEC Guide 67:2007) potwierdza, żeproces wytwarzania wyrobu przebiega w warunkach stabilnych,jest odpowiednio udokumentowany, podlega właściwemu nadzorowi,a stosowane materiały i etapy procesu wytwarzania spełniająwarunki określone obowiązującym prawem. Jednocześnieuzyskany w wyniku tego procesu wytwarzania wyrób spełnia wymaganiaokreślonych (w certyfikacie), odpowiednich dla wyrobu,dokumentów.Celem procesu certyfikacji jest ustanowienie zaufania pomiędzyproducentem (importerem), a klientem i/lub władzami danegokraju. Przewagą certyfikacji (nad innymi rodzajami potwierdzeń)jest fakt, że realizowana jest ona przez niezależny ośrodek certyfikacji,którego kompetencje potwierdzane są okresowo przezkrajową jednostkę akredytującą. Istotnym jest również fakt, żewymagania stawiane wyrobowi w procesie certyfikacji, jak i wymaganiatechniczne na wykonywane badania, są jednoznaczniezdefiniowane w ogólnie dostępnych dokumentach.Certyfikacja jest szczególnie ważnym elementem, gdy dotyczyurządzeń technicznych wykorzystywanych do zabezpieczenia<strong>Elektronika</strong> 8/<strong>2012</strong> 55
osób i mienia o dużej wartości, które powinny być niezawodnei funkcjonować poprawnie. Wadliwe funkcjonowanie urządzeńzabezpieczających może prowadzić do poważnych w skutkachnastępstw i strat. W tym kontekście dziwi trochę obserwowanyw naszym kraju brak zainteresowania certyfikacją elementówi systemów alarmowych, wykazywany nie tylko przez producentówi importerów, ale również przez potencjalnych klientów, w tymfirm zajmujących się instalacją urządzeń technicznych (systemówalarmowych), czy ubezpieczaniem mienia chronionego przez tesystemy.System alarmowy lub jego element, jakoobiekt badań i certyfikacjiSystem alarmowy stanowi zespół środków technicznych służącychdo zabezpieczenia osób i mienia przed włamaniemi napadem (system sygnalizacji włamania i napadu), pożarem(system przeciwpożarowy) lub dostępem osób nieupoważnionych(system kontroli dostępu). W publikacji ograniczono sięgłównie do systemu alarmowego przeciwwłamaniowego orazsystemu kontroli dostępu, które stanowią obiekty badań i certyfikacjiakredytowanych komórek (Laboratorium Badawczegoi Ośrodka Certyfikacji Wyrobów) <strong>Instytut</strong>u Tele- i Radiotechnicznegow Warszawie.Typowy system sygnalizacji włamania i napadu (rys.) składasię z elementów detekcji zdarzeń (czujek, będących detektoramiruchu, drgań, tłuczenia szyby lub dźwięku, rozmieszczonychz reguły w pobliżu granic strefy chronionej), elementów przetwarzaniawraz z elementami manipulacyjnymi (nazywanychwg dokumentów normatywnych urządzeniem sterującym i obrazującym,które potocznie określa się mianem centrali systemualarmowego, do której wejść dołączone są, za pomocą instalacjiprzewodowej lub bezprzewodowo, wyjścia czujek), elementu powiadaniai/lub sygnalizacji (np. sygnalizatora optyczno-akustycznego,systemu transmisji alarmu, komunikatora telefonicznego,modułu GSM/GPRS), dołączonego do wyjścia centrali oraz zasilania,umożliwiającego odpowiednie podtrzymanie zasilania pozaniku zasilania sieciowego. Oczywiście w zależności od wielkościchronionego obszaru, jego ukształtowania oraz wartościmienia w nim przechowywanego struktura systemu jest odpowiedniorozbudowywana, między innymi przez zwielokrotnianieliczby elementów systemu, dodawanie nowych elementów (np.drugiego urządzenia sterującego i obrazującego, czujek, blokad)oraz nowych zadań funkcjonalnych do zbioru zadań, które realizujesystem.56DETEKCJAZDARZEŃWPŁYWY I ODDZIAŁYWANIA ZEWNĘTRZNEOCHRONA ANTYSABOTAŻOWAODPORNOŚĆ NA WPŁYWY ŚRODOWISKEODPORNOŚĆ NA BŁĘDY OPERACYJNENIEZAWODNOŚĆ FUNKCJONALNAPRZETWARZANIEELEMENTYMANIPULACYJNEZASILANIEPOWIADAMIANIEI/LUBSYGNALIZACJAUogólniony schemat funkcjonalny systemu alarmowego (z zaznaczonymifunkcjami odporności na świadome i przypadkowe wpływyi oddziaływania zewnętrzne)The generalized functional diagram of the alarm system (with markedfeatures of resistance to the deliberate and accidental external influencesand impacts)Zaznaczone przerywaną linią funkcje odporności (z reguły realizowaneprzez dodatkowe środki techniczne) mają na celu:– ochronę antysabotażową – zabezpieczenie systemu przed celowymipróbami zakłócenia jego normalnego funkcjonowania,– odporność na wpływy środowiskowe – przeciwdziałanie wpływomśrodowiska i umożliwienie poprawnego funkcjonowaniesystemu w przypadku zmian warunków środowiskowychw określonych granicach,– odporność przed niewłaściwą obsługą – zagwarantowaniepoprawnego funkcjonowania systemu poprzez zapobieganiebłędom obsługi,– niezawodność systemu – zapewnienie nieprzerwanego funkcjonowaniasystemu zgodnie z wymaganiami, podczas którego(jeśli tak ustalono w wymaganiach) identyfikowane i sygnalizowanesą przypadki uszkodzeń elementów systemu.Producent systemu alarmowego na ogół dysponuje, pewnymzbiorem podzespołów (np. pakietów elektronicznych, obudów,klawiatur) i elementów alarmowych (np. czujek, sygnalizatorów),umożliwiających zbudowanie mniej lub bardziej złożonegosystemu, który na ogół uzupełniany jest dodatkowymi podzespołamidostępnymi na rynku (np. zasilaczami, bateriami).Oczywiście każdy projektowany system powinien mieć z góryustalony stopień zabezpieczenia (wynikający z oszacowanegoryzyka) i klasę środowiskową (wynikającą z planowanegomiejsca zainstalowania systemu). W wielu przypadkach posiadanyzbiór środków technicznych producent próbuje identyfikowaćnazwą handlową twierdząc, że z jego elementów możnazaprojektować dowolny system alarmowy, w tym również teno najwyższym stopniu zabezpieczenia. Twierdzenie to częstonie jest prawdziwe.Zauważmy, że dokumenty normatywne (np. [1–11]) określająstopień zabezpieczenia, jako zbiór kryteriów ustalających, odpowiednido potencjalnego ryzyka zagrożenia atakiem, sposóbfunkcjonowania elementów alarmowych i systemu jako całości.Najogólniej mówiąc, ryzyko to jest miarą zagrożenia wynikającegoalbo z wystąpienia losowego zdarzenia (od nas niezależnego)albo z konsekwencji podjętych decyzji (np. dotyczącychwielkości wartości chronionego mienia). Ryzyko jest więc proporcjonalnedo prawdopodobieństwa wystąpienia powyższychzdarzeń.W dokumentach normatywnych wyróżniono cztery stopnie zabezpieczenia:• stopień 1 – ryzyko małe,• stopień 2 – ryzyko pomiędzy małym a średnim,• stopień 3 – ryzyko pomiędzy średnim a wysokim,• stopień 4 – ryzyko wysokie.Dla każdego stopnia zabezpieczenia podano spodziewany rodzajzagrożenia oraz narzędzia i środki, jakimi mogą dysponowaćosoby tworzące to zagrożenie. Ustalono również kryteria, jakiepowinny spełniać elementy systemu alarmowego, aby zagwarantowaćdany stopień zabezpieczenia.Klasa środowiskowa obejmuje badanie odporności i wytrzymałościna narażenia środowiskowe. Przypomnijmy, że odpornośćna dane narażenie wykazuje zdolność elementu alarmowegolub systemu jako całości, do poprawnego działania w warunkacheksploatacji (obiekt jest zasilany), a wytrzymałość – zdolność domagazynowania, czy transportu (obiekt nie jest zasilany). Dokumentynormatywne ustalają cztery klasy środowiskowe:− klasa I – środowisko wewnętrzne,− klasa II – środowisko wewnętrzne ogólne,− klasa III – środowisko zewnętrze osłonięte oraz− klasa IV – środowisko zewnętrzne ogólne.Narażenia środowiskowe (z reguły) dzieli się na trzy grupynarażeń: klimatyczne, mechano-kinetyczne oraz elektromagnetyczne.Przypomnijmy, że badania klimatyczne polegają na wykonaniupróby odporności i wytrzymałości na suche gorąco, odpornościna zimno, odporności na zmiany temperatury, wytrzymałości i odpornościna wilgotne gorąco stałe, wytrzymałości i odporności na<strong>Elektronika</strong> 8/<strong>2012</strong>
wilgotne gorąco cykliczne, odporności na wodę, wytrzymałości namgłę solną i dwutlenek siarki.Badania mechano-kinetyczne polegają (między innymi) nasprawdzeniu odporności na uderzenia, odporności na udarypojedyncze, odporności na spadki swobodne, odporności i wytrzymałościna wibracje sinusoidalne oraz szczelności obudowy(odporność na pyły i wodę).Badania kompatybilności elektromagnetycznej polegają nasprawdzeniu odporności na zaburzenia elektromagnetyczne,a w szczególności na narażenie polem elektromagnetycznymo częstotliwości od 80 MHz do 2,7 GHz, narażenie zaburzeniemprzewodzonym indukowanym polem elektromagnetycznym o częstotliwościod 150 kHz do 100 MHz, narażenie udarem napięciowym,narażenie wyładowaniem elektrostatycznym (powietrznymi stykowym), narażenie przez zmiany, uskoki i krótkie przerwynapięcia zasilania.Zgłaszając wyrób do badań i certyfikacji w obszarze systemówzabezpieczania osób i mienia producent powinien jednoznaczniezdefiniować przedmiot certyfikacji oraz wskazać jego parametrytechniczne, w tym stopień zabezpieczenia gwarantowany przezjego wyrób oraz spełnianą klasę środowiskową. Prowadzonebadania mają (między innymi) na celu potwierdzenie spełnieniaokreślonych przez producenta wymagań. Z reguły w dostarczanejdokumentacji nie jest określony stopień zabezpieczenia i klasaśrodowiskowa, a wyspecyfikowane parametry uniemożliwiają jednoznaczneokreślenie tych właściwości.Ze względu na specyfikę systemu alarmowego, którego strukturadostosowywana jest do cech (np. wielkości, ukształtowania)chronionego obiektu oraz rodzaju i wielkości wartości zabezpieczanegomienia, jak wspomniano powyżej, oferowany klientowisystem alarmowy jest podzbiorem pewnego zbioru elementówalarmowych, który na ogół jest zbiorem nadmiarowym. Niektórez jego elementów występują wielokrotnie, a inne różnią się parametramitechnicznymi (np. 8 lub 16 kanałów wyjściowych danegotypu). Typowo zbiór taki stanowią: urządzenie sterujące i obrazujące(centrala), moduły rozszerzenia liczby wejść i/lub wyjść,klawiatury (np. LCD, sensoryczna czy ekran dotykowy), modułykontrolera przejść (np. kontroler dwóch przejść kontroli dostępuz modułem 8 wejść bez zasilacza), moduły interfejsów (np.RS485, TCP/IP, GSM, GPRS, powiadamiania radiowego), zasilaczesystemowe, różnego typu czujniki zbliżeniowe, ruchu,drgań, moduły systemu transmisji alarmu, blokady, przyciskiantynapadowe, obudowy (systemu jako całości lub określonychjego części) oraz sygnalizatory optyczno-akustyczne. Większośćelementów zbioru stanowią pakiety elektroniczne, a elementyzasilania na ogół nie są specyfikowane lub są podawaneich uproszczone specyfikacje (np. bateria 4,5 Ah).Z punktu widzenia procesu badań [12] czy certyfikacji, wyróbmusi być jednoznacznie zidentyfikowany. Właściwą formą identyfikacjiwyrobu jest jego dokumentacja (np. instrukcja użytkowania)opisująca podstawowe właściwości obiektu (jako całości), sposóbjego instalacji, obsługi, konfiguracji oprogramowania oraz zawierającaostrzeżenia dotyczące bezpieczeństwa obsługi. Oczywiściepodstawowe cechy wyrobu, dane techniczne (w tym stopieńzabezpieczenia i klasa środowiskowa) powinny być dokładnieokreślone. Niestety nie wszyscy producenci określają te dane.Zauważmy, że procesie certyfikacji [14] dopuszcza się określeniepewnego rozszerzenia wyrobu o ściśle zidentyfikowane(w zakresie funkcji i liczby, w tym możliwości maksymalnego rozszerzenia)moduły czy pakiety. Dokładna identyfikacja obiektubadań i certyfikacji wynika z konieczności przekazania rzetelnejinformacji potencjalnemu klientowi, który na ogół jest finalnym odbiorcąinformacji zawartych w certyfikacie.Ważniejsze kryteria określające stopieńzabezpieczeniaZabezpieczenie obiektu zależy przede wszystkim od cech funkcjonalnychsystemu alarmowego, tzn. od tego „jak szczelniesystem chroni obiekt”, a tym samym jak trudno będzie pokonaćzabezpieczenia systemu potencjalnemu intruzowi. Skutecznośćzabezpieczenia wynika z odporności systemu na jego celoweunieszkodliwienie i między innymi zależy od jakości elementóworaz architektury systemu. System powinien „równoważyć” wiedzę,doświadczenie i wyposażenie potencjalnego intruza (włamywacza).Odporność na celowe unieszkodliwienie systemuzależy od jego właściwości funkcjonalnych oraz takich cech jaknp.: uprawnienia obsługi, poziomy dostępu, sposoby wykrywaniaintruza, sygnalizowanie zdarzeń, zasilanie, ochrona antysabotażowa,czy monitorowanie połączeń. Oczywiście im mniejsza odpornośćsystemu, tym większe ryzyko ataku i prawdopodobieństwojego powodzenia.Kryteria ustalające stopień zabezpieczenia elementów i systemualarmowego są dostępne w dokumentach normatywnych,niemniej są one zdefiniowane przez liczny zbiór różnorodnychparametrów, zamieszczonych w różnych częściach wielu dokumentów,co utrudnia ich analizę. Z prowadzonych rozmów wynika,że wielu konstruktorów systemów alarmowych nie zna wymagańnormatywnych dotyczących tych wyrobów.Zauważmy, że dla systemu alarmowego warunkiem koniecznymspełnienia kryteriów danego stopnia zabezpieczenia przez system(jako całość) jest spełnienie kryteriów tego stopnia przez poszczególnejego elementy tak, aby każda strefa była zasilana i chronionaco najmniej przez element o danym stopniu zabezpieczenia. Podobnieelementy powiadomienia i sygnalizacji powinny co najmniejspełniać kryteria danego stopnia. Dopuszcza się dublowanie niektórychelementy systemu przez elementy o niższym stopniu, jeślidecyzja o ich zastosowaniu wynika z innych dodatkowych przesłanek,np. realizowanych funkcji stanowiących inny (dodatkowy)rodzaj zabezpieczenia. Oczywiście powyższy warunek koniecznynie w każdym przypadku jest warunkiem wystarczającym.Kryteria kwalifikacyjne przyporządkowujące elementy lub systemalarmowy jako całość do grupy o określonym stopniu zabezpieczeniabazują na różnych cechach tych obiektów. Poniżejomówiono istotne z punktu widzenia badań i certyfikacji cechydecydujące o kryteriach stopnia zabezpieczenia.ZasilanieW dokumencie dotyczącym systemu alarmowego [1] wyróżnia siętrzy typy zasilaczy:– zasilacz typu A – zasilacz podstawowy zasilany z sieci energetycznejwraz zasilaczem rezerwowym doładowywanym z systemu(np. akumulator doładowany wewnętrznie),– zasilacz typu B – zasilanie z sieci energetycznej wraz zasilaczemrezerwowym nie doładowywanym z systemu (np. bateriąnie doładowywaną wewnętrznie),– zasilacz typu C – zasilacz podstawowy o skończonej pojemności(np. bateria bez doładowywania).Zasilacz alarmowy jest bardzo ważnym elementem, któryrównież musi zapewniać określony stopień zabezpieczenia. Jeśliinny element, np. czujka o określonym stopniu zabezpieczaniajest zasilana z zasilacza o niższym stopniu zabezpieczenia, tozespół ten (jako całość) zapewnia tylko ten niższy stopień zabezpieczenia.Zasilacz elementów systemu alarmowego, poza spełnianiempodstawowej funkcji, jaką jest ciągłe dostarczanie energii o określonychparametrach, w zależności od typu i stopnia zabezpieczeniapowinien realizować pewne dodatkowe funkcje umożliwiającewykrycie np.: braku źródła zasilania zewnętrznego,niskiego napięcia baterii, uszkodzenia baterii, niskiego napięciawyjściowego, uszkodzenia zespołu zasilającego. Oczywiściedostępność tych funkcji jest zależna do typu zasilacza i stopniazabezpieczenia, jaki on zapewnia. Głównym kryterium stopniazabezpieczenia zasilacza jest dostępność wymienionych funkcjidodatkowych zasilacza.Zauważmy, że w systemie alarmowym dowolnego stopniastosującym zasilacz typu C jako podstawowe źródło zasilania,minimalny okres gotowości tego zasilania do realizacji podstawowejfunkcji powinien wynosić jeden rok w dowolnych warunkach<strong>Elektronika</strong> 8/<strong>2012</strong> 57
użytkowania. Zasilacz typu C powinien wytwarzać sygnał (lubkomunikat o uszkodzeniu), zanim jego napięcie spadnie poniżejpoziomu wymaganego do normalnego działania systemu.Inne kryteria stopnia zabezpieczenia zasilacza określa wartośćmaksymalnego czasu wykrycia i sygnalizacji niskiego napięciabaterii, wykrywane zdarzeń sabotażu oraz parametr zdarzenia,polegającego na zdjęciu zasilacza z miejsca zamocowania.Cechy jakościowe i ilościowe kryteriów stopnia zabezpieczeniazasilacza alarmowego podano w [9].CzujkaCzujka jest jednym z podstawowych elementów systemu alarmowego.Jej zadaniem jest wykrywanie zmiany stanu obserwowanegozjawiska, a następnie przekazywanie tej informacji do centralisystemu. Z reguły czujka jest detektorem ruchu, drgań, dźwiękulub dowolnej kombinacji tych zjawisk.Głównym kryterium decydującym o stopniu zabezpieczeniadowolnych typów czujek jest wykrywanie określonych zdarzeń,np.: ruchu intruza (1–4), sabotażu (2–4), maskowania (3–4),znacznego ograniczenia zasięgu (4), niskiego napięcia zasilania(3–4), zaniku zasilania (2–4), lokalnego autotestu (3–4) i zdalnegoautotestu (4). W nawiasach podano stopnie, w których wykrywaniedanego zdarzenia jest obowiązkowe. Inne kryteria dzielączujki ze względu na właściwości ochrony antysabotażowej np.:odporność na dostęp do wnętrza czujki, wykrywanie tego dostępu,usunięcie czujki przewodowej (bezprzewodowej) z powierzchnizamocowania, odporność na zmiany i wykrywanie zmian, odpornośćna zakłócenia polem magnetycznym, wykrywanie maskowania.Zauważmy, że z punktu widzenia wymienionych powyżejzdarzeń, centrala systemu alarmowego powinna mieć możliwośćrozróżniania tych zdarzeń i selektywnego przekazywania informacjio ich wystąpieniu (w postaci sygnałów lub komunikatów).Cechy jakościowe i ilościowe kryteriów stopnia zabezpieczeniaróżnych rodzajów czujek podano w [2–6].Sygnalizator akustyczno-optycznySygnalizator jest niedocenianym elementem systemu alarmowego.Poza główną funkcją generacji, w przypadku wystąpieniasygnału alarmu, zmiennego sygnału świetlnego i/lub dźwiękowego(opisaną jako wyzwalanie), powinien również wykonywać inneistotne z punktu zabezpieczenia funkcje. Autorowi nie są znanedostępne w kraju sygnalizatory, które posiadałyby certyfikat(zgodności z normą [8]) wystawiony przez akredytowaną jednostkęcertyfikującą.Główne kryterium stopnia zabezpieczenia sygnalizatora określonodla dwóch typów sygnalizatorów ze zdalnym zasilaniemi bez niego. Kryterium to określa zbiór funkcji, jakie powinien realizowaćsygnalizator danego typu i stopnia np.: sygnał (komunikat)o sabotażu, monitorowania zasilania, monitorowania integralnościpołączenia wyzwalania, lokalny autotest, wejście testuzdalnego. Inne kryteria stopnia zabezpieczenia zasilania dotycząwykrywanych zdarzeń sabotażu, tj.: dostęp do wnętrza obudowy,zdjęcie z miejsca zamocowania, czy penetracja we wnętrzuobudowy, oraz parametru zdarzenia polegającego na wykryciuzdjęcia z miejsca zamocowania. Cechy jakościowe i ilościowekryteriów stopnia zabezpieczenia sygnalizatora alarmowego podanow [8].System alarmowy jako całośćIstotną właściwością systemu alarmowego są ustalone poziomykontroli dostępu dla różnych użytkowników. Standardowow dokumentach normatywnych przyjęto cztery poziomy dostępu:1 – dla każdej osoby, 2 – dla operatora, 3 – dla konserwatoraz firmy alarmowej oraz 4 – dla przedstawiciela producenta urządzenia.Oczywiście dostęp do poziomu 3 i 4 nie jest możliwy bezzezwolenia użytkownika z poziomu 2.Jako zasada – dostęp do kolejnych poziomów wymaga określonegokodu dostępu, którego liczba kombinacji jest jednymz kryteriów stopienia zabezpieczenia (tabela 1).58Tab. 1. Kryterium wg liczby kombinacji poziomu kodu dostępuTabl. 1. The criterion according to the level number of authorization coderequirementsPoziomy dostępu2, 3, 4Stopień 1 Stopień 2 Stopień 3 Stopień 4Klucz logiczny 1 000 10 000 100 000 1 000 000Klucz fizyczny 300 3 000 15 000 50 000Innym ważnym kryterium zapewnienia bezpieczeństwa (niezależnymod stopnia zabezpieczenia) jest rozpoznawane uszkodzeniadetektora zdarzeń, urządzenia sygnalizacji napadu, systemutransmisji alarmu, podstawowego i rezerwowego źródła zasilania,połączeń i sygnalizatora. Nie oznacza to, że elementy te mająbyć wyposażone w specjalne wyjścia sygnalizujące uszkodzenie,niemniej informacja taka powinna być dostępna w systemienp. na podstawie uszkodzenia łączności z danym elementem,stwierdzonej w czasie kontroli okresowej tej łączności. Niekiedy(np. w przypadku uszkodzenia systemu transmisji alarmu) sygnalizowanieuszkodzenia wymagać może dublowania uszkodzonegosystemu transmisji alarmu przez inny system. Oczywiście stanaktywności czujki lub urządzenia sygnalizacji oraz stan uszkodzeniajednego z ww. elementów powinien powodować blokowaniewłączenia systemu (co jest następnym kryterium stopnia zabezpieczenia).Dla wybranych typów detektorów zdarzeń są określonedodatkowe wymagania, np. czujka ruchu o stopniu zabezpieczenia3 lub 4 powinna posiadać środki umożliwiające wykrywaniemaskowania, a czujka ruchu stopnia 4 powinna posiadać środkido wykrywania znaczącej redukcji określonego w wymaganiachzasięgu. W zależności od stopnia zabezpieczenia różne poziomydostępu umożliwiają obejście blokady włączenia [1].Przetwarzanie sygnałów i/lub komunikatów systemu zależyod jego konfiguracji, stanu (włączenie, wyłączenie) oraz rodzajusygnału. Z reguły wyróżnia się sygnały i komunikaty o włamaniu,napadzie, sabotażu, uszkodzeniu. Niezależnie od stopnia zabezpieczeniai stanu systemu (włączony, wyłączony) możliwa powinnabyć sygnalizacja zdarzenia oraz w stanie włączenia systemugeneracja komunikatu do systemu transmisji alarmu. Jednocześniezależnie od stopnia i stanu mogą być generowane sygnałydźwiękowe (wewnętrzne lub zewnętrzne). Z reguły zabronionejest generowanie zewnętrznych alarmów dźwiękowych w przypadkuuszkodzenia.System alarmowy powinien posiadać środki niezbędne dokasowania stanu, który wystąpił w następstwie stanu alarmowaniao intruzie, napadzie, sabotażu lub uszkodzeniu. Dostęp dośrodków kasowania musi być ograniczony do użytkownika z określonympoziomem dostępu. Kryterium to rozróżnia następującestany: alarm włamania lub napadu, sabotaż, uszkodzenie podstawowegoźródła zasilania, uszkodzenie systemu transmisji alarmu,uszkodzenie pozostałych elementów systemu.Elementy systemu alarmowego powinny być wyposażonew środki przeciwsabotażowe, zapobiegające dostępowi do wnętrzatych elementów oraz minimalizujące ryzyko sabotażu. Możliwośćwykrywania sabotażu jest obligatoryjna dla centrali alarmowej,pomocniczego urządzenia sterującego, systemu transmisjialarmu, sygnalizatora i zasilacza. Dla pozostałych elementów systemu(tj. urządzenie sygnalizacji napadu, czujki ruchu, puszkipołączeniowe) opcja ta zależna jest od stopnia zabezpieczeniasystemu jako całości.Oczywiście wymagania na zabezpieczenie przeciwsabotażowezależne są od zapewnianego stopnia zabezpieczenia orazod umiejscowienia danych elementów systemu (na zewnątrzlub wewnątrz) nadzorowanego obszaru. Zależnie od stopnia zabezpieczeniaróżne są wymagania na wykrywanie określonychsposobów sabotażu (np. otwarcia w sposób normalny, usunięciaz zamocowania, penetracji we wnętrzu, zmiany orientacji czujki)oraz monitorowania podmiany elementu systemu.Innym kryterium jest integralność połączeń systemu, którapowinna być weryfikowana w określonych odstępach czasu<strong>Elektronika</strong> 8/<strong>2012</strong>
(tabela 2). W przypadku niemożności sprawdzania łączności powinnybyć generowane odpowiednie sygnały lub komunikaty, alboo znanym uszkodzeniu, albo o sabotażu lub uszkodzeniu.Tab. 2. Kryterium wg parametrów sprawdzania integralności połączeńTabl. 2. The criterion according to the parameters verifying the interconnectionintegrityParametry sprawdzaniaintegralnościMaksymalne dopuszczalneodstępy czasu międzyłącznością okresową sygnałówlub komunikatówMaksymalny czas od odbioruostatniego sygnałulub komunikatuStopień1Stopień2Stopień3Stopień4240 min 120 min 100 s 10 s60 min 20 min 60 s 10 sMożliwość zapisu zdarzeń systemowych w rejestrze zdarzeńjest następną ważną funkcją systemu. Dane rejestru zdarzeń powinnybyć chronione przed przypadkowym lub celowym skasowaniemlub zmianą zawartości. Rejestr zdarzeń powinien miećokreśloną pojemność.System o stopniu zabezpieczenia 2, 3 i 4 powinien zapisywaćoprócz zdarzenia także jego czas i datę. Niedokładność zegara czasupowinna być lepsza niż ±10 min na rok, w temperaturze 20°C.Kryterium dotyczące parametrów rejestru zdarzeń podano w tab. 3.Tab. 3. Kryterium wg parametrów zapisu zdarzeń i pojemność pamięciTabl. 3. The criterion according to the parameters of events recording andmemory capacityParametry zapisu zdarzeńPojemność pamięci – minimalnaliczba zdarzeńMinimalna trwałość zapisuw pamięci po uszkodzeniuzasilania systemu [liczba dni]Stopień1Stopień2Stopień3Stopień4Opcja 250 500 1000Opcja 30 30 30W systemie o stopniu 3 i 4 powinna być przewidziana możliwośćciągłego zapisu zdarzeń. Typowy zbiór rejestrowanych zdarzeń(w zależności od złożoności systemu) może zawierać następująceelementy: Włączenie/częściowe włączenie; Wyłączenie;Stan alarmu napadu; Identyfikacja strefy napadu; Stan alarmuwłamania; Identyfikacja strefy włamania; Stan sabotażu; Identyfikacjaintruza przez czujkę ruchu; Blokada strefy/czujki ruchu intruza/urządzeniasygnalizacji napadu; Odizolowanie strefy/czujkiruchu intruza/urządzenia sygnalizacji napadu; Uszkodzenie czujki;Uszkodzenie urządzenia sygnalizacji napadu; Uszkodzeniepodstawowego źródła zasilania; Uszkodzenie rezerwowego źródłazasilania; Uszkodzenie połączeń wewnętrznych; Uszkodzeniesystemu transmisji alarmu; Uszkodzenie sygnalizatora; Obejścieblokady stanów włączenia; Wymaganie wymiany baterii; Obejściestrefy/czujki; Zmiany dotyczące czasu i daty; Zmiany danych konfiguracyjnych.Zasilacz systemu alarmowego powinien dostarczać energięelektryczną elementom systemu w każdych warunkach łącznie.Dostarczana energia powinna zasilać elementy systemu i niezależniedoładowywać akumulatory. Przełączenie zasilania z zasilaczapodstawowego na źródło rezerwowe nie powinno wytwarzaćstanu alarmu ani zmieniać stanu funkcjonowania systemu. Czaspodtrzymania zasilania ze źródła rezerwowego jest różny, zależyod stopnia zabezpieczenia i typu zasilacza (tabela 4).W systemach alarmowych 3 i 4 stopnia, w których uszkodzeniapodstawowego źródła zasilania są zgłaszane w alarmowym centrumodbiorczym, czas gotowości zasilacza rezerwowego możebyć dwukrotnie krótszy niż podano w tabeli 4. Cechy jakościowei ilościowe kryteriów stopnia zabezpieczenia systemu alarmowegojako całości podano w [1].Tab. 4. Kryterium wg typu i parametrów zasilacza rezerwowegoTabl. 4. The criterion according to the type and parameters of alternativepower supplyTypy zasilaczy – parametrPodsumowanieW przypadku wyrobów, które pełnią odpowiedzialne funkcje np.zabezpieczające, wykonywanie badań i ich certyfikacja w akredytowanejjednostce stały się koniecznością. Dotyczy to równieżelementów i systemów alarmowych. Niestety wiele z tych wyrobów(dostępnych się na krajowym rynku) nie posiada odpowiednichcertyfikatów i nie spełnia podstawowych wymagań funkcjonalnych.Powyższe powoduje, że wiele instalowanych systemów alarmowychjest nieskutecznych (tj. są one nieodporne na różnego typunarażania), co zwiększa ryzyko ataku na chronione nimi obiekty.Producent (importer) starający się o uzyskanie certyfikatu musijednoznacznie zidentyfikować swój wyrób, gdyż certyfikat dotyczytylko tego typu wyrobu, a nie różnych jego modyfikacji. Jeślidopuszczalne są rozszerzenia funkcjonalności, to muszą one byćjednoznacznie określone w wystawianym certyfikacje. Definicjawyrobu dotyczy określenia jego części składowych, przeznaczenia,parametrów funkcjonalnych, w tym określenia stopnia zabezpieczeniazapewnianego przez wyrób i klasy środowiskowej.Zmodyfikowany (np. przez niewprawnego instalatora) wyrób niemusi zapewniać określonego w certyfikacie stopnia zabezpieczeniaczy klasy środowiskowej.Zauważmy również, że stopień zabezpieczenia wielu elementówalarmowych (np. central, czy zasilaczy alarmowych) jestokreślany dla pełnej konfiguracji sprzętowej danego elementu.Przy zastosowaniu w innej konfiguracji, tzw. tańszej (z reguły)nie są spełnione wymagania danego stopnia (np. sposób zaprogramowaniacentrali alarmowej ma znaczący wpływ na spełnieniewielu kryteriów stopnia zabezpieczenia). Nie spełnianieprzez parametry funkcjonalne pewnych wymagań, które określająstopień zabezpieczenia, może prowadzić do powstawania tzw.„fałszywych alarmów”, a w konsekwencji do podważenia wiarygodnościfunkcjonowania całego systemu alarmowego.LiteraturaStopień1Stopień2Stopień3Stopień4Typ A – czas gotowość 12 h 12 h 60 h 60 hTyp A – max czas doładowania 72 h 72 h 24 h 24 hTyp B – czas gotowość 24 h 24 h 120 h 120 h[1] PN-EN 50131-1:2009 Systemy alarmowe – Systemy sygnalizacji włamaniai napadu – Część 1: wymagania systemowe. PKN, Warszawa 2009.[2] PN-EN 50313-2-2:2009 Systemy alarmowe – Systemy sygnalizacjiwłamania i napadu – Część 2–2: czujki sygnalizacji włamania, pasywneczujki podczerwieni. PKN, Warszawa 2009.[3] PN-EN 50313-2-3:2009 Systemy alarmowe – Systemy sygnalizacjiwłamania i napadu – Część 2–3: wymagania dotyczące czujek mikrofalowych.PKN, Warszawa 2009.[4] PN-EN 50313-2-4:2009 Systemy alarmowe – Systemy sygnalizacjiwłamania i napadu – Część 2–4: wymagani dotyczące dualnych czujekpasywnych podczerwieni i mikrofalowych. PKN, Warszawa 2009.[5] PN-EN 50313-2-5:2009 Systemy alarmowe – Systemy sygnalizacjiwłamania i napadu – Część 2–5: wymagani dotyczące dualnych czujekpasywnych podczerwieni i ultradźwiękowych. PKN, Warszawa 2009.[6] PN-EN 50313-2-6:2009 Systemy alarmowe – Systemy sygnalizacjiwłamania i napadu – Część 2–6: czujki stykowe rozwierne (magnetyczne).PKN, Warszawa 2009.[7] PN-EN 50131-3:2010 Systemy alarmowe – Systemy sygnalizacji włamaniai napadu – Część 3: urządzenia sterujące i obrazujące.[8] PN-EN 50131-4:2010 Systemy alarmowe – Systemy sygnalizacji włamaniai napadu – Część 4: sygnalizatory.[9] PN-EN 50131-6:2009 Systemy alarmowe – systemy sygnalizacji włamaniai napadu – Część 6: Zasilanie.[10] PN-EN 50130-4:<strong>2012</strong> Systemy alarmowe – Część 4: Kompatybilnośćelektromagnetyczna – Norma dla grupy wyrobów: Wymagania dotycząceodporności urządzeń systemów sygnalizacji pożarowej, sygnalizacjiwłamania, sygnalizacji napadu, CCTV, kontroli dostępu i osobistych.[11] PN-EN 50130-5:<strong>2012</strong> Systemy alarmowe – Część 5: Próbyśrodowiskowe.[12] Gliński, K. Wach A.: Badanie stopnia zabezpieczenia gwarantowanegoprzez systemy alarmowe. <strong>Elektronika</strong> (XLVII) nr 8/2007 str. 112–115.[13] Wach A.: Testowanie funkcjonalne czujki dualnej – elementu systemuzabezpieczenia obiektu o wysokim ryzyku. <strong>Elektronika</strong> (L) nr 1/2009str. 133–137.[14] Borkowska M.: Kryteria oceny jakości bezprzewodowych systemów alarmowych<strong>Elektronika</strong> (XLVII) nr 8/2007 str. 116–119.<strong>Elektronika</strong> 8/<strong>2012</strong> 59
Wybrane problemy wizyjnej analizy parametrówgeometrycznych oraz właściwości powierzchniowychpróbki dla oceny typu koksu metodą Gray-Kingadr inż. Jerzy Zając, mgr inż. Marcin Karliński, mgr inż. Wiesław Małkiński<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaW artykule przedstawiono wybrane problemy wizyjnej analizy parametrówpróbki dla oceny typu koksu metodą Gray-Kinga. Metodęanalizy typu koksu, która została zaimplementowana w analizatorze,określa norma [5].Oznaczanie typu koksu, będącego produktem spiekania dokonujesię dotychczas na podstawie wizualnej oceny jego kształtu, poprzezporównanie z kształtami wzorcowymi, a także na podstawieoceny właściwości fizycznych koksu (kruchość, łamliwość, liczbakawałków, na które ulega on rozpadowi przy niewielkim obciążeniu,twardość, charakter przełomu, dźwięk wydawany przy pocieraniuitp.). Ocena taka, zwłaszcza w części wizualnej jest w dużej mierzeszacunkowa i zawiera w sobie szereg czynników subiektywnych.Opracowany analizator umożliwia uzyskanie dobrej powtarzalnościoraz niezawodności kontroli poprzez wprowadzenie ocenyilościowej oraz wyeliminowanie czynników subiektywnych w trakciebadania. Oprogramowanie analizatora zrealizowane zostałow zintegrowanym środowisku wizyjnym eVision firmy Euresys,przeznaczonym do akwizycji, przetwarzania i analizy obrazów.Odniesienie do normMetodę oznaczania typu koksu, kształt i wielkość próbek orazsposób ich przygotowania określa norma [5]. Zasada metody polegana równomiernym ogrzewaniu próbki węgla o masie 20 g dotemperatury 600ºC w znormalizowanych warunkach (jeśli zachodzipotrzeba, z dodatkiem substancji inertnych) i oznaczaniu typuotrzymanego koksu przez porównanie go z wzorcową skalą typówkoksu. Typ otrzymanego koksu ustala się przez porównaniego ze skalą wzorców w przedziale od A do G (rys. 1).Typ koksu60ABCDEFGG1G2Wzorce typów koksuRys. 1. Wzorce typów koksu według normy PN-84 G-04519 (wzorcezbinaryzowane)Fig. 1. Coke type patterns according to the standard PN-84 G-04519(binarized patterns)System akwizycji obrazówNa rysunku 2 przedstawiono schemat ideowy analizatora. Układakwizycji obrazu składa się z kamery z obiektywem połączonejz komputerem PC oraz zestawu oświetlaczy. Kamera umieszczonajest na statywie umożliwiającym zmianę odległości przedmiotowejw zakresie 200…420 mm.KartaframegraberaSystemkomputerowyKamera CCDlub CMOSZespółobiektywuFiltrPróbkaOświetlacz główny(backlight)Rys. 2. Schemat ideowy analizatoraFig. 2. The block diagram of analyserOświetlacz pomocniczy(dark field)Do realizacji modułu optoelektronicznego laboratoryjnego stanowiskabadawczego zastosowano megapikselową, monochromatycznąkamerę cyfrową o rozdzielczości: 1380×1030 pikselii szybkości akwizycji 25 obrazów/sekundę. Do sprzężenia kameryz zasobami komputera PC zastosowano kartę framegrabbera.Podstawową funkcją stanowiska akwizycji obrazów analizatorajest dostarczenie obrazów, umożliwiających pomiar parametrówgeometrycznych próbki. Do tego celu wybrano oświetleniew świetle przechodzącym typu backlight umożliwiająceobserwację cienia próbki. Zastosowane oświetlenie umożliwiapozyskanie dobrej jakości obrazu o dużym kontraście. Dodatkowąfunkcją, która może być realizowana przez analizator, jestanaliza jednorodności powierzchni próbki. Do tego celu zastosowanooświetlenie w polu ciemnym (typu dark field) na bazieoświetlacza pierścieniowego LED. Rozwiązanie takie daje możliwośćwprowadzenia jednolitego i stabilnego w sensie geometrycznymi czasowym systemu oświetlenia dla wszystkich badanychpróbek, ułatwiając proces porównywania ich ze sobą.Dodatkowo specyfika zastosowanego oświetlenia uwydatniacechy powierzchniowe próbek sprawiając, że możliwe jest zaobserwowanierys, pęknięć, kraterów itp. na powierzchni próbki.Pozwala to na ocenę jednorodności powierzchni oraz dostarczadodatkowych informacji charakteryzujących badaną próbkę koksu,do których odwołuje się norma.Na rysunku 3 przedstawiono zestawienie kilku zdjęć próbekkoksu o bardzo zróżnicowanej strukturze powierzchni.Analiza parametrów geometrycznych próbkiAnaliza parametrów geometrycznych próbki jest podstawowymtrybem pomiarowym analizatora. Widok ekranu analizatorapracującego w tym trybie przedstawiono na rys. 4.<strong>Elektronika</strong> 8/<strong>2012</strong>
Widok analizowanej próbki przedstawiono w górnym lewym roguekranu. Analizie podlega fragment próbki w obrębie ustawianegointeraktywnie obszaru zainteresowania ROI (Region of Interest).Obszar ten eliminuje z analizy brzegowe fragmenty próbek, któremogłyby zakłócić analizę grubości próbki. W prawym dolnymnarożu ekranu przedstawiono zestaw wszystkich koksów wzorcowychzdefiniowanych przez normę PN-84/G-04519.W trybie programowania wzorców dla każdego z nich jest wyznaczanywektor cech podstawowych, na który składają się:• pole powierzchni przekroju próbki,• szacunkowa objętość próbki,• średnia szerokość próbki,• odchylenie standardowe szerokości próbki,• maksymalna szerokość próbki,• minimalna szerokość próbki,• rozstęp szerokości próbki (różnica między wartością maksymalnąa minimalną),• stosunek szerokości maksymalnej do minimalnej wyrażonyw procentach,• długość próbki.W trybie pomiarowym analogiczny wektor wyznaczany jestdla badanej próbki. Porównanie wektorów cech badanej próbkiz wektorami wzorcowymi pozwala na sklasyfikowanie badanejpróbki do jednej z grup: typ koksu A, B, C,D,E, F, G, G1, G2.O przynależności próbki do danej grupy decydują także dodatkowewłaściwości fizyczne koksu (kruchość, łamliwość, liczbakawałków, na które ulega on rozpadowi przy niewielkim obciążeniu,twardość, charakter przełomu, dźwięk wydawany przypocieraniu itp.).Rys. 3. Zróżnicowana struktura powierzchni koksuFig. 3. Differential structure of coke surfaceRys. 4. Widok ekranu – pomiar parametrów geometrycznych próbkiFig. 4. The view of screen – measurement of geometric features of sample<strong>Elektronika</strong> 8/<strong>2012</strong> 61
Średnia szerokość oraz odchylenie standardowe szerokości próbki [pix]200.00180.00160.00140.00120.00100.0<strong>08</strong>0.0060.0040.0020.000.000 1 2 3 4 5 6 7 8 9 10A B C D E F G G1 G2Typ koksuRys. 5. Średnia szerokość oraz odchylenie standardowe szerokościpróbki (wzorce)Fig. 5. Average width and width standard deviation of sample (patterns)Pole przekroju probki [pix]20000018000016000014000012000010000<strong>08</strong>000060000400002000000 1 2 3 4 5 6 7 8 9 10A B C D E F G G1 G2Typ koksuRys. 6. Pole przekroju próbki (wzorce)Fig. 6. Cross-section area of sample (patterns)Na rysunku 5 przedstawiono wykres średniej szerokości orazodchylenia standardowego szerokości wzorców dla poszczególnychwzorców koksu.Na rysunku 6 przedstawiono zależność pola przekroju próbkiod numeru wzorca typu koksu.Ze względu na to, że w pewnym zakresie typów wzorcowychkoksu (np. C, D, F, G) istnieje dosyć małe zróżnicowanie ichpodstawowych parametrów związanych z szerokością, wprowadzonododatkowe metody oceny próbki oparte na analizie porównawczejwykresów projekcji szerokości próbki (rys. 7) orazhistogramów szerokości próbki (rys. 8). Histogram szerokościpróbki przedstawia rozkład wartości szerokości cząstkowychpróbki w zakresie od szerokości minimalnej do maksymalnej.Metody te mogą okazać się pomocne przy rozróżnianiu niektórychtypów próbek.Na rysunku 9 przedstawiono zestawienie widoków próbek orazwykresów szerokości i histogramów szerokości próbek. Analizaprzeprowadzona została w odniesieniu do obszarów ROI (Regionof Interest) zaznaczonych na rysunku. Badaniu poddano wybranepróbki wzorcowe (typu A, D i G2).Dla poszczególnych próbek zaobserwować można dużezróżnicowanie charakteru wykresów szerokości próbki oraz histogramów.W specyficznych przypadkach analizy, gdy standardoweparametry oceny szerokości próbki, takie jak: szerokośćśrednia, minimalna i maksymalna czy odchylenie standardowenie są wystarczające do sklasyfikowania próbki do określonejgrupy pomiarowej, analiza porównawcza wykresów projekcji62Rys. 7. Widok wykresów projekcji pionowej i poziomej próbkiFig. 