Проектирование микросхем и микропроцессоров - Тамбовский ...
Проектирование микросхем и микропроцессоров - Тамбовский ...
Проектирование микросхем и микропроцессоров - Тамбовский ...
- TAGS
- const
- www.tstu.ru

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ТЕХНОЛОГИЯ И КОНСТРУИРОВАНИЕ ТОЛСТОПЛЁНОЧНЫХ ГИМС<br />
Лабораторная работа 6<br />
Цель работы: 1. Изучен<strong>и</strong>е технолог<strong>и</strong><strong>и</strong> <strong>и</strong>зготовлен<strong>и</strong>я <strong>и</strong> конструкт<strong>и</strong>вного <strong>и</strong>сполнен<strong>и</strong>я толстоплёночных ГИМС.<br />
2. Изучен<strong>и</strong>е тополог<strong>и</strong><strong>и</strong>, определен<strong>и</strong>е конструкт<strong>и</strong>вных <strong>и</strong> электр<strong>и</strong>ческ<strong>и</strong>х параметров пасс<strong>и</strong>вной част<strong>и</strong> толстоплёночных<br />
ГИМС.<br />
3. Ознакомлен<strong>и</strong>е с основным<strong>и</strong> конструкторско-технолог<strong>и</strong>ческ<strong>и</strong>м<strong>и</strong> требован<strong>и</strong>ям<strong>и</strong> <strong>и</strong> разл<strong>и</strong>чным<strong>и</strong> в<strong>и</strong>дам<strong>и</strong> брака пр<strong>и</strong><br />
<strong>и</strong>зготовлен<strong>и</strong><strong>и</strong> толстоплё-ночных ГИМС.<br />
Оп<strong>и</strong>сан<strong>и</strong>е лабораторной установк<strong>и</strong> <strong>и</strong> особенностей технолог<strong>и</strong>ческого процесса<br />
В технолог<strong>и</strong><strong>и</strong> толстоплёночных ГИМС можно выдел<strong>и</strong>ть следующ<strong>и</strong>е основные стад<strong>и</strong><strong>и</strong>: <strong>и</strong>зготовлен<strong>и</strong>е <strong>и</strong> оч<strong>и</strong>стка<br />
подложек; пр<strong>и</strong>готовлен<strong>и</strong>е паст; <strong>и</strong>зготовлен<strong>и</strong>е трафаретов; трафаретная печать; термообработка паст, нанесенных на<br />
подложку; арм<strong>и</strong>рован<strong>и</strong>е плат внешн<strong>и</strong>м<strong>и</strong> выводам<strong>и</strong> <strong>и</strong> лужен<strong>и</strong>е проводн<strong>и</strong>ков; подгонка рез<strong>и</strong>сторов; монтаж навесных<br />
компонентов; гермет<strong>и</strong>зац<strong>и</strong>я; <strong>и</strong>змерен<strong>и</strong>я, <strong>и</strong>спытан<strong>и</strong>я, марк<strong>и</strong>ровка.<br />
В качестве матер<strong>и</strong>алов подложек <strong>и</strong>спользуют керам<strong>и</strong>ку 22ХС, пол<strong>и</strong>кор, бер<strong>и</strong>лл<strong>и</strong>евую керам<strong>и</strong>ку (пр<strong>и</strong> необход<strong>и</strong>мост<strong>и</strong><br />
повышенного теплоотвода от схемы), нержавеющую сталь с д<strong>и</strong>электр<strong>и</strong>ческ<strong>и</strong>м покрыт<strong>и</strong>ем.<br />
Форма подложек – прямоугольные плоскопараллельные пласт<strong>и</strong>ны толщ<strong>и</strong>ной 0,6 … 1 мм. Размеры подложек<br />
определяются конструкц<strong>и</strong>ей корпусов. В подложках форм<strong>и</strong>руются сквозные отверст<strong>и</strong>я для установк<strong>и</strong> внешн<strong>и</strong>х выводов <strong>и</strong><br />
контактных переходов с одной стороны подложк<strong>и</strong> на другую. Поверхность подложек механ<strong>и</strong>ческ<strong>и</strong> обрабатывают до 8 класса<br />
ч<strong>и</strong>стоты.<br />
Оч<strong>и</strong>щают подложк<strong>и</strong> промывкой <strong>и</strong> к<strong>и</strong>пячен<strong>и</strong>ем в раствор<strong>и</strong>телях с ультразвуковой акт<strong>и</strong>вац<strong>и</strong>ей растворов <strong>и</strong> сушкой в<br />
нагретом <strong>и</strong>нертном газе.<br />
Пасты представляют собой суспенз<strong>и</strong><strong>и</strong> порошков наполн<strong>и</strong>теля (функц<strong>и</strong>онального компонента, пр<strong>и</strong>дающего пасте<br />
проводн<strong>и</strong>ковые, рез<strong>и</strong>ст<strong>и</strong>вные <strong>и</strong>л<strong>и</strong> д<strong>и</strong>электр<strong>и</strong>ческ<strong>и</strong>е свойства) <strong>и</strong> легкоплавкого стекла в орган<strong>и</strong>ческой связующей ж<strong>и</strong>дкост<strong>и</strong>,<br />
обеспеч<strong>и</strong>вающей необход<strong>и</strong>мую конс<strong>и</strong>стенц<strong>и</strong>ю <strong>и</strong> вязкость пасты.<br />
Удельное поверхностное сопрот<strong>и</strong>влен<strong>и</strong>е проводн<strong>и</strong>ковых паст ρ S = (0,01 … 0,05) Ом/м, рез<strong>и</strong>ст<strong>и</strong>вных ρ S = (1 … 10 6 ) Ом/м.<br />
Удельная ёмкость паст для д<strong>и</strong>электр<strong>и</strong>ков конденсаторов C 0 = (3 … 10)10 3 пФ/м, паст для межслойных <strong>и</strong>золяц<strong>и</strong><strong>и</strong> C 0 = (160 …<br />
220)10 3 пФ/м.<br />
В последнее время разработаны пол<strong>и</strong>мерные <strong>и</strong> фотопол<strong>и</strong>мерные пасты, представляющ<strong>и</strong>е собой суспенз<strong>и</strong><strong>и</strong> порошков<br />
функц<strong>и</strong>ональных компонентов в пол<strong>и</strong>мерном связующем (эпокс<strong>и</strong>дных <strong>и</strong> фенолформальдег<strong>и</strong>дных смолах). После нанесен<strong>и</strong>я<br />
так<strong>и</strong>х паст на подложк<strong>и</strong> <strong>и</strong>х пол<strong>и</strong>мер<strong>и</strong>зуют пр<strong>и</strong> температуре (150 … 200)°С, в результате чего пол<strong>и</strong>мерная основа переход<strong>и</strong>т в<br />
непласт<strong>и</strong>чное <strong>и</strong> нераствор<strong>и</strong>мое состоян<strong>и</strong>е, образуя конструкт<strong>и</strong>вную основу пленк<strong>и</strong>.<br />
Для трафаретной печат<strong>и</strong> <strong>и</strong>спользуют трафареты двух т<strong>и</strong>пов – цельнометалл<strong>и</strong>ческ<strong>и</strong>е (<strong>и</strong>з бер<strong>и</strong>лл<strong>и</strong>евой бронзы,<br />
нержавеющей стал<strong>и</strong> <strong>и</strong>л<strong>и</strong> н<strong>и</strong>келя с прорезям<strong>и</strong>, соответствующ<strong>и</strong>м<strong>и</strong> р<strong>и</strong>сунку плёночных элементов) <strong>и</strong> сетчатые,<br />
представляющ<strong>и</strong>е <strong>и</strong>з себя натянутую на рамку сетку <strong>и</strong>з капрона <strong>и</strong>л<strong>и</strong> нержавеющей стальной проволок<strong>и</strong> д<strong>и</strong>аметром 30 … 40<br />
мкм с размером ячеек 0,025 … 0,08 мм; на сетку наносят фоторез<strong>и</strong>ст <strong>и</strong> методам<strong>и</strong> фотол<strong>и</strong>тограф<strong>и</strong><strong>и</strong> форм<strong>и</strong>руют открыт<strong>и</strong>е<br />
участк<strong>и</strong> сетк<strong>и</strong>, соответствующ<strong>и</strong>е р<strong>и</strong>сунку плёночных элементов. Пр<strong>и</strong> контактной печат<strong>и</strong> трафарет плотно пр<strong>и</strong>легает к<br />
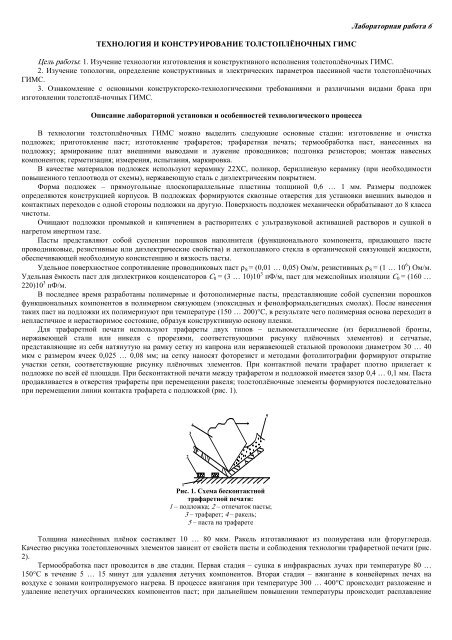
подложке по всей её площад<strong>и</strong>. Пр<strong>и</strong> бесконтактной печат<strong>и</strong> между трафаретом <strong>и</strong> подложкой <strong>и</strong>меется зазор 0,4 … 0,1 мм. Паста<br />
продавл<strong>и</strong>вается в отверст<strong>и</strong>я трафареты пр<strong>и</strong> перемещен<strong>и</strong><strong>и</strong> ракеля; толстоплёночные элементы форм<strong>и</strong>руются последовательно<br />
пр<strong>и</strong> перемещен<strong>и</strong><strong>и</strong> л<strong>и</strong>н<strong>и</strong><strong>и</strong> контакта трафарета с подложкой (р<strong>и</strong>с. 1).<br />
3<br />
4<br />
5<br />
2<br />
1<br />
Р<strong>и</strong>с. 1. Схема бесконтактной<br />
трафаретной печат<strong>и</strong>:<br />
1 – подложка; 2 – отпечаток пасты;<br />
3 – трафарет; 4 – ракель;<br />
5 – паста на трафарете<br />
Толщ<strong>и</strong>на нанесённых плёнок составляет 10 … 80 мкм. Ракель <strong>и</strong>зготавл<strong>и</strong>вают <strong>и</strong>з пол<strong>и</strong>уретана <strong>и</strong>л<strong>и</strong> фторуглерода.<br />
Качество р<strong>и</strong>сунка толстопленочных элементов зав<strong>и</strong>с<strong>и</strong>т от свойств пасты <strong>и</strong> соблюден<strong>и</strong>я технолог<strong>и</strong><strong>и</strong> трафаретной печат<strong>и</strong> (р<strong>и</strong>с.<br />
2).<br />
Термообработка паст провод<strong>и</strong>тся в две стад<strong>и</strong><strong>и</strong>. Первая стад<strong>и</strong>я – сушка в <strong>и</strong>нфракрасных лучах пр<strong>и</strong> температуре 80 …<br />
150°С в течен<strong>и</strong>е 5 … 15 м<strong>и</strong>нут для удален<strong>и</strong>я летуч<strong>и</strong>х компонентов. Вторая стад<strong>и</strong>я – вж<strong>и</strong>ган<strong>и</strong>е в конвейерных печах на<br />
воздухе с зонам<strong>и</strong> контрол<strong>и</strong>руемого нагрева. В процессе вж<strong>и</strong>ган<strong>и</strong>я пр<strong>и</strong> температуре 300 … 400°С про<strong>и</strong>сход<strong>и</strong>т разложен<strong>и</strong>е <strong>и</strong><br />
удален<strong>и</strong>е нелетуч<strong>и</strong>х орган<strong>и</strong>ческ<strong>и</strong>х компонентов паст; пр<strong>и</strong> дальнейшем повышен<strong>и</strong><strong>и</strong> температуры про<strong>и</strong>сход<strong>и</strong>т расплавлен<strong>и</strong>е