Zobrazit Älánek ve formátu PDF - ZápadoÄeská univerzita v Plzni
Zobrazit Älánek ve formátu PDF - ZápadoÄeská univerzita v Plzni
Zobrazit Älánek ve formátu PDF - ZápadoÄeská univerzita v Plzni

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
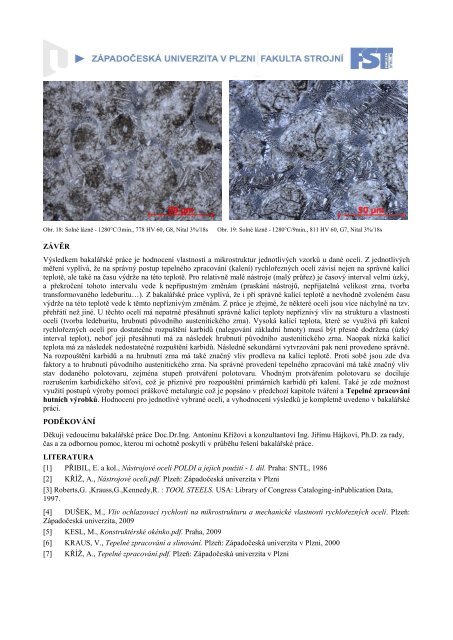
Obr. 18: Solné lázně - 1280°C/3min., 778 HV 60, G8, Nital 3%/18s Obr. 19: Solné lázně - 1280°C/9min., 811 HV 60, G7, Nital 3%/18s<br />
ZÁVĚR<br />
Výsledkem bakalářské práce je hodnocení vlastností a mikrostruktur jednotlivých vzorků u dané oceli. Z jednotlivých<br />
měření vyplívá, ţe na správný postup tepelného zpracování (kalení) rychlořezných ocelí závisí nejen na správné kalící<br />
teplotě, ale také na času výdrţe na této teplotě. Pro relativně malé nástroje (malý průřez) je časový interval <strong>ve</strong>lmi úzký,<br />
a překročení tohoto intervalu <strong>ve</strong>de k nepřípustným změnám (praskání nástrojů, nepřijatelná <strong>ve</strong>likost zrna, tvorba<br />
transformovaného ledeburitu…). Z bakalářské práce vyplívá, ţe i při správné kalící teplotě a nevhodně zvoleném času<br />
výdrţe na této teplotě <strong>ve</strong>de k těmto nepříznivým změnám. Z práce je zřejmé, ţe některé oceli jsou více náchylné na tzv.<br />
přehřátí neţ jiné. U těchto ocelí má nepatrné přesáhnutí správné kalící teploty nepříznivý vliv na strukturu a vlastnosti<br />
oceli (tvorba ledeburitu, hrubnutí původního austenitického zrna). Vysoká kalící teplota, které se vyuţívá při kalení<br />
rychlořezných ocelí pro dostatečné rozpuštění karbidů (nalegování základní hmoty) musí být přesně dodrţena (úzký<br />
interval teplot), neboť její přesáhnutí má za následek hrubnutí původního austenitického zrna. Naopak nízká kalící<br />
teplota má za následek nedostatečné rozpuštění karbidů. Následné sekundární vytvrzování pak není pro<strong>ve</strong>deno správně.<br />
Na rozpouštění karbidů a na hrubnutí zrna má také značný vliv prodleva na kalící teplotě. Proti sobě jsou zde dva<br />
faktory a to hrubnutí původního austenitického zrna. Na správné pro<strong>ve</strong>dení tepelného zpracování má také značný vliv<br />
stav dodaného polotovaru, zejména stupeň protváření polotovaru. Vhodným protvářením polotovaru se dociluje<br />
rozrušením karbidického síťoví, coţ je příznivé pro rozpouštění primárních karbidů při kalení. Také je zde moţnost<br />
vyuţití postupů výroby pomocí práškové metalurgie coţ je popsáno v předchozí kapitole tváření a Tepelné zpracování<br />
hutních výrobků. Hodnocení pro jednotlivé vybrané oceli, a vyhodnocení výsledků je kompletně u<strong>ve</strong>deno v bakalářské<br />
práci.<br />
PODĚKOVÁNÍ<br />
Děkuji <strong>ve</strong>doucímu bakalářské práce Doc.Dr.Ing. Antonínu Kříţovi a konzultantovi Ing. Jiřímu Hájkovi, Ph.D. za rady,<br />
čas a za odbornou pomoc, kterou mi ochotně poskytli v průběhu řešení bakalářské práce.<br />
LITERATURA<br />
[1] PŘIBIL, E. a kol., Nástrojové oceli POLDI a jejich použití - I. díl. Praha: SNTL, 1986<br />
[2] KŘÍŢ, A., Nástrojové oceli.pdf. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong><br />
[3] Roberts,G. ,Krauss,G.,Kennedy,R. : TOOL STEELS. USA: Library of Congress Cataloging-inPublication Data,<br />
1997.<br />
[4] DUŠEK, M., Vliv ochlazovací rychlosti na mikrostrukturu a mechanické vlastnosti rychlořezných ocelí. Plzeň:<br />
Západočeská uni<strong>ve</strong>rzita, 2009<br />
[5] KESL, M., Konstruktérské okénko.pdf. Praha, 2009<br />
[6] KRAUS, V., Tepelné zpracování a slinování. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong>, 2000<br />
[7] KŘÍŢ, A., Tepelné zpracování.pdf. Plzeň: Západočeská uni<strong>ve</strong>rzita v <strong>Plzni</strong>