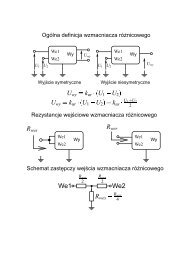
Technologia jednoczesnego zgrzewania i cięcia włókninwielowarstwowych w sposób ciągły na przykładzieurządzenia AZW-10mgr inż. Maciej Brylski, mgr inż. Piotr Gawryś, mgr inż. Łukasz Krzemiński,inż. Bohdan Młynarski<strong>Instytut</strong> Tele- i Radiotechniczny, WarszawaTechnologia zgrzewania ultradźwiękowego jest jedną z metodłączenia ze sobą termoplastycznych materiałów polimerowych.Metoda ta posiada wiele zalet, które sprawiają, że jest ona corazpowszechniej stosowana – szczególnie w przemyśle. Zgrzewanieultradźwiękowe polega na lokalnym uplastycznianiu i przetapianiumateriału zgrzewanego pod wpływem oddziaływania faliakustycznej o wysokiej częstotliwości – ultradźwięków. Procesłączenia realizowany jest na zgrzewarkach, których konstrukcjai parametry dostosowane są indywidualnie do realizacji procesu.Na konstrukcję zgrzewarki wpływ mają typy materiałów zgrzewanych,ich kształty oraz wymagania jakości połączenia. Zewzględu na zjawiska wykorzystane w zgrzewaniu ultradźwiękowymłączenie odbywa się bez użycia dodatkowych elementówłączących ani substancji chemicznych, co sprawia, że proces tenjest ekologiczny i ekonomiczny. Selektywne oddziaływanie ultradźwiękówzmienia strukturę materiału tylko w punktach styku,co pozytywnie wpływa na estetykę produktu oraz przyczynia siędo niskiej energochłonności procesu, ponadto pozwala uzyskaćodpowiednią szczelność i wytrzymałość mechaniczną spoiny.Proces zgrzewania ultradźwiękowego jest łatwy w automatyzacji,a jego wydajność pozwala na zastosowanie go w produkcjimasowej. Odpowiednio dużą wydajność w przypadku produkcjiwykrojów z wielowarstwowych włóknin z materiałów termoplastycznychmożna uzyskać jedynie w procesie ciągłym. Technologiazgrzewania ultradźwiękowego z jednoczesnym odcinaniemrealizowana w procesie ciągłym kilkakrotnie zwiększa wydajnośćprocesu w porównaniu z procesem zgrzewania sekwencyjnego.Dodatkowo wyeliminowana jest jedna operacja odcinania materiałuzgrzanego, często realizowana poprzez wykrojnik.Analiza procesuOpracowanie nowatorskiego urządzenia, poprawnie realizującegookreślony proces zgrzewania i odcinania z zastosowaniem kowadłaobrotowego, wymagało wcześniejszego przeprowadzeniaszczegółowej analizy tego procesu, której wyniki pozwoliły określićszczegółowe funkcje i wymagania stawiane poszczególnympodzespołom urządzenia. Analiza oparta była na wynikach próbzgrzewania zrealizowanych na kowadle obrotowym z napawa-nymi krawędziami oraz na stanowisku wyposażonym w kowadłoz ostrzami o różnych kątach nachylenia płaszczyzny zgrzewającej.W obydwu stanowiskach badawczych ultradźwięki były emitowaneprzez zestawy ultradźwiękowe zasilane z generatora 20 kHz.Zestaw ultradźwiękowyZastosowany w stanowisku zestaw ultradźwiękowy przedstawionyna rysunku 1, składał się z trzech podstawowych elementów:przetwornika (1), koncentratora drgań (2) oraz sonotrody (3).Przetwornik (1) przetwarza energię elektryczną na fale akustycznąo amplitudzie rzędu 9 μm. Przetworniki pracujące w zestawachdo zgrzewania w sposób ciągły wymagają dobrego chłodzeniaze względu na znaczną ilość energii wydzielającej się naelementach piezoelektrycznych wewnątrz przetwornika. Dlategow przetwornikach zastosowano chłodzenie przepływem sprężonegopowietrza o dużej czystości. Konstrukcje przetwornikówomówiono szerzej w literaturze [1–3].Rys. 1. Widok modelu układu drgającego i jego fizyczna realizacjaFig. 1. View a model of oscillating unit and its physical implementationKoncentrator drgań (2) jest falowodem przekazującymdrgania i wzmacniającym ich amplitudę. Do procesu został dobranykoncentrator o wzmocnieniu 2:1. Oprócz przekazywaniai wzmacniania amplitudy drgań akustycznych z układu przetwornikado sonotrody, koncentrator pełni też rolę elementu,za pośrednictwem którego cały układ drgający mocowany jestw uchwycie.Rys. 2. Pomiar charakterystyki częstotliwościowej zestawu drgającego dla konfiguracji przetwornik – koncentrator – sonotrodaFig. 2. Measurement of the frequency plot of the vibrating set for the transducer – concentrator – sonotrode configuration46<strong>Elektronika</strong> 8/<strong>2012</strong>
Jako narzędzie mające styk z materiałem zgrzewanym zastosowanazostała sonotroda (3). Jest to również element falowydla częstotliwości 20 kHz. Zwężenie sonotrody w dolnej jej części,podobnie jak koncentrator, wzmacnia amplitudę w proporcji 2,5:1.Uzyskana w ten sposób amplituda drgań osiąga wartość 45 µm;dzięki zastosowanej geometrii uzyskano równomierny rozkładamplitudy drgań na całej powierzchni roboczej sonotrody. Sonotrodazostała wykonana ze stopu tytanu, który zapewnia dużątrwałość narzędzia. Z uwagi na zbliżone wymiary fizyczne sonotrody,tj. jej wysokości i szerokości, istniało ryzyko wzbudzaniamodu drgań poprzecznych w zbliżonej częstotliwości do modudrgań wzdłużnych. Wykonano więc kanały, dzięki którym ograniczasię rozprzestrzenianie drgań w kierunku innym niż wzdłużnyi zmniejsza impedancję zestawu ultradźwiękowego.Podczas składania elementów układu drgającego ze sobą, nakażdym etapie przeprowadzone były pomiary na przyrządzie pomiarowymdo wyznaczania charakterystyk częstotliwościowychukładów drgających. Szczegółowy opis przyrządu i zasady pomiaruomówione zostały w literaturze [4].Rysunek 2 przedstawia wykres, otrzymany z przyrządu pomiarowego,charakterystyki częstotliwościowej dla pomiaru układudrgającego w pełnej konfiguracji czyli: przetwornik + koncentrator+ sonotroda. Na wykresie wyraźne są piki minimum impedancji,które odpowiada rezonansowi szeregowemu oraz maksimum impedancjizwiązane z rezonansem równoległym.Pomiaru dokonano skanując impedancyjną odpowiedź układuw zakresie częstotliwości 19800…20400 Hz wykonując w tymczasie 25000 pomiarów. Jako impedancję referencyjną zastosowanorezystor 1 MΩ. Z charakterystyki określono parametry moduwzdłużnego sonotrody, które przedstawiono w tabeli 1.W tabeli 1 przedstawiony został pełen zestaw wyników pomiarówwartości częstotliwości rezonansowych Fs (rezonansu szeregowego)i Fp (rezonansu równoległego) oraz wartości impedancjiRs i Rp dla częstotliwości rezonansu szeregowego i równoległegooraz szerokość pola częstotliwości, w jakim możliwa jest pracaukładu drgającego ΔF.● Rozwiązanie konstrukcyjne z ruchomym, obrotowym kowadłemwalcowym i płaską sonotrodą wymaga zastosowaniawspółpracujących zespołów napinających warstwy włókninyna wejściu procesu oraz układów ciągnących na wyjściu procesu.Pozwoli to uniknąć intensywnego zjawiska spiętrzaniasię górnych warstw włóknin przylegających do sonotrody, któreutrudniają prawidłową realizację procesu.