
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
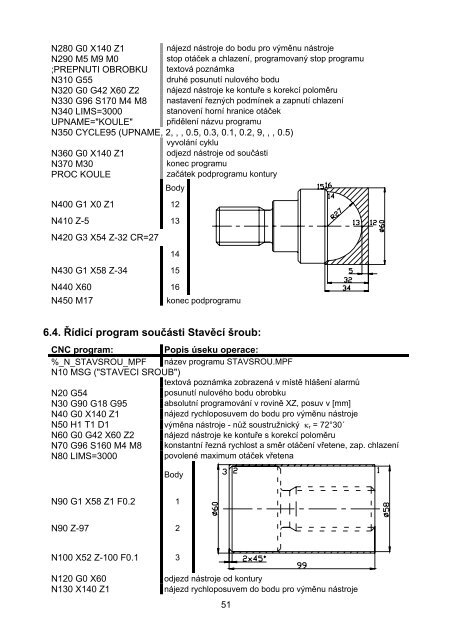
N280 G0 X140 Z1nájezd nástroje do bodu pro výměnu nástrojeN290 M5 M9 M0stop otáček a chlazení, programovaný stop programu;PREPNUTI OBROBKU textová poznámkaN310 G55druhé posunutí nulového boduN320 G0 G42 X60 Z2 nájezd nástroje ke kontuře s korekcí poloměruN330 G96 S170 M4 M8 nastavení řezných podmínek a zapnutí chlazeníN340 LIMS=3000stanovení horní hranice otáčekUPNAME="KOULE" přidělení názvu programuN350 CYCLE95 (UPNAME, 2, , , 0.5, 0.3, 0.1, 0.2, 9, , , 0.5)vyvolání cykluN360 G0 X140 Z1odjezd nástroje od součástiN370 M30konec programuPROC KOULEzačátek podprogramu konturyBodyN400 G1 X0 Z1 12N410 Z-5 13N420 G3 X54 Z-32 CR=2714N430 G1 X58 Z-34 15N440 X60 16N450 M17konec podprogramu6.4. Řídicí program součásti Stavěcí šroub:CNC program:Popis úseku operace:%_N_STAVSROU_MPF název programu STAVSROU.MPFN10 MSG ("STAVECI SROUB")textová poznámka zobrazená v místě hlášení alarmůN20 G54posunutí nulového bodu obrobkuN30 G90 G18 G95 absolutní programování v rovině XZ, posuv v [mm]N40 G0 X140 Z1nájezd rychloposuvem do bodu pro výměnu nástrojeN50 H1 T1 D1 výměna nástroje - nůž soustružnický κ r = 72°30´N60 G0 G42 X60 Z2 nájezd nástroje ke kontuře s korekcí poloměruN70 G96 S160 M4 M8 konstantní řezná rychlost a směr otáčení vřetene, zap. chlazeníN80 LIMS=3000povolené maximum otáček vřetenaBodyN90 G1 X58 Z1 F0.2 1N90 Z-97 2N100 X52 Z-100 F0.1 3N120 G0 X60N130 X140 Z1odjezd nástroje od konturynájezd rychloposuvem do bodu pro výměnu nástroje51