Technológia IIMontáž – podklady pre cvičeniepolohy, na udržanie tejto polohy a orientácie (aby mohli byť odobrané manipulátorom) alebo aj naumiestnenie súčiastky do montovaného celku sa používajú rôzne zariadenia, ktoré možno rozdeliť do štyrochskupín:• Oddeľovacie zariadenia – zabezpečujú dodanie len určitého počtu súčiastok alebo množstva materiálu namiesto montážnej operácie.• Zásobníky na tvorbu zásoby súčiastok alebo materiálu v neorientovanom stave – majú podobu debienalebo paliet, kde sú súčiastky voľne uložené.• Zásobníky zabezpečujúce zásobu súčiastok v orientovanom stave – najčastejšie sa jedná o gravitačnézásobníky, kde sú súčiastky vkladané už v orientovanom stave a pohybujú sa pôsobením gravitačnej sily.• Orientačné zariadenia – používajú sa na dosiahnutie požadovanej polohy a orientácie súčiastky navýstupe z jednotky, najčastejšie sú postavené na báze vibračných zásobníkov.5.2 Operačné jednotkyOperačné jednotky predstavujú špeciálne zariadenia určené na realizáciu príslušnej montážnej operácie,ktoré možno klasifikovať do nasledovných skupín:• Zakladacie jednotky – ich úlohou je uchopiť súčiastku na vstupe do pracoviska (paleta, zásobník) a uložiťju do prípravku alebo položiť na inú súčiastku. Môžu sa použiť aj na vyberanie zmontovaných výrobkov.• Skrutkovacie jednotky sú najčastejšie používané v montážnych linkách, pretože skrutkový spoj jenajčastejšie sa vyskytujúci typ spoja vo výrobkoch.• Lisovacie a nitovacie jednotky slúžia na vytvorenie nerozoberateľných spojení súčiastok, najčastejšie sapoužívajú jednotky s pneumatickým pohonom a silou na výstupe 20 kN.• Dávkovacie jednotky sa používajú na miešanie a dávkovanie kvapalných látok (napr. olej do prevodvky),plastických mazív, živíc a pod.• Zváracie a spájkovacie jednotky slúžia na vytvorenie nerozoberateľných spojov súčiastok, pričomzváracie jednotky môžu mať charakter plne automatizovaných pracovísk.5.3 Kontrolné jednotkyPomocou kontrolných jednotiek sa realizuje medzioperačná kontrola v montážnom systéme. Najčastejšiesa kontroluje prítomnosť a správna poloha súčiastky po vykonaní montážnej operácie. Kontrolná jednotkamôže byť súčasťou operačnej jednotky alebo môže tvoriť samostatné pracovisko na linke.5.4 Riadiace jednotkyNa riadenie činnostiprogramovateľné automaty.jednotlivých montážnych pracovísk, resp. celých liniek sa používajú6 Organizácia montážneho procesuMontážny systém predstavuje podsystém výrobného systému a možno ho definovať akoorganizačno-technické usporiadanie ľudí a techniky podieľajúcich sa na montáži výrobku. Každýmontážny systém možno charakterizovať najmä jeho časovou a priestorovou štruktúrou, t.j.rozčlenením montáže z hľadiska časovej a technologickej nadväznosti, časovým a výkonovýmvyužitím pracovných síl, technických prostriedkov, energií a priestorovým usporiadaním objektov,pracovísk a pod. V princípe existujú dve základné usporiadania montážnej techniky, resp.montážnych pracovísk:• predmetné usporiadanie – montážna technika sa zaraďuje za sebou podľa poradia vykonávania operácií,pričom v praxi sa vyskytujú tieto základné typy montážnych systémov:• synchrónny montážny systém,• automatická rotorová linka,• asynchrónny montážny systém,8
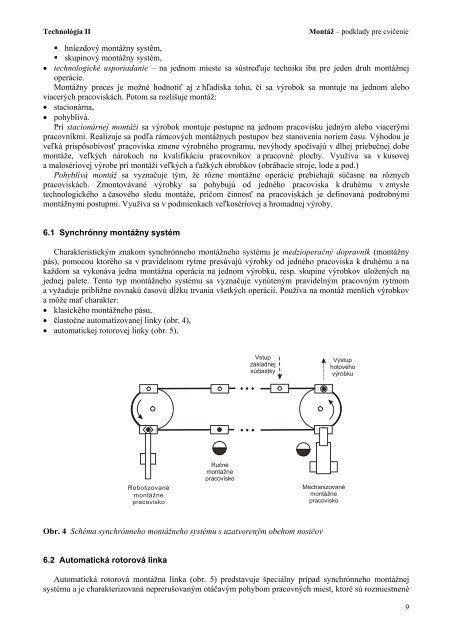
Technológia IIMontáž – podklady pre cvičenie• hniezdový montážny systém,• skupinový montážny systém,• technologické usporiadanie – na jednom mieste sa sústreďuje technika iba pre jeden druh montážnejoperácie.Montážny proces je možné hodnotiť aj z hľadiska toho, či sa výrobok sa montuje na jednom aleboviacerých pracoviskách. Potom sa rozlišuje montáž:• stacionárna,• pohyblivá.Pri stacionárnej montáži sa výrobok montuje postupne na jednom pracovisku jedným alebo viacerýmipracovníkmi. Realizuje sa podľa rámcových montážnych postupov bez stanovenia noriem času. Výhodou jeveľká prispôsobivosť pracoviska zmene výrobného programu, nevýhody spočívajú v dlhej priebečnej dobemontáže, veľkých nárokoch na kvalifikáciu pracovníkov a pracovné plochy. Využíva sa v kusoveja malosériovej výrobe pri montáži veľkých a ťažkých obrobkov (obrábacie stroje, lode a pod.)Pohyblivá montáž sa vyznačuje tým, že rôzne montážne operácie prebiehajú súčasne na rôznychpracoviskách. Zmontovávané výrobky sa pohybujú od jedného pracoviska k druhému v zmysletechnologického a časového sledu montáže, pričom činnosť na pracoviskách je definovaná podrobnýmimontážnymi postupmi. Využíva sa v podmienkach veľkosériovej a hromadnej výroby.6.1 Synchrónny montážny systémCharakteristickým znakom synchrónneho montážneho systému je medzioperačný dopravník (montážnypás), pomocou ktorého sa v pravidelnom rytme presúvajú výrobky od jedného pracoviska k druhému a nakaždom sa vykonáva jedna montážna operácia na jednom výrobku, resp. skupine výrobkov uložených najednej palete. Tento typ montážneho systému sa vyznačuje vynúteným pravidelným pracovným rytmoma vyžaduje približne rovnakú časovú dĺžku trvania všetkých operácií. Používa na montáž menších výrobkova môže mať charakter:• klasického montážneho pásu,• čiastočne automatizovanej linky (obr. 4),• automatickej rotorovej linky (obr. 5).VstupzákladnejsúčiastkyVýstuphotovéhovýrobkuRobotizovanémontážnepracoviskoRučnémontážnepracoviskoMechanizovanémontážnepracoviskoObr. 4 Schéma synchrónneho montážneho systému s uzatvoreným obehom nosičov6.2 Automatická rotorová linkaAutomatická rotorová montážna linka (obr. 5) predstavuje špeciálny prípad synchrónneho montážnejsystému a je charakterizovaná neprerušovaným otáčavým pohybom pracovných miest, ktoré sú rozmiestnené9