Zváranie materiálov Hardox® a Weldox®
Zváranie materiálov Hardox® a Weldox®
Zváranie materiálov Hardox® a Weldox®
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
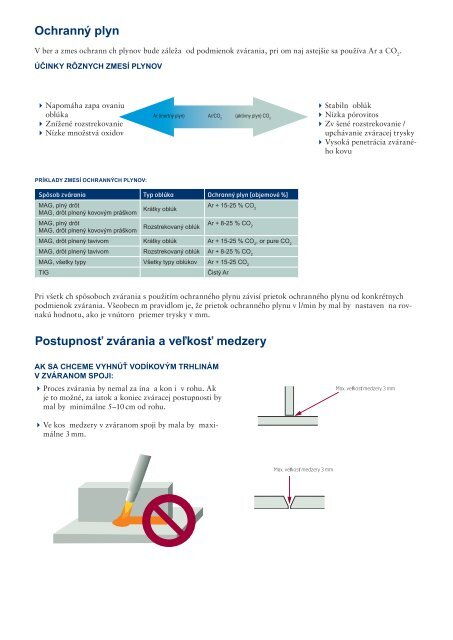
Ochranný plynVýber a zmes ochranných plynov bude záležať od podmienok zvárania, pričom najčastejšie sa používa Ar a CO 2.Účinky rôznych zmesí plynovNapomáha zapaľovaniuoblúkaZnížené rozstrekovanieNízke množstvá oxidovAr (inertný plyn) Ar/CO 2(aktívny plyn) CO 2Stabilný oblúkNízka pórovitosťZvýšené rozstrekovanie /upchávanie zváracej tryskyVysoká penetrácia zváranéhokovuPríklady zmesí ochranných plynov:Spôsob zvárania Typ oblúka Ochranný plyn [objemové %]MAG, plný drôtMAG, drôt plnený kovovým práškom Krátky oblúk Ar + 15-25 % CO 2MAG, plný drôtMAG, drôt plnený kovovým práškom Rozstrekovaný oblúk Ar + 8-25 % CO 2MAG, drôt plnený tavivom Krátky oblúk Ar + 15-25 % CO 2, or pure CO 2MAG, drôt plnený tavivom Rozstrekovaný oblúk Ar + 8-25 % CO 2MAG, všetky typy Všetky typy oblúkov Ar + 15-25 CO 2TIGČistý ArPri všetkých spôsoboch zvárania s použitím ochranného plynu závisí prietok ochranného plynu od konkrétnychpodmienok zvárania. Všeobecným pravidlom je, že prietok ochranného plynu v l/min by mal byť nastavený na rovnakúhodnotu, ako je vnútorný priemer trysky v mm.Postupnosť zvárania a veľkosť medzeryAk sa chceme vyhnúť vodíkovým trhlinámv zváranom spoji:Proces zvárania by nemal začínať a končiť v rohu. Akje to možné, začiatok a koniec zváracej postupnosti bymal byť minimálne 5–10 cm od rohu.Max. veľkosť medzery 3 mmVeľkosť medzery v zváranom spoji by mala byť maximálne3 mm.Max. veľkosť medzery 3 mm