capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5
capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5
capitolul 1. optimizarea sistemelor de fabricațiedin ... - Modulul 5

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
C A P I T O L U L 1 .<br />
O P T I M I ZA R E A S I S T E M E L O R DE<br />
F A B R I C A Ț I E D I N M E D I U L I N D U S T R I A L<br />
C O M P E T E N Ţ A<br />
Alegerea sistemului şi a tehnologiei <strong>de</strong> fabricaţie<br />
<strong>1.</strong><strong>1.</strong> Mediul industrial<br />
<strong>1.</strong>2. Meto<strong>de</strong> <strong>de</strong> integrare sistemică a<br />
întreprin<strong>de</strong>rii<br />
<strong>1.</strong>3. Criterii <strong>de</strong> evaluare a utilizării <strong>sistemelor</strong><br />
<strong>de</strong> fabricaţie<br />
O B I E C T I V E<br />
După parcurgerea acestui capitol.<br />
<strong>1.</strong> să <strong>de</strong>scrieţi mediul industrial;<br />
2. să explicaţi modul <strong>de</strong> utilizare a <strong>sistemelor</strong> <strong>de</strong> fabricaţie;<br />
3. să evaluaţi utilizarea unui sistem <strong>de</strong> fabricaţie a<strong>de</strong>cvat, după criterii precizate.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 1
<strong>1.</strong><strong>1.</strong> MEDIUL INDUSTRIAL<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong> Întreprin<strong>de</strong>rea industrială. Definiţie şi clasificare<br />
Industria este o ramură a producţiei materiale şi a economiei naţionale care cuprin<strong>de</strong><br />
totalitatea întreprin<strong>de</strong>rilor (uzine, centrale, fabrici, mine etc.) ocupate cu producţia uneltelor <strong>de</strong><br />
muncă, cu extracţia materiilor prime, a materialelor şi a combustibililor şi cu prelucrarea<br />
ulterioară a produselor obţinute.<br />
Industria reprezintă sectorul principal <strong>de</strong> producţie al multor ţări. Este grupată pe două<br />
ramuri:<br />
- industria grea - care are ca scop principal obţinerea mijloacelor <strong>de</strong> producţie;<br />
- industria uşoară - în care se produc bunuri <strong>de</strong> larg consum.<br />
Întreprin<strong>de</strong>rea este o unitate economică care dispune <strong>de</strong> personalitate juridică, fiind<br />
compusă dintr-un grup organizat <strong>de</strong> persoane care <strong>de</strong>sfăşoară procese <strong>de</strong> muncă utilizând<br />
mijloace materiale (maşini-unelte, echipamente, materii prime etc), în ve<strong>de</strong>rea realizării <strong>de</strong><br />
produse şi servicii <strong>de</strong>stinate vânzării pe piaţă şi obţinerii unui profit cât mai mare.<br />
Întreprin<strong>de</strong>rea, ca verigă <strong>de</strong> bază a economiei unei ţări, constituie componenta<br />
fundamentală a economiei. Acest „atom economic" este indivizibil, cele trei funcţii economice<br />
fundamentale (producţia, vânzarea şi gestiunea) ale sale regăsindu-se la toate nivelurile:<br />
mondial, naţional, regional şi <strong>de</strong> ramură.<br />
O uniune <strong>de</strong> întreprin<strong>de</strong>ri constituită sub o singură conducere şi gestiune financiară se<br />
numeşte firmă comercială.<br />
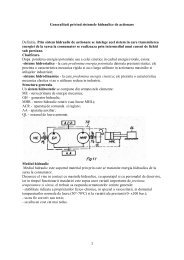
Întreprin<strong>de</strong>rea poate fi <strong>de</strong>finită ca un sistem cibernetic (Fig. <strong>1.</strong>1), <strong>de</strong>oarece ea reprezintă<br />
un sistem închis, având proprietatea <strong>de</strong> autoreglare, în care intrările (X) sunt transformate în<br />
ieşiri (Y). Sistemul are cel puţin o buclă <strong>de</strong> reglaj (numită feed-back sau conexiune inversă),<br />
prin intermediul căreia se aplică un semnal <strong>de</strong> la ieşirea sistemului la intrarea acestuia.<br />
Fig. <strong>1.</strong><strong>1.</strong> Întreprin<strong>de</strong>rea ca sistem cibernetic<br />
Informaţiile obţinute la ieşirea sistemului sunt utilizate pentru corectarea intrării, proces<br />
care se realizează prin intermediul mărimii <strong>de</strong> reglare (ΔX).<br />
X - elemente <strong>de</strong> intrare, constituite din: materiale, energie, resurse umane, informaţii, <strong>de</strong>cizii;<br />
Y - elemente <strong>de</strong> ieşire: bunuri materiale, servicii, energie, informaţii, <strong>de</strong>cizii;<br />
ΔX - mărimea <strong>de</strong> reglare;<br />
p - perturbaţii.<br />
Sistemul întreprin<strong>de</strong>re este alcătuit din cele două subsisteme - subsistemul conducător şi<br />
subsistemul condus - între care există diverse tipuri <strong>de</strong> interacţiuni. La rândul lui, fiecare dintre<br />
aceste subsisteme este alcătuit din mai multe componente.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 2
Subsistemul condus, numit şi subsistem efector sau subsistem reglat, este cel în care au<br />
loc procesele <strong>de</strong> transformare a elementelor <strong>de</strong> intrare în produse finite. Subsistemul condus se<br />
compune din: post, loc <strong>de</strong> muncă, atelier, secţie, compartimente <strong>de</strong> planificare, lansare,<br />
urmărirea producţiei, aprovizionare etc.<br />
Subsistemul conducător, numit şi subsistem reglator, are rolul <strong>de</strong> a asigura reglarea şi<br />
funcţionarea optimă a subsistemului reglat, prin în<strong>de</strong>plinirea funcţiilor conducerii: prognoză,<br />
organizare, coordonare, comandă şi control.<br />
Perturbaţiile sunt schimbări ale stării sistemului generate fie <strong>de</strong> mediul ambiant al<br />
întreprin<strong>de</strong>rii, constituit din beneficiari, furnizori, pieţe, bănci, precum şi <strong>de</strong> natura<br />
înconjurătoare, fie <strong>de</strong> interacţiunile dintre elementele aflate în interiorul întreprin<strong>de</strong>rii.<br />
Perturbaţiile pot conduce la modificarea anumitor indicatori, cum ar fi nivelul <strong>de</strong> stocuri,<br />
volumul <strong>de</strong> afaceri, numărul personalului angajat.<br />
Clasificarea întreprin<strong>de</strong>rilor industriale se poate face după mai multe criterii, conform<br />
tabelului <strong>1.</strong><strong>1.</strong><br />
Tabelul <strong>1.</strong>1 - Clasificarea întreprin<strong>de</strong>rilor industriale<br />
Criteriul <strong>de</strong> clasificare Tipuri <strong>de</strong> întreprin<strong>de</strong>ri<br />
forma <strong>de</strong> proprietate a capitalului social - din sectorul privat (societăţi pe acţiuni, societăţi cu<br />
răspun<strong>de</strong>re limitată);<br />
- din sectorul public (regii autonome, companii<br />
naţionale).<br />
- mărimea - mici şi mijlocii;<br />
- caracterul<br />
ramurii<br />
- mari.<br />
- după materiile prime folosite - din grupa industriei extractive;<br />
- din grupa ramurii industriei prelucrătoare.<br />
- după tipul produsului fabricat şi - producătoare <strong>de</strong> mijloace <strong>de</strong> producţie;<br />
<strong>de</strong>stinaţia economică<br />
- producătoare <strong>de</strong> bunuri <strong>de</strong> consum.<br />
- în raport cu caracteristicile procesului - în care predomină procesele <strong>de</strong> producţie<br />
<strong>de</strong> producţie<br />
mecanice;<br />
- în care predomină procesele chimice.<br />
- după gradul <strong>de</strong> continuitate a pro- - cu procese continue;<br />
ceselor<br />
- cu procese discontinue.<br />
- în raport cu gradul <strong>de</strong> specializare - întreprin<strong>de</strong>ri specializate;<br />
- întreprin<strong>de</strong>ri universale;<br />
- întreprin<strong>de</strong>ri mixte.<br />
- în raport cu volumul fabricaţiei - cu producţie în masă;<br />
- cu producţie în serie;<br />
- cu producţie individuală.<br />
- după modul <strong>de</strong> organizare a procesului - cu producţie organizată în flux;<br />
<strong>de</strong> producţie<br />
- cu producţie organizată după mo<strong>de</strong>lele producţiei<br />
individuale.<br />
<strong>1.</strong><strong>1.</strong>2. Tipuri <strong>de</strong> produse<br />
Mediul industrial se caracterizează printr-un ansamblu <strong>de</strong> activităţi economice care<br />
implică fabricarea şi producţia, având ca rezultat anumite tipuri <strong>de</strong> produse. în urma <strong>de</strong>sfăşurării<br />
proceselor tehnologice rezultă bunuri materiale <strong>de</strong>numite produse.<br />
Produsul este rezultatul material al unei activităţi umane, <strong>de</strong>stinat satisfacerii unei nevoi<br />
şi reprezintă o sumă <strong>de</strong> componente materiale şi imateriale cu caracteristici inter<strong>de</strong>pen<strong>de</strong>nte ce<br />
alcătuiesc un tot unitar.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 3
Din punctul <strong>de</strong> ve<strong>de</strong>re al fabricării, produsele pot fi consi<strong>de</strong>rate, în general, rezultatul<br />
transformării materiilor prime în piese, prin aplicarea unor tehnologii. Deci un produs este un<br />
ansamblu industrial <strong>de</strong>stinat utilizării.<br />
Necesitatea segmentării pieţelor pe care acţionează diferitele firme, în ve<strong>de</strong>rea<br />
îmbunătăţirii programelor lor <strong>de</strong> marketing, a impus realizarea unei clasificări omogene a<br />
produselor ce fac obiectul tranzacţiilor din cadrul pieţei respective.<br />
O clasificare ce răspun<strong>de</strong> unei asemenea cerinţe este aceea care divi<strong>de</strong> mulţimea<br />
bunurilor şi serviciilor în două grupe: produse <strong>de</strong>stinate consumului final şi produse <strong>de</strong>stinate<br />
consumului industrial, numite, pe scurt, produse industriale.<br />
Produsele industriale sunt folosite, în primul rând, pentru producerea altor produse sau<br />
pentru asigurarea unei serii <strong>de</strong> servicii în domeniul industrial. Diferenţierea acestora <strong>de</strong><br />
produsele <strong>de</strong>stinate consumului final provine din <strong>de</strong>stinaţia finală a acestor produse. De<br />
exemplu, computerul personal poate fi consi<strong>de</strong>rat un produs <strong>de</strong>stinat consumului final dacă este<br />
cumpărat <strong>de</strong> un stu<strong>de</strong>nt sau <strong>de</strong> o altă persoană pentru uzul personal. Dacă produsul este<br />
cumpărat <strong>de</strong> o agenţie <strong>de</strong> voiaj cu scopul utilizării în <strong>de</strong>sfăşurarea afacerii, atunci el poate fi<br />
cuprins în grupa produselor <strong>de</strong> consum industrial.<br />
Cea mai cunoscută clasificare a produselor industriale este realizată pe baza criteriilor<br />
cuprinse în tabelul <strong>1.</strong>2.<br />
Tabelul <strong>1.</strong>2 - Clasificarea produselor industriale<br />
Tipuri <strong>de</strong> produse Caracteristicile produselor Exemple<br />
Produse brute - nu pot fi utilizate ca atare,<br />
întrucât mai necesită operaţii <strong>de</strong><br />
condiţionare, purificare sau<br />
Produse semifabricate<br />
sau intermediare<br />
finisare<br />
- pot fi utilizate în continuare la o<br />
altă etapă a procesului tehnologic<br />
sau reprezintă materia primă<br />
pentru un alt proces <strong>de</strong> fabricaţie<br />
Produse finite (Fig. <strong>1.</strong>2.) - sunt obţinute în ultima etapă a<br />
procesului tehnologic (finisate,<br />
corespunzătoare din punctul <strong>de</strong><br />
ve<strong>de</strong>re al normelor <strong>de</strong> utilizare)<br />
- piese turnate, substanţa<br />
activă din <strong>de</strong>tergenţi<br />
- ţagle rotun<strong>de</strong> pentru<br />
fabricarea ţevilor prin<br />
laminare, fibre sintetice<br />
obţinute în industria<br />
petrochimică<br />
- piese, subansambluri,<br />
ansambluri, maşini, aparate,<br />
instrumente, scule,<br />
medicamente, <strong>de</strong>tergenţi,<br />
ţesături, aparatură<br />
electrocasnică, carburanţi<br />
Produse principale - constituie obiectivul principal al - cocs, zahăr, mobilier,<br />
procesului tehnologic<br />
piese<br />
Produse secundare - rezultă din fabricaţie în mod - gudroane, ape amoniacale,<br />
inevitabil, fără să constituie un gaze <strong>de</strong> cocserie, melasă,<br />
obiectiv special<br />
rumeguş, şpan<br />
Produse complexe <strong>de</strong> tip<br />
„bun <strong>de</strong> echipament"<br />
Produse standard <strong>de</strong> tip<br />
„mare public" sau „bun<br />
<strong>de</strong> larg consum"<br />
- caracterizate prin varietatea<br />
produselor şi prin diversitatea<br />
modurilor <strong>de</strong> obţinere<br />
- au complexitate mai mică şi<br />
puţine variante<br />
- automobile<br />
- electrocasnice,<br />
încălţăminte<br />
Produse complexe - au complexitate mare şi sunt - imobile, avioane, vapoare<br />
cu valoare adăugată fabricate ca unicat sau în serie<br />
mare<br />
foarte mică<br />
1<br />
Produse elementare - sunt simple, constituite din - cuie, lacăte, organe <strong>de</strong><br />
(Fig. <strong>1.</strong>3.)<br />
componente puţine<br />
maşini<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 4
Fig. <strong>1.</strong>2 - Produse finite<br />
Fig. <strong>1.</strong>3 - Produse elementare<br />
Pentru produsele finite, există şi alte criterii <strong>de</strong> clasificare, precum clasificarea VAT,<br />
propusă <strong>de</strong> David Blacklock şi realizată în funcţie <strong>de</strong> numărul componentelor utilizate ca<br />
materie primă sau ca subansambluri, după cum urmează:<br />
□ Produse <strong>de</strong> tip V, care se obţin dintr-un număr restrâns <strong>de</strong> materii prime şi se fabrică<br />
într-o gamă mare <strong>de</strong> produse finite. Au o structură „divergentă".<br />
Exemple: produsele din industria chimică, si<strong>de</strong>rurgică etc.<br />
□ Produse <strong>de</strong> tip A, care se obţin prin asamblarea în mod clasic a unui număr mare <strong>de</strong><br />
componente, într-o gamă mică <strong>de</strong> produse. Structura produsului este „convergentă",<br />
nomenclatorul este important şi se constată a<strong>de</strong>sea existenţa a numeroase componente pe stoc.<br />
Exemple: maşini-unelte clasice.<br />
□ Produse <strong>de</strong> tip T, care se obţin printr-o tehnologie <strong>de</strong> asamblare mo<strong>de</strong>rnă, adaptată la o<br />
piaţă competitivă şi fluctuantă. Structura produselor este „liniară". Prin asamblarea unor<br />
componente comune, se obţin numeroase produse finite.<br />
Exemple: computere, DVD-playere.<br />
□ Produse <strong>de</strong> tip X, care provin dintr-o combinaţie a produselor <strong>de</strong> tip A şi <strong>de</strong> tip V; se<br />
obţine un număr limitat <strong>de</strong> produse semifinite <strong>de</strong> tip A, care, prin multiple combinaţii, duc la<br />
obţinerea produselor finite <strong>de</strong> tip V, adaptate nevoilor specifice ale clienţilor. Acest tip <strong>de</strong><br />
fabricaţie este caracteristic produselor care au variante numeroase.<br />
Exemple: maşini-unelte cu comandă numerică, centre <strong>de</strong> prelucrare.<br />
În funcţie <strong>de</strong> proprietăţile produselor finite fabricate, acestea se clasifică în produse<br />
omogene şi produse eterogene.<br />
□ Produsele omogene se caracterizează prin faptul că au proprietăţi i<strong>de</strong>ntice în toate<br />
părţile lor. După starea <strong>de</strong> agregare, produsele omogene pot fi flui<strong>de</strong> sau soli<strong>de</strong>. Produsele<br />
omogene soli<strong>de</strong> diferă între ele atât sub raportul conţinutului, cât şi sub raportul dimensiunii <strong>de</strong><br />
livrare.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 5
□ Produsele eterogene au un caracter mult mai complex, proprietăţile lor fiind diferite în<br />
raport cu părţile lor componente; acest fapt <strong>de</strong>termină apariţia unor probleme mai complexe în<br />
timpul utilizării, care necesită rezolvare. După modul <strong>de</strong> utilizare, produsele eterogene pot fi: <strong>de</strong><br />
uz curent şi <strong>de</strong> uz excepţional.<br />
<strong>1.</strong><strong>1.</strong>3. Moduri şi tipuri <strong>de</strong> producţie<br />
Producţia este activitatea socială în care oamenii exploatează şi modifică elemente din<br />
natură cu ajutorul mijloacelor <strong>de</strong> producţie, în ve<strong>de</strong>rea realizării <strong>de</strong> bunuri materiale <strong>de</strong>stinate<br />
necesităţilor <strong>de</strong> consum.<br />
Modul <strong>de</strong> producţie al unui produs se caracterizează, în principal, prin combinaţia dintre<br />
cantitatea <strong>de</strong> produse <strong>de</strong> fabricat lansată la un moment dat şi fluxul procesului <strong>de</strong> producţie.<br />
într-un proces <strong>de</strong> fabricaţie putem diferenţia următoarele moduri <strong>de</strong> producţie: producţie<br />
continuă şi producţie discontinuă.<br />
□ Producţia continuă (flow-shop), numită şi producţie liniară, se caracterizează prin<br />
faptul că produsele suferă aceeaşi secvenţă <strong>de</strong> operaţie, având eventual timpi operativi diferiţi.<br />
Producţia continuă se referă la produsele al căror proces <strong>de</strong> transformare a materiilor prime nu<br />
trebuie să se întrerupă între două posturi <strong>de</strong> lucru consecutive, adică nu apar stocări<br />
intermediare între posturi.<br />
Proce<strong>de</strong>ele folosite la acest mod <strong>de</strong> producţie impun investiţii importante şi o<br />
automatizare consi<strong>de</strong>rabilă. Posturile <strong>de</strong> încărcare sunt dispuse în linie, ceea ce necesită o bună<br />
echilibrare, o viteză regulată <strong>de</strong> transformare şi <strong>de</strong> transfer, un sistem <strong>de</strong> aprovizionare eficient.<br />
La acest mod <strong>de</strong> producţie se recurge atunci când volumul producţiei este important şi când<br />
există o bună stabilitate a cererii.<br />
Producţia continuă este specifică industriei si<strong>de</strong>rurgice, petrochimice etc.<br />
□ Producţia discontinuă(job-shop), numită şi producţie neliniară sau discretă, este<br />
specifică situaţiilor în care realizarea produsului antrenează o utilizare a posturilor <strong>de</strong> încărcare<br />
într-o ordine variabilă, în funcţie <strong>de</strong> procesul său tehnologic. Un produs este realizat în ateliere<br />
formate din unităţi <strong>de</strong> transformare distincte. Procesul <strong>de</strong> fabricaţie poate fi fracţionat, pentru a<br />
permite reluarea produselor semifabricate.<br />
Producţia discontinuă este specifică industriei mecanice.<br />
Tipul <strong>de</strong> producţie reprezintă modalitatea <strong>de</strong> organizare a producţiei dintr-o<br />
întreprin<strong>de</strong>re sau dintr-o subdiviziune organizatorică a acesteia (secţie, atelier, loc <strong>de</strong> muncă).<br />
Factorii <strong>de</strong>terminanţi ai tipului <strong>de</strong> producţie sunt precizaţi în figura <strong>1.</strong>4.<br />
Fig. <strong>1.</strong>4 - Factorii care <strong>de</strong>finesc tipul <strong>de</strong> producţie<br />
În întreprin<strong>de</strong>rile <strong>de</strong> producţie există trei tipuri <strong>de</strong> producţie diferenţiate prin cantitatea<br />
produselor fabricate şi prin repetitivitatea producţiei. Acestea sunt: producţia în masă, producţia<br />
în serie şi producţia individuală.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 6
În cadrul unităţilor industriale, există întreprin<strong>de</strong>ri în care nu poate fi întâlnit într-o formă<br />
pură unul dintre cele trei tipuri <strong>de</strong> producţie. în aceste cazuri, întreprin<strong>de</strong>rile vor fi încadrate<br />
într-o anumită categorie în raport cu tipul <strong>de</strong> producţie predominant, urmând ca organizarea<br />
producţiei <strong>de</strong> bază să se facă în funcţie <strong>de</strong> condiţiile concrete existente.<br />
► Producţia în masă se caracterizează prin fabricarea unui număr redus <strong>de</strong> produse, în<br />
mod neîntrerupt, în cantităţi mari sau foarte mari. Acest tip <strong>de</strong> producţie ocupă o pon<strong>de</strong>re<br />
însemnată în cadrul întreprin<strong>de</strong>rilor industriale.<br />
Tipului <strong>de</strong> producţie în masă îi este caracteristică o specializare înaltă, atât la nivelul<br />
întreprin<strong>de</strong>rii, cât şi la cel al secţiilor <strong>de</strong> producţie, până la nivelul locului <strong>de</strong> muncă. Ca urmare<br />
a fabricării neîntrerupte a aceluiaşi tip <strong>de</strong> produs, mişcarea produselor sau a pieselor <strong>de</strong> la un<br />
loc <strong>de</strong> muncă la altul se face bucată cu bucată sau în flux continuu. Existenţa acestei<br />
caracteristici <strong>de</strong>termină, pe plan organizatoric, dotarea locurilor <strong>de</strong> muncă cu utilaje<br />
specializate, amplasate în concordanţă cu fluxul tehnologic şi folosirea unor mijloace <strong>de</strong><br />
transport cu mers continuu (benzi rulante, conveioare pe şine, planuri înclinate). Totodată, este<br />
necesară folosirea <strong>de</strong> scule şi dispozitive specializate şi a unei forţe <strong>de</strong> muncă cu calificare<br />
corespunzătoare.<br />
În cadrul întreprin<strong>de</strong>rilor mo<strong>de</strong>rne, tipul <strong>de</strong> producţie în masă creează condiţii optime<br />
pentru automatizarea producţiei, constituindu-se pe această bază linii <strong>de</strong> producţie, secţii sau<br />
uzine complet automatizate.<br />
► Producţia în serie caracterizează întreprin<strong>de</strong>rile care fabrică nomenclaturi mai reduse<br />
sau o gamă mai largă <strong>de</strong> produse în mod periodic, în loturi sau serii mijlocii şi mici. în raport cu<br />
acestea, se <strong>de</strong>osebesc producţia <strong>de</strong> serie mare, <strong>de</strong> serie mijlocie sau <strong>de</strong> serie mică.<br />
Lotul <strong>de</strong> producţie este cantitatea <strong>de</strong> produse sau semifabricate i<strong>de</strong>ntice puse în<br />
fabricaţie simultan sau progresiv, prelucrate continuu la acelaşi loc <strong>de</strong> muncă, după care trec la<br />
alt loc <strong>de</strong> muncă, pe fluxul tehnologic.<br />
La întreprin<strong>de</strong>rile caracterizate prin producţie <strong>de</strong> serie, gradul <strong>de</strong> specializare al<br />
întreprin<strong>de</strong>rii, al secţiilor şi al locurilor <strong>de</strong> muncă are un caracter mai redus <strong>de</strong>cât la producţia în<br />
masă, nivelul fiind <strong>de</strong>pen<strong>de</strong>nt <strong>de</strong> mărimea seriilor <strong>de</strong> fabricaţie.<br />
În cadrul acestor întreprin<strong>de</strong>ri, <strong>de</strong>plasarea produselor sau a pieselor <strong>de</strong> la un loc <strong>de</strong> muncă<br />
la altul se face pe loturi, folosindu-se în acest scop mijloace <strong>de</strong> transport cu funcţionare<br />
continuă sau discontinuă, în raport cu mărimea seriei <strong>de</strong> fabricaţie.<br />
Sub aspect organizatoric, în producţia <strong>de</strong> serie se impune dotarea locurilor <strong>de</strong> muncă cu<br />
utilaje mai puţin specializate, în. general universale, şi folosirea unei forţe <strong>de</strong> muncă cu<br />
calificare corespunzătoare, capabilă să execute operaţiile tehnologice necesare. Amplasarea<br />
locurilor <strong>de</strong> muncă se realizează pe grupe omogene <strong>de</strong> utilaje, maşini etc, conform fluxului<br />
tehnologic, în funcţie <strong>de</strong> mărimea seriilor <strong>de</strong> fabricat.<br />
► Producţia individuală se caracterizează prin fabricarea unor varietăţi foarte largi <strong>de</strong><br />
produse, în cantităţi reduse, uneori unicate, având un caracter instabil în timp. La întreprin<strong>de</strong>rile<br />
care au acest tip <strong>de</strong> producţie, fabricarea diferitelor piese sau produse se poate repeta la<br />
intervale <strong>de</strong> timp ne<strong>de</strong>terminate, fiind posibil ca fabricarea anumitor produse să nu se mai<br />
repete niciodată.<br />
Organizarea secţiilor <strong>de</strong> bază se face după principiul tehnologic, ceea ce presupune că în<br />
cadrul secţiilor <strong>de</strong> bază se execută faze <strong>de</strong> proces tehnologic, iar amplasarea utilajelor se face<br />
după metoda grupelor omogene <strong>de</strong> maşini. Specializarea maşinilor şi a utilajelor este foarte<br />
redusă (utilaje universale), având capacitatea <strong>de</strong> a se adapta uşor, printr-un număr foarte mic <strong>de</strong><br />
reglaje, la schimbarea nomenclatorului <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 7
Trecerea produselor <strong>de</strong> ia un loc <strong>de</strong> muncă la altul se face bucată cu bucată sau în loturi<br />
mici <strong>de</strong> fabricaţie, cu ajutorul unor mijloace <strong>de</strong> transport cu <strong>de</strong>plasare discontinuă, <strong>de</strong> tipul<br />
cărucioarelor manuale, electrocarelor sau motostivuitoarelor.<br />
Pentru fabricarea produselor se foloseşte o tehnologie valabilă pentru întreaga gamă <strong>de</strong><br />
produse executate, urmând ca <strong>de</strong>taliile tehnologice ale fiecărui produs să fie <strong>de</strong>finitivate în<br />
cadrul fiecărui loc <strong>de</strong> muncă <strong>de</strong> către muncitorul cu un nivel ridicat <strong>de</strong> calificare,<br />
corespunzătoare varietăţii mari <strong>de</strong> produse realizate.<br />
Stabilirea tipului <strong>de</strong> producţie ţine cont <strong>de</strong> mărimea coeficientului tipului <strong>de</strong> producţie k,<br />
calculat după relaţia:<br />
un<strong>de</strong>:<br />
tij - timpul necesar pentru fabricarea unei unităţi <strong>de</strong> produs „i" la operaţia „j";<br />
Ri - ritmul producţiei pentru produsul „i", stabilit ca raport dintre fondul <strong>de</strong> timp<br />
disponibil anual şi volumul producţiei din produsul respectiv:<br />
Qi - volumul <strong>de</strong> producţie pentru produsele „i"; Fdj - fondul <strong>de</strong> timp anual programat la<br />
un loc <strong>de</strong> muncă pentru operaţia „j".<br />
Pentru încadrarea într-un anumit tip <strong>de</strong> producţie, în funcţie <strong>de</strong> mărimea coeficientului k,<br />
sunt stabilite experimental valori ale acestuia (Tabelul <strong>1.</strong>3).<br />
În tabelul <strong>1.</strong>3 sunt prezentate principalele caracteristici ale tipurilor <strong>de</strong> producţie<br />
prezentate.<br />
Tabelul <strong>1.</strong>3 - Caracteristicile tipurilor <strong>de</strong> producţie<br />
T i p u l<br />
d e<br />
p r o d u c ț i e<br />
Nomenclatura<br />
<strong>de</strong><br />
Fabricație<br />
Volumul producției<br />
din fiecare tip <strong>de</strong><br />
produs<br />
Caracteristica<br />
locurilor<br />
<strong>de</strong> muncă<br />
Forma <strong>de</strong><br />
<strong>de</strong>plasare a<br />
obiectelor muncii<br />
Folosirea<br />
Fondului <strong>de</strong><br />
Timp disponibil<br />
0 în masă - restrânsă uneori - foarte mare - specializate - individual, Timpul<br />
programat<br />
la un singur tip <strong>de</strong> tehnologic bucată cu se foloseşte<br />
k = 1 produs bucată la maximum<br />
0 în serie: - relativ mare, - mare, însă sca<strong>de</strong>, - specializate - individual (la Nu se acoperă<br />
- mare creşte <strong>de</strong> la seria prin trecerea <strong>de</strong> tehnologic (la serie mare) şi fondul <strong>de</strong> timp<br />
1 < k < 6 mare către seria la seria mare spre serie mare) şi pe loturi (la programat<br />
- mijlocie mică<br />
seria mijlocie şi universale (la seria mijlocie<br />
6 < k
<strong>1.</strong><strong>1.</strong>4. Tipuri <strong>de</strong> fabricaţie<br />
Fabricaţia reprezintă cadrul material şi organizatoric concret în care se aplică<br />
cunoştinţele tehnologice, în ve<strong>de</strong>rea realizării unor produse şi constă în ansamblul meto<strong>de</strong>lor,<br />
proce<strong>de</strong>elor, activităţilor, regulilor, condiţiilor tehnice şi organizatorice utilizate şi aplicate prin<br />
intermediul resurselor tehnice, materiale şi umane existente într-o unitate <strong>de</strong> producţie şi într-o<br />
perioadă <strong>de</strong> fabricaţie reală, în procesul <strong>de</strong> execuţie a diferitelor produse.<br />
Tipul <strong>de</strong> fabricaţie a unui produs permite <strong>de</strong>finirea relaţiilor întreprin<strong>de</strong>re/client,<br />
caracterizând, totodată, tipul <strong>de</strong> disponibilitate şi <strong>de</strong> specificaţii ale produselor fabricate.<br />
Se disting trei tipuri <strong>de</strong> fabricaţii: la comandă, pentru stocare, mixtă.<br />
• Fabricaţia la comandă (Fig. <strong>1.</strong>5) priveşte produsele costisitoare, speciale sau<br />
prototipurile. Produsul nu este disponibil în momentul comenzii şi necesită un termen <strong>de</strong><br />
realizare. Nici preţul nu este fixat, fiind negociat în acelaşi timp cu termenul, la încheierea<br />
comenzii.<br />
Exemple: imobile, construcţii navale etc.<br />
Fig. <strong>1.</strong>5 - Fabricaţia la comandă<br />
• Fabricaţia pentru stocare (Fig. <strong>1.</strong>6) priveşte produsele puţin costisitoare sau <strong>de</strong> uz<br />
general, fabricate în cantitate mare. Produsul este disponibil imediat vânzării, la un preţ fixat<br />
prin catalog. Producţia este a<strong>de</strong>sea <strong>de</strong> masă sau pe loturi economice.<br />
Exemple: electrocasnice, aparatură audio-vi<strong>de</strong>o, semifabricate laminate, roţi dinţate,<br />
şuruburi etc.<br />
Fig. <strong>1.</strong>6 - Fabricaţia pentru stocare<br />
• Fabricaţia mixtă <strong>de</strong>rivă din fabricaţia la comandă, scopul urmărit fiind reducerea<br />
termenelor <strong>de</strong> realizare. Produsele sunt concepute astfel încât personalizarea acestora să fie<br />
realizată în momentul comenzii, prin asamblarea unor subansambluri modulate fabricate<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 9
anterior şi stocate. Toate întreprin<strong>de</strong>rile care doresc să-şi amelioreze performanţele faţă <strong>de</strong><br />
clienţii lor tind să aleagă, din ce în ce mai mult, acest tip <strong>de</strong> fabricaţie.<br />
Exemple: utilaje <strong>de</strong> grădinărit, <strong>de</strong> agrement etc.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 10
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
Descrieţi mediul industrial, răspunzând cerinţelor următoare:<br />
<strong>1.</strong> Ce este industria?<br />
2. Ce reprezintă întreprin<strong>de</strong>rea?<br />
3. Ce sunt produsele industriale?<br />
4. Precizaţi tipurile <strong>de</strong> produse în funcţie <strong>de</strong> stadiul <strong>de</strong> prelucrare.<br />
5. Cărui mod <strong>de</strong> producţie îi aparţin produsele industriei mecanice?<br />
6. Enumeraţi factorii care contribuie la stabilirea tipului <strong>de</strong> producţie.<br />
7. Caracterizaţi producţia în masă.<br />
8. Clasificaţi tipurile <strong>de</strong> producţie după modul <strong>de</strong> organizare a<br />
producţiei.<br />
9. Ce este fabricaţia?<br />
10. Ce tip <strong>de</strong> produse este specific fabricaţiei la comandă? Daţi<br />
exemple <strong>de</strong> astfel <strong>de</strong> produse<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 11
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
În coloana A sunt indicate tipuri <strong>de</strong> produse, iar în coloana B sunt<br />
date exemple <strong>de</strong> produse. Stabiliţi asocierile corecte dintre fiecare cifră<br />
din coloana A şi litera corespunzătoare din coloana B.<br />
A - Tipuri <strong>de</strong> produse B - Exemple<br />
<strong>1.</strong> produse finite<br />
2. produse elementare<br />
3. produse secundare<br />
4. produse brute<br />
5. produse principale<br />
a. piese turnate<br />
b. cocs, zahăr, mobilier<br />
c. automobile<br />
d. maşini, aparate, instrumente<br />
e. gaze <strong>de</strong> cocserie, melasă, rumeguş, şpan<br />
f. lacăte, organe <strong>de</strong> maşini<br />
Lucraţi în perechi!<br />
Descrieţi mediul industrial din punct <strong>de</strong> ve<strong>de</strong>re al tipurilor <strong>de</strong><br />
producţie, în<strong>de</strong>plinind sarcinile următoare:<br />
I. Transcrieţi pe caiete tabelul şi completaţi-l cu elementele care<br />
lipsesc.<br />
Tipul Nomenclatura <strong>de</strong> Volumul producţiei din Forma <strong>de</strong> <strong>de</strong>plasare a<br />
fabricaţie fiecare tip <strong>de</strong> produs obiectelor muncii<br />
în masă restrânsă bucată cu bucată<br />
în serie<br />
mare individual<br />
mare<br />
Caracteristica locurilor<br />
<strong>de</strong> muncă<br />
foarte mare universale<br />
II. Stabiliţi tipul <strong>de</strong> producţie pentru execuţia unui volum <strong>de</strong><br />
producţie <strong>de</strong> 3D00 produse, cunoscând că fondul anual <strong>de</strong> timp este <strong>de</strong><br />
2D0D <strong>de</strong> ore, iar timpul necesar pentru fabricarea unei unităţi <strong>de</strong> produs,<br />
la o operaţie, este <strong>de</strong> 30 <strong>de</strong> minute.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 12
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!<br />
Formaţi grupe <strong>de</strong> 3-4 elevi şi realizaţi portofoliul cu tema „Alegerea<br />
sistemului şi a tehnologiei <strong>de</strong> fabricaţie".<br />
Acest document va sistematiza cunoştinţele dobândite pe parcursul<br />
<strong>capitolul</strong>ui Mediul industrial şi va avea componente realizate, individual<br />
sau în echipă, <strong>de</strong> membrii grupei. Portofoliul trebuie să cuprindă:<br />
□ Lista conţinutului acestuia (sumarul, care inclu<strong>de</strong> titlul fiecărei<br />
lucrări/fişe etc. şi numărul paginii la care se găseşte);<br />
□ Argumentaţia, care explică ce lucrări sunt incluse în portofoliu;<br />
□ Lucrările elaborate:<br />
• rezumate sau selecţii din notiţele luate în clasă;<br />
• eseuri;<br />
• articole, referate, comunicări;<br />
• fişe individuale <strong>de</strong> studiu;<br />
• temele <strong>de</strong> zi;<br />
• probleme rezolvate;<br />
• teste;<br />
• reflecţiile membrilor echipei asupra temei tratate;<br />
• autoevaluări întocmite <strong>de</strong> membrii grupului;<br />
• poze, <strong>de</strong>sene, scheme;<br />
• dicţionar cu termeni <strong>de</strong> specialitate utilizaţi.<br />
De comun acord cu cadrul didactic, stabiliţi componentele<br />
portofoliului, modul şi termenele <strong>de</strong> prezentare şi <strong>de</strong> evaluare ale acestora.<br />
Stabiliţi şi distribuiţi sarcinile fiecărui membru al echipei.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 13
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru<br />
Criterii <strong>de</strong> clasificare a produselor<br />
Copiază pe o coală format A4 schema <strong>de</strong> mai jos, apoi completează spaţiile marcate cu<br />
următoarele informaţii:<br />
I) criterii <strong>de</strong> clasificare;<br />
II) tipuri <strong>de</strong> produse;<br />
III) caracteristicile produselor;<br />
IV) exemple.<br />
Această fişă <strong>de</strong> lucru va completa conţinutul portofoliului!<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 14
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Fișă <strong>de</strong> lucru<br />
Clasa Data<br />
Tipuri <strong>de</strong> producţie<br />
<strong>1.</strong><strong>1.</strong> Copiază pe o coală format A4 tabelul următor. Completează<br />
căsuţele cu cerinţele specificate.<br />
Tipul <strong>de</strong> produs Criteriul <strong>de</strong><br />
clasificare<br />
Exemple Tipul <strong>de</strong><br />
producţie<br />
Tipul <strong>de</strong><br />
fabricaţie<br />
produse finite<br />
produse standard <strong>de</strong> tip „mare public"<br />
sau „bun <strong>de</strong> larg consum"<br />
produse elementare<br />
produse complexe cu valoare adăugată<br />
mare<br />
<strong>1.</strong>2. a. Defineşte produsul.<br />
b. Defineşte tipul <strong>de</strong> producţie.<br />
c. Defineşte tipul <strong>de</strong> fabricaţie.<br />
<strong>1.</strong>3. I<strong>de</strong>ntifică produsele din imaginile <strong>de</strong> mai jos şi completează<br />
spaţiile indicate cu tipul <strong>de</strong> producţie caracteristic fiecăruia.<br />
Produs .....................................<br />
Tip <strong>de</strong> producţie.......................<br />
Produs .....................................<br />
Tip <strong>de</strong> producţie.......................<br />
Produs .....................................<br />
Tip <strong>de</strong> producţie.......................<br />
Schimbă fişa <strong>de</strong> lucru cu colegul/colega <strong>de</strong> bancă şi realizează evaluarea acesteia. Purtaţi<br />
discuţii pe marginea cerinţelor care nu au fost corect realizate.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 15
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu. Timpul efectiv <strong>de</strong> lucru<br />
este <strong>de</strong> 2 ore.<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera corespunzătoare<br />
răspunsului corect:<br />
<strong>1.</strong> În funcţie <strong>de</strong> mărime, întreprin<strong>de</strong>rile industriale pot fi:<br />
a. cu procese continue, cu procese discontinue; b. mici şi mijlocii, mari; c. specializate,<br />
universale, mixte; d. producătoare <strong>de</strong> mijloace <strong>de</strong> producţie, producătoare <strong>de</strong> bunuri <strong>de</strong> consum;<br />
2. După rezultatul obţinut în urma <strong>de</strong>sfăşurării proceselor productive, produsele<br />
industriale se pot grupa astfel: a. produse omogene, produse eterogene; b. produse principale,<br />
produse secundare;<br />
c. produse brute, produse semifabricate, produse finite; d. <strong>de</strong> uz curent, <strong>de</strong> uz excepţional.<br />
3. În practică, se disting următoarele tipuri <strong>de</strong> producţie:<br />
a. producţie la comandă, în serie şi masă; b. producţie în flux, în serie şi masă;<br />
c. producţie la nivel <strong>de</strong> secţie şi la nivel <strong>de</strong> întreprin<strong>de</strong>re; d. producţie în masă, în serie şi<br />
individuală.<br />
4. Modurile <strong>de</strong> producţie sunt:<br />
a. <strong>de</strong> tip continuu, <strong>de</strong> tip discontinuu, <strong>de</strong> tip individual; b. tipul pe stoc, tipul la cerere;<br />
c. producţia continuă, producţia discontinuă; d. în flux, în serie şi masă.<br />
5. Tipurile <strong>de</strong> fabricaţie pot fi:<br />
a. fabricaţia la comandă, pe stoc şi mixtă; b. fabricaţia în serie şi la comandă; c. fabricaţia<br />
directă şi la comandă;<br />
d. fabricaţia contractuală şi necontractuală.<br />
<strong>1.</strong>2. În coloana A sunt indicate tipuri <strong>de</strong> întreprin<strong>de</strong>ri, iar în coloana B criterii <strong>de</strong><br />
clasificare a acestora. Scrieţi asocierile corecte dintre fiecare cifră din coloana A şi litera<br />
corespunzătoare din coloana B.<br />
A - Tipuri <strong>de</strong> întreprin<strong>de</strong>ri B - Criterii <strong>de</strong> clasificare<br />
<strong>1.</strong> mici şi mijlocii a. formele judiciare<br />
2. universale b. gradul <strong>de</strong> mărime<br />
3. cu procese continue c. materiile prime folosite<br />
4. din grupa industriei extractive d. gradul <strong>de</strong> continuitate a proceselor<br />
5. din sectorul privat e. gradul <strong>de</strong> specializare<br />
f. modul <strong>de</strong> organizare a procesului <strong>de</strong> producţie<br />
<strong>1.</strong>3. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi în dreptul ei litera<br />
A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera F, dacă apreciaţi că răspunsul este fals,<br />
apoi transformaţi-le pe cele false în enunţuri a<strong>de</strong>vărate.<br />
a. întreprin<strong>de</strong>rea este o unitate economică care nu dispune <strong>de</strong> personalitate juridică.<br />
b. Produsele <strong>de</strong> tip V se obţin dintr-un număr restrâns <strong>de</strong> materii prime şi se fabrică într-o gamă<br />
mare <strong>de</strong> produse finite.<br />
c. Modul <strong>de</strong> producţie al unui produs se caracterizează prin combinaţia dintre cantitatea <strong>de</strong><br />
produse <strong>de</strong> fabricat lansată <strong>de</strong>odată şi fluxul procesului <strong>de</strong> producţie.<br />
Subiectul II_(30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Definiţi tipul <strong>de</strong> producţie.<br />
II.2 Scrieţi informaţia corectă care completează spaţiile libere:<br />
a. Mediul industrial se caracterizează printr-un ansamblu <strong>de</strong>................care implică fabricarea şi<br />
producţia, rezultând anumite tipuri<br />
<strong>de</strong> produse.<br />
b. Producţia în..............se caracterizează prin fabricarea unui număr redus <strong>de</strong> produse.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 16
c. Fabricaţia................priveşte produsele costisitoare, speciale sau prototipurile.<br />
II.3.<br />
a. Enumeraţi factorii ce caracterizează tipul <strong>de</strong> producţie.<br />
b. Explicaţi modul <strong>de</strong> stabilire a tipului <strong>de</strong> producţie.<br />
Subiectul III_130 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „întreprin<strong>de</strong>rea industrială - formă specifică <strong>de</strong> organizare pentru<br />
procesul <strong>de</strong> producţie", după următoarea structură:<br />
a. Definirea întreprin<strong>de</strong>rii.<br />
b. Definirea producţiei, a modului şi a tipului <strong>de</strong> producţie.<br />
c. Precizarea a cinci produse finite specifice industriei construcţiilor <strong>de</strong> maşini.<br />
d. Analiza rolului pe care îl are tipul <strong>de</strong> fabricaţie într-o întreprin<strong>de</strong>re.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 17
<strong>1.</strong>2. METODE DE INTEGRARE SISTEMICA A<br />
ÎNTREPRINDERII<br />
<strong>1.</strong>2.<strong>1.</strong> Noţiuni <strong>de</strong> integrare a întreprin<strong>de</strong>rii industriale<br />
Informatica şi-a găsit locul la nivelul funcţiilor administrative ale întreprin<strong>de</strong>rii -<br />
contabilitate, gestiune - şi, apoi, a permis automatizarea controlului şi a proceselor <strong>de</strong> producţie<br />
continue, în acelaşi timp, tehnicile din domenii precum: mecanica, electrotehnica, electronica<br />
etc. au evoluat, făcând posibilă realizarea <strong>de</strong> noi componente performante şi adaptate tratării<br />
numerice a semnalelor. Adăugarea tehnicilor specifice informaticii la ansamblul celor<br />
menţionate permite accesul la automatizarea flexibilă a proceselor <strong>de</strong> fabricaţie discontinue,<br />
cum sunt cele <strong>de</strong> prelucrare. Meto<strong>de</strong>le şi mijloacele <strong>de</strong> producţie ale industriei din domeniul<br />
mecanică sunt bulversate <strong>de</strong> apariţia calculatoarelor, a roboţilor, a <strong>sistemelor</strong> flexibile <strong>de</strong><br />
fabricaţie, care, după maşinile-unelte cu comandă numerică (MUCN), încep să ocupe un loc<br />
important în întreprin<strong>de</strong>ri.<br />
Integrarea întreprin<strong>de</strong>rii reprezintă modul în care se realizează coordonarea<br />
funcţionării tuturor elementelor constituente.<br />
Integrarea sistemică a întreprin<strong>de</strong>rii presupune adoptarea unei strategii şi a unei<br />
tehnologii care să o transforme într-o unitate practică, capabilă să <strong>de</strong>păşească schimbările<br />
tehnologice, economice şi pe cele din mediul social.<br />
Căile <strong>de</strong> realizare a integrării unei întreprin<strong>de</strong>ri industriale cu ajutorul tehnicilor<br />
informaticii sunt prezentate în figura <strong>1.</strong>7.<br />
Fig. <strong>1.</strong>7 - Evoluţia integrării întreprin<strong>de</strong>rii<br />
Integrarea <strong>sistemelor</strong> (Fig. <strong>1.</strong>8) se realizează prin interconectarea aparaturii <strong>de</strong><br />
automatizare şi <strong>de</strong> calcul cu celulele <strong>de</strong> fabricaţie, în scopul obţinerii schimbului <strong>de</strong> informaţii<br />
dintre subsistemele <strong>de</strong> automatizare.<br />
Integrarea aplicaţiilor se referă la realizarea interoperabilităţii între aplicaţii, oameni şi<br />
instalaţii tehnologice.<br />
Integrarea proceselor lucrative vizează funcţiile <strong>de</strong> management, control şi monitorizare.<br />
Integrarea întreprin<strong>de</strong>rilor înglobează aspectele anterioare, cu accent pe integrarea<br />
proceselor.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 18
Fig. <strong>1.</strong>8-Sistem integrat<br />
După modul în care se realizează integrarea sistemică (sisteme, aplicaţii, procese),<br />
întreprin<strong>de</strong>rea poate fi: extinsă/virtuală, agilă, fractală sau holonică.<br />
► Întreprin<strong>de</strong>rea extinsă/virtuală poate fi <strong>de</strong>scrisă ca un mo<strong>de</strong>l <strong>de</strong> afaceri construit pe o<br />
alianţă strategică temporară în jurul unei oportunităţi a pieţei.<br />
într-o piaţă dată (automobile, electrocasnice, audio-vi<strong>de</strong>o etc.) se găsesc, în generai, mai multe<br />
întreprin<strong>de</strong>ri care execută produse concurente asemănătoare. Fiecare întreprin<strong>de</strong>re posedă<br />
imaginea şi particularităţile sale, precum şi clientela sa, care constituie sfera <strong>de</strong> influenţă,<br />
propria piaţă.<br />
Într-o oarecare măsură, întreprin<strong>de</strong>rea se reprogramează, îşi autoreglează organizarea,<br />
după variaţiile mediului. Dacă perimetrul unei pieţe date se micşorează semnificativ, oricare ar<br />
fi cauza, se ajunge la un punct în care sferele <strong>de</strong> influenţă ale societăţii care operează pe piaţă se<br />
ciocnesc şi se întrepătrund. în această situaţie, trebuie să opteze pentru o politică <strong>de</strong> asociere<br />
suplă, conducând la noţiunea <strong>de</strong> programe inter-întreprin<strong>de</strong>ri şi <strong>de</strong> întreprin<strong>de</strong>re extinsă/<br />
virtuală Wrtual/Exten<strong>de</strong>dEnterprise).Luându-şi responsabilităţi faţă <strong>de</strong> piaţa sa, întreprin<strong>de</strong>rea<br />
evaluează modurile sale <strong>de</strong> concepţie, producţie, distribuţie. în această fază <strong>de</strong> etalonare<br />
concurenţială (<strong>de</strong> examinare a rezultatelor), ea <strong>de</strong>ci<strong>de</strong> asupra orientării către domeniile în care<br />
excelează. Astfel, fiecare dintre societăţile grupurilor <strong>de</strong> interes economic formate îşi<br />
revizuieşte activităţile asupra domeniilor <strong>de</strong> competenţă cel mai bine afirmate.<br />
Întreprin<strong>de</strong>rea virtuală poate fi <strong>de</strong>finită ca o reţea <strong>de</strong> organizaţii, dispersate geografic,<br />
dar reunite prin intermediul tehnologiilor informaţionale şi <strong>de</strong> comunicaţie. Acestea reprezintă<br />
motorul întreprin<strong>de</strong>rii virtuale şi au misiunea <strong>de</strong> a procesa şi distribui informaţiile în timp real<br />
în întregul sistem, pentru a permite luarea rapidă a <strong>de</strong>ciziilor şi coordonarea acţiunilor,<br />
întreprin<strong>de</strong>rile virtuale permit realizarea <strong>de</strong>: aplicaţii <strong>de</strong> prelucrare, distribuţie a datelor, sisteme<br />
interoperabile între toţi partenerii, conexiuni interne şi externe între indivizi.<br />
Structura întreprin<strong>de</strong>rii virtuale este o structură dinamică, în care organizaţiile pot părăsi<br />
sau se pot ataşa alianţei în orice moment.<br />
În structura unei întreprin<strong>de</strong>ri virtuale nu există o schemă organizatorică, adică nu există<br />
ierarhii, <strong>de</strong>oarece partenerii sunt egali (structura egalitară). În ceea ce priveşte durata <strong>de</strong> viaţă,<br />
întreprin<strong>de</strong>rea virtuală este o alianţă temporară.<br />
► Întreprin<strong>de</strong>rea agilă se caracterizează prin capacitatea <strong>de</strong> a se reconfigura rapid, ca<br />
răspuns la schimbări bruşte şi neprevăzute în compoziţia producţiei cerute şi la evoluţia<br />
mediului. Agilitatea se referă atât la procesele fizice, cât şi la cele legate <strong>de</strong> <strong>de</strong>sfăşurarea<br />
afacerilor şi <strong>de</strong> factorul uman.<br />
Agilitatea se poate realiza prin integrarea tehnologiei <strong>de</strong> fabricaţie flexibilă cu bazele <strong>de</strong><br />
cunoştinţe şi cu structurile <strong>de</strong> management flexibile, care stimulează cooperarea dintre<br />
companii.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 19
Fabricaţia agilă presupune realizarea <strong>de</strong> întreprin<strong>de</strong>ri virtuale, <strong>de</strong>oarece calea cea mai<br />
scurtă pentru lansarea unui produs nou constă în selectarea resurselor existente în diferite<br />
companii şi în sintetizarea acestora într-o unică entitate folosind mijloacele electronice.<br />
► Întreprin<strong>de</strong>rea fractală este un sistem <strong>de</strong>schis, compus din unităţi autonome, numite<br />
„fractali". Acestea sunt unităţi <strong>de</strong> lucru autonome, similare, având autoorganizare. în acest tip<br />
<strong>de</strong> întreprin<strong>de</strong>re, accentul se pune pe procesul <strong>de</strong> navigare şi pe acordarea <strong>de</strong> puteri sporite<br />
factorilor umani, organizaţi în echipe.<br />
O fractală este o unitate organizatorică care acţionează în mod autonom, având obiective<br />
şi servicii clar <strong>de</strong>scrise. Fractalele se organizează în mod individual şi se integrează obiectivelor<br />
întreprin<strong>de</strong>rii.<br />
Dezvoltarea întreprin<strong>de</strong>rii fractale se bazează pe următoarele căi:<br />
1) i<strong>de</strong>ntificarea a şase zone distincte (culturală, strategică, psihosocială, financiară,<br />
informaţională şi tehnologică);<br />
2) realizarea unei serii <strong>de</strong> etape în „paşi mici": informarea şi motivarea personalului,<br />
formularea strategiilor, realizarea unei culturi <strong>de</strong> firmă a<strong>de</strong>cvate, reingineria proceselor,<br />
formarea fractalilor şi a echipelor, organizarea dinamică a aspectelor economice, implementarea<br />
<strong>sistemelor</strong> informatice ale fractalilor şi realizarea unui management activ.<br />
Organizarea întreprin<strong>de</strong>rilor fractale se face în raport cu cadrul <strong>de</strong> referinţă, care este<br />
<strong>de</strong>finit prin următoarele aspecte:<br />
- procesele <strong>de</strong> producţie trebuie să fie orientate spre satisfacerea clientului şi spre realizarea <strong>de</strong><br />
servicii şi să integreze gestiunea resurselor;<br />
- se poate consi<strong>de</strong>ra că întreprin<strong>de</strong>rile se <strong>de</strong>zvoltă în mod neliniar, prin schimbări neprevizibile,<br />
dar care trebuie să fie dirijate;<br />
- organizarea cea mai a<strong>de</strong>cvată este cea în reţea. Reactivitatea întreprin<strong>de</strong>rii necesită structuri<br />
organizatorice orientate spre proces şi capabile să se autoadapteze la schimbările rapi<strong>de</strong> ale<br />
mediului;<br />
- toate frontierele dintre diferitele unităţi sunt imprecise şi permeabile informaţiilor;<br />
- procesele din interiorul unităţilor fractale nu mai sunt planificate cu precizie;<br />
- <strong>de</strong>terminarea proceselor se poate face prin autoorganizare şi autooptimizare, angajaţii putând<br />
contribui la îmbunătăţirea proce<strong>de</strong>elor şi a produselor; informaţia este disponibilă pentru toţi şi<br />
fiecare angajat o poate primi, trata şi evalua.<br />
► Întreprin<strong>de</strong>rea holonică este o întreprin<strong>de</strong>re care integrează întreaga gamă <strong>de</strong> activităţi<br />
privind fabricaţia, pe baza utilizării tehnologiilor existente (comunicaţii bazate pe calculator,<br />
reglare <strong>de</strong>scentralizată, agenţi inteligenţi).<br />
Știați că:<br />
Reingineria reprezintă regândirea fundamentală a organizaţiei (firmei) şi vizează:<br />
- schimbarea regulilor în competiţie;<br />
- eficienţa infrastructurii informaţionale;<br />
- disponibilitatea pentru schimbări majore;<br />
- adaptarea şi <strong>de</strong>zvoltarea tehnologiilor avansate.<br />
<strong>1.</strong>2.2. Sisteme <strong>de</strong> fabricaţie<br />
Sistemul <strong>de</strong> fabricaţie reprezintă componenta <strong>de</strong> bază a unui sistem <strong>de</strong> producţie şi are ca<br />
scop rezolvarea sarcinilor <strong>de</strong> fabricaţie şi realizarea <strong>de</strong> produse ce pot fi oferite pe piaţă.<br />
Funcţia generală a unui sistem <strong>de</strong> fabricaţie constă în transformarea unui flux <strong>de</strong><br />
materiale şi a unui flux <strong>de</strong> informaţii cu ajutorul unui flux <strong>de</strong> energie, astfel încât transferul<br />
acestora să mărească valoarea <strong>de</strong> întrebuinţare a produselor finite obţinute la ieşirea sistemului.<br />
Componentele unui sistem <strong>de</strong> fabricaţie sunt elementele tehnice şi factorul uman.<br />
Implicarea omului în sistem are loc chiar şi în cazul <strong>sistemelor</strong> automate <strong>de</strong> fabricaţie, cel puţin<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 20
ca personal <strong>de</strong> întreţinere, pentru pregătirea programelor şi efectuarea <strong>de</strong> reglaje, precum şi<br />
pentru controlul calităţii produselor.<br />
Noua generaţie <strong>de</strong> sisteme <strong>de</strong> producţie trebuie să conducă la:<br />
- integrarea întreprin<strong>de</strong>rii, pentru a creşte competitivitatea globală şi capacitatea <strong>de</strong> răspuns la<br />
cerinţele pieţei;<br />
- crearea unui mediu ambiant eterogen: sistemele <strong>de</strong> producţie trebuie să-şi adapteze<br />
componentele hard şi soft la mediul industrial şi informaţional;<br />
- interoperabilitate: un mediu informaţional eterogen poate utiliza limbaje <strong>de</strong> programare<br />
diferite şi mo<strong>de</strong>le reprezentative şi poate opera pe platforme <strong>de</strong> calcul diferite;<br />
- crearea unei structuri dinamice şi <strong>de</strong>schise: integrarea rapidă a noi subsisteme sau eliminarea<br />
unei părţi din subsistemele existente din sistem, fără a se întrerupe procesul <strong>de</strong> muncă;<br />
- cooperare: întreprin<strong>de</strong>rile producătoare vor coopera cu furnizorii, partenerii şi clienţii pentru<br />
asigurarea materialelor, a subansamblelor şi pentru comercializarea produsului final;<br />
- integrarea angajaţilor împreună cu componentele soft şi hard ale <strong>sistemelor</strong> <strong>de</strong> producţie:<br />
oamenii şi calculatoarele trebuie să fie integrate pentru a lucra împreună la diferite niveluri ale<br />
<strong>de</strong>zvoltării produsului şi chiar pe întreaga durată <strong>de</strong> viaţă a unui produs;<br />
- obţinerea unei fabricaţii agile, cu capacitatea <strong>de</strong> a se adapta rapid la un mediu în care au loc<br />
schimbări continue şi care nu pot fi anticipate şi, astfel, este o componentă vitală în strategia <strong>de</strong><br />
producţie pentru o concurenţă globală.<br />
Sistemele <strong>de</strong> fabricaţie au evoluat <strong>de</strong>-a lungul timpului în funcţie <strong>de</strong> condiţiile concrete<br />
<strong>de</strong> organizare şi tehnicitate existente la un moment dat.<br />
Varietatea <strong>sistemelor</strong> <strong>de</strong> fabricaţie a condus la clasificarea acestora conform figurii <strong>1.</strong>9.<br />
Fig. <strong>1.</strong>9 - Clasificarea <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
► Sistemul rigid <strong>de</strong> fabricaţie (STP) este format din două componente subsistemice:<br />
subsistemul om (OM) şi subsistemul tehnologic (TH), care are în componenţă două subsisteme,<br />
unul tehnic (Th), cuprinzând maşina-unealtă (MU), scula aşchietoare (SA) şi dispozitivele <strong>de</strong><br />
orientare şi fixare a semifabricatului (DOF), şi celălalt, al semifabricatului (Sf), conform<br />
reprezentării din figura <strong>1.</strong>10.<br />
Fig. <strong>1.</strong>10 - Structura generală a sistemului rigid <strong>de</strong> prelucrare<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 21
Sistemul rigid <strong>de</strong> fabricaţie poate fi reglementat sau automatizat.<br />
Sistemul rigid <strong>de</strong> fabricaţie reglementat are următoarele caracteristici:<br />
- este specific tipului <strong>de</strong> producţie în serie mare sau în masă din procesele <strong>de</strong> montaj cu ritm<br />
reglementat;<br />
- metoda <strong>de</strong> organizare a producţiei are la bază principiul liniei <strong>de</strong> producţie în flux;<br />
- locurile <strong>de</strong> muncă şi forţa <strong>de</strong> muncă sunt strict specializate pentru executarea unui număr mic<br />
<strong>de</strong> operaţii tehnologice;<br />
- schimbarea nomenclatorului <strong>de</strong> produse conduce la oprirea procesului <strong>de</strong> producţie până la<br />
înlocuirea tehnologiei <strong>de</strong> fabricaţie.<br />
Sistemul rigid <strong>de</strong> fabricaţie automatizat are aceleaşi caracteristici ca şi sistemul anterior<br />
şi, în plus, prezintă următoarele particularităţi:<br />
- locurile <strong>de</strong> muncă au un grad mare <strong>de</strong> automatizare şi mecanizare şi sunt amplasate în cadrul<br />
unor linii <strong>de</strong> producţie tehnologice;<br />
- nivelul productivităţii muncii este ridicat.<br />
► Sistemul flexibil <strong>de</strong> fabricaţie este construit dintr-un grup <strong>de</strong> maşini-unelte cu<br />
comandă numerică, legate între ele printr-un sistem automat <strong>de</strong> transfer-manipulare piese şi<br />
scule, care realizează prelucrarea automată a oricărei piese aparţinând unei familii <strong>de</strong> piese<br />
asemănătoare din punctul <strong>de</strong> ve<strong>de</strong>re al tehnologiei <strong>de</strong> execuţie, în limitele unui algoritm <strong>de</strong><br />
fabricaţie prestabilit.<br />
Flexibilitatea unei maşini se referă la varietatea tipurilor <strong>de</strong> operaţii ce pot fi executate pe<br />
acea maşină fără a se efectua<br />
modificări majore la trecerea <strong>de</strong> la o operaţie la alta. Se ştie că flexibilitatea maşinilor este în<br />
continuă creştere, ceea ce implică şi calificarea operatorilor ce le <strong>de</strong>servesc, în ve<strong>de</strong>rea însuşirii<br />
limbajelor <strong>de</strong> programare, cu scopul obţinerii mentenanţei şi al diagnosticării procesului.<br />
Un sistem flexibil <strong>de</strong> fabricaţie se caracterizează prin următoarele trăsături <strong>de</strong> bază:<br />
- integrabilitate, <strong>de</strong>terminată <strong>de</strong> capacitatea sistemului <strong>de</strong> integrare într-un sistem <strong>de</strong> producţie<br />
şi <strong>de</strong> cuplare funcţională cu alte sisteme;<br />
- adaptabilitate, <strong>de</strong>terminată <strong>de</strong> capacitatea <strong>de</strong> acomodare la schimbarea volumului şi a gamei<br />
sortimentale a producţiei;<br />
- dinamism structural, <strong>de</strong>terminat <strong>de</strong> posibilitatea <strong>de</strong> modificare a structurii sistemului flexibil<br />
<strong>de</strong> fabricaţie, în funcţie <strong>de</strong> cerinţele concrete ale producţiei.<br />
Din punct <strong>de</strong> ve<strong>de</strong>re al evoluţiei <strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie, se pot i<strong>de</strong>ntifica trei<br />
stadii, care diferă prin complexitate şi arii <strong>de</strong> cuprin<strong>de</strong>re, după cum urmează:<br />
a) unitatea flexibilă <strong>de</strong> prelucrare (Fig. <strong>1.</strong>11) reprezintă o maşină complexă, <strong>de</strong>numită şi centru<br />
<strong>de</strong> prelucrare, echipat cu o magazie <strong>de</strong> SDV-uri complexe şi cu un manipulator sau robot<br />
automat <strong>de</strong> scule, care pot funcţiona în mod automat;<br />
Fig. <strong>1.</strong>11 - Unitate flexibilă <strong>de</strong> fabricaţie<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 22
) celula flexibilă <strong>de</strong> fabricaţie (CFF) este constituită din mai multe unităţi flexibile <strong>de</strong><br />
prelucrare, cu un maximum <strong>de</strong> 20 <strong>de</strong> maşini şi utilaje controlate direct <strong>de</strong> calculator.<br />
În figura <strong>1.</strong>12 este prezentată schema structurală a unei celule flexibile <strong>de</strong> fabricaţie, cu<br />
cele două sisteme din componenţă: <strong>de</strong> manipulare şi <strong>de</strong> prelucrare.<br />
Aceste subsisteme pot fi observate în exemplele din figurile <strong>1.</strong>13 şi <strong>1.</strong>14. Celula flexibilă<br />
din figura <strong>1.</strong>13 are ca subsistem <strong>de</strong> manipulare doi roboţi, iar cea din figura <strong>1.</strong>14 cuprin<strong>de</strong> un<br />
robot <strong>de</strong> manipulare şi două centre <strong>de</strong> prelucrare, ca subsisteme <strong>de</strong> prelucrare.<br />
Fig. <strong>1.</strong>12 - Structura celulei flexibile <strong>de</strong> fabricaţie<br />
Fig. <strong>1.</strong>13 - Celulă flexibilă <strong>de</strong> obţinere a pieselor sudate cu 2 robot<br />
Fig. <strong>1.</strong>14 - Celulă flexibilă <strong>de</strong> fabricaţie<br />
c) sistemul flexibil <strong>de</strong> fabricaţie cuprin<strong>de</strong> mai multe celule <strong>de</strong> fabricaţie conectate prin sisteme<br />
automate <strong>de</strong> transport, cu ajutorul cărora se <strong>de</strong>plasează produsele şi echipamentul tehnologic<br />
între maşini. întregul sistem se află sub controlul direct al unui calculator central sau local care<br />
dirijează şi sistemele <strong>de</strong> <strong>de</strong>pozitare, echipamentele <strong>de</strong> măsurare şi control etc.<br />
Sistemul flexibil <strong>de</strong> fabricaţie îşi în<strong>de</strong>plineşte integral rolul pentru care a fost creat doar<br />
dacă cuprin<strong>de</strong> toate componentele unui sistem <strong>de</strong> fabricaţie (<strong>de</strong> prelucrare, logistic, control şi<br />
comandă) şi nu se rezumă doar la subsistemul <strong>de</strong> prelucrare. Aceasta presupune o integrare<br />
totală a celor patru subsisteme componente, ceea ce impune folosirea maşinilor cu comandă<br />
numerică, a transportoarelor automate, a roboţilor industriali şi a unei reţele <strong>de</strong> comunicaţii care<br />
să concentreze toate fluxurile informaţionale care străbat sistemul flexibil <strong>de</strong> fabricaţie.<br />
Structura generală a sistemului <strong>de</strong> fabricaţie prezentată în figura <strong>1.</strong>15 cuprin<strong>de</strong> cele două<br />
substructuri ale sistemului, <strong>de</strong> comandă (SC) şi <strong>de</strong> execuţie (SE), având un nivel înalt <strong>de</strong><br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 23
automatizare. în cadrul substructurii <strong>de</strong> comandă, se iau <strong>de</strong>cizii în ceea ce priveşte alocarea şi<br />
dirijarea calculatorului <strong>de</strong> gestiune (CG) şi a celor <strong>de</strong> proces (CP1( CP2) prin cele două comenzi:<br />
<strong>de</strong> alocare (CA) şi <strong>de</strong> divizare (CT). Substructura <strong>de</strong> execuţie este alcătuită din subsistemul <strong>de</strong><br />
prelucrare (SSP) şi din subsistemul logistic (SSL). Aici se în<strong>de</strong>plinesc funcţiile <strong>de</strong> prelucrare<br />
(IP), control (C) şi transport, <strong>de</strong>pozitare, manipulare (TDM). Reperele prelucrate ajung la<br />
control şi <strong>de</strong> aici la subsistemul TDM, <strong>de</strong> un<strong>de</strong> cele bune ies din sistem, iar cele<br />
necorespunzătoare se întorc în prelucrare.<br />
Fig. <strong>1.</strong>15 - Schema structurală a unui sistem flexibil <strong>de</strong> fabricaţie<br />
Structura generală a sistemului <strong>de</strong> fabricaţie se va <strong>de</strong>termina alocând funcţiile parţiale<br />
unor elemente fizice (subsisteme ale sistemului <strong>de</strong> fabricaţie), ca: <strong>de</strong>pozite centrale sau<br />
intermediare, diferite tipuri <strong>de</strong> transportoare, elemente <strong>de</strong> manipulare, maşini-unelte, sisteme <strong>de</strong><br />
transmitere, transformare şi prelucrare a informaţiilor, <strong>de</strong>pozite <strong>de</strong> asamblare, sisteme <strong>de</strong><br />
transmitere şi execuţie a energiei şi <strong>de</strong> transformare a acesteia, după care se stabilesc legăturile<br />
necesare între acestea în ve<strong>de</strong>rea obţinerii funcţiei generale a sistemului.<br />
Noţiunea <strong>de</strong> flexibilitate a unui sistem <strong>de</strong> manipulare exprimă abilitatea acestuia <strong>de</strong> a se<br />
acomoda la schimbarea reperului, a geometriei şi dimensiunilor acestuia şi <strong>de</strong> a reajusta<br />
traiectoriile <strong>de</strong> mişcare, în cazul în care apare această necesitate. Flexibilitatea <strong>sistemelor</strong> <strong>de</strong><br />
manipulare constă în abilitatea acestora <strong>de</strong> a manevra eficient diferite tipuri <strong>de</strong> repere, pentru<br />
obţinerea unei poziţionări corespunzătoare în ve<strong>de</strong>rea prelucrării.<br />
În practică, flexibilitatea se poate realiza prin utilizarea unor sisteme <strong>de</strong> transfer automate<br />
şi robotizate, <strong>de</strong> tip: robocare, sisteme <strong>de</strong> orientare şi transport ce utilizează manipulatoare<br />
automate şi roboţi, linii automate <strong>de</strong> transfer, magazii, <strong>de</strong>pozite automatizate, asociate cu<br />
conducerea asistată <strong>de</strong> calculator, capabile <strong>de</strong> a urma noi traiectorii, în cazul blocării unui post<br />
<strong>de</strong> lucru.<br />
Funcţia <strong>de</strong> prelucrare automată se realizează în cadrul subsistemului tehnologic, având în<br />
componenţă posturile <strong>de</strong> lucru PL (prelucrare, montaj etc), posturile <strong>de</strong> manipulare a pieselor şi<br />
a sculelor proprii acestora, şi presupune alimentarea automată a maşinii cu piese şi scule,<br />
prelucrarea (montajul) propriu zisă şi, eventual, <strong>optimizarea</strong> procesului <strong>de</strong> prelucrare.<br />
Subsistemul poate inclu<strong>de</strong> posturi <strong>de</strong> spălare automată, ambalare etc.<br />
Funcţiile <strong>de</strong> <strong>de</strong>pozitare, transport şi manipulare automată se realizează în cazul<br />
subsistemului <strong>de</strong> <strong>de</strong>pozitare şi transfer şi se referă la fluxul automat al materialelor în sistem.<br />
Aceste funcţii includ mai multe subfuncţii:<br />
- <strong>de</strong>pozitarea automată a pieselor, a sculelor, a dispozitivelor şi a materialelor auxiliare;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 24
- i<strong>de</strong>ntificarea şi livrarea în sistem a piesei, a sculei, a dispozitivului etc, în mod automat;<br />
- transferul automat al pieselor, al sculelor, al dispozitivelor şi al materialelor auxiliare între<br />
<strong>de</strong>pozite şi posturile <strong>de</strong> lucru;<br />
- manipularea pieselor, a sculelor şi a dispozitivelor în <strong>de</strong>pozit;<br />
- colectarea şi evacuarea <strong>de</strong>şeurilor (a aşchiilor şi a lichi<strong>de</strong>lor <strong>de</strong> răcire-ungere utilizate în<br />
sistem).<br />
Funcţiile <strong>de</strong> comandă şi cele <strong>de</strong> supraveghere, control şi diagnoză sunt realizate într-un<br />
sistem flexibil <strong>de</strong> fabricaţie <strong>de</strong> către subsistemul informaţional.<br />
Funcţia <strong>de</strong> comandă este realizată cu ajutorul unităţii centrale <strong>de</strong> comandă, ce lucrează în<br />
timp real, şi al unităţilor locale <strong>de</strong> comandă. Programele furnizează întregului sistem<br />
informaţiile tehnice şi organizatorice necesare comenzii procesului <strong>de</strong> prelucrare şi comenzii<br />
operative a producţiei.<br />
Funcţia <strong>de</strong> comandă constă în emiterea comenzilor pentru funcţionarea corelată a<br />
sub<strong>sistemelor</strong> componente, pe baza programului întocmit în conformitate cu ciclograma <strong>de</strong><br />
lucru, şi în urmărirea modului în care sunt executate diferite faze ale activităţii în sistem.<br />
Sistemul <strong>de</strong> comandă conţine un calculator central şi subsisteme <strong>de</strong> comandă ale<br />
componentelor sistemului flexibil, legate într-o reţea informaţională, în cadrul sistemului ONC<br />
(Direct Mumerical Control). Calculatorul este legat cu echipamentele <strong>de</strong> comandă ale<br />
componentelor prin legături seriale bidirecţionale şi transmite programe piesă şi programe <strong>de</strong><br />
funcţionare comenzi <strong>de</strong> începere/ încheiere a ciclurilor <strong>de</strong> funcţionare, pe baza programelor<br />
proprii echipamentelor <strong>de</strong> comandă ale UP (utilaje <strong>de</strong> prelucrare), RI (roboţi industriali) şi<br />
DA/E (dispozitivelor <strong>de</strong> alimentare/evacuare).<br />
Echipamentele <strong>de</strong> comandă ale sub<strong>sistemelor</strong> pot fi echipamente NC (Numerical<br />
Control), CNC (Computer Numerical Control), RC (Robot Control) sau PLC (Programable<br />
Logic Controler - automat programabil).<br />
Funcţia <strong>de</strong> supraveghere, control şi diagnoză realizează monitorizarea <strong>sistemelor</strong><br />
flexibile <strong>de</strong> fabricaţie şi inclu<strong>de</strong> mai multe subfuncţii:<br />
- supravegherea stării sculelor şi a procesului <strong>de</strong> prelucrare pe maşinile-unelte;<br />
- supravegherea <strong>de</strong>sfăşurării fabricaţiei şi diagnosticarea eventualelor <strong>de</strong>fecţiuni;<br />
- controlul automat al pieselor prelucrate şi, eventual, al parametrilor mediului ambiant.<br />
Una dintre caracteristicile <strong>sistemelor</strong> avansate <strong>de</strong> producţie o constituie cuplarea<br />
<strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie cu procesul conducerii integrate, cu ajutorul calculatorului. în<br />
acest fel, ia naştere un sistem computerizat <strong>de</strong> maşini, care poate produce, în limitele<br />
capabilităţii lui, orice piesă aleasă întâmplător, în orice cantitate şi la orice moment <strong>de</strong> timp, cu<br />
costuri comparabile sau chiar mai scăzute <strong>de</strong>cât cele înregistrate pentru tipul <strong>de</strong> producţie <strong>de</strong><br />
serie mare sau <strong>de</strong> masă, <strong>de</strong>oarece costurile <strong>de</strong> reprogramare a calculatorului sunt în multe cazuri<br />
inferioare celor pentru modificarea sau pentru ajustarea echipamentului tehnologic.<br />
Principalele avantaje ale utilizării unui sistem flexibil <strong>de</strong> fabricaţie sunt:<br />
- prelucrarea succesivă sau paralelă a unor piese diferite, asemănătoare din punct <strong>de</strong> ve<strong>de</strong>re<br />
geometric, în loturi diferite ca mărime;<br />
- realizarea transferului interoperaţional între posturile <strong>de</strong> lucru din sistem, semifabricatul<br />
putând trece <strong>de</strong> la un post <strong>de</strong> lucru la altul pe căi diferite; astfel, timpul <strong>de</strong> prelucrare pe diferite<br />
maşini nu este <strong>de</strong>pen<strong>de</strong>nt <strong>de</strong> tactul <strong>de</strong> lucru al sistemului <strong>de</strong> fabricaţie flexibil.<br />
- realizarea prelucrării pe aceleaşi maşini <strong>de</strong> familii <strong>de</strong> piese, fără reglări suplimentare la<br />
trecerea <strong>de</strong> la prelucrarea unei piese la alta sau <strong>de</strong> reglări ale dispozitivelor componente sau a<br />
parametrilor <strong>de</strong> lucru; eventualele reglaje trebuie să aibă durate pre<strong>de</strong>terminate şi economic<br />
acceptabile;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 25
- trecerea la producţia neasistată <strong>de</strong> operatori, datorită existenţei <strong>sistemelor</strong> automate <strong>de</strong> transfer<br />
şi <strong>de</strong> alimentare automată cu piese şi scule a posturilor <strong>de</strong> lucru;<br />
- existenţa unei rezerve, cel puţin pentru durata unui schimb <strong>de</strong> lucru, asigurate <strong>de</strong> <strong>de</strong>pozitele<br />
centrale <strong>de</strong> piese şi scule;<br />
- posibilitatea <strong>de</strong> evoluţie şi perfectabilitate treptată în funcţie <strong>de</strong> necesităţile <strong>de</strong> producţie;<br />
- coordonarea prelucrării informaţiilor tehnice şi organizatorice în cadrul unor programe <strong>de</strong><br />
producţie prestabilite ce pot fi corectate automat funcţie <strong>de</strong> starea reală <strong>de</strong> funcţionare a<br />
sistemului la un moment dat asigurând un coeficient ridicat <strong>de</strong> utilizare a timpului <strong>de</strong> lucru<br />
disponibil maşinilor.<br />
Sistemele flexibile se <strong>de</strong>osebesc <strong>de</strong> sistemele rigi<strong>de</strong> <strong>de</strong> fabricaţie prin următoarele<br />
caracteristici:<br />
- au o capacitate mare <strong>de</strong> adaptare la schimbarea sortimentului <strong>de</strong> fabricaţie doar prin<br />
schimbarea programului la calculator, fără a se acţiona asupra echipamentelor din dotarea<br />
maşinilor;<br />
- prezintă autonomie <strong>de</strong> funcţionare pentru trei schimburi, fără intervenţia operatorului uman;<br />
- au posibilităţi <strong>de</strong> ridicare a nivelului <strong>de</strong> tehnicitate, corelat cu cerinţele tot mai diversificate ale<br />
consumatorului.<br />
<strong>1.</strong>2.3. Sisteme <strong>de</strong> fabricaţie mo<strong>de</strong>rne<br />
În industriile producătoare, există sisteme <strong>de</strong> fabricaţie mo<strong>de</strong>rne, care conduc la obţinerea<br />
performanţelor propuse. Dintre acestea, cele mai importante sunt: sistemele <strong>de</strong> fabricaţie<br />
inteligente, sistemele holonice şi cele bionice. Am asistat, în ultimii ani, la o generalizare a<br />
automatizării proceselor <strong>de</strong> producţie, urmare firească a integrării roboţilor industriali în<br />
procesele <strong>de</strong> fabricaţie, a apariţiei celulelor flexibile <strong>de</strong> producţie, a utilizării roboţilor autonomi<br />
cu capacităţi senzoriale sporite, a înlocuirii aproape complete a omului în anumite procese<br />
tehnologice ce necesitau efort fizic mare sau condiţii periculoase <strong>de</strong> muncă şi a <strong>de</strong>zvoltării<br />
inteligenţei artificiale ca premisă teoretică, dar şi asociată cu un puternic suport tehnologic.<br />
Meto<strong>de</strong>le şi mijloacele <strong>de</strong> producţie ale industriei mecanice sunt bulversate <strong>de</strong> prezenţa<br />
calculatoarelor, a roboţilor, a automatelor programabile, a comenzilor numerice etc. După<br />
apariţia maşinilor-unelte cu comandă numerică, evoluţiile au fost în principal marcate <strong>de</strong><br />
<strong>de</strong>zvoltarea într-un ritm accelerat a tehnicii <strong>de</strong> calcul, a centrelor <strong>de</strong> prelucrare, a tehnologiilor<br />
<strong>de</strong> grup, a senzorilor, a tehnicilor <strong>de</strong> mo<strong>de</strong>lare geometrică şi <strong>de</strong> procesare grafică a datelor, a<br />
simulării, a <strong>sistemelor</strong> CAD/CAM, a <strong>sistemelor</strong> şi a tehnicilor <strong>de</strong> diagnosticare, a limbajelor <strong>de</strong><br />
programare <strong>de</strong> înalt nivel, a inteligenţei artificiale.<br />
Un rezultat firesc în <strong>de</strong>zvoltarea tehnologică îl constituie apariţia mecatronicii, o<br />
combinaţie sinergică şi sistematică a mecanicii, electronicii şi a informaticii, care integrează<br />
microprocesoarele în structurile electromecanice, acestea <strong>de</strong>venind astfel inteligente.<br />
Mecatronica este un domeniu nou, care inclu<strong>de</strong>: micro- şi nanotehnologii, senzori,<br />
sisteme <strong>de</strong> acţionare, materiale compozite şi inteligente, sisteme <strong>de</strong> conducere, interfeţe ommaşină,<br />
structuri evoluate <strong>de</strong> procesare, sisteme <strong>de</strong> proiectare integrată etc.<br />
Prin sistem inteligent se înţelege un sistem care interacţionează cu mediul său. Pentru a<br />
realiza această interacţiune, sistemul fie ia din mediu energia necesară şi o converteşte în<br />
energie mecanică şi căldură disipată, fie manipulează informaţii.<br />
De-a lungul evoluţiei tehnicilor <strong>de</strong> fabricaţie, au existat maşini simple, conduse <strong>de</strong> către<br />
un operator uman, maşini programate să se comporte într-un anumit fel, mai avansate <strong>de</strong>cât<br />
primele şi, în fine, maşini cu proprietăţi senzoriale, cu capacitate <strong>de</strong> planificare, recunoaştere a<br />
formelor, navigare, învăţare (cu disponibilităţi <strong>de</strong> prelucrare avansată a informaţiilor), numite<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 26
sisteme inteligente. Acestea au posibilitatea să îşi modifice comportarea ca o adaptare la<br />
modificările din mediul intern şi extern.<br />
Sistemele <strong>de</strong> fabricaţie inteligente, capabile să ia <strong>de</strong>cizii, se <strong>de</strong>osebesc <strong>de</strong> maşinile<br />
programate să <strong>de</strong>sfăşoare operaţii repetitive, capabile şi ele <strong>de</strong> modificarea propriului<br />
comportament, dar pe baza unor comenzi date <strong>de</strong> către un operator uman. Inteligenţa înglobată<br />
într-o maşină are rolul <strong>de</strong> a îmbunătăţi performanţele ei funcţionale, <strong>de</strong> a face maşina mai<br />
prietenoasă cu utilizatorul şi cu mediul.<br />
Aceste sisteme interacţionează cu mediul lor prin intermediul unor intrări (informaţii,<br />
energie, material, acţiune mecanică a mediului asupra maşinilor), precum şi al unor ieşiri<br />
(informaţii, energie, acţiuni exercitate <strong>de</strong> maşini asupra mediului).<br />
Sistemele <strong>de</strong> fabricaţie inteligente pot opera individual sau conectate în cadrul unor alte<br />
sisteme. în acest caz, performanţele globale ale acestor sisteme sunt superioare sumei<br />
performanţelor maşinilor componente. De asemenea, maşinile inteligente operează autonom,<br />
fără un control total al operatorului uman, dar cu posibilitatea <strong>de</strong> a colabora cu acesta; pot opera<br />
în medii nestructurate, care pot fi periculoase sau lipsite <strong>de</strong> confort.<br />
Domeniile <strong>de</strong> aplicabilitate ale <strong>sistemelor</strong> inteligente sunt variate: inginerie nucleară,<br />
industrie alimentară, tehnică aero-spaţială, construcţii, transport, inginerie biomedicală,<br />
exploatare minereu, gaz, petrol, stingere incendii, aplicaţii militare, intervenţii subacvatice etc.<br />
O maşină inteligentă cuprin<strong>de</strong> următoarele subsisteme <strong>de</strong> bază:<br />
a. subsistemul <strong>de</strong> percepţie, care are rolul <strong>de</strong> a colecta, stoca, procesa şi distribui informaţii<br />
<strong>de</strong>spre starea actuală a maşinii şi a mediului în care operează;<br />
b. subsistemul <strong>de</strong> cunoaştere, care are roJul <strong>de</strong> a evalua informaţiile colectate <strong>de</strong> subsistemul <strong>de</strong><br />
percepţie şi <strong>de</strong> a planifica acţiunile maşinii;<br />
c. subsistemul <strong>de</strong> execuţie, responsabil cu <strong>de</strong>sfăşurarea tuturor acţiunilor maşinii, pe baza<br />
instrucţiunilor <strong>de</strong> la celelalte două subsisteme; instrucţiunile primite <strong>de</strong> la subsistemul <strong>de</strong><br />
cunoaştere <strong>de</strong>termină comportamentul planificat, iar cele <strong>de</strong> la subsistemul <strong>de</strong> percepţie<br />
<strong>de</strong>termină comportamentul reactiv;<br />
d. subsistemul <strong>de</strong> autoîntreţinere, care are rolul <strong>de</strong> a menţine maşina în condiţii bune <strong>de</strong><br />
funcţionare. Acest subsistem asigură o monitorizare intermitentă a comportării maşinii pentru a<br />
preveni eventualele <strong>de</strong>fecte (autoîntreţinere preventivă) sau pentru a le sesiza imediat ce apar<br />
(autodiagnostic). în cazuri particulare autoîntreţinerea poate însemna chiar şi autoreparare;<br />
e. subsistemul <strong>de</strong> conversie a energiei, care asigură cantitatea şi forma <strong>de</strong> energie necesară<br />
pentru ca toate celelalte subsisteme să aibă o bună funcţionare.<br />
Componentele fizice din structura acestor subsisteme sunt: senzorii şi traductorii,<br />
actuatorii, microprocesoarele, reţelele <strong>de</strong> comunicaţii, dispozitivele <strong>de</strong> intrare/ieşire, efectorii<br />
finali, sursele <strong>de</strong> energie etc.<br />
Sistemele <strong>de</strong> fabricaţie inteligente pot opera individual, <strong>de</strong> exemplu pentru controlul<br />
indicilor <strong>de</strong> precizie ai roţilor dinţate sau conectate în cadrul unor alte sisteme (Fig. <strong>1.</strong>16).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 27
Fig. <strong>1.</strong>16 - Sistem inteligent pentru control<br />
Sistemul <strong>de</strong> fabricaţie holonic este un mod <strong>de</strong> organizare bazat pe integrarea oamenilor, a<br />
utilajelor tehnologice şi a calculatoarelor în unităţi autonome şi cooperante, în scopul creşterii<br />
flexibilităţii, a configurabilităţii şi robusteţii sistemului la perturbaţii şi la variaţii interne şi<br />
externe.<br />
Un sistem <strong>de</strong> fabricaţie holonic (HMS - Holonic Manufacturing System) nu reprezintă o<br />
nouă tehnologie, ci, mai <strong>de</strong>grabă, o încercare <strong>de</strong> îmbinare şi utilizare a unor tehnologii existente<br />
(comunicaţii bazate pe calculator, reglare <strong>de</strong>scentralizată, agenţi inteligenţi, diagnoză bazată pe<br />
mo<strong>de</strong>l etc).<br />
Noţiunea <strong>de</strong> holon a fost introdusă <strong>de</strong> Arthur Koestler şi este o combinaţie între cuvântul<br />
grec „holos" (întreg) şi sufixul „on", care se traduce prin particulă, parte.<br />
Holonul este un bloc autonom şi cooperativ al <strong>sistemelor</strong> <strong>de</strong> fabricaţie, incluzând o componentă<br />
<strong>de</strong> procesare a informaţiei şi o componentă <strong>de</strong> procesare fizică; poate asigura transformarea,<br />
transportul, memorarea şi/sau validarea informaţiei sau a obiectelor fizice şi poate face parte<br />
din alt holon.<br />
Sistemul <strong>de</strong> fabricaţie holonic (Fig. <strong>1.</strong>17) este format din mai mulţi holoni (holarhie) care<br />
cooperează între ei pentru atingerea unui scop comun şi care integrează totalitatea activităţilor<br />
<strong>de</strong> fabricaţie, <strong>de</strong> la gestiunea comenzilor până la proiectare, producţie şi marketing. Prin<br />
cooperare înţelegem procesul în care un set <strong>de</strong> entităţi <strong>de</strong>zvoltă şi execută planuri pentru<br />
în<strong>de</strong>plinirea unui scop prestabilit. Astfel, se pot construi sisteme complexe, care sunt eficiente<br />
în utilizarea resurselor, rezistente la perturbaţii interne şi externe, adaptabile la schimbările din<br />
mediu.<br />
Fiecare unitate <strong>de</strong> producţie (capacitate <strong>de</strong> producţie, resursă tehnologică) poate fi un<br />
holon. Comportarea holonică poate fi exprimată prin două tendinţe complementare, <strong>de</strong><br />
autoafirmare şi <strong>de</strong> integrare. Stabilitatea holonilor rezultă din abilitatea lor <strong>de</strong> a acţiona<br />
autonom, fără o asistenţă continuă, <strong>de</strong> la nivel superior, în situaţii neprevăzute.<br />
În general, autonomia reprezintă capacitatea unei entităţi <strong>de</strong> a crea, <strong>de</strong> a controla şi <strong>de</strong> a<br />
executa propriul plan, conform unei strategii elaborate pe timp mediu şi mare.<br />
Autonomia holonilor se referă la: controlul local şi operarea maşinilor, <strong>optimizarea</strong> la<br />
nivel local, autoordonanţare, auto-confi-gurare, autodiagnoză, autoînvăţare, autoreparare etc.<br />
Structura <strong>sistemelor</strong> holonice <strong>de</strong> fabricaţie are la bază o ierarhie funcţională şi unităţi<br />
autosimilare (o structură repetabilă la toate nivelurile), iar ca suport informatic, proiectarea<br />
orientată pe obiecte.<br />
Un exemplu <strong>de</strong> sistem <strong>de</strong> fabricaţie holonic îl reprezintă cel conceput în Anglia, pentru<br />
telefoanele celulare, şi conţine nouă holoni: client, manager contabil, produs, <strong>de</strong> supraveghere,<br />
fabricaţie, linie, reparaţie, resursă, subansamblu.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 28
Fig. <strong>1.</strong>17-Sistem holonic<br />
Sistemele <strong>de</strong> fabricaţie bionice au fost propuse în Japonia şi au funcţii care imită<br />
comportarea organismelor biologice ca: autoorganizarea, autorecuperarea şi auto <strong>de</strong>zvoltarea.<br />
Prin sistemele <strong>de</strong> fabricaţie bionice se urmăreşte realizarea unor sisteme cu viteză mare<br />
<strong>de</strong> răspuns, care să se încadreze armonios în mediul natural. Aceasta se obţine, în principal, prin<br />
sistematizarea informaţiei privind produsele pe parcursul întregului ciclu <strong>de</strong> viaţă.<br />
Una dintre cele mai tinere ştiinţe care s-au <strong>de</strong>limitat în ultimele <strong>de</strong>cenii este bionica.<br />
Stabilirea şi elucidarea unor analogii între sistemele tehnice şi cele biologice constituie o<br />
inepuizabilă sursă <strong>de</strong> inspiraţie în stimularea şi <strong>de</strong>zvoltarea creativităţii tehnice.<br />
Noţiunea a fost introdusă <strong>de</strong> americanul J. E. Steele, în 1960, şi provine din cuplarea<br />
noţiunilor <strong>de</strong> biologie (termen care provine din limba greacă: „bios" - viaţă şi „logos" - ştiinţă)<br />
şi electronică, pentru a <strong>de</strong>semna cercetările <strong>de</strong> cibernetică orientate în special spre studiul<br />
simulării mecanice a unor funcţii caracteristice organismelor.<br />
Bionica a fost <strong>de</strong>finită ca ştiinţa care studiază funcţiile organismelor vii şi simularea prin<br />
mijloace tehnice a acestor funcţii. Printre obiectivele cercetării bionice actuale, o atenţie<br />
specială este acordată studiului sistemului nervos conceput ca reţea hipercomplexă <strong>de</strong> senzori,<br />
studiilor organelor senzoriale şi ale organelor efectoare. Studiul organelor efectoare şi al<br />
proceselor <strong>de</strong> transmitere a comenzilor către organele efectoare reprezintă o parte esenţială a<br />
bionicii.<br />
Soluţiile existente în natura vie în acest domeniu sunt extrem <strong>de</strong> diverse şi <strong>de</strong> ingenioase.<br />
Cercetările curente din domeniul acestor sisteme abor<strong>de</strong>ază probleme ca:<br />
a) mo<strong>de</strong>lul <strong>de</strong> tip biologic al produsului;<br />
b) sistemul <strong>de</strong> proiectare <strong>de</strong> tip ADN (acid <strong>de</strong>zoxiribonucleic);<br />
c) funcţiile <strong>de</strong> prelucrare biologică a datelor etc.<br />
Studiul şi imitarea acestor mo<strong>de</strong>le sunt <strong>de</strong> o inestimabilă utilitate în nenumărate circumstanţe.<br />
Ca exemple tipice, pot fi citate cele ale construcţiei manipulatoarelor automate (Fig. <strong>1.</strong>18).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 29
Fig. <strong>1.</strong>18 - Manipulator cu braţe articulate pentru alimentarea automată a pieselor<br />
Biomecanica reprezintă o ramură a biofizicii care aplică principiile mecanicii în studierea<br />
şi explicarea unor fenomene fiziologice <strong>de</strong> la nivelul organismelor vii.<br />
Biomecanismul este acel sistem mecanic întâlnit în organismele vii, care are caracteristici<br />
comune cu mecanismul. Mecanismul este un sistem mecanic în care corpurile materiale au<br />
componente între care există legături mobile şi care îşi pot schimba poziţia relativă sub acţiunea<br />
forţelor, cu scopul în<strong>de</strong>plinirii unor funcţii necesare (transmiterea puterii mecanice, a forţelor, a<br />
mişcărilor, ghidarea . corpurilor etc).<br />
Printre biomecanismele care se remarcă prin performanţe <strong>de</strong>osebite se numără<br />
biomecanismele care realizează locomoţia prin salt. Acestea se caracterizează prin <strong>de</strong>plasare<br />
rapidă, consum energetic minim, echilibrare dinamică şi cuprin<strong>de</strong> componente care realizează<br />
recul elastic.<br />
Unităţile tehnologice din sistemele <strong>de</strong> fabricaţie bionice obţin intrările necesare din<br />
mediul „<strong>de</strong> fabricaţie" şi realizează, în consecinţă, operaţiile necesare. Ieşirea din aceste unităţi<br />
se întoarce înapoi în mediul <strong>de</strong> fabricaţie. Programele <strong>de</strong> reglare includ strategii al căror efect<br />
asupra mediului este pe termen lung. Un exemplu ar fi cel referitor la reaşezarea<br />
echipamentelor tehnologice şi, implicit, la reconsi<strong>de</strong>rarea fluxului tehnologic.<br />
Unităţile tehnologice se comportă similar cu celulele, ca elemente <strong>de</strong> structură, prin<br />
faptul că alcătuiesc structuri <strong>de</strong> control ierarhic la nivelul atelierului, al fabricii, al organizaţiei<br />
etc. în aceste structuri, fiecare nivel suportă şi este suportat <strong>de</strong> nivelurile adiacente. O directivă<br />
dată la vârful structurii se transmite spre bază trecând succesiv prin fiecare nivel intermediar,<br />
materializându-se în sarcini.<br />
Sistemele <strong>de</strong> fabricaţie bionice utilizează aceste elemente <strong>de</strong> paralelism în prelucrare<br />
pentru a evi<strong>de</strong>nţia aplicaţiile şi conceptele <strong>de</strong> mo<strong>de</strong>lare. Astfel, fabricaţia bionică va opera cu<br />
componente distributive (maşini-unelte) interconectate într-un sistem „viu".<br />
Maşinile unelte, ca şi componente ale <strong>sistemelor</strong> bionice, comunică între ele în legătură<br />
cu <strong>de</strong>ciziile luate. Procesele specifice componentelor <strong>sistemelor</strong> sunt comparate cu informaţia<br />
genetică (umană). Astfel, informaţiile referitoare la procesul <strong>de</strong> prelucrare a unei piese sunt<br />
înmagazinate în produs şi apoi comunicate, în ve<strong>de</strong>rea luării unei <strong>de</strong>cizii privitoare la<br />
programarea prelucrării respective.<br />
De exemplu, o piesă virtuală care <strong>de</strong>ţine informaţiile <strong>de</strong> prelucrare este reprezentată<br />
printr-un element <strong>de</strong> mo<strong>de</strong>lare numit mo<strong>de</strong>lon. Acesta comunică şi cooperează în cadrul<br />
sistemului <strong>de</strong> fabricaţie cu mo<strong>de</strong>loanele ce reprezintă resursele necesare (scule, dispozitive,<br />
tehnologii etc), pentru a produce piesele fizice prelucrate.<br />
Similar, se poate concepe un mediu bionic <strong>de</strong> proiectare: la nivel superior, există<br />
mo<strong>de</strong>lonul <strong>de</strong> vârf (mo<strong>de</strong>lonul-părinte), un<strong>de</strong> se <strong>de</strong>zvoltă specificaţiile activităţii <strong>de</strong> proiectare,<br />
care sunt transmise submo<strong>de</strong>loanelor nivelurilor intermediare şi mo<strong>de</strong>lonului bază. Acesta<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 30
execută operaţiile asociate nivelului inferior, în scopul realizării specificaţiilor transmise.<br />
Transmiterea informaţiei <strong>de</strong> la mo<strong>de</strong>lonul superior la mo<strong>de</strong>loanele <strong>de</strong> pe niveluri inferioare se<br />
face asemănător modului în care este comunicată o informaţie <strong>de</strong> tip ADN.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 31
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
Explică modul <strong>de</strong> utilizare a <strong>sistemelor</strong> <strong>de</strong> fabricaţie, răspunzând la<br />
cerinţele <strong>de</strong> mai jos:<br />
<strong>1.</strong> Cum se realizează integrarea sistemică a întreprin<strong>de</strong>rii?<br />
2. Ce reprezintă întreprin<strong>de</strong>rea virtuală?<br />
3. Definiţi întreprin<strong>de</strong>rea fractală.<br />
4. Ce este un sistem <strong>de</strong> fabricaţie?<br />
5. Din ce elemente este construit un sistem flexibil <strong>de</strong> fabricaţie?<br />
6. Definiţi celula flexibilă <strong>de</strong> fabricaţie şi precizaţi subsistemele din<br />
componenţa ei.<br />
7. Enumeraţi avantajele <strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie.<br />
8. Indicaţi modul <strong>de</strong> operare al <strong>sistemelor</strong> <strong>de</strong> fabricaţie inteligente.<br />
Precizaţi domeniile <strong>de</strong> aplicabilitate a acestor sisteme.<br />
9. Ce este sistemul <strong>de</strong> fabricaţie holonic?<br />
10. Faceţi o paralelă între unitatea şi celula <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 32
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
EVALUARE<br />
Clasa Data<br />
Lucraţi individual!<br />
În coloana A sunt indicate tipuri <strong>de</strong> organizare a întreprin<strong>de</strong>rilor, iar în<br />
coloana B sunt cuprinse caracteristici specifice ale acestora. Stabiliţi<br />
asocierile corecte dintre fiecare cifră din coloana A şi litera<br />
corespunzătoare din coloana B.<br />
A - Tipuri <strong>de</strong> întreprin<strong>de</strong>ri B - Caracteristici specifice<br />
<strong>1.</strong> întreprin<strong>de</strong>rea agilă<br />
2. întreprin<strong>de</strong>rea fractală<br />
3. întreprin<strong>de</strong>rea extinsă/virtuală<br />
4. întreprin<strong>de</strong>rea holonică<br />
5. întreprin<strong>de</strong>rea bionică<br />
a. reţea <strong>de</strong> organizaţii<br />
b. reconfigurare rapidă<br />
c. holonul<br />
d. mo<strong>de</strong>lon<br />
e. mulţime <strong>de</strong> „fractali"<br />
f. mecanică<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 33
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
EVALUARE<br />
Clasa Data<br />
Lucraţi în perechi!<br />
I. Transcrieţi următoarea schemă pe caiete şi completaţi spaţiile<br />
libere cu informaţiile potrivite.<br />
II. După mo<strong>de</strong>lul schemei <strong>de</strong> clasificare a <strong>sistemelor</strong> <strong>de</strong> fabricaţie <strong>de</strong><br />
mai sus, întocmiţi o schemă structurală a sistemului <strong>de</strong> fabricaţie inteligent<br />
<strong>de</strong> control.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 34
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
EVALUARE<br />
Clasa Data<br />
Lucraţi în echipă!<br />
<strong>1.</strong> Formaţi grupe <strong>de</strong> 4 elevi şi efectuaţi o vizită <strong>de</strong> documentare la un<br />
agent economic. Culegeţi informaţii referitoare la sistemele <strong>de</strong> fabricaţie<br />
existente. Executaţi fotografii ale <strong>sistemelor</strong>. Realizaţi un colaj şi un eseu<br />
cu tema „Componentele <strong>sistemelor</strong> <strong>de</strong> fabricaţie", după următoarea<br />
structură:<br />
a. modul <strong>de</strong> prezentare a produselor realizate <strong>de</strong> către agentul economic;<br />
b. i<strong>de</strong>ntificarea tipurilor <strong>de</strong> sisteme <strong>de</strong> fabricaţie;<br />
c. prezentarea unei unităţi flexibile <strong>de</strong> prelucrare din dotare;<br />
d. întocmirea schemei structurale a unui sistem <strong>de</strong> fabricaţie flexibil<br />
întâlnit.<br />
După în<strong>de</strong>plinirea sarcinilor precizate, alegeţi un li<strong>de</strong>r care va prezenta<br />
clasei materialele realizate.<br />
2. Formaţi grupe <strong>de</strong> 3-4 elevi. Căutaţi informaţii referitoare la<br />
sistemele <strong>de</strong> fabricaţie bionice în diverse surse <strong>de</strong> documentare (reviste <strong>de</strong><br />
specialitate, internet). Realizaţi un referat cu tema „Roboţi industriali" şi<br />
un pliant cu imagini sugestive.<br />
Notă: Aceste materiale sunt componente ale portofoliului tematic.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 35
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru Structura sistemului rigid <strong>de</strong> fabricaţie<br />
În figura <strong>de</strong> mai jos este prezentată structura unui sistem rigid <strong>de</strong><br />
fabricaţie.<br />
a. Defineşte sistemul <strong>de</strong> fabricaţie.<br />
b. Defineşte sistemul rigid <strong>de</strong> fabricaţie.<br />
c. Pe baza acestei scheme şi a cunoştinţelor acumulate, alcătuieşte o altă<br />
schemă, în care să existe trei unităţi <strong>de</strong> prelucrare, iar sistemul <strong>de</strong><br />
fabricaţie să <strong>de</strong>vină automatizat.<br />
d. Menţionează subsistemele care trebuie înlocuite, în<strong>de</strong>părtate sau<br />
adăugate sistemului, astfel încât să se obţină un sistem flexibil <strong>de</strong><br />
fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 36
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru Componentele sistemului <strong>de</strong> fabricaţie<br />
În imaginea <strong>de</strong> mai jos este prezentat un sistem <strong>de</strong> fabricaţie, iar alăturat sunt precizate<br />
componentele acestuia.<br />
<strong>1.</strong> montarea pieselor pe palete dispozitiv;<br />
2. <strong>de</strong>pozit;<br />
3. modul transportor;<br />
4. centru <strong>de</strong> prelucrare;<br />
5. centru <strong>de</strong> prelucrare;<br />
6. centru <strong>de</strong> prelucrare;<br />
7. centru <strong>de</strong> prelucrare;<br />
8. masă in<strong>de</strong>xare;<br />
9. unitate centrală <strong>de</strong> comandă numerică;<br />
Răspun<strong>de</strong>ţi sarcinilor următoare:<br />
a. I<strong>de</strong>ntifică sistemul <strong>de</strong> fabricaţie.<br />
b. întocmeşte schema structurală a sistemului.<br />
c. Menţionează trei avantaje ale sistemului, prin comparaţie cu sistemul<br />
rigid <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 37
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Meto<strong>de</strong> <strong>de</strong> integrare sistemică a<br />
întreprin<strong>de</strong>rii<br />
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 2 ore.<br />
Subiectul I (30 <strong>de</strong> puncte) (30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Integrarea sistemică a întreprin<strong>de</strong>rii presupune:<br />
a. o strategie şi o tehnologie; b. eliminarea informaticii;<br />
c. sistemele rigi<strong>de</strong> <strong>de</strong> fabricaţie; d. neschimbarea sortimentului <strong>de</strong><br />
fabricaţie<br />
2. într-o întreprin<strong>de</strong>re virtuală:<br />
a. nu există o schemă organizatorică; b. există ierarhii;<br />
c. durata <strong>de</strong> viaţă este pe termen mare; d. nu se autoreglează organizarea.<br />
3. Noţiunea <strong>de</strong> „holon" nu implică:<br />
a. stabilitate referitor la perturbaţii; b. flexibilitate, capacitatea <strong>de</strong><br />
autoconfigurare internă; c. reciclare şi reutilizare; d. adaptabilitate referitor<br />
la schimbări externe.<br />
4. Sistemul <strong>de</strong> fabricaţie holonic este format din:<br />
a. sub-mo<strong>de</strong>loane; b. mai mulţi holoni; c. fractali; d. roboţi.<br />
5. Sistemul <strong>de</strong> fabricaţie reprezintă componenta <strong>de</strong> bază a unui:<br />
a. subsistem <strong>de</strong> comandă; b. sistem <strong>de</strong> producţie; c. subsistem <strong>de</strong><br />
