Optimalizace svaÅovacÃch parametrů metody MAG pÅi ... - Hadyna
Optimalizace svaÅovacÃch parametrů metody MAG pÅi ... - Hadyna
Optimalizace svaÅovacÃch parametrů metody MAG pÅi ... - Hadyna
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
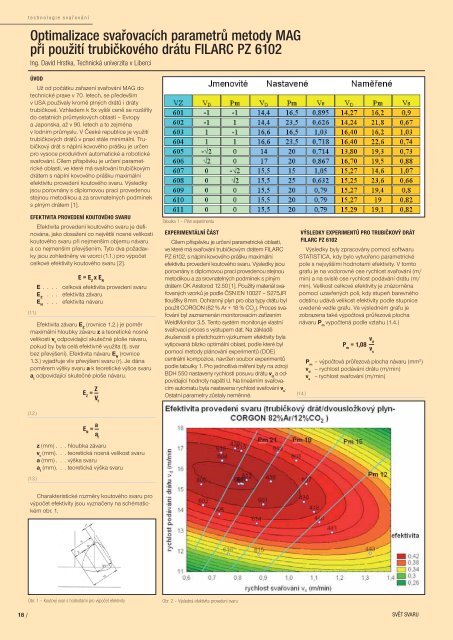
technologie svařování<strong>Optimalizace</strong> svařovacích parametrů <strong>metody</strong> <strong>MAG</strong>při použití trubičkového drátu FILARC PZ 6102Ing. David Hrstka, Technická univerzita v LiberciÚVODUž od počátku zařazení svařování <strong>MAG</strong> dotechnické praxe v 70. letech, se předevšímv USA používaly kromě plných drátů i drátytrubičkové. Vzhledem k 5x vyšší ceně se rozšířilydo ostatních průmyslových oblastí – Evropya Japonska, až v 90. letech a to zejménav lodním průmyslu. V České republice je využitítrubičkových drátů v praxi stále minimální. Trubičkovýdrát s náplní kovového prášku je určenpro vysoce produktivní automatické a robotickésvařování. Cílem příspěvku je určení parametrickéoblasti, ve které má svařování trubičkovýmdrátem s náplní kovového prášku maximálníefektivitu provedení koutového svaru. Výsledkyjsou porovnány s diplomovou prací provedenoustejnou metodikou a za srovnatelných podmíneks plným drátem [1].EFEKTIVITA PROVEDENÍ KOUTOVÉHO SVARUEfektivita provedení koutového svaru je defi -nována, jako dosažení co největší nosné velikostikoutového svaru při nejmenším objemu návarua co nejmenším převýšením. Tyto dva požadavkyjsou zohledněny ve vzorci (1.1.) pro výpočetcelkové efektivity koutového svaru [2].(1.1.)E = E Zx E NE . . . . celková efektivita provedení svaruE Z. . . efektivita závaruE N. . . efektivita návaruEfektivita závaru E Z(rovnice 1.2.) je poměrmaximální hloubky závaru z a teoretické nosnévelikosti v todpovídající skutečné ploše návaru,pokud by byla celá efektivně využita (tj. svarbez převýšení). Efektivita návaru E N(rovnice1.3.) vyjadřuje vliv převýšení svaru (r). Je dánapoměrem výšky svaru a k teoretické výšce svarua todpovídající skutečné ploše návaru.E Z= Z —VTTabulka 1 – Plán experimentuEXPERIMENTÁLNÍ ČÁSTCílem příspěvku je určení parametrické oblasti,ve které má svařování trubičkovým drátem FILARCPZ 6102, s náplní kovového prášku maximálníefektivitu provedení koutového svaru. Výsledky jsouporovnány s diplomovou prací provedenou stejnoumetodikou a za srovnatelných podmínek s plnýmdrátem OK Aristorod 12.50 [1]. Použitý materiál svařovanýchvzorků je podle ČSN EN 10027 – S275JRtloušťky 8 mm. Ochranný plyn pro oba typy drátu bylpoužit CORGON (82 % Ar + 18 % CO 2). Proces svařováníbyl zaznamenán monitorovacím zařízenímWeldMonitor 3.5. Tento systém monitoruje vlastnísvařovací proces s výstupem dat. Na základězkušeností s předchozím výzkumem efektivity bylavytipovaná blízko optimální oblast, podle které bylpomocí <strong>metody</strong> plánování experimentů (DOE)centrální kompozice, navržen soubor experimentůpodle tabulky 1. Pro jednotlivá měření byly na zdrojiBDH 550 nastaveny rychlosti posuvu drátu v da odpovídajícíhodnoty napětí U. Na lineárním svařovacímautomatu byla nastavena rychlost svařování v s.Ostatní parametry zůstaly neměnné.VÝSLEDKY EXPERIMENTŮ PRO TRUBIČKOVÝ DRÁTFILARC PZ 6102Výsledky byly zpracovány pomocí softwaruSTATISTICA, kdy bylo vytvořeno parametricképole s nejvyššími hodnotami efektivity. V tomtografu je na vodorovné ose rychlost svařování (m/min) a na svislé ose rychlost podávání drátu (m/min). Velikost celkové efektivity je znázorněnapomocí uzavřených polí, kdy stupeň barevnéhoodstínu udává velikost efektivity podle stupniceuvedené vedle grafu. Ve výsledném grafu jezobrazena také výpočtová průřezová plochanávaru P mvypočtená podle vztahu (1.4.)(1.4.)P m= 1,08 v d–v sP m– výpočtová průřezová plocha návaru (mm 2 )v d– rychlost podávání drátu (m/min)– rychlost svařování (m/min)v s(1.2.)E N= a —aT(1.3.)z (mm) . . . hloubka závaruv t(mm). . . teoretická nosná velikost svarua (mm) . . . výška svarua t(mm). . . teoretická výška svaruCharakteristické rozměry koutového svaru provýpočet efektivity jsou vyznačeny na schématickémobr. 1.Obr. 1 – Koutový svar s hodnotami pro výpočet efektivityObr. 2 – Výsledná efektivita provedení svaru18 /SVĚT SVARU
technologie svařováníNaměřené parametrické pole se ukázalo jakostabilní. Provedené experimenty prokázaly, žepoměrně velká parametrická oblast v rozmezív d14 až 17 m/min, v s0,6 až 0,9 m/min proplochy návaru Pm 16 až 25 mm 2 , což odpovídávelikostem účinné výšky 7 až 9 mm, vykazujevysokou efektivitu provedení koutového svarua dobrou geometrii, což dokládá srovnání svarůobr. 3.Svary s nízkou rychlostí svařování mají oproti svarůms vysokou rychlostí svařování širší závar menšíhloubky a jsou výhodné jako svary výplňové. Svarys vyšší rychlostí posuvu mají větší převýšení.Obr. 3 – Ukázky svarů s nízkou a vysokou rychlostí svařováníObr. 4 – Závislost rychlosti podávání drátu na svařovacím prouduObr. 5 – Závislost napětí a proudu a napětí pro plný a trubičkový drátObr. 6 – Porovnávací graf výsledných efektivit plného a trubičkového drátuPOROVNÁNÍ TRUBIČKOVÉHO A PLNÉHO DRÁTUPo vyhodnocení rozměrové analýzy svarůzhotovených trubičkovým drátem oprotisvarům plným drátem se ukázalo, že výtěžnosttrubičkového drátu byla o cca 9 % nižší, tudížbyl koefi cient ve vztahu (1.4) snížen. S tímtopoznatkem souvisí fakt, že při stejné hodnotěproudu má trubičkový drát vyšší tavnou rychlostoproti plnému drátu (viz graf na obr. 4). Z grafuje patrné, že rychlost podávání trubičkového drátuje cca o 1,5 až 2 m/min vyšší, ale vzhledem k nižšíhustotě náplně se tento rozdíl neprojeví plně v nárůstuprůřezové plochy návaru. Pro kontrolu jsmeprovedli ještě jednoduché měření měrné hmotnostiobou drátů zvážením stejné délky drátu. Poměrhmotností byl zjištěn 1,0885. To znamená, že trubičkovýdrát má o 8,85 % nižší měrnou hmotnost.(r plného drátu – 7,62 g/cm 3 , r trubičkového drátu– 7,00 g/cm 3 ). [3]Na porovnávacím grafu na obr. 6 je patrné,že oblast efektivity u svařování plným drátem jev rozsahu rychlostí svařování – cca 0,8–1,2 m/min,ale horní hraníce rychlosti podávání drátu jemax. 13 m/min. Tato oblast svařování odpovídáplochám návaru v rozmezí 10 až 12 mm 2 protioblasti efektivního svařování trubičkového drátu,která zahrnuje širší pole rychlostí drátu a tími návarových ploch a velikostí svaru. S těmito parametryse přibližujeme svařování pod tavidlem.ZÁVĚRZ publikovaných vlastností trubičkového drátus náplní kovového prášku naše experimentypotvrdily vyšší tavný výkon a tedy i produktivitusvařování, a to i přes jeho nižší měrnou hmotnost.Maximální efektivita je sice o něco nižší nežu plného drátu, ale velikost efektivity se v celémdoporučeném rozsahu příliš neliší, takže sestejnou efektivitou lze svařovat svary v rozsahuproudu 350 až 420 A, s velikostí průřezovéplochy návaru 12 až 24 mm 2 při nosné velikosti(účinné výšce) 7 až 9 mm, při závaru 3 až 5mma při vneseném teplu pouze 4,4 až 8,5 kJ/cm.Závar je širší, takže míra efektivity je méně citlivána přesnost vedení hořáku. Společně s dalšípotvrzenou vlastností – nízkým převýšenímhousenky a bezvrubovým napojením svaru nazákladní materiál je tento typ drátu velmi vhodnýpro robotizované svařování. Vzhledem k velmistabilní hodnotě započitatelné hloubky závarupřinese používání tohoto drátu přímé úsporyv produktivitě i ostatních nákladech vzhledemk nižší hodnotě vneseného tepla do svaru.LITERATURA[1] Hrstka, D.: Vliv směsi plynu na efektivitu provedenísvaru a stabilitu procesu <strong>MAG</strong>. [Diplomovápráce]. Liberec 2007. TU Liberec, FS.[2] Hudec, Z.: <strong>Optimalizace</strong> konstrukčnícha technologických parametrů koutových svarůzhotovených metodou <strong>MAG</strong>. [Disertační práce].Liberec 2006. TU Liberec, FS.[3] Furmaník, P.: Vliv přídavného materiálu naefektivitu provedení svaru a stabilitu procesu<strong>MAG</strong>. [Diplomová práce]. Liberec 2007. TULiberec, FS.SVĚT SVARU / 19