● Należy zwrócić szczególną uwagę na to, że poszczególne warstwymogą być wykonane z różnych materiałów i mogą miećróżną elastyczność. W związku z tym nadmierne rozciągnięciewłókniny podczas zgrzewania może powodować zjawiska deformacjipo wycięciu. W związku z tym, w zespołach napinającychwarstwy włókniny na wejściu procesu należy zrealizowaćmechanizmy regulacji siły naciągu niezależnie dla każdejwarstwy oraz zapewnić regulację prędkości obrotowej zespołuciągnącego i kowadła obrotowego.● Podczas próby zgrzewania zauważono silne przyklejanie sięwykrojów do powierzchni bębna w miejscach, gdzie krawędzienie są gładkie i gdzie pojedyncze włókna mają możliwośćzahaczania się. Wykonanie gładkich powierzchni kowadłapowinno poprawić przebieg procesu. Pojawienie się ubytkówna ostrzach lub niedocięcie pojedynczych włókien uniemożliwiodpadanie wykrojów od taśmy.● Na podstawie obserwacji potwierdzono konieczność zastosowaniaprecyzyjnego układu podnoszenia i opuszczania zestawuultradźwiękowego, umożliwiającego zachowanie powtarzalnejpozycji pracy po każdorazowej operacji uzupełnianiamateriału podawanego na bęben kowadła.Tab. 1. Zestawienie wyników pomiaru wybranych parametrów dla poszczególnychelementów układu drgającegoTabl. 1. Summary of the measurement results of selected parameters foreach element of the oscillating unitKonfiguracjaParametryPrzetwornikPrzetwornik+sonotrodaPrzetwornik+koncentratorPrzetwornik+koncentrator+sonotrodaFs [kHz] 19,884 19,998 19,866 20,0<strong>08</strong>Fp [kHz] 20,878 20,052 20,040 20,024Rs [Ω] 7,4 21,3 18,0 58,8Rp [Ω] 61243 13247 17981 5919ΔF [Hz] 994 54 174 16Pomiary charakterystyk częstotliwościowych zostały przeprowadzonedla różnych możliwych konfiguracji układu drgającego.Stosunkowo mała wartość impedancji Rs dla konfiguracji przetwornik+ koncentrator + sonotroda, brak parazytów na wykresiecharakterystyki częstotliwościowej oraz wartości częstotliwościFs i Fp zawierające się w przedziale 20 kHz ±50 Hz świadcząo prawidłowo wykonanym układzie drgającym.Próba zgrzewania z kowadłem obrotowymz naspawanymi krawędziami zgrzewającymiPróba doświadczalna przeprowadzona na stanowisku z kowadłemobrotowym z naspawanymi krawędziami tnącymi (rys. 3) miała nacelu zamodelowanie warunków pracy urządzenia do zgrzewaniaw sposób ciągły na tyle zbliżonych do rzeczywistych, aby możnabyło określić główne wymagania konstrukcyjne oraz uniknięcia błędówna etapie formułowania założeń. Na podstawie przeprowadzonegodoświadczenia zostały sformułowane następujące wnioski:Rys. 3. Stanowisko doświadczalne z kowadłem obrotowym z naspawanymikrawędziami zgrzewającymiFig. 3. The experimental position of the rotary anvil with welded weldingedgesNa tym etapie badań nie była analizowana jeszcze możliwośćjednoczesnego cięcia, ponieważ stawia ono znacznie wyższe wymaganiadotyczące pozycjonowania sonotrody i kowadła.Próba zgrzewania i jednoczesnego cięciaz kowadłem o różnych kątach ostrzaDo przeprowadzenia tej próby zaprojektowano nowy zespół kowadłaobrotowego. Zespół został zaprojektowany na niezależnejpłycie podstawy. Konstrukcja taka umożliwiła łatwy montażi regulację kowadła względem płaszczyzny podstawy stanowiskaoraz niezmienność położenia elementów ułożyskowania kowadławzględem jego osi. Kowadło obrotowe wykonane zostało w formiewalca, na którym usytuowane są obwodowo ostrza. Geometriaostrz i kształty powierzchni zgrzewających są unikalnymirozwiązaniami i stanowią treść złożonego wniosku patentowego.Nowatorskim rozwiązaniem we wspomnianej geometrii ostrzyjest bezpośrednie sąsiedztwo płaszczyzn tnącej i zgrzewającej<strong>Elektronika</strong> 8/<strong>2012</strong> 47