7. The view of vertical and horizontal projection graphs of sampleRys. 8. Widok histogramu szerokości próbkiFig. 8. The view of width histogram of samplepionowej oraz histogramów może stanowić dodatkowe cennenarzędzie, pomagające dokonać klasyfikacji próbki do określonejgrupy.Analiza właściwości powierzchniowychpróbkiTen tryb pracy jest trybem pomocniczym i służy do porównawczejanalizy stanu powierzchni badanej próbki i próbki uznanej za reprezentatywnądla danego typu koksu.Analizowany obszar próbki i wzorca można ograniczyć zmieniającinteraktywnie obszary ROI. Obraz można obserwowaćw postaci rzeczywistej lub zbinaryzowanej z interaktywnie ustawianymprogowym poziomem binaryzacji (rys. 10, 11).Zgrubna analiza podobieństwa badanych powierzchni opierasię na:• analizie histogramów jasności (wartości minimalnej, maksymalnej,średniej, odchylenia standardowego, kształtu histogramu),• analizie wektorów projekcji pionowej jasności.Ten tryb pracy może się okazać przydatny do oceny jednorodnościpowierzchni, pęknięć, rys, porów na powierzchni próbki,do których odwołuje się także norma PN-84/G-04519 jakododatkowych kryteriów klasyfikacji próbek. Z wyjątkiem ścisłejoceny ilościowej, wynikającej z porównania wartości minimalnej,maksymalnej, średniej oraz odchylenia standardowego jasnościanalizowanych ROI, analiza prowadzona jest w sposób intuicyjnyz uwzględnieniem podobieństwa histogramów jasności i wektorówprojekcji pionowej.<strong>Elektronika</strong> 8/<strong>2012</strong>
Widok próbki oraz obszaru ROIWykres szerokości próbki (ROI)Histogram szerokości próbki (ROI)1A2D3G2Rys. 9. Przykłady widoków oraz wykresów szerokości i histogramów szerokości próbekFig. 9. Examples of view and graphs of width and width histogram of samplesRys. 10. Widok powierzchni próbek P1 i P2 – obraz rzeczywisty przyoświetleniu typu darkfieldFig. 10. The view of surface of samples P1 and P2 – real image fordark field illuminationRys. 11. Widok powierzchni próbek P1 i P2 – obraz po binaryzacjiprzy oświetleniu typu darkfieldFig. 11. The view of surface of samples P1 and P2 – binarized imagefor dark field illumination<strong>Elektronika</strong> 8/<strong>2012</strong> 63
Próbki P1 i P2Rys 12. Porównanie stanu powierzchni próbek P1 i P2 (ROI, histogramyjasności,wektory projekcji)Fig. 12. Comparison of surfaces of samples P1 and P2 (ROI, brightnesshistograms, projection vectors)Na rysunku 12 przedstawiono zestawienie wyników porównaniastruktury powierzchni próbek P1 i P2. Różne właściwościpowierzchniowe badanych próbek znajdują odzwierciedleniew mocno zróżnicowanych wartościach podstawowych danychstatystycznych, jak również w różnych kształtach histogramówjasności oraz wykresów wektorów projekcji jasności.PodsumowanieAnalizator opisany w artykule umożliwia uzyskanie dobrej powtarzalnościoraz niezawodności kontroli poprzez wprowadzenieoceny ilościowej oraz wyeliminowanie czynników subiektywnychw trakcie badania. Zapewnia również możliwość dokumentowaniawyników badań (łącznie ze zdjęciami badanego koksu),w celu późniejszego porównywania, przetwarzania czy analizystatystycznej. Analiza kształtu próbki oraz stanu jej powierzchnijest jednak tylko jednym z kryteriów klasyfikacji badanej próbki.Pozostałe kryteria wynikają z oceny właściwości fizycznych koksu(kruchość, łamliwość, liczba kawałków, na które ulega on rozpadowiprzy niewielkim obciążeniu, twardość, charakter przełomu,dźwięk wydawany przy pocieraniu itp). W tym sensie analizatornie umożliwia kompleksowej oceny próbki z punktu widzeniawszystkich jej właściwości.Analizator opisany w artykule może być stosowany w specjalistycznychlaboratoriach zajmujących się badaniami paliw stałych.Dziedziny techniki, w których mogą być zastosowane wyniki pracyto: energetyka, metalurgia oraz inżynieria materiałowa.Literatura[1] Tadeusiewicz R., Korohoda P.: Komputerowa analiza i przetwarzanieobrazów. Wydawnictwo Fundacji Postępu Telekomunikacji, Kraków,1997.[2] Grzybek M. i in.: Automatyczne wyznaczanie temperatury spiekaniamas formierskich metodą analizy zmian kształtu próbki. Część I – podstawyteoretyczne. Prace PIE, Nr 131, str. 16–30, Warszawa, 1997.[3] Grzybek M. i in.: „Automatyczne wyznaczanie temperatury spiekaniamas formierskich metodą analizy zmian kształtu próbki. Część II– doświadczalna. Prace PIE, Nr 131, str. 31–39, Warszawa, 1997.[4] Ambroziak R., Ordyłowski M.: Nowa metoda wyznaczania temperaturypunktów charakterystycznych przemian fazowych. Prace PIE,Nr 148, str. 68–85, Warszawa, 2003.[5] Norma PN-84 G-04519 Węgiel kamienny. Oznaczanie typu koksumetodą Gray-Kinga.[6] Małkiński W. i in.: Analizator do wyznaczania punktów charakterystycznychprzemian fazowych z systemem wizyjnym. <strong>Elektronika</strong>,Nr 7/2010, str. 222–224, Warszawa, 2010.[7] Małkiński W., Zając J., Karliński M.: Układ do akwizycji obrazóww procesach wysokotemperaturowych. <strong>Elektronika</strong>, Nr 7/2010,str. 222–224, Warszawa, 2010.[8] Małkiński W. i in.: Wybrane problemy analizy kształtu próbkiw urządzeniu do wyznaczania punktów charakterystycznych przemianfazowych. <strong>Elektronika</strong> nr 7/2011, str. 140–145, Warszawa, 2011.Wykorzystanie technologii organicznych diodelektroluminescencyjnych do budowy źródeł światładr Grażyna Kozioł, mgr inż. Kamil Janeczek, mgr inż. Aneta Araźna,mgr inż. Konrad Futera, mgr inż. Wojciech Stęplewski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaDiody OLED (Organic Light Emitting Diode) są nowatorskimi przyrządamielektronicznymi, formowanymi na bazie cienkich warstworganicznych o grubości około 100 nm. Ten stosunek wymiarówpowoduje, że uważa się je praktycznie za przyrządy dwuwymiarowe.Diody OLED będą pracować przy bardzo niskich napięciachrzędu 3…5 V. Dlatego wprowadzenie diod OLED jako źródełświatła w zastosowaniach dotyczących powszechnego oświetleniama znaczenie rewolucyjne i spowoduje zasadnicze przesunięcienadrzędnych priorytetów w przemyśle oświetleniowym.Budowa OLED64Intensywne prace badawcze dotyczące materiałów, procesówi konstrukcji diod emitujących światło, zbudowanych z organicznychwarstw półprzewodnikowych rozpoczęto kilka lat temu.Jeszcze stosunkowo niedawno wydawało się, że białe półprzewodnikowediody elektroluminescencyjne LED były najwyższymosiągnięciem w tym obszarze. Przeszkodą w ich upowszechnianiustają się nie tylko wysoki koszt produkcji, ale także ograniczeniatechnologiczne związane z materiałami nieorganicznymi(m.in. problemy z dalszą miniaturyzacją). Obecnie naukowcy kierująswoją uwagę w stronę materiałów organicznych. W odróżnieniuod elektroniki tradycyjnej, w której ze względu na kolektywnycharakter zjawisk elementy aktywne nie mogą mieć rozmiarówatomowych, w elektronice organicznej można operować nawetna pojedynczych cząsteczkach. Chemia organiczna pozwala narealizację zamówień na materiały funkcjonalne, które są złożonez cząsteczek zaprojektowanych i przeznaczonych do wykonywaniaokreślonych funkcji. W rezultacie będzie można wykonywać,dzięki organicznym diodom luminescencyjnym OLED, nowatorskieźródła światła bardziej energetycznie efektywne niż istniejąceobecnie źródła światła.Dioda OLED jest przyrządem bazującym na konwersji energii(przemiana prądu elektrycznego na światło). Jest bardzo cienka,o dużej powierzchni i praktycznie można ją uważać za przyrząddwuwymiarowy. Zbudowana jest z materiałów podłożowych, elektrodi funkcjonalnych warstw organicznych (rys. 1). Wszystkie do-<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 1. Schemat struktury diody OLEDFig. 1. Schema of OLED structuretychczas wykorzystywane materiały w badaniach nie zagrażająśrodowisku (m.in. nie zawierają rtęci).Po przyłożeniu napięcia następuje wstrzyknięcie ładunków(wykonanych z metalu o niskiej pracy wyjścia elektronu, np. Mg)do warstw organicznych. Grubość takiej warstwy jest bardzo mała– rzędu 100 nm. W warstwie tej napięcie np. 10 V generuje silnepole elektryczne. Ponadto pole wewnątrz warstwy organicznejjest spotęgowane przez niewielką ruchliwość nośników ładunku,które rozpraszają się wolno utrzymując ładunek przestrzennyprzy granicach warstw. Przez warstwę organiczną płynie więcprąd. Transport ładunku polega tu na przekazywaniu elektronówmiędzy sąsiadującymi cząsteczkami.Elektrony są transportowane od katody przez orbitalne LUMO,a dziury – od anody przez orbitalne HOMO cząsteczek. Cząsteczkaz dodatkowym elektronem na orbitalu LUMO i cząsteczka, którejbrakuje elektronu na orbitalu HOMO, rekombinują generującwzbudzenie. Światło diod OLED zazwyczaj nie pochodzi ze stanówwzbudzonych powstających bezpośrednio w rekombinacji,bowiem w ciałach stałych wzbudzenia mają charakter zdelokalizowany(zwłaszcza w polimerach) i mogą swobodnie przemieszczaćsię z cząsteczki pierwotnie wzbudzonej na inną, a potem nanastępną itd. Efektywność transportu ładunków jest kluczowymelementem do zapewniającym uzyskanie dobrego działania.Wędrujące wzbudzanie nosi nazwę ekscytonu; w zależnościod jego typu występują ekscytony singletowe i trypletowe. DiodyOLED świecą dzięki promienistej dezaktywacji ekscytonów w innymprzestrzennie miejscu warstwy. W celu zwiększenia wydajnościdiody, do warstwy emisyjnej wprowadza się cząsteczki silnieświecących barwników, które przejmują energię ekscytonówi emitują własne światło.Elektrody w diodach OLED wytwarza się najczęściej z następującychmateriałów:● anodę stanowi ekstremalnie cienka warstwa tlenku indu i cynku(ekstremalnie cienka, ponieważ musi być optycznie przezroczysta).● katodę wykonuje się z metali takich jak: Mg, Li, ich stopy z Agi w niektórych przypadkach Al [1– 4].Wraz ze wzrostem wymagań na elastyczne źródła światła,tendencją do drukowania warstw funkcjonalnych z roztworóworaz z uwagi na zmniejszające się zasoby indu następuje intensyfikacjabadań nad opracowaniem przezroczystej elektrody. Badaniadotyczą zastosowań: materiałów organicznych o wysokiejprzewodności poly-(4,3-ethylene dioxythiophene):poly(styrenesulfonate)(PEDOT:PSS), nanorurek węglowych, grafenu, tlenkugrafenu, mieszanin nanorurek węglowych i grafenu oraz warstwnanodrutów metaliczych (Ag, Ni) [5–7].Jako materiał podłożowy stosowane są powszechnie szkłooraz elastyczne folie polimerowe PET (polyethylene terephthalate)i PEN (polyethylene naphthalate). Obecnie prowadzone sąbadania nad zastosowaniem foli stalowych. Materiały stalowemają szereg zalet jako podłoże do nowych źródeł światła, są bowiemelastyczne, mogą być wytwarzane w technologii R2R (rollto roll) oraz stanowią doskonałe bariery przed przenikaniem tlenui wilgoci oraz dobrze odprowadzają ciepło.Jako warstwy funkcjonalne stosuje się znacząco zróżnicowanąszeroką gamę materiałów organicznych. Wyodrębnia się zwyklenastępujące grupy:● polimery i niskocząsteczkowe związki organiczne, które transportująwtryskiwane ładunki do strefy rekombinacji. Polimeramitransportującymi ładunki są najczęściej polimery koniugowane,takie jak np. pochodne poli(fenylowinylenu) (PPV). Niskocząsteczkowezwiązki organiczne obejmują podstawione aminyaromatyczne, do transportu „dziur”, i szeroko zróżnicowanągamę wielopierścieniowych kompleksów aromatycznych charakteryzującychsię wysokim powinowactwem elektronowym,do transportu elektronów.● domieszki fluoroscencyjne lub fosforencyjne (zyskujące popularnośćw ostatnio referowanych badaniach), które emitująświatło,● domieszki modyfikujące wtrysk ładunku, takie jak przewodzącepolimery (w pobliżu anody) i sole, np. LiF lub CsF (w pobliżukatody).Chemia organiczna oferuje nieskończenie wiele różnorodnychstruktur i dlatego możliwość wyboru transporterów ładunku, emiterówlub innych domieszek jest praktycznie nieograniczona.Materiały organiczne wykorzystywane w diodach OLED mająrównież tę zaletę, że warstwy funkcjonalne mogą być nanoszonez roztworów wodnych lub rozpuszczalnikowych. Pozwala tona wykorzystanie między innymi nowej obiecującej alternatywytechnologicznej, jaką jest technika druku atramentowego, któradaje istotną poprawę wydajności procesu, uproszczenie procesuwytwórczego przez eliminację systemów optycznych i fotomasekoraz znaczące zmniejszenie kosztów produkcji [9 –18].Diody OLED mają zazwyczaj bardzo szerokie pasmo emisji,dzięki temu świetnie nadają się do zastosowań, gdzie białeświatło z wysokim współczynnikiem oddawania barw (CRI ColorRendering Index) jest potrzebne. Białe światło jest uzyskiwanepoprzez stosowanie pięciu podstawowych metod:● nakładanie jednej warstwy, która zawiera mieszaninę dwóchlub więcej barwników (emitery) lub polimerów, które emitująróżne barwy,● nakładanie trzech warstw emisyjnych, każda innego koloru(zielony, czerwony, niebieski),● stosowanie „horyzontalnie ułożonych” pixeli emitujących –analogowe wyświetlacze LCD,● stosowanie kompleksów monomer-excimer,● stosowanie niebieskiego emitera o wysokiej skutecznościświetlnej i związków fosforowych [1].W pracach na skalę doświadczalną do nakładania materiałówpolimerowych z roztworów wykorzystuje się najczęściej technikęnakładania obrotowego (spin coating) lub technikę druku atramentowego(ink jet printing) [19–21]. W niektórych ośrodkachbadawczych sprawdzana jest możliwość wykorzystania tańszychi bardziej wydajnych technik, jak np. druk sitowy. Niektóre opracowaniawskazują na możliwość nakładania techniką druku sitowegowarstw organicznych o grubości rzędu 15 nm i chropowatościpowierzchni poniżej 1,5 nm.Niemniej jednak największe zainteresowanie wzbudza technikadruku atramentowego ze względu na swoją prostotę działania,kompatybilność z różnymi podłożami, możliwość nanoszeniawzorów w sposób bezkontaktowy i bez stosowania maski, niskietemperatury procesu oraz małe koszty. W procesie tym krople sąwyrzucane przez mały otwór dyszy w wybrane miejsce na podłożuw celu utworzenia obrazu. Naładowane krople opuszczającdyszę są kierowane albo na podłoże albo w kierunku systemurecyrkulacji atramentu, zależnie od narzuconego pola elektrycznego.Drukarka atramentowa może wytworzyć wymagany wzórna różne podłoża, np. folię poliestrową lub papier w ciągu kilkusekund z bardzo dobrą rozdzielczością.Dwa czynniki, które wymagają badania i optymalizacji to lepkość,zależna od zawartości części stałych w roztworze, i napięciepowierzchniowe. Niewielkie zmiany tych dwóch parametrówwpływają drastycznie na przebieg procesu i jego powtarzalność.<strong>Elektronika</strong> 8/<strong>2012</strong> 65
Lepkość atramentu nie jest zwykle mniejsza niż 20 cP. Z tego powoduatramenty polimerowe powinny być odpowiednio rozcieńczanedo 1…2% masy. Napięcie powierzchniowe zwykle wynosiok. 30 nN/m. Przy wyższym napięciu powierzchniowym krople niemogą być wyrzucane prawidłowo. W wielu ośrodkach prowadzisię modelowanie formowania kropli w funkcji właściwości atramentu.W źródłach literaturowych dostępne są dane dotyczącewykorzystywania druku atramentowego w produkcji diod OLEDi organicznych tranzystorów cienkowarstwowych. Jest to najczęściejstosowana technika do formowania wzorów z materiałówprzewodzących, półprzewodzących i izolacyjnych, możliwych donakładania z roztworów.Dioda OLED może się składać z wielu warstw. Kolejne wewnętrznewarstwy tworzą się w trakcie procesów suszenia lubutwardzania. Defekty lub nieregularności w każdej z tych warstwbędą prowadzić do niehomogenicznego strumienia światła zewzględu na lokalne zmiany gęstości prądu. W najgorszym przypadkunieregularności będą prowadzić do uszkodzenia diody.Dużą uwagę w literaturze fachowej poświęca się czasowi życiadiody OLED zarówno, jeżeli chodzi o jej stabilność w czasiepracy, jak i wpływ środowiska, w którym pracuje lub jest magazynowana.Badania prowadzone w różnych ośrodkach światowychwskazują na fakt, że przyrządy OLED muszą być zabezpieczaneprzed nadmiarem wilgoci i tlenu także w czasie magazynowania.W wysokich temperaturach rozszerzalność cieplna w pobliżutemperatury zeszklenia Tg może spowodować zniszczenie przyrządu.Katody stosowane w diodach OLED są bardzo reaktywnei powinny być zabezpieczane. Słabym punktem jest połączeniena styku metal-polimer. Degradacja tego połączenia ograniczaczas życia nawet, jeżeli przyrząd nie pracuje [22, 23].Zakres badańW artykule przedstawiono wyniki badań wpływu zastosowanychpodłoży, materiałów o właściwościach emisyjnych oraz katodna właściwości wytwarzanych organicznych diod elektroluminescencyjnych.Związek PEDOT:PSS stosowano jako materiał transportującydziury (HIL), związki: MEH-PPV, BEHP-co-MEH-PPV, poly(9,9-di-n-dodecylfluorene) lub poly(FV-co-MEHPV) stosowano jakozwiązki emisyjne (EML). Warstwy HIL i EML nakładano z roztworów(rozpuszczalnikiem był ksylen) metodą powlekania obrotowego(SpinCoater). Katodę stanowiła warstwa aluminium (Al)naparowywana próżniowo lub stopu eutektycznego GaIn nakładanapędzelkiem. Jako anodę stosowano warstwę tlenku indowo-cynowego(ITO) naniesioną na folię PET o oporności warstwyITO 60 i 100 Ω/□ oraz ITO naniesione na szkło o opornościwarstwy 70...100 Ω/□. Wymiary próbek wykonywanych na szkle:25×25×1,1 mm i 30×30 mm na foliach polimerowych.Na rysunku 2 przedstawiono schematy struktur OLED stosowanychw badaniach.a)klejb)Rys. 2. Struktury próbek OLED stosowanych w badaniachFig. 2. Structures of investigated OLEDs66podłoże (PET)EML (np. MEH-PPV)HTL (PEDOT-PSS)podłoże (PET lub szkło)EML (np. MEH-PPV)HTL (PEDOT-PSS)podłoże (PET lub szkło)warstwa przewodząca (ITO)katoda (GaIn eutektyk)anoda (ITO)katoda (pasta Ag lub Al,naparowane Al lub Ag )anoda (ITO)Przed nakładaniem warstw przewodzących warstwa tlenkuITO na podłożu PET lub szklanym była czyszczona w etanolu,a następnie suszona i wygrzewana na płycie grzejnej w temperaturze80°C przez 10 min. Na tak przygotowaną powierzchnięITO za pomocą powlekacza obrotowego (SpinCoater WS 65023NPP) nakładano z roztworów ksylenu warstwy HTL i emitującąświatło EML. Stosowano następujące parametry: prędkość obrotowa5500 rpm, przyśpieszenie 6000 rpm/s i czas nakładania 6 s.Każda warstwa była wygrzewana na płycie grzejnej w temperaturze80°C przez 3 min.Następnie wytwarzano katodę, Al poprzez naparowywaniepróżniowe lub GaIn poprzez nakładanie pędzelkiem. W celu zapewnieniapołączenia elektrycznego warstwa stopu GaIn była pokrywanafolią PET z warstwą ITO (rys. 2).Struktury OLED zasilano napięciem 3…32 V (źródła prądu– zasilacz typ HMP2020, Hameg Instruments). Jako kryteriumoceny działania próbek przyjęto ich widoczne świecenie całą powierzchniąkatody. Funkcjonalność OLED była weryfikowana napodstawie pomiarów spektrum emitowanego światła za pomocąCompact Fiber Spectrometer CCS200 (Thorlabs). Temperaturastruktur OLED w czasie pracy była kontrolowana przy użyciu kamerytermowizyjnej FLIR A320.WynikiW trakcie prób laboratoryjnych nanoszenia poszczególnychwarstw diod OLED zaobserwowano, że rozkład gęstości prądupłynącego w jej strukturze był nierównomierny. W konsekwen-liczba próbek [%]a)b)liczba próbek [%]c)liczba próbek [%]10<strong>08</strong>0604020100010<strong>08</strong>0604020<strong>08</strong>06040200A B CMEH-PPV BEH1 BEH2 BEH3A B CMEH-PPV BEH1 BEH2 BEH3A B CMEH-PPV BEH1 BEH2 BEH3Rys. 3. Liczba struktur diod zaklasyfikowanych do trzech kategoriidiod wytworzonych z różnymi warstwami emisyjnymi i katodą GaInna podłożach: a) PET/ITO 60 Ω/□, b) PET/ITO 100 Ω/□, c) szkło/ITOFig. 3. Number of samples classified into three categories fabricatedwith various emissive layer and GaIn cathode on: a) PET/ITO 60 Ω/□,b) PET/ITO 100 Ω/□, c) glass/ITO<strong>Elektronika</strong> 8/<strong>2012</strong>
liczba próbek [%]10<strong>08</strong>06040200a)100A B CMEH-PPV BEH1 BEH2 BEH3cji występowały obszary, w których następowała degradacjatermiczna wskutek wzrostu temperatury oraz pola zupełnieniewykazujące świecenia. Wytworzone struktury OLED możnabyło zakwalifikować do trzech kategorii: A – diody, które świeciłycałą powierzchnią katody, B – diody, które świeciły tylkoczęścią powierzchni katody, C – diody, dla których nie obserwowanoemisji światła. Na rys. 3 i 4 przedstawiono klasyfikacjębadanych diod, w zależności od użytego podłoża, materiałuwarstwy emisyjnej oraz katody.80liczba próbek [%]6040200A B Ca)b)MEH-PPV BEH1 BEH2 BEH310<strong>08</strong>0liczba próbek [%]604020c)0A B CMEH-PPV BEH1 BEH2 BEH3b)Rys. 4. Liczba struktur diod zaklasyfikowanych do trzech kategoriidiod wytworzonych z różnymi warstwami emisyjnymi i katodą Al napodłożach: a) PET/ITO 60 Ω/□, b) PET/ITO 100 Ω/□, c) szkło/ITOFig. 4. Number of samples classified into three categories fabricatedwith various emissive layer and Al cathode on: a) PET/ITO 60 Ω/□,b) PET/ITO 100 Ω/□, c) glass/ITORys. 5. Rozkład temperatur w badanych diodach OLED (szkło/ITO/PEDOT:PSS/MEH-PPV/Al) bez (a) i z (b) dodatkowymi ścieżkami z Alna ITOFig. 5. Temperature distribution in the OLEDs (glass/ITO/PEDOT:PSS/MEH-PPV/Al) without (a) or with (b) additional paths of aluminumon ITORys. 6. Widmo światła emitowanego przez badane struktury z warstwą emisyjną MEH-PPVFig. 6. Spectrum of light generated with the produced OLEDs with MEH-PPV as EML<strong>Elektronika</strong> 8/<strong>2012</strong> 67
Największą ilość struktur diod, które emitowały światło z całegoobszaru katody, stwierdzono dla OLED z warstwą emisyjnąMEH-PPV wytwarzanych na podłożu szklanym z ITO i z katodąGaIn. Pozostałe badane materiały albo zapewniały krótkotrwałedziałanie diody OLED, albo nie świeciły zupełnie.Istotny wpływ na właściwości diod OLED miał typ zastosowanegopodłoża. ITO na szkle umożliwiało wytwarzanie stabilniedziałających źródeł światła w czasie ok. 3 miesięcy. W przypadkuITO na folii PET stwierdzono słabą odporność wytworzonychstruktur na działanie wilgoci i tlenu. W celu ograniczenia lub eliminacjizjawiska degeneracji diod w kolejnym etapie pracy niezbędnebędzie wykonanie badań hermetyzacji struktur diod.Zaobserwowano, że spośród badanych materiałów na katodę,tylko zastosowanie eutektyku GaIn i naparowanej próżniowowarstwy aluminium umożliwiało wykonanie funkcjonalnych diodOLED.Wykonanie struktury diod z naparowanymi na ITO ścieżkamiz Al doprowadziło do bardziej równomiernego rozkładu prądu,co zostało potwierdzone podczas pomiarów termograficznych(rys. 5).Diody OLED wykonane na szkle pokrytym ITO lub folii PETz PEDOT: PSS i MEH-PPV jako warstwą HTL i EML oraz katodąz GaIn lub Al generowały światło barwy pomarańczowej o długośćfali 550…675 nm (rys. 6).Badania funkcjonalne i starzeniowe wykonanych struktur diodelektroluminescencyjnych OLED prowadzono w czasie ok. 3 miesięcy.W zależności od konstrukcji diod zakres zasilania wynosił3…12 V. Stwierdzono, że struktury wykazywały małą odpornośćna działanie wilgoci i tlenu. Próby zwiększenia czasu ich życiawymagają dalszych badań.PodsumowanieW artykule przedstawiono podstawowe informacje dotyczącetechnologii organicznych diod elektroluminescencyjnych OLEDoraz wyniki badań wpływu zastosowanych podłoży, materiałówo właściwościach emisyjnych oraz katod na właściwości wytwarzanychorganicznych diod elektroluminescencyjnych.Spośród testowanych materiałów elektroluminescencyjnychnajbardziej stabilne świecenie uzyskano dla struktur diod z warstwąEL nadrukowaną z roztworu MEH-PPV (poly[2-methoxy-5-(2’-ethyl-hexyloxy)-1,4-phenylene vinylene). Pozostałe badanemateriały, albo zapewniały krótkotrwałe działanie diody OLED,albo nie świeciły zupełnie.Istotny wpływ na właściwości diod OLED miał typ zastosowanegopodłoża. ITO na szkle umożliwiało wytwarzanie stabilniedziałających źródeł światła w czasie ok. 3 miesięcy. W przypadkuITO na folii PET stwierdzono słabą odporność wytworzonychstruktur na działanie wilgoci i tlenu. W celu ograniczenia lub eliminacjizjawiska degeneracji diod w kolejnym etapie pracy niezbędnebędzie wykonanie badań hermetyzacji struktur diod.Zaobserwowano, że z pośród badanych materiałów na katodę,tylko zastosowanie eutektyku GaIn i naparowanej próżniowowarstwy aluminium umożliwiało wykonanie funkcjonalnychdiod OLED.Opracowanie wykonane w ramach prac statutowych <strong>Instytut</strong>uTele- i Radiotechnicznego.Literatura[1] Finkenzeller K.: RFID Handbook, 2 nd Ed., John Wiley & Sons, NewYork, 2003.[2] Karpiuk J., Światło nowego wieku. Wiedza i Życie, październik2005.[3] Lakowicz J. R.: Principles of Fluorescence Spectroscopy, Tom 1.Springer, 2006.[4] Chason M.: Printed electronics for flexible solid-state lighting, www.globalsmteasia.com[5] Bardsley J. N.: Critical Materials for OLED Lighting. DOE SSL ManufacturingWorkshop, Fairfax, April 22, 2009.[6] Hellstrom S. L., Lee H. W., Bao Z.: Polymer-Assisted Direct Depositionof Uniform Carbon Nanotube Bundle Networks for High PerformanceTransparent Electrodes, www.acsnano.org vol. 3, no. 6,423–1430, 2009.[7] Book K.: Hole injection from an ITO/PEDT anode into the hole transportinglayer of an OLED probed by bias induced absorption. OrganicElectronics 4 (2003) 227–232.[8] Guaino P i in.: Large white organic light-emitting diode lighting panelon metal foils. Journal of Photonics for Energy 011015-1 vol. 1,2011.[9] Duan L, Hou L, Lee T, Qiao J., Zhang D., Dong G., Wang L., Solutionprocessable small molecules for organic light-emitting diodes, Mater.Chem., 2010, 20, 6392–6407.[10] Viser P.: OLED technology: also the ultimate lighting solution?, www.optik-photonik.de[11] Tekin E., Holder E.: Controlled Pattern Formation of Poly[2-methoxy-5-(2′-ethylhexyloxyl)–1,4-phenylenevinylene] (MEH–PPV) by Ink-JetPrinting. Adv. Funct. Mater. 17, 277–284, 2007.[12] Zhong Ch. i in.: Materials and Devices toward Fully Solution ProcessableOrganic Light-Emitting Diodes. Chem. Mater. 2011, 23, 326–340.[13] AlSalhi M.S. i in.: Recent Advances in Conjugated Polymers for LightEmitting Devices. Int. J. Mol. Sci. 2011, 12, 2036-2054.[14] Wang G-F. i in.: Modification of Conductive Polymer for PolymericAnodes of Flexible Organic Light-Emitting Diodes. Nanoscale ResLett (2009) 4: 613–617.[15] Lussem B. i in.: Novel concepts for OLED lighting. Proc. of SPIE vol.7617, 761712, 2010 SPIE.[16] Tung Y. i in.: High-Efficiency White Phosphorescent OLEDs for Lighting.Proceedings of SPIE vol. 5214, 2004.[17] Kamtekar K.T., Monkman A. P., Bryce M. R.: Recent Advances inWhite Organic Light-Emitting Materials and Devices (WOLEDs). Adv.Mater. 2009, 21, 1–11.[18] Komoda T.: Recent Progress and Future Trend of OLED Technologiesfor Lighting Application. Printed Electronics Europe <strong>2012</strong>, Berlin,3 April <strong>2012</strong>.[19] Kopola P. i in.: Gravure printed organic light emitting diodes for lightingapplications. Thin Solid Films 517 (2009) 5757–5762[20] Lee S. et al.: Fabrication of Organic Light Emitting Display using InkjetPrinting Technology. International Symposium on OptomechatronicTechnologies, pp. 71–76, 2009.[21] Tekin E. at el.: Inkjet printing of luminescent polymers and nanoparticles,www.combimat.org/<strong>pdf</strong>/ij_ws_2005/ETekin.<strong>pdf</strong>[22] Vitoratos E. et al.: Thermal degradation mechanisms of PEDOT:PSS.Organic Electronics 10 (2009) 61–66.[23] Roberts M., at el.: Fundamental Processes Governing OperationAnd Ageing In State Of The Art P-Oleds, <strong>pdf</strong>. presentation at ECME2009.68<strong>Elektronika</strong> 8/<strong>2012</strong>
Nowa metoda pomiaru wysokich napięćprzy wykorzystaniu materiałów nanokompozytowychmgr inż. Andrzej Czopik, mgr inż. Sławomir Krawczyk, dr inż. Katarzyna Olszewska<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaPomiar wysokiego napięcia powyżej 50 kV wykonywany jestzazwyczaj w sposób pośredni przez złożone układy pomiarowei związany jest często z wydzielaniem dużych mocy, które musząbyć odprowadzane. Znanych jest kilka konstrukcji przyrządówi układów wykorzystywanych do pomiarów wysokich napięć stosowanychw zależności od źródła i rodzaju napięcia, warunkówzewnętrznych, a także celu pomiaru.Do określania wartości: napięcia stałego, szczytowej napięciaprzemiennego, lub szczytowej napięcia udarowego stosowany jestiskiernik. Wykorzystuje on skończoną wytrzymałość elektryczną powietrzai zależność napięcia przeskoku w powietrzu od odległościelektrod, do których to napięcie jest przyłożone. Zazwyczaj stosujesię iskierniki kulowe o znormalizowanych średnicach kul, a wytworzonemiędzy nimi pole elektryczne zależy od tych średnic i ich odległości.Na napięcie przeskoku oprócz wielkości pola elektrycznego,wpływają warunki atmosferyczne oraz otaczające przedmioty.Innym przyrządem do pomiaru wysokiego napięcia jest dzielniknapięciowy. Pomiar napięcia za pomocą dzielników polega nazmniejszeniu wartości napięcia doprowadzanego do przyrządupomiarowego przy możliwie wiernym zachowaniu jego kształtu.W tym celu stosuje się dzielniki rezystancyjne, pojemnościowelub rezystancyjno-pojemnościowe. Mierzona wartość zależy odstosunku impedancji poszczególnych elementów dzielnika. Przydoborze tych elementów należy również uwzględnić wydzielaniesię na nich dużych ilości ciepła w wyniku przepływu prądu.Kolejnym znanym przyrządem jest prostownik z kondensatoremszeregowym. Układ pomiarowy składa się z wysokonapięciowegokondensatora, prostowników w postaci diod orazmikroamperomierza. Stosuje się tu zazwyczaj kondensatoryo izolacji gazowej z dzieloną elektrodą niskonapięciową zapewniającąekranowanie. Natomiast prostowniki powinny mieć pomijalnyw stosunku do mierzonego prąd wsteczny. Układ ten nadajesię do pomiaru napięć przemiennych.Woltomierz elektrostatyczny jest przyrządem umożliwiającympomiar bezpośredni. Woltomierz taki składa się z kondensatora,w którym jedna z okładek jest ruchoma. Obraca się pod wpływemsiły przyciągania pola elektrycznego wytworzonego przez mierzonenapięcie. Siła ta jest wprost proporcjonalna do kwadratuwartości skutecznej napięcia i odwrotnie proporcjonalna do kwadratuodległości między elektrodami. Mogą być woltomierze dlanapięcia stałego lub dla przemiennego.Do pomiaru wysokich napięć używa się również przekładnikównapięciowych, gdzie pomiaru dokonuje się za pomocą woltomierzapodłączonego po stronie wtórnej przekładnika. Dokładnośćpomiaru zależy zarówno od klasy przekładnika, jak i woltomierza.Zastosowanie próżniowego czujnika pomiarowego wykorzystującegozimną emisję materiałów nanokompozytowych rozwiązujewiele problemów. Taki przyrząd pomiarowy składa się z układukatoda-anoda oraz amperomierza lub opornika wzorcowego, naktórym mierzony jest spadek napięcia i wyznaczany prąd płynącyprzez przyrząd. Zasada działania przyrządu jest następująca.Jeśli w układzie katoda-anoda, katoda ma postać warstwy zdolnejdo zimnej emisji polowej, a anoda jest umieszczona w takiejodległości, że przyłożone między elektrodami mierzone napięciepowoduje wytworzenie pola elektrycznego umożliwiającego zimnąemisję elektronów z katody i zbieranie ich przez anodę, to wartośćpłynącego prądu jest proporcjonalna do przyłożonego napięcia.Wyznaczając prąd zimnej emisji dla określonego materiału katodyi ściśle określonej odległości między katodą a anodą można wyznaczyćwielkość napięcia przyłożonego między anodą i katodą.Najważniejszym elementem przyrządu jest warstwa nanokompozytowakatody. Powinna ona zapewniać stabilną, niegasnącąi powtarzalną emisję elektronów. W Instytucie Tele- i Radiotechnicznymwykonywane są różnego typu warstwy nanokompozytowe[1–4]. Zdolność do zimnej emisji zaobserwowano w warstwachwęglowo-niklowych. Przeprowadzono badania takichwarstw osadzonych metodami PVD oraz CVD na różnych podłożach:molibdenowym, alundowym i krzemowym. Pomiary wykonanona stanowisku (rys. 1) składającym się z komory próżniowejwyposażonej w stół, którego przesuw sterowany jest komputerowoz dokładnością do 25 µm, źródła napięcia pomiarowego orazwoltomierza analogowego i multimetru cyfrowego z możliwościąrejestracji komputerowej mierzonych wielkości.Katoda przyrządu pomiarowego została wyposażona w uchwytumożliwiający mocowanie warstw nanokompozytowych w sposóbstabilny, jednoznaczny i zapewniający dobry kontakt elektryczny(rys. 2). Pozwala on na badanie warstw o długości 3…22 mmi szerokości do 20 mm. Ponieważ w przedstawionym układzie pomiarowymźródło wysokiego napięcia miało potencjał ujemny, katodaumieszczona na nieruchomym stelażu została odizolowanaod komory i dołączona do wysokiego napięcia.Natomiast anodę wykonano w postaci płaskiej listwy ustawionejpionowo umocowanej na izolatorze przykręconym do przesuwanegostołu. Opornik wzorcowy o wartości 100 kΩ zostałwłączony między anodę a masę stanowiska badawczego. Zewzględu na właściwości źródła wysokiego napięcia badania przeprowadzonow zakresie napięć 40…60 kV.Ze względu na możliwość występowania wyładowań elektrycznychz wysokiego potencjału oraz w celu wstępnej selekcjiwarstw nanokompozytowych przeprowadzono pomiary wstępnez wykorzystaniem miernika analogowego bardziej odpornego nawyładowania.1Ue52Rys. 1. Schemat stanowiska pomiarowego: 1 – komora próżniowa,2 – anoda, 3 – katoda, 4 – uchwyt, 5 – opornik wzorcowyFig. 1. Block diagram of testing station: 1 – vacuum chamber, 2 – anode,3 – cathode, 4 – holder, 5 – standard resistorRys. 2. Uchwyt do warstw nanokompozytowychFig. 2. Holder for nanocomposite layers43-U+<strong>Elektronika</strong> 8/<strong>2012</strong> 69
Rys. 3. Stabilność emisji w funkcjiczasu (Ue = f (t )) dla napięcia40 kV przy odległości międzyelektrodami 5,5 mmFig. 3. Emission stability in functionof time (Ue = f (t )) for voltageof 40 kV and distance betweenelectrodes of 5.5 mmRys. 4. Stabilność emisji w funkcjiczasu (Ie = f (t )) dla napięcia40 kV przy odległości międzyelektrodami 5,5 mmFig. 4. Emission stability in functionof time ( = f (t )) for voltageof 40 kV and distance betweenelectrodes of 5.5 mmRys. 5. Powtarzalność emisjiw funkcji czasu (Ue = f (t )) dlanapięcia 40 kV przy odległościmiędzy elektrodami 5,5 mmFig. 5. Emission repeatability infunction of time (Ue = f (t )) forvoltage of 40 kV and distancebetween electrodes of 5.5 mm70<strong>Elektronika</strong> 8/<strong>2012</strong>
Rys. 6. Zależność emisji ododległości między elektrodamiw funkcji czasu (Ue = f (t )) dlamierzonego napięcia 40 kVFig. 6. Dependence of emissionon distance between electrodesin function of time (Ue = f (t )) forvoltage of 40 kVRys. 7. Zależność emisji odwartości wysokiego napięciaw funkcji czasu (Ue = f (t )) przyodległości elektrod 7 mmFig. 7. Dependence of emissionon high voltage value in functionof time (Ue = f (t )) for distancebetween electrodes of 7 mmBadania wykonywano w następujący sposób: po umieszczeniuwarstwy w układzie pomiarowym ustawiano odległość między elektrodamina 20 mm, włączano wysokie napięcie 60 kV. Obserwowanowskazania miernika sygnalizującego zimną emisję (napięciena oporniku dołączonym do anody). Jeśli miernik wskazywał 0 nazakresie 200 mV, stopniowo zbliżano anodę do katody (nie przekraczającodległości granicznej), aż uzyskano wskazania pomiędzy10 a 100 mV. Jeśli wskazania takie utrzymywały się co najmniejprzez 5 minut, wyłączano wysokie napięcie, po 1 minucie włączanoi sprawdzano wskazania miernika. Jeśli po 3 takich operacjachwskazania miernika były na tym samym poziomie uznawano, żewarstwa jest stabilna i można przeprowadzić na niej dalsze badaniawykorzystując miernik cyfrowy. Tu przedstawiono wyniki pomiarówwarstwy na podłożu krzemowym uzyskanej w procesie CVD.Wykonano pomiary stabilności emisji w czasie 15 min. Rysunek3 przedstawia zmiany napięcia na oporniku wzorcowym w funkcjiczasu, natomiast na rys. 4 przedstawiono zmiany prądu płynącegoprzez przyrząd wyznaczone na podstawie zmierzonego napięcia.Pozwala on na ocenę poziomu mierzonych sygnałów, a wynikipozostałych pomiarów przedstawiono tylko w postaci mierzonegonapięcia na oporniku wzorcowym. Sprawdzono powtarzalność– poprzez włączanie i wyłączanie źródła wysokiego napięcia(rys. 5). Zmierzono zależność emisji od odległości między elektrodamiw funkcji czasu (rys. 6) przesuwając anodę co 0,1 mm. Zbadanorównież zmiany emisji w zależności od wartości wysokiegonapięcia w funkcji czasu (rys. 7) zmieniając napięcie co 2 kV.Przedstawione wyniki pomiarów należy traktować jako badaniawstępne pokazujące występowanie zależności potwierdzającychmożliwość wykorzystania emisji polowej z warstw nanokompozytowychw przyrządach do pomiaru wysokiego napięcia.Właściwości warstw nanokompozytowych zapewniające pożądanąwielkość i stabilność emisji polowej zależą poza komponentamii metodą otrzymywania również od doboru parametrówprocesu nanoszenia, takich jak czas czy temperatura. Uzyskaniewarstwy umożliwiającej zbudowanie precyzyjnego przyrządupomiarowego wymaga jeszcze szeregu prac badawczych.Przewidywane korzyści z zastosowania czujników z emisją polowąw przyrządzie do pomiaru wysokiego napięcia to:● bardzo niski koszt wytworzenia,● łatwość zaimplementowania typoszeregu dla napięć od kilkusetwolt wzwyż, ograniczone jedynie odpornością materiałówizolacyjnych na przebicie,● prosty sposób pomiaru,● łatwość wymiany czujnika,● pomiar napięć WN stałych jak i zmiennych,● bardzo niska moc wydzielana w czujniku (~5 W dla 50 kV),● duża odporność elementu wykonawczego na przebicia.Literatura[1] Kowalska E. i in.: Structural, thermal and electrical properties of carbonaceousfilms containing palladium nanocrystals. J. Them. Anal. Calorim.101 (2010) 737–742.[2] Kowalska E. i in.: Influence of substrate type on structure of C-Pd thinfilms. <strong>Elektronika</strong> 7 (2011) 61–64.[3] Czerwosz E. i in.: Properties of Pd-C films for hydrogen storage applications.Phys. Status Solidi C 8 7-8 (2011) 2527–2531.[4] Czerwosz E. i in.: Properties of Pd-C films for hydrogen store. Physica StatusSolidi C No 7–8, 2527-25 31, (2011)/DOI 10.1002/pssc.201000978.<strong>Elektronika</strong> 8/<strong>2012</strong> 71