cunoaştere; d. sistem nervos.<br />
I.2. În coloana A sunt indicate diferite sisteme <strong>de</strong> fabricaţie, iar în<br />
coloana B caracteristici <strong>de</strong> bază ale acestora. Realizaţi asocierile corecte<br />
dintre fiecare cifră din coloana A şi litera corespunzătoare din coloana B.<br />
A - Sisteme <strong>de</strong> fabricaţie B - Caracteristici<br />
<strong>1.</strong> rigid, reglementat a. autonomie şi cooperare<br />
2. rigid, automatizat b. maşini cu proprietăţi senzoriale<br />
3. flexibil c. element <strong>de</strong> mo<strong>de</strong>lare general<br />
4. holonic d. grad mare <strong>de</strong> automatizare şi mecanizare<br />
5. inteligente e. forţa <strong>de</strong> muncă strict specializată<br />
f. o reţea <strong>de</strong> comunicaţii<br />
I.3. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 38
F, dacă apreciaţi că răspunsul este fals, apoi transformaţi-le pe cele false,<br />
în enunţuri a<strong>de</strong>vărate.<br />
a. Sistemul <strong>de</strong> fabricaţie holonic nu permite realizarea unei întreprin<strong>de</strong>ri<br />
<strong>de</strong> producţie agilă.<br />
b. întreprin<strong>de</strong>rea fractală este un sistem global şi <strong>de</strong>schis.<br />
c. Sistemele <strong>de</strong> fabricaţie inteligente pot opera individual sau conectate în<br />
cadrul unor alte sisteme.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Definiţi sistemul <strong>de</strong> fabricaţie.<br />
II.2. Scrieţi informaţia corectă care completează spaţiile libere:<br />
a. O întreprin<strong>de</strong>re virtuală poate fi <strong>de</strong>scrisă ca un mo<strong>de</strong>l <strong>de</strong>..........construit<br />
pe o alianţă strategică temporară în jurul unei...................<br />
a pieţei.<br />
b. Sistemele <strong>de</strong> fabricaţie..............au funcţii care imită...........organismelor<br />
biologice.<br />
c. Celula............<strong>de</strong> fabricaţie este constituită din mai multe.........flexibile<br />
<strong>de</strong> prelucrare cu maximum 20 <strong>de</strong> maşini şi utilaje controlate<br />
direct <strong>de</strong> calculator.<br />
II.3. a. Enumeraţi stadiile <strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie, b.<br />
Explicaţi modul <strong>de</strong> operare al <strong>sistemelor</strong> inteligente.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Integrarea sistemica a întreprin<strong>de</strong>rii", după<br />
următoarea structură:<br />
a. Precizarea rolului informaticii în procesele <strong>de</strong> fabricaţie.<br />
b. Definirea conceptelor <strong>de</strong> întreprin<strong>de</strong>re virtuală şi întreprin<strong>de</strong>re fractală.<br />
c. Menţionarea caracteristicilor acestor întreprin<strong>de</strong>ri.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 39
<strong>1.</strong>3. CRITERII DE EVALUARE A UTILIZĂRII<br />
SISTEMELOR DE FABRICAŢIE<br />
De-a lungul timpului, conducerile firmelor au acordat o atenţie prioritară gestionării<br />
banilor, materialelor, utilajelor şi oamenilor. Astăzi, ele au ajuns să recunoască importanţa<br />
capitală a unei a cincea resurse: informaţia.<br />
Utilizarea diverselor tipuri <strong>de</strong> sisteme <strong>de</strong> fabricaţie în procesele <strong>de</strong> producţie este însoţită<br />
<strong>de</strong> următoarele efecte:<br />
- creşterea preciziei <strong>de</strong> execuţie şi menţinerea stabilităţii acesteia în timpul <strong>de</strong>sfăşurării<br />
proceselor, facilitând <strong>optimizarea</strong> fabricaţiei şi obţinerea <strong>de</strong> produse înalt calitative;<br />
- creşterea gradului <strong>de</strong> automatizare şi <strong>de</strong> informatizare a fabricaţiei;<br />
- creşterea productivităţii muncii;<br />
- creşterea nivelului <strong>de</strong> calitate la produsele industriale fabricate.<br />
Evaluarea utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie presupune analizarea acestora pe următoarele<br />
criterii: economic, <strong>de</strong> calitate şi <strong>de</strong> competitivitate.<br />
<strong>1.</strong>3.<strong>1.</strong> Criteriul economic<br />
Efectele economice ale utilizării unui sistem <strong>de</strong> fabricaţie care urmăreşte introducerea<br />
progresului tehnic se <strong>de</strong>termină prin comparare cu rezultatele obţinute anterior aplicării<br />
acestuia.<br />
În acest scop, se urmăreşte eficienţa fiecărui sistem <strong>de</strong> fabricaţie, comparând costurile<br />
reale cu cele standard, se urmăreşte cifra <strong>de</strong> afaceri şi volumul cheltuielilor, nivelul profitului şi<br />
al investiţiilor.<br />
Realizarea unei sarcini <strong>de</strong> fabricaţie implică realizarea unor transformări într-o anumită<br />
succesiune şi în anumite condiţii <strong>de</strong> eficienţă economică.<br />
Concurenţa tot mai dinamică a pieţei este factorul care <strong>de</strong>termină producătorii să accepte<br />
evoluţia tehnică, să caute cel mai potrivit scenariu <strong>de</strong> fabricaţie, să prezinte un mare grad <strong>de</strong><br />
receptivitate la cerinţele pieţii, prin schimbarea şi restructurarea fabricaţiei, ceea ce presupune<br />
adoptarea <strong>sistemelor</strong> <strong>de</strong> producţie mo<strong>de</strong>rne alături <strong>de</strong> preocuparea constantă <strong>de</strong> creştere a<br />
calităţii produselor. Se respectă astfel cel mai important principiu <strong>de</strong> piaţă: a produce ceea ce<br />
este necesar, la momentul potrivit, <strong>de</strong> calitatea cea mai bună şi la costuri cât mai scăzute.<br />
Prelucrarea flexibilă a făcut posibilă aducerea eficienţei; producţiei <strong>de</strong> masă la nivelul<br />
producţiei <strong>de</strong> loturi a mai multor tipuri <strong>de</strong> produse. Astfel, producţia pe loturi corespun<strong>de</strong> unei<br />
economii <strong>de</strong> scop. În acelaşi timp, eficienţa volumului mediu este bine' compensată prin<br />
eliminarea costurilor <strong>de</strong> reorganizare a producţiei si a timpului necesar pentru trecerea <strong>de</strong> la un<br />
produs la altul.<br />
Pentru a <strong>de</strong>termina eficienţa economică a utilizării unui sistem <strong>de</strong> fabricaţie se impun:<br />
- întocmirea bugetului propriu <strong>de</strong> cheltuieli, urmărirea abaterilor <strong>de</strong> la bugetul prevăzut şi<br />
căutarea cauzelor abaterilor;<br />
- adoptarea unui plan <strong>de</strong> măsuri <strong>de</strong> corecţie a abaterilor şi eliminarea cauzelor care le-au<br />
<strong>de</strong>terminat;<br />
- pregătirea profesională, motivarea şi creşterea capacităţii <strong>de</strong> muncă a resursei umane;<br />
- analiza situaţiei economico-financiare cu implicaţii asupra mărimii fondurilor alocate.<br />
<strong>1.</strong>3.2. Criteriul calitate<br />
Calitatea este o noţiune complexă, ce se referă la un proces, produs, fenomen etc. Are un<br />
caracter dinamic şi un grad mare <strong>de</strong> generalizare. Calitatea producţiei se exprimă prin<br />
randamente, consumuri specifice, indicatori <strong>de</strong> utilizare intensivă şi extensivă, grad <strong>de</strong><br />
mecanizare, automatizare, cibernetizare, robotizare, cheltuieli <strong>de</strong> întreţinere, <strong>de</strong> protecţie a<br />
mediului, a oamenilor etc.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 40
Condiţiile <strong>de</strong> calitate corespunzătoare fiecărui produs sau materie primă sunt prevăzute în<br />
standar<strong>de</strong>, în norme interne (NI) sau în caiete <strong>de</strong> sarcini.<br />
În raport <strong>de</strong> natura şi cu efectul pe care îl au asupra procesului <strong>de</strong> utilizare,<br />
caracteristicile calitative ale produselor <strong>de</strong> consum pot fi grupate conform figurii <strong>1.</strong>19.<br />
Fiabilitatea este aptitudinea unui produs <strong>de</strong> a funcţiona fără <strong>de</strong>fectări, la un moment dat<br />
sau într-un anumit interval <strong>de</strong> timp.<br />
Calitatea unui produs se impune încă din faza <strong>de</strong> proiectare; aceasta este urmată <strong>de</strong> faza<br />
<strong>de</strong> fabricaţie, etapă importantă <strong>de</strong> realizare a calităţii produsului, condiţionată <strong>de</strong> calitatea<br />
materiilor prime şi a celor auxiliare, <strong>de</strong> funcţionarea instalaţiei la parametri optimi, <strong>de</strong><br />
conducerea instalaţiei <strong>de</strong> către un personal calificat. După executare, produsul este livrat<br />
beneficiarului, direct sau prin intermediari. în această fază, calitatea produsului este influenţată<br />
<strong>de</strong> calitatea <strong>de</strong>pozitării, a transportului şi a altor activităţi. Creşterea calităţii produselor implică<br />
creşterea costurilor în cele trei faze menţionate, ceea ce afectează în final preţul produsului.<br />
Flexibilitatea sistemului conduce la reducerea timpului total <strong>de</strong> prelucrare, prin<br />
micşorarea timpului <strong>de</strong> reorganizare. Totodată, introduce unele proceduri a căror aplicare<br />
<strong>de</strong>termină obţinerea <strong>de</strong> produse <strong>de</strong> înaltă calitate şi precizie.<br />
Se pot pune în evi<strong>de</strong>nţă următoarele orientări principale privind calitatea produselor:<br />
- orientarea spre perfecţiune;<br />
- orientarea spre produs (calitatea fiind ansamblul caracteristicilor <strong>de</strong> calitate ale produsului);<br />
- orientarea spre procesul <strong>de</strong> producţie (produsul este <strong>de</strong> calitate când corespun<strong>de</strong> specificaţiilor<br />
stabilite prin proiect);<br />
- orientarea spre costuri (produsul oferă anumite performanţe la un preţ acceptabil);<br />
- orientarea spre utilizator (corespun<strong>de</strong> cerinţelor cumpărătorului referitoare la protecţia vieţii şi<br />
a sănătăţii, la protecţia mediului, la aspecte estetice plăcute, la conservarea energiei, la riscul<br />
redus <strong>de</strong> exploatare a produselor, la valorificarea resurselor naturale).<br />
<strong>1.</strong>3.3. Criteriul <strong>de</strong> competitivitate<br />
Fig. <strong>1.</strong>19 - Caracteristici <strong>de</strong> calitate ale produselor<br />
Într-un sistem <strong>de</strong> fabricaţie <strong>de</strong> tip linie tehnologică, fluxurile <strong>de</strong> materiale, <strong>de</strong> materii<br />
prime, <strong>de</strong> energie şi <strong>de</strong> informaţii se intercondiţionează direct, în ve<strong>de</strong>rea obţinerii unor<br />
semifabricate şi subansamble, având o informaţie încorporată la un nivel cât mai ridicat.<br />
Competitivitatea <strong>sistemelor</strong> va fi <strong>de</strong>terminată <strong>de</strong> această informaţie încorporată.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 41
O soluţie prin care se poate îmbunătăţi competitivitatea constă în a face întreprin<strong>de</strong>rea să<br />
evolueze spre conceptul <strong>de</strong> sistem integrat <strong>de</strong> producţie. Acest mod <strong>de</strong> organizare industrială<br />
are ca scop creşterea reactivităţii întreprin<strong>de</strong>rii şi <strong>optimizarea</strong> fabricaţiei. Este un proces <strong>de</strong><br />
simplificare a procesului <strong>de</strong> producţie, urmat <strong>de</strong> unificarea întreprin<strong>de</strong>rii prin automatizare şi<br />
integrare. Simplificarea constă în suprimarea oricărei activităţi inutile, care nu adaugă valoare<br />
produsului. Aceasta presupune reconsi<strong>de</strong>rarea fluxurilor în întreprin<strong>de</strong>re, în scopul <strong>de</strong> a<br />
simplifica metoda <strong>de</strong> gestiune a producţiei şi <strong>de</strong> a reduce termenele <strong>de</strong> fabricaţie şi timpii <strong>de</strong><br />
schimbare a echipamentelor, <strong>de</strong> a evalua mărimea loturilor lansate în fabricaţie, a producţiei în<br />
curs, a stocurilor, a costurilor indirecte <strong>de</strong> transport şi magazinare, a procedurilor etc.<br />
În toate sectoarele economice, competitivitatea este puternic <strong>de</strong>terminată <strong>de</strong> capacitatea<br />
producătorilor <strong>de</strong> a se adapta la schimbările tehnologice şi la viteza <strong>de</strong> obţinere a unui nou<br />
produs. Operatorul uman va trece în spatele terminalelor, intervenind inteligent în adaptarea<br />
roboţilor şi a <strong>sistemelor</strong> flexibile, la gradul <strong>de</strong> organizare, la caracterul producţiei şi la planul <strong>de</strong><br />
fabricaţie.<br />
Dacă sistemul <strong>de</strong> fabricaţie este economic şi <strong>de</strong> calitate, va permite obţinerea <strong>de</strong> produse<br />
competitive pe piaţă, care fac faţă concurenţei, se înnoiesc mereu şi satisfac cumpărătorii.<br />
Producţia în masă asigură utilizarea <strong>sistemelor</strong> <strong>de</strong> fabricaţie mo<strong>de</strong>rne, conducând la costuri<br />
reduse <strong>de</strong> producţie, în condiţii <strong>de</strong> automatizare a proceselor <strong>de</strong> producţie şi <strong>de</strong> folosire a<br />
roboţilor industriali.<br />
Conceptul mo<strong>de</strong>rn <strong>de</strong> maşină-unealtă presupune un cadru <strong>de</strong> bază pe care se pot grefa<br />
diverse sisteme sau dispozitive <strong>de</strong>pen<strong>de</strong>nte şi in<strong>de</strong>pen<strong>de</strong>nte <strong>de</strong> acesta privind acţionarea şi<br />
comanda.<br />
Conducerea asistată <strong>de</strong> calculator a maşinii-unelte face posibilă automatizarea <strong>sistemelor</strong><br />
<strong>de</strong> alimentare-evacuare şi selectarea variantei optime <strong>de</strong> prelucrare (a parametrilor tehnologici,<br />
a schimbării sculelor programării manipulatoarelor ataşate maşinii).<br />
Acest proces are ca scop scă<strong>de</strong>rea preţului <strong>de</strong> cost, creşterea posibilităţilor <strong>de</strong> utilizare a<br />
maşinii, creşterea complexităţii pieselor prelucrate, scurtarea timpului necesar pentru<br />
introducerea unui nou produs şi creşterea calităţii obţinute.<br />
Prin urmare, flexibilitatea programului permite îmbunătăţirea simultană a productivităţii<br />
şi a calităţii produselor, precum şi reducerea timpului total, odată cu creşterea efectivă a<br />
capacităţii sistemului <strong>de</strong> a produce nesupravegheat.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 42
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
EVALUARE<br />
Clasa Data<br />
Evaluaţi utilizarea unui sistem <strong>de</strong> fabricaţie a<strong>de</strong>cvat, după criteriile<br />
precizate, răspunzând următoarelor cerinţe:<br />
<strong>1.</strong> Enumeraţi criteriile <strong>de</strong> analiză aplicate pentru evaluarea utilizării<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
2. Ce urmăreşte evaluarea economică a utilizării unui sistem <strong>de</strong><br />
fabricaţie?<br />
3. Ce tip <strong>de</strong> sistem <strong>de</strong> fabricaţie consi<strong>de</strong>raţi că este mai eficient<br />
economic? Argumentaţi.<br />
4. Precizaţi etapele parcurse pentru a <strong>de</strong>termina eficienţa economică a<br />
utilizării unui sistem <strong>de</strong> fabricaţie.<br />
5. Enumeraţi caracteristicile prin care se apreciază calitatea unui<br />
produs.<br />
6. Precizaţi orientările principale în ceea ce priveşte calitatea<br />
produsului.<br />
7. Cum se poate îmbunătăţi competitivitatea?<br />
8. Ce factori asigură o competitivitate ridicată în utilizarea <strong>sistemelor</strong><br />
flexibile <strong>de</strong> fabricaţie?<br />
9. Explicaţi următoarea afirmaţie: „O soluţie prin care se poate<br />
îmbunătăţi competitivitatea constă în a face întreprin<strong>de</strong>rea să<br />
evolueze spre conceptul <strong>de</strong> sistem integrat <strong>de</strong> producţie (CIM)".<br />
10. Care sunt acţiunile operatorului uman în utilizarea <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie mo<strong>de</strong>rne?<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 43
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
În coloana A sunt indicate caracteristicile <strong>de</strong> calitate ale produselor, iar în coloana B,<br />
<strong>de</strong>scrierea acestor caracteristici. Realizaţi asocierile corecte dintre fiecare cifră din coloana A şi<br />
litera corespunzătoare din coloana B.<br />
A - Caracteristici <strong>de</strong> calitate B - Descrierea caracteristicii<br />
a. formă, culoare, <strong>de</strong>sign, comoditate în<br />
utilizare, confort,<br />
<strong>1.</strong> tehnice ambianţă<br />
2. economice b<br />
.<br />
uşurinţă în întreţinere<br />
3. estetice şi organice c. preţ, greutate, termen <strong>de</strong> garanţie,<br />
finisare, ambalare<br />
4. fiabilitate d calitatea produsului<br />
5. mentenabilitate e. concepţie constructivă, execuţie,<br />
parametri <strong>de</strong> lucru, nivel<br />
tehnic<br />
f. funcţionare fără <strong>de</strong>fectări<br />
.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 44
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!<br />
Transcrieţi pe o coală format A4 cerinţele solicitate la activităţile<br />
următoare:<br />
I. Alegeţi câte un sistem <strong>de</strong> fabricaţie şi completaţi tabelul următor<br />
cu informaţiile solicitate.<br />
Caracteristici <strong>de</strong> calitate Descrierea caracteristicii sistemului ales<br />
tehnice<br />
economice<br />
estetice<br />
mentenabilitate<br />
II. După mo<strong>de</strong>lul prezentat în figura <strong>1.</strong>19 - Caracteristici <strong>de</strong> calitate ale produselor,<br />
întocmiţi o schemă structurală pentru sistemul <strong>de</strong> fabricaţie ales.<br />
După în<strong>de</strong>plinirea sarcinilor cerute, schimbaţi foaia cu colegul/colega cu care aţi format pereche<br />
şi evaluaţi modul <strong>de</strong> realizare a cerinţelor. Purtaţi discuţii privind răspunsurile care necesită<br />
îmbunătăţiri.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 45
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!<br />
I. Formaţi grupe <strong>de</strong> 4 elevi. Pe baza informaţiilor adunate cu prilejul<br />
vizitei <strong>de</strong> documentare efectuate după parcurgerea <strong>capitolul</strong>ui „Meto<strong>de</strong> <strong>de</strong><br />
integrare sistemica a întreprin<strong>de</strong>rii", răspun<strong>de</strong>ţi la următoarele sarcini:<br />
- întocmiţi un pliant ce conţine fotografii pentru două tipuri <strong>de</strong> sisteme <strong>de</strong><br />
fabricaţie, cu precizarea <strong>de</strong>numirilor acestor sisteme şi un tabel ce va<br />
conţine caracteristicile <strong>de</strong> calitate ale celor două sisteme şi criteriile <strong>de</strong><br />
evaluare a utilizării acestora;<br />
- elaboraţi un eseu <strong>de</strong> o pagină în care să precizaţi produsele realizate cu<br />
ajutorul <strong>sistemelor</strong> alese, prezentarea <strong>sistemelor</strong> şi enumerarea<br />
avantajelor progresului tehnic.<br />
Câte un elev din fiecare grupă va prezenta colegilor pliantul şi eseul<br />
întocmite. Fiecare echipă va realiza autoevaluarea activităţii <strong>de</strong>sfăşurate şi<br />
o va argumenta în faţa colegilor.<br />
II. Formaţi grupe <strong>de</strong> 3-4 elevi. Cu ajutorul unui dicţionar explicativ<br />
<strong>de</strong> termeni şi a informaţiilor găsite prin consultarea Internetului, întocmiţi<br />
un dicţionar tematic care să cuprindă următorii termeni:<br />
- eficienţă economică;<br />
- calitate;<br />
- caracteristici <strong>de</strong> calitate;<br />
- caracteristici tehnice;<br />
- caracteristici economice;<br />
- caracteristici estetice şi organice;<br />
- caracteristici ecologice;<br />
- caracteristici funcţionale;<br />
- fiabilitate;<br />
- mentenabilitate.<br />
Distribuiţi sarcinile în cadrul echipei şi completaţi portofoliul cu<br />
dicţionarul întocmit.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 46
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru<br />
Criterii <strong>de</strong> evaluare a utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Copiază, pe o coală format A4, schema <strong>de</strong> mai jos, apoi completează<br />
cu informaţiile potrivite spaţiile libere şi cele marcate.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 47
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Criterii <strong>de</strong> evaluare a utilizării <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie IML<br />
Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 2 ore.<br />
Subiectul I_(30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Utilizarea diverselor sisteme <strong>de</strong> fabricaţie în procesele <strong>de</strong> producţie este<br />
însoţită <strong>de</strong>:<br />
a. creşterea productivităţii muncii; b. creşterea timpului normat; c.<br />
micşorarea bugetului <strong>de</strong> cheltuieli; d. creşterea costurilor.<br />
2. Evaluarea utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie presupune analizarea<br />
acestora pe următoarele criterii: a. economic, calitativ, <strong>de</strong> competitivitate;<br />
b. economic, tehnologic, ecologic;<br />
c. estetic, funcţional, ergonomie; d. economic, estetic, ecologic.<br />
3. 0 soluţie prin care se poate îmbunătăţi competitivitatea întreprin<strong>de</strong>rii<br />
constă în introducerea:<br />
a. mecanizării; b. automatizării; c. <strong>sistemelor</strong> integrate <strong>de</strong> producţie; d.<br />
<strong>sistemelor</strong> rigi<strong>de</strong> <strong>de</strong> fabricaţie.<br />
4. Caracteristicile <strong>de</strong> calitate tehnice ale produselor se referă la:<br />
a. formă, culoare; b. preţ, greutate; c. concepţie constructivă, execuţie; d.<br />
uşurinţă în întreţinere.<br />
5. Dacă sistemul <strong>de</strong> fabricaţie este economic şi <strong>de</strong> calitate, va permite<br />
obţinerea <strong>de</strong> produse: a. inteligente; b. competitive; c. flexibile; d. rigi<strong>de</strong>.<br />
I.2. În coloana A sunt indicate diferite categorii <strong>de</strong> caracteristici <strong>de</strong><br />
calitate, iar în coloana B, exemple ale acestora. Realizaţi asocierile corecte<br />
dintre fiecare cifră din coloana A şi litera corespunzătoare din coloana B.<br />
A - Caracteristici <strong>de</strong> calitate B - Exemple<br />
<strong>1.</strong> ecologice a. masa<br />
2. estetice b. funcţionare fără <strong>de</strong>fectări<br />
3. tehnice c. cheltuieli <strong>de</strong> întreţinere<br />
4. mentenabilitatea d. poluarea apei<br />
5. economice e. conţinut în coloranţi<br />
f. stil<br />
I.3. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 48
F, dacă apreciaţi că răspunsul este fals, apoi transformaţi-le pe cele false<br />
în enunţuri a<strong>de</strong>vărate.<br />
a. În nici unul dintre sectoarele economice, competitivitatea nu este<br />
<strong>de</strong>terminată <strong>de</strong> capacitatea producătorilor <strong>de</strong> a se adapta la schimbările<br />
tehnologice.<br />
b. Efectele economice ale utilizării unui sistem <strong>de</strong> fabricaţie care<br />
urmăreşte introducerea progresului tehnic se <strong>de</strong>termină prin comparare cu<br />
rezultatele obţinute anterior aplicării acestuia.<br />
c. Condiţiile <strong>de</strong> calitate corespunzătoare fiecărui produs sau materie primă<br />
nu sunt prevăzute în standar<strong>de</strong>, în norme interne (NI) sau în caiete <strong>de</strong><br />
sarcini.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Precizaţi avantajele utilizării diverselor tipuri <strong>de</strong> sisteme <strong>de</strong><br />
fabricaţie.<br />
II.2. Scrieţi informaţia corectă care completează spaţiile libere:<br />
a. Utilizarea diverselor tipuri <strong>de</strong> sisteme <strong>de</strong>............este însoţită <strong>de</strong><br />
creşterea nivelului <strong>de</strong>......la produsele industriale fabricate.<br />
b. Realizarea unei sarcini <strong>de</strong> fabricaţie implică realizarea unor.........într-o<br />
anumită succesiune şi în anumite condiţii <strong>de</strong>......economică.<br />
c. Cerinţele cumpărătorului se referă la:.........vieţii şi sănătăţii, protecţia<br />
mediului, aspecte estetice plăcute,................energiei.<br />
II.3.<br />
a. Enumeraţi criteriile <strong>de</strong> evaluare a utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
b. Precizaţi orientările principale privind calitatea produselor.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Evaluarea utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie",<br />
după următoarea structură:<br />
a. Precizarea rolului informaticii în procesele <strong>de</strong> fabricaţie.<br />
b. Definirea conceptelor <strong>de</strong> eficienţă economică, calitate şi<br />
competitivitate.<br />
c. Menţionarea caracteristicilor <strong>de</strong> calitate ale produselor.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 49
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Capitolul 1<br />
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 2 ore.<br />
Subiectul I._(30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Un automobil reprezintă un produs:<br />
a) standard;<br />
b) complex, <strong>de</strong> tip „bun <strong>de</strong> echipament";<br />
c) elementar;<br />
d) complex, cu mare valoare adăugată.<br />
2. În practică, se disting următoarele tipuri <strong>de</strong> producţie:<br />
a) individuală, în serie şi masă;<br />
b) În flux, în serie şi masă;<br />
c) la nivel <strong>de</strong> secţie şi la nivel <strong>de</strong> întreprin<strong>de</strong>re;<br />
d) monitorizată şi premeditată.<br />
3. După tipul <strong>de</strong> fabricaţie ce <strong>de</strong>fineşte relaţiile întreprin<strong>de</strong>re-client, se pot<br />
<strong>de</strong>osebi:<br />
a) fabricaţia la comandă, pe stoc şi mixtă;<br />
b) fabricaţia în serie şi la comandă;<br />
c) fabricaţia directă şi la comandă;<br />
d) fabricaţia contractuală şi necontractuală.<br />
4. Sistemul <strong>de</strong> fabricaţie holonic utilizează ca unitate elementară:<br />
a) celula;<br />
b) holonul;<br />
c) veriga;<br />
d) grupul.<br />
5. Elementul primar care stă la baza creării <strong>sistemelor</strong> <strong>de</strong> fabricaţie bionice<br />
este:<br />
a) holonul;<br />
b) mo<strong>de</strong>lonul;<br />
c) celula;<br />
d) organita.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 50
I.2. În coloana A sunt indicate diferite tipuri <strong>de</strong> produse, iar în coloana B,<br />
criterii <strong>de</strong> clasificare a acestora. Scrieţi asocierile corecte dintre fiecare<br />
cifră din coloana A şi litera corespunzătoare din coloana B.<br />
<strong>1.</strong> produse <strong>de</strong> tip V a. în funcţie <strong>de</strong> proprietăţile produsului finit<br />
2. produse brute b. după rezultatul obţinut în urma <strong>de</strong>sfăşurării proceselor productive<br />
3. produse elementare c. în funcţie <strong>de</strong> stadiul <strong>de</strong> prelucrare<br />
4. produse eterogene d. din punctul <strong>de</strong> ve<strong>de</strong>re al consumului final<br />
5. produse principale e. din punctul <strong>de</strong> ve<strong>de</strong>re al <strong>de</strong>stinaţiei<br />
f. în funcţie <strong>de</strong> numărul componentelor utilizate ca materie primă<br />
I.3. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi în<br />
dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera F,<br />
dacă apreciaţi că răspunsul este fals, apoi transformaţi-le pe cele false în<br />
enunţuri a<strong>de</strong>vărate.<br />
a. Întreprin<strong>de</strong>rea nu se poate <strong>de</strong>fini ca sistem cibernetic, component al<br />
unor sisteme ierarhice superioare, precum economia naţională, societatea.<br />
b. Fabricaţia pentru stocare priveşte produsele puţin costisitoare sau <strong>de</strong> uz<br />
general fabricate în cantitate mare.<br />
c. Fractalele nu se organizează în mod individual şi nu integrează<br />
obiectivelor întreprin<strong>de</strong>rii.<br />
Subiectul II.__(30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong>Definiţi sistemul flexibil <strong>de</strong> fabricaţie.<br />
II.2. Scrieţi informaţia corectă care completează spaţiile libere:<br />
a. Produsul este rezultatul............al unei activităţi umane.<br />
b. Modul <strong>de</strong> producţie al unui...............se caracterizează, în principal, prin<br />
combinaţia dintre cantitatea <strong>de</strong> produse <strong>de</strong> fabrica<br />
lansată <strong>de</strong>odată şi fluxul procesului <strong>de</strong> producţie.<br />
c. Tipul <strong>de</strong> fabricaţie al unui produs permite <strong>de</strong>finirea relaţiilor............. -<br />
client.<br />
II.3.Priviţi cu atenţie imaginea:<br />
a. I<strong>de</strong>ntificaţi tipul sistemului <strong>de</strong> fabricaţie şi precizaţi subsistemele<br />
componente.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 51
. Alcătuiţi schema structurală a sistemului <strong>de</strong> fabricaţie.<br />
II.4. Indicaţi principalele caracteristici ale producţiei <strong>de</strong> unicate.<br />
Subiectul III._(30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Sisteme flexibile <strong>de</strong> fabricaţie", având<br />
următoarea structură <strong>de</strong> i<strong>de</strong>i:<br />
a. <strong>de</strong>finirea sistemului flexibil <strong>de</strong> fabricaţie;<br />
b. enumerarea caracteristicilor unui sistem flexibil <strong>de</strong> fabricaţie;<br />
c. enumerarea celor trei stadii ale <strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie;<br />
d. enumerarea a trei avantaje ale <strong>sistemelor</strong> flexibile <strong>de</strong> fabricaţie<br />
comparativ cu sistemele rigi<strong>de</strong> <strong>de</strong> fabricaţie;<br />
e. <strong>de</strong>finirea celulei flexibile <strong>de</strong> prelucrare.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 52
C A P I T O L U L 2 . C O M P O N E N Ț A ȘI A N A L I ZA<br />
S I S T E M E L OR DE F A B R I C A Ț I E<br />
C O M P E T E N Ţ A<br />
Analizarea <strong>sistemelor</strong> şi a tehnologiilor <strong>de</strong> fabricaţie<br />
2.<strong>1.</strong> Componente ale <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
2.2. Criterii <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
2.3. Meto<strong>de</strong> <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
O B I E C T I V E<br />
După parcurgerea acestui capitol, veţi fi capabili:<br />
<strong>1.</strong> să i<strong>de</strong>ntificaţi componentele <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
2. să i<strong>de</strong>ntificaţi fenomenele care au loc într-un proces <strong>de</strong> fabricaţie<br />
3. să i<strong>de</strong>ntificaţi criteriile <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
4. să justificaţi alegerea criteriilor <strong>de</strong> analiză<br />
5. să aplicaţi meto<strong>de</strong>le <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie folosind criteriile precizate<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 53
2.<strong>1.</strong> COMPONENTELE SISTEMELOR DE FABRICAŢIE<br />
2.<strong>1.</strong><strong>1.</strong> Elemente şi subsisteme componente ale <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Parte componentă a procesului <strong>de</strong> producţie, sistemul <strong>de</strong> fabricaţie inclu<strong>de</strong> activităţile<br />
prin care se intervine asupra materiei prime pentru a se obţine un produs finit sau un produs<br />
intermediar; ca urmare, sistemul <strong>de</strong> fabricaţie poate fi reprezentat ca un ansamblu <strong>de</strong> elemente<br />
între care există conexiuni şi inter<strong>de</strong>pen<strong>de</strong>nţe, asupra căruia se poate acţiona din exterior şi<br />
care, la rândul său, acţionează asupra mediului exterior.<br />
Abordarea fabricaţiei ca un sistem în care intrările sunt transformate în ieşiri cu scopul<br />
realizării sarcinii <strong>de</strong> fabricaţie, conduce la reprezentarea din figura 2.<strong>1.</strong>, în care xi1, xi2… xin<br />
reprezintă mărimile <strong>de</strong> intrare în sistem şi xe1 , xe2…xen reprezintă mărimile <strong>de</strong> ieşire din<br />
sistem.<br />
Fig. 2.1 - Reprezentarea schematică a fabricaţiei<br />
Orice proces tehnologic care se <strong>de</strong>sfăşoară cu ajutorul maşinilor utilajelor şi instalaţiilor<br />
industriale poate fi caracterizat prin intrări ş ieşiri <strong>de</strong> materiale, energie şi informaţii. într-un<br />
sistem <strong>de</strong> fabricaţie materialele suferă procese <strong>de</strong> transformare chimică, fizică sau biologică,<br />
precum şi acţiuni perturbatoare care sunt compensaţi prin mărimile <strong>de</strong> comandă. Mărimile <strong>de</strong><br />
ieşire sunt <strong>de</strong>pen<strong>de</strong>nte atât <strong>de</strong> mărimile <strong>de</strong> intrare, cât şi <strong>de</strong> factorii perturbatori şi <strong>de</strong> comandă.<br />
Această <strong>de</strong>pen<strong>de</strong>nţă poate fi exprimată matematic prin relaţia:<br />
xe = f(xi, xp, i, e)<br />
un<strong>de</strong>:<br />
xe - mărimea variabilelor <strong>de</strong> ieşire (produs intermediar sau produs finit);<br />
xi - mărimea variabilelor <strong>de</strong> intrare (materii prime, energie, materiale auxiliare);<br />
xp - factori perturbatori (variaţia compoziţiei materiei prime, modificarea factorilor <strong>de</strong> mediu<br />
etc);<br />
i , e - variabile <strong>de</strong> comandă.<br />
Mărimile <strong>de</strong> intrare şi mărimile <strong>de</strong> ieşire se numesc variabile caracteristice şi pot fi<br />
grupate ca în figura 2.2.<br />
Fig. 2.2 - Clasificarea variabilelor caracteristice<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 54
Prin urmare, orice proces tehnologic este caracterizat prin variabile care intervin la<br />
intrarea şi la ieşirea din proces, sau pe parcursul procesului.<br />
Variabilele in<strong>de</strong>pen<strong>de</strong>nte comandabile sunt acele mărimi şi caracteristici care pot fi<br />
modificate <strong>de</strong> operator în sensul şi la valoarea dorită, astfel încât să fie obţinute performanţele<br />
cerute sistemului <strong>de</strong> fabricaţie (calitate, cantitate, profit etc).<br />
Ca exemple <strong>de</strong> variabile in<strong>de</strong>pen<strong>de</strong>nte comandabile, pot fi enumerate:<br />
► cantitatea <strong>de</strong> materie primă şi <strong>de</strong> materiale auxiliare;<br />
► calitatea materiei prime şi a materialelor auxiliare;<br />
► formele <strong>de</strong> energie necesară şi tipurile <strong>de</strong> surse <strong>de</strong> energie;<br />
► nivelul tehnic al utilajelor;<br />
► parametrii tehnologici <strong>de</strong> funcţionare a utilajelor;<br />
► calificarea personalului.<br />
Variabilele in<strong>de</strong>pen<strong>de</strong>nte necomandabile, <strong>de</strong>numite şi perturbaţii, sunt mărimi şi<br />
caracteristici care nu pot fi modificate <strong>de</strong> operator în sensul dorit, acestea având un caracter<br />
aleator.<br />
În general, aceste variabile provin <strong>de</strong> la:<br />
► variaţia compoziţiei chimice şi a structurii materiilor prime şi auxiliare;<br />
► variaţia factorilor <strong>de</strong> mediu (temperatură, umiditate etc);<br />
► starea tehnică a utilajului, influenţată <strong>de</strong> uzură sau <strong>de</strong> întreţinerea necorespunzătoare;<br />
► fluctuaţia preţului materiei prime, a materialelor şi a energiei;<br />
► fluctuaţia forţei <strong>de</strong> muncă;<br />
► conflictele <strong>de</strong> muncă etc.<br />
Variabilele <strong>de</strong>pen<strong>de</strong>nte (<strong>de</strong> ieşire) pot fi <strong>de</strong> performanţă sau intermediare.<br />
Variabilele <strong>de</strong>pen<strong>de</strong>nte <strong>de</strong> performanţă sunt acele mărimi şi caracteristici care conduc<br />
la aprecierea performanţelor economice şi tehnice ale sistemului tehnologic.<br />
Ca exemple <strong>de</strong> variabile <strong>de</strong>pen<strong>de</strong>nte <strong>de</strong> performanţă, pot fi enumerate: profitul, costul <strong>de</strong><br />
producţie, productivitatea, randamentul, cantitatea <strong>de</strong> produse principale, cantitatea <strong>de</strong> produse<br />
secundare, calitatea produselor rezultate, protecţia lucrătorilor şi a mediului.<br />
În conducerea efectivă a <strong>sistemelor</strong> tehnologice, se impune modificarea variabilelor<br />
comandabile <strong>de</strong> către factorii <strong>de</strong> <strong>de</strong>cizie (operator sau calculator), astfel încât, prin compensarea<br />
efectelor nedorite ale factorilor perturbatori, să se obţină valori optime ale variabilelor <strong>de</strong><br />
performanţă._<br />
Variabilele <strong>de</strong>pen<strong>de</strong>nte intermediare sunt acele mărimi şi caracteristici care permit<br />
constatarea efectului modificării variabilelor in<strong>de</strong>pen<strong>de</strong>nte, înainte ca acest efect să se facă<br />
resimţit total sau parţial asupra variabilelor <strong>de</strong> performanţă.<br />
Variabilele <strong>de</strong>pen<strong>de</strong>nte intermediare pot fi: temperaturile şi presiunile din interiorul unor<br />
instalaţii, compoziţia chimică a produselor la ieşirea din anumite utilaje intermediare etc.<br />
Variabilele intermediare pot constitui un indicator important în operaţia <strong>de</strong> modificare a<br />
variabilelor comandabile (în special a parametrilor tehnologici <strong>de</strong> funcţionare a utilajelor),<br />
astfel încât, la finalul fabricaţiei, să se obţină rezultatele dorite.<br />
Principalii factori care caracterizează <strong>de</strong>sfăşurarea proceselor tehnologice din cadrul<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie la parametrii optimi sunt: consumul <strong>de</strong> materii prime, materiale<br />
auxiliare şi energie; randamentul procesului <strong>de</strong> producţie, calitatea produsului finit, investiţiile<br />
necesare producţiei, costul produselor finite şi beneficiul obţinut, precum şi calitatea mediului.<br />
Conceptul <strong>de</strong> sistem conduce la o structură alcătuită din subsisteme subordonate<br />
executării funcţiei lui generale. Se poate consi<strong>de</strong>ra că un sistem <strong>de</strong> fabricaţie este alcătuit din<br />
mai multe subsisteme <strong>de</strong> rang inferior: subsistemul efector; subsistemul logistic; subsistemul <strong>de</strong><br />
comandă şi subsistemul <strong>de</strong> control.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 55
Funcţiile în<strong>de</strong>plinite <strong>de</strong> fiecare subsistem sunt cuprinse în tabelul 2.<strong>1.</strong><br />
Tabelul 2.<strong>1.</strong> - Funcţiile sub<strong>sistemelor</strong><br />
Denumire<br />
Funcţie<br />
subsistem<br />
Subsistemul<br />
efector<br />
(<strong>de</strong> lucru sau <strong>de</strong><br />
prelucrare)<br />
Subsistemul<br />
logistic<br />
Subsistemul <strong>de</strong><br />
comandă<br />
Realizează modificarea formei, a compoziţiei fizico-chimice şi a caracteristicilor<br />
obiectului muncii, prin combinarea directă a fluxurilor <strong>de</strong> materiale<br />
şi a celor <strong>de</strong> informaţie, prin intermediul fluxului energetic.<br />
Realizează transferul în spaţiu (manipulare, transport) şi în timp (<strong>de</strong>pozitare)<br />
al semifabricatelor, al pieselor finite, al sculelor, al dispozitivelor, al<br />
verificatoarelor, al materialelor, al aşchiilor, al <strong>de</strong>şeurilor, al lichi<strong>de</strong>lor <strong>de</strong><br />
ungere etc.<br />
Transformă şi distribuie fluxul informaţional astfel încât, prin interacţiuni<br />
coordonate între toate componentele sistemului, să se în<strong>de</strong>plinească funcţia<br />
generală a sistemului <strong>de</strong> fabricaţie.<br />
Subsistemul <strong>de</strong> Compară valorile realizate ale parametrilor ce <strong>de</strong>finesc calitatea pieselor cu<br />
control valorile prescrise şi transmite informaţiile obţinute sistemului <strong>de</strong> comandă.<br />
Subsistemul efector, <strong>de</strong>numit şi subsistem <strong>de</strong> lucru sau <strong>de</strong> prelucrare, are caracteristici<br />
specifice fiecărui proces tehnologic şi reprezintă elementul esenţial al sistemului <strong>de</strong> fabricaţie.<br />
Subsistemul <strong>de</strong> comandă realizează atât comanda procesului <strong>de</strong> fabricaţie, cât şi pe cea a<br />
maşinilor-unelte. Subsistemul <strong>de</strong> comandă şi subsistemul <strong>de</strong> control formează împreună<br />
sistemul informaţional.<br />
Funcţia generală a unui sistem <strong>de</strong> fabricaţie este <strong>de</strong> a transforma un flux <strong>de</strong> materiale şi<br />
un flux <strong>de</strong> informaţii cu ajutorul unui flux <strong>de</strong> energie, astfel încât să se realizeze mărirea valorii<br />
<strong>de</strong> întrebuinţare a produselor obţinute la ieşirea din sistem.<br />
Interacţiunile şi inter<strong>de</strong>pen<strong>de</strong>nţele care au loc între componentele sistemului pot avea<br />
urmări negative în funcţionarea unui sistem <strong>de</strong> fabricaţie, cu precă<strong>de</strong>re în cazul lansării în<br />
fabricaţie a unui nou produs.<br />
Aceste urmări constau în:<br />
- conflicte între subsistemele şi elementele componente;<br />
- blocări ale componentelor;<br />
- incertitudini în funcţionarea sistemului.<br />
Procesul <strong>de</strong> fabricaţie este condiţionat atât <strong>de</strong> funcţionarea corectă a fiecărui subsistem<br />
component interacţiuni , cât şi <strong>de</strong> numeroasele care se stabilesc între aceste sisteme: partajarea<br />
resurselor, sincronizarea executării operaţiilor, concurenţa,<br />
2.<strong>1.</strong>2. Partajarea resurselor<br />
Partajarea resurselor este procesul complex <strong>de</strong> proiectare raţională a fluxurilor <strong>de</strong> materii<br />
prime, materiale energetice şi informaţionale, precum şi a resurselor umane necesare<br />
<strong>de</strong>sfăşurării unei anumite activităţi <strong>de</strong> producţie.<br />
Într-un sistem <strong>de</strong> fabricaţie mo<strong>de</strong>rn, fluxurile <strong>de</strong> materiale şi materii prime, energie şi<br />
informaţie se intercondiţionează direct, în ve<strong>de</strong>rea obţinerii unor produse competitive, în<br />
condiţiile creşterii productivităţii, a profitabilităţii, a performanţelor ecologice şi socio-umane<br />
ale întreprin<strong>de</strong>rii.<br />
Resursele implicate în procesul <strong>de</strong> fabricaţie se împart în resurse umane, resurse tehnicomateriale<br />
şi resurse energetice.<br />
► Resursele umane reprezintă totalitatea angajaţilor implicaţi în <strong>de</strong>sfăşurarea fabricaţiei.<br />
Implicarea omului se face simţită, prin activităţile sale, în toate sistemele, chiar şi în sistemele<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 56
automate <strong>de</strong> fabricaţie, cel puţin ca personal <strong>de</strong> supraveghere şi întreţinere, pentru pregătirea<br />
programelor şi efectuarea <strong>de</strong> reglaje şi, uneori, pentru controlul calităţii produselor.<br />
Resursele umane se caracterizează, în principal, prin:<br />
► numărul persoanelor angajate;<br />
► structura profesională şi <strong>de</strong> vârstă a salariaţilor;<br />
► nivelul <strong>de</strong> calificare şi <strong>de</strong> inteligenţă al acestora;<br />
► vechimea în întreprin<strong>de</strong>re.<br />
În condiţiile în care varietatea şi complexitatea produselor industriale sunt în continuă<br />
creştere, personalul muncitor va trebui să se perfecţioneze continuu, pentru a face faţă<br />
problemelor complet noi care intervin în <strong>de</strong>sfăşurarea procesului <strong>de</strong> producţie. Aplicarea noilor<br />
tehnologii <strong>de</strong> producţie solicită nu numai o calificare superioară a personalului, ci şi capacitatea<br />
acestuia <strong>de</strong> a se adapta numeroaselor meserii noi şi <strong>de</strong> a-şi lărgi domeniul <strong>de</strong> competenţă (<strong>de</strong><br />
exemplu, trecerea <strong>de</strong> la maşini-unelte tradiţionale la maşini cu comandă numerică).<br />
► Resursele tehnico-materiale includ materiile prime, materialele, energia, precum şi<br />
totalitatea echipamentelor, maşinilor instalaţiilor componente ale sistemului <strong>de</strong> fabricaţie.<br />
Desfăşurarea fabricaţiei în condiţii optime este condiţionată - pe lângă alți factori - şi <strong>de</strong> natura,<br />
calitatea, accesibilitatea materiilor prime și a materialelor utilizate.<br />
Bilanţul <strong>de</strong> materiale este un document în care se exprimă cantitativ transformările la<br />
care sunt supuse în timpul fabricaţiei materiile prime şi materialele. Conţinutul acestuia <strong>de</strong>pin<strong>de</strong><br />
<strong>de</strong> tipul şi <strong>de</strong> particularităţile procesului tehnologic. Exprimarea cantitativă a materialelor<br />
implicate în procesul tehnologic - intrate şi rezultate - se realizează atât în unităţi <strong>de</strong> masă<br />
(UM), cât şi în procente (tabelul 2.2.).<br />
Tabelul 2.2 - Bilanţ <strong>de</strong> materiale<br />
MATERIALE INTRATE Cantitatea MATERIALE REZULTATE Cantitatea<br />
UM % UM %<br />
<strong>1.</strong> Materii prime <strong>1.</strong> Produs finit<br />
2. Materiale auxiliare 2. Semifabricate<br />
3. Materiale recuperate 3. Produse secundare<br />
4. Combustibili 4. Deşeuri<br />
5. Rebuturi<br />
6. Materiale recuperabile<br />
7. Pier<strong>de</strong>ri tehnologice<br />
TOTAL TOTAL<br />
Din categoria materialelor intrate fac parte:<br />
- materiile prime-materialele iniţiale supuse transformărilor care au loc în procesul<br />
tehnologic. Ele se regăsesc în proporţia cea mai mare în produsul finit. Tehnologiile noi<br />
<strong>de</strong> fabricaţie sunt orientate către reducerea consumului <strong>de</strong> materii prime şi valorificarea<br />
tuturor componenţilor acestora;<br />
- materialele auxiliare - materiale ajutătoare (coloranţi, plastifianţi, aditivi etc.) care<br />
participă la transformarea materiei prime şi fără <strong>de</strong> care nu s-ar putea realiza produsul<br />
finit; se consumă în cantităţi mici, comparativ cu materiile prime.<br />
- materialele recuperate din alte procese <strong>de</strong> fabricaţie, utilizate în scopul reducerii<br />
consumurilor <strong>de</strong> materii prime şi, implicit, a costurilor <strong>de</strong> fabricaţie; combustibilii<br />
calculaţi în bilanţul <strong>de</strong> materiale numai în cazul în care reacţionează cu materia primă şi<br />
materialele.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 57
Din grupa materialelor rezultate fac parte:<br />
- produsele finite (<strong>de</strong>numite şi produse principale) - scopul principal al activităţii întreprin<strong>de</strong>rii<br />
industriale - obţinute după ultima etapă a procesului tehnologic, care în<strong>de</strong>plinesc condiţiile <strong>de</strong><br />
calitate specificate în documentaţia tehnologică. Gama acestor produse este foarte complexă, în<br />
funcţie <strong>de</strong> specificul fiecărui domeniu industrial;<br />
- semifabricatele - produse cu un anumit grad <strong>de</strong> prelucrare, <strong>de</strong>stinate a fi prelucrate în<br />
continuare în scopul obţinerii produsului finit;<br />
- produsele secundare - produse rezultate din procesul tehnologic alături <strong>de</strong> produsul principal,<br />
dar în cantităţi mult mai mici (<strong>de</strong> exemplu, zgura rezultată din procesul <strong>de</strong> obţinere a fontei <strong>de</strong><br />
primă fuziune);<br />
- <strong>de</strong>şeurile - părţi din materia primă, care pot fi refolosite în cadrul aceluiaşi proces tehnologic<br />
sau în altul, în scopul recuperării materiei prime şi al reducerii consumurilor specifice şi a<br />
cheltuielilor materiale (<strong>de</strong> exemplu, aşchiile rezultate la prelucrarea prin strunjire, fig. 2.3);<br />
Fig. 2.3 - Deşeuri rezultate în urma strunjirii<br />
- rebuturile - produse finite care nu corespund cerinţelor <strong>de</strong> calitate înscrise în documentaţia<br />
tehnică a produsului şi cerute <strong>de</strong> către beneficiar.<br />
Rebuturile pot fi:<br />
• recuperabile, dacă <strong>de</strong>fectele pot fi remediate prin operaţii suplimentare sau pot fi<br />
valorificate împreună cu <strong>de</strong>şeurile <strong>de</strong> fabricaţie, în scopul lărgirii bazei <strong>de</strong> materii prime, ceea<br />
ce se reflectă în rezultate financiare pozitive la nivelul agentului economic;<br />
• nerecuperabile, dacă nu pot fi reintroduse într-un proces <strong>de</strong> fabricaţie;<br />
- pier<strong>de</strong>rile tehnologice, reprezentând postul din bilanţul <strong>de</strong> materiale care egalizează totalul în<br />
cele două coloane. Pon<strong>de</strong>rea cât mai redusă a pier<strong>de</strong>rilor tehnologice constituie una dintre căile<br />
<strong>de</strong> eficientizare a proceselor tehnologice.<br />
Calcularea bilanţului se face aplicând legea conservării masei: suma maselor materialelor<br />
intrate este egală cu suma maselor materialelor rezultate din proces.<br />
în funcţie <strong>de</strong> momentul la care se alcătuieşte, bilanţul <strong>de</strong> materiale pentru un proces <strong>de</strong><br />
fabricaţie poate fi antecalculat şi postcalculat.<br />
Bilanţul antecalculat se realizează înaintea începerii procesului <strong>de</strong> fabricaţie şi are ca<br />
scop estimarea cantităţii <strong>de</strong> materiale <strong>de</strong> intrare necesare fabricaţiei unui produs. în etapa <strong>de</strong><br />
proiectare, el permite compararea mai multor procese tehnologice care pot fi folosite pentru<br />
obţinerea aceluiaşi produs.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 58
Bilanţul postcalculat se întocmeşte la sfârşitul unei perioa<strong>de</strong> <strong>de</strong> activitate şi stabileşte<br />
cantităţile <strong>de</strong> materii prime şi <strong>de</strong> materiale consumate. El permite compararea etapei <strong>de</strong><br />
proiectare cu cea <strong>de</strong> fabricaţie, conducând la îmbunătăţirea consumurilor specifice.<br />
Bilanţul <strong>de</strong> materiale poate fi întocmit pentru fiecare parte a procesului tehnologic (bilanţ<br />
parţial) sau pentru întregul proces tehnologic (bilanţ total).<br />
► Resursele energetice au un rol important în <strong>de</strong>sfăşurarea oricărui proces <strong>de</strong> fabricaţie,<br />
<strong>de</strong>oarece acesta implică consumarea unei anumite cantităţi <strong>de</strong> energie. Energia necesară este, în<br />
general, transmisă din exterior, sub formă <strong>de</strong> energie electrică sau termică. Există şi procese <strong>de</strong><br />
fabricaţie în care o parte din energia necesară <strong>de</strong>sfăşurării lor rezultă din însuşi procesul<br />
tehnologic, sub formă <strong>de</strong> căldură <strong>de</strong>gajată din reacţiile exoterme. Din energia intrată, numai o<br />
parte <strong>de</strong>vine energie utilă, restul reprezentând pier<strong>de</strong>ri energetice.<br />
Cantitatea <strong>de</strong> energie necesară se calculează cu ajutorul bilanţului energetic, care se<br />
bazează pe legea conservării energiei şi se exprimă prin relaţia:<br />
Ei = Eu + Ep<br />
un<strong>de</strong>:<br />
E i - energia intrată (disponibilă);<br />
Eu - energia utilă;<br />
Ep - energia pierdută.<br />
Un bilanţ energetic se exprimă printr-o singură formă <strong>de</strong> energie (<strong>de</strong> obicei, termică sau<br />
electrică).<br />
Pier<strong>de</strong>rile <strong>de</strong> energie sunt <strong>de</strong>terminate <strong>de</strong>:<br />
- imperfecţiunile tehnico-constructive ale echipamentelor, ale maşinilor-unelte, ale utilajelor<br />
sau ale instalaţiilor utilizate;<br />
- starea tehnică a utilajelor folosite;<br />
- calitatea materiilor prime şi a materialelor;<br />
- imperfecţiuni <strong>de</strong> natură energetică ale proceselor tehnologice.<br />
Similar bilanţului <strong>de</strong> materiale, bilanţul energetic poate fi antecalculat sau postcalculat, parţial<br />
sau total.<br />
2.<strong>1.</strong>3. Sincronizarea<br />
Sincronizarea constă în asigurarea continuităţii execuţiei operaţiilor pe liniile <strong>de</strong><br />
producţie în flux, fără timpi <strong>de</strong> aşteptare între operaţii.<br />
În cazul liniilor <strong>de</strong> producţie în flux continuu, sincronizarea executării operaţiilor este<br />
obligatorie. Liniile <strong>de</strong> producţie în flux continuu se caracterizează, în principal, prin<br />
permanentizarea executării unei operaţii sau a unui grup <strong>de</strong> operaţii pe anumite locuri <strong>de</strong><br />
muncă, iar trecerea produselor <strong>de</strong> la o operaţie la alta se face în mod continuu, potrivit tactului<br />
<strong>de</strong> funcţionare stabilit. Tactul <strong>de</strong> producţie (T) reprezintă intervalul <strong>de</strong> timp la care un produs<br />
iese sub formă finită <strong>de</strong> pe linie şi se calculează ca raport între fondul <strong>de</strong> timp disponibil al<br />
liniei pe perioada consi<strong>de</strong>rată şi cantitatea <strong>de</strong> producţie prevăzută a se executa pe linie în<br />
această perioadă.<br />
Se exprimă în minute pe bucată.<br />
un<strong>de</strong>:<br />
Td - fondul <strong>de</strong> timp disponibil al liniei, exprimat în ore;<br />
Tp - producţia prevăzută a se executa pe linie în perioada consi<strong>de</strong>rată.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 59
Sincronizarea operaţiilor este realizată în condiţiile în care timpul executării fiecărei<br />
operaţii, precum şi intervalul <strong>de</strong> timp în care produsele trec <strong>de</strong> la o operaţie la alta, sunt egale cu<br />
tactul <strong>de</strong> producţie sau cu un multiplu al acestuia.<br />
Pentru a se în<strong>de</strong>plini această condiţie, numărul <strong>de</strong> locuri <strong>de</strong> muncă pentru operaţia i<br />
(Nlmi), <strong>de</strong> pe liniile în flux continuu se calculează în funcţie <strong>de</strong> durata fiecărei operaţii şi <strong>de</strong><br />
mărimea tactului.<br />
un<strong>de</strong>:<br />
Nlmi - numărul locurilor <strong>de</strong> muncă;<br />
ti - durata operaţiei i, egală cu T sau cu un multiplu al acesteia;<br />
T - durata tactului <strong>de</strong> producţie.<br />
În cazul în care durata operaţiei este egală cu mărimea tactului (ti = T), numărul locurilor<br />
<strong>de</strong> muncă este egal cu <strong>1.</strong><br />
Pentru exemplificarea sincronizării, se consi<strong>de</strong>ră o linie <strong>de</strong> producţie în flux, pe care se<br />
execută patru operaţii, cu duratele di 5 minute, 10 minute, 15 minute şi, respectiv, <strong>de</strong> 5 minute,<br />
mărimea tactului fiind <strong>de</strong> 5 minute.<br />
Pentru ca această linie să funcţioneze sincronizat, se <strong>de</strong>termină numărul <strong>de</strong> maşini<br />
necesare care vor lucra în paralel pentru executarea fiecărei operaţii.<br />
Numărul <strong>de</strong> maşini se calculează prin aplicarea relaţiei:<br />
maşină execută operaţia I;<br />
maşini execută operaţia II în paralel;<br />
maşini execută operaţia III în paralel;<br />
maşină execută operaţia IV.<br />
Deoarece operaţia III se execută în 15 minute, pentru a nu exista timpi <strong>de</strong> aşteptare,<br />
operaţia I se execută în acelaşi interval <strong>de</strong> timp pentru trei produse.<br />
Datele referitoare la numărul <strong>de</strong> operaţii executate, timpul necesar executării fiecărei<br />
operaţii şi numărul <strong>de</strong> maşini necesare pentru a în<strong>de</strong>plini condiţia <strong>de</strong> sincronizare pot fi<br />
centralizate conform tabelului 2.3.<br />
Tabelul 2.3. Sincronizarea executării operațiilor<br />
Operaţia I II III IV<br />
Timpul executării (min.) 5 10 15 5<br />
Numărul <strong>de</strong> maşini 1 2 3 1<br />
Reprezentarea grafică a executării produselor P1 P2, P3 pe maşinile M1 M2, ....M7 ale unei<br />
linii <strong>de</strong> producţie în flux continuu este prezentată în figura 2.4.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 60
Fig. 2.4 - Reprezentarea grafică a executării operaţiilor pe maşinile unei linii <strong>de</strong> producţie în flux continuu A -<br />
în funcţie <strong>de</strong> operaţie şi maşină; B - în funcţie <strong>de</strong> operaţie, maşină, timp<br />
Produsele P 1 , P2 şi P3 se execută, succesiv, pe maşina <strong>1.</strong> După executarea primei<br />
operaţii, produsul P 1 trece la maşina 2. Pe maşina 1 intră produsul P2, care, după executarea<br />
primei operaţii pe maşina 1, intră pe maşina 3 (pe maşina 2 nu s-a terminat încă execuţia<br />
primului produs). După executarea primei operaţii pe maşina 1, produsul P3 intră pe maşina 2,<br />
pe care s-a terminat execuţia produsului P 1 . În acelaşi mod continuă executarea celorlalte<br />
operaţii.<br />
Din reprezentările grafice din figura 2.4 se observă că intrarea şi ieşirea produselor pe<br />
linia <strong>de</strong> fabricaţie se realizează la intervale <strong>de</strong> timp bine <strong>de</strong>terminate, egale cu tactul <strong>de</strong><br />
producţie. Prelucrarea se realizează în mod continuu, fără a exista produse în aşteptare la maşini<br />
şi nici timpi <strong>de</strong> nefuncţionare a maşinilor din cauza lipsei <strong>de</strong> produse. Maşinile funcţionează în<br />
mod continuu, fără întreruperi, asigurându-se o încărcare completă a acestora.<br />
Liniile <strong>de</strong> producţie în flux continuu caracterizate prin sincronizarea executării operaţiilor<br />
se utilizează cu maximă eficacitate în cazul producţiei <strong>de</strong> masă din numeroase domenii<br />
industriale (construcţii <strong>de</strong> maşini, electronică, electrotehnică ş.a.).<br />
2.<strong>1.</strong>4. Concurenţa<br />
Piaţa reprezintă elementul <strong>de</strong> referinţă pentru activităţile <strong>de</strong>sfăşurate într-o întreprin<strong>de</strong>re,<br />
cadrul în care este verificată oportunitatea produselor obţinute, locul <strong>de</strong> confruntare între<br />
cererea şi oferta <strong>de</strong> bunuri, în scopul realizării schimbului la preţurile stabilite prin negociere.<br />
Concurenţa reprezintă, alături <strong>de</strong> cerere şi ofertă, una dintre trăsăturile <strong>de</strong>finitorii ale pieţei.<br />
Concurenţa poate fi <strong>de</strong>finită ca o competiţie, o întrecere între agenţii economici, o<br />
manifestare a liberei iniţiative, fiecare subiect acţionând din interes propriu.<br />
Concurenţa conduce la necesitatea <strong>de</strong> autocunoaştere, la i<strong>de</strong>ntificarea domeniilor în care<br />
întreprin<strong>de</strong>rea trebuie să-şi optimizeze activităţile pentru a <strong>de</strong>veni competitivă. Totodată,<br />
concurenţa stimulează creativitatea, inovaţia, capacitatea <strong>de</strong> asumare a riscurilor în scopul<br />
creşterii eficienţei economice prin creşterea calităţii produselor, a productivităţii muncii, a<br />
flexibilităţii producţiei şi a economisirii resurselor tehnico-materiale. în condiţiile <strong>de</strong>zvoltării<br />
tehnico-economice actuale, concurenţa conduce întreprin<strong>de</strong>rile către o evoluţie permanentă.<br />
Premisa existenţei concurenţei este libertatea formării preţului. Principalele funcţii ale<br />
concurenţei sunt:<br />
- stimulează progresul economic şi incită concurenţii la iniţiativă, creativitate şi inovare;<br />
- diferenţiază agenţii economici, avantