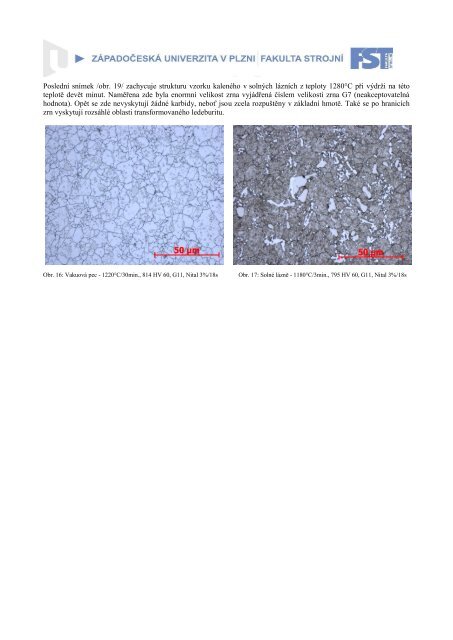
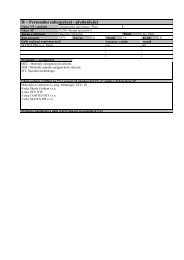
Poslední snímek /obr. 19/ zachycuje strukturu vzorku kaleného v solných lázních z teploty 1280°C při výdrţi na této teplotě devět minut. Naměřena zde byla enormní <strong>ve</strong>likost zrna vyjádřená číslem <strong>ve</strong>likosti zrna G7 (neakceptovatelná hodnota). Opět se zde nevyskytují ţádné karbidy, neboť jsou zcela rozpuštěny v základní hmotě. Také se po hranicích zrn vyskytují rozsáhlé oblasti transformovaného ledeburitu. Obr. 16: Vakuová pec - 1220°C/30min., 814 HV 60, G11, Nital 3%/18s Obr. 17: Solné lázně - 1180°C/3min., 795 HV 60, G11, Nital 3%/18s
Obr. 18: Solné lázně - 1280°C/3min., 778 HV 60, G8, Nital 3%/18s Obr. 19: Solné lázně - 1280°C/9min., 811 HV 60, G7, Nital 3%/18s ZÁVĚR Výsledkem bakalářské práce je hodnocení vlastností a mikrostruktur jednotlivých vzorků u dané oceli. Z jednotlivých měření vyplívá, ţe na správný postup tepelného zpracování (kalení) rychlořezných ocelí závisí nejen na správné kalící teplotě, ale také na času výdrţe na této teplotě. Pro relativně malé nástroje (malý průřez) je časový interval <strong>ve</strong>lmi úzký, a překročení tohoto intervalu <strong>ve</strong>de k nepřípustným změnám (praskání nástrojů, nepřijatelná <strong>ve</strong>likost zrna, tvorba transformovaného ledeburitu…). Z bakalářské práce vyplívá, ţe i při správné kalící teplotě a nevhodně zvoleném času výdrţe na této teplotě <strong>ve</strong>de k těmto nepříznivým změnám. Z práce je zřejmé, ţe některé oceli jsou více náchylné na tzv. přehřátí neţ jiné. U těchto ocelí má nepatrné přesáhnutí správné kalící teploty nepříznivý vliv na strukturu a vlastnosti oceli (tvorba ledeburitu, hrubnutí původního austenitického zrna). Vysoká kalící teplota, které se vyuţívá při kalení rychlořezných ocelí pro dostatečné rozpuštění karbidů (nalegování základní hmoty) musí být přesně dodrţena (úzký interval teplot), neboť její přesáhnutí má za následek hrubnutí původního austenitického zrna. Naopak nízká kalící teplota má za následek nedostatečné rozpuštění karbidů. Následné sekundární vytvrzování pak není pro<strong>ve</strong>deno správně. Na rozpouštění karbidů a na hrubnutí zrna má také značný vliv prodleva na kalící teplotě. Proti sobě jsou zde dva faktory a to hrubnutí původního austenitického zrna. Na správné pro<strong>ve</strong>dení tepelného zpracování má také značný vliv stav dodaného polotovaru, zejména stupeň protváření polotovaru. Vhodným protvářením polotovaru se dociluje rozrušením karbidického síťoví, coţ je příznivé pro rozpouštění primárních karbidů při kalení. Také je zde moţnost vyuţití postupů výroby pomocí práškové metalurgie coţ je popsáno v předchozí kapitole tváření a Tepelné zpracování hutních výrobků. Hodnocení pro jednotlivé vybrané oceli, a vyhodnocení výsledků je kompletně u<strong>ve</strong>deno v bakalářské práci. PODĚKOVÁNÍ Děkuji <strong>ve</strong>doucímu bakalářské práce Doc.Dr.Ing. Antonínu Kříţovi a konzultantovi Ing. Jiřímu Hájkovi, Ph.D. za rady, čas a za odbornou pomoc, kterou mi ochotně poskytli v průběhu řešení bakalářské práce. LITERATURA [1] PŘIBIL, E. a kol., Nástrojové oceli POLDI a jejich použití - I. díl. Praha: SNTL, 1986 [2] KŘÍŢ, A., Nástrojové oceli.pdf. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong> [3] Roberts,G. ,Krauss,G.,Kennedy,R. : TOOL STEELS. USA: Library of Congress Cataloging-inPublication Data, 1997. [4] DUŠEK, M., Vliv ochlazovací rychlosti na mikrostrukturu a mechanické vlastnosti rychlořezných ocelí. Plzeň: Západočeská uni<strong>ve</strong>rzita, 2009 [5] KESL, M., Konstruktérské okénko.pdf. Praha, 2009 [6] KRAUS, V., Tepelné zpracování a slinování. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong>, 2000 [7] KŘÍŢ, A., Tepelné zpracování.pdf. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong>