

Roba-Simplex/Duplex - MB Maschinenbau
Roba-Simplex/Duplex - MB Maschinenbau
Roba-Simplex/Duplex - MB Maschinenbau

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
wydajność<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
006<br />
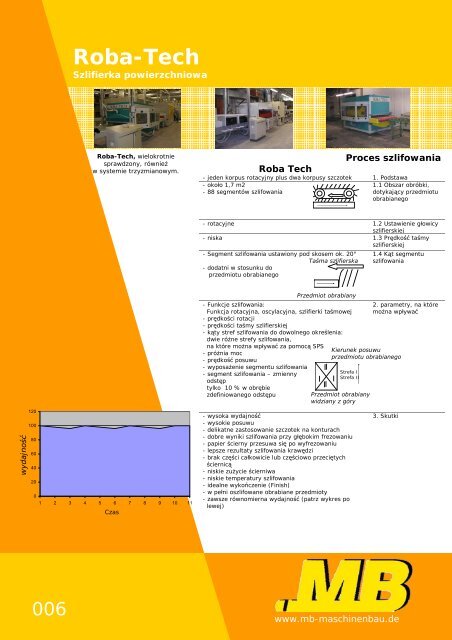
<strong>Roba</strong>-Tech<br />
Szlifierka powierzchniowa<br />
<strong>Roba</strong>-Tech, wielokrotnie<br />
sprawdzony, również<br />
w systemie trzyzmianowym.<br />
1 2 3 4 5 6 7 8 9 10 11<br />
Czas<br />
<strong>Roba</strong> Tech<br />
Proces szlifowania<br />
- jeden korpus rotacyjny plus dwa korpusy szczotek 1. Podstawa<br />
- około 1,7 m2<br />
- 88 segmentów szlifowania<br />
- rotacyjne<br />
- niska<br />
Werkstück<br />
- Segment szlifowania ustawiony pod skosem ok. 20°<br />
Taśma szlifierska<br />
- dodatni w stosunku do<br />
przedmiotu obrabianego<br />
1.1 Obszar obróbki,<br />
dotykający przedmiotu<br />
obrabianego<br />
1.2 Ustawienie głowicy<br />
szlifierskiej<br />
1.3 Prędkość taśmy<br />
szlifierskiej<br />
1.4 Kąt segmentu<br />
szlifowania<br />
Przedmiot obrabiany<br />
- Funkcje szlifowania:<br />
2. parametry, na które<br />
Funkcja rotacyjna, oscylacyjna, szlifierki taśmowej można wpływać<br />
- prędkości rotacji<br />
- prędkości taśmy szlifierskiej<br />
- kąty stref szlifowania do dowolnego określenia:<br />
dwie różne strefy szlifowania,<br />
na które można wpływać za pomocą SPS<br />
Kierunek posuwu<br />
- próżnia moc<br />
przedmiotu obrabianego<br />
- prędkość posuwu<br />
- wyposażenie segmentu szlifowania<br />
Strefa I<br />
- segment szlifowania – zmienny<br />
Strefa II<br />
odstęp<br />
tylko 10 % w obrębie<br />
zdefiniowanego odstępu<br />
Przedmiot obrabiany<br />
widziany z góry<br />
- wysoka wydajność<br />
- wysokie posuwu<br />
- delikatne zastosowanie szczotek na konturach<br />
- dobre wyniki szlifowania przy głębokim frezowaniu<br />
- papier ścierny przesuwa się po wyfrezowaniu<br />
- lepsze rezultaty szlifowania krawędzi<br />
- brak części całkowicie lub częściowo przeciętych<br />
ściernicą<br />
- niskie zużycie ścierniwa<br />
- niskie temperatury szlifowania<br />
- idealne wykończenie (Finish)<br />
- w pełni oszlifowane obrabiane przedmioty<br />
- zawsze równomierna wydajność (patrz wykres po<br />
lewej)<br />
3. Skutki<br />
www.mb-maschinenbau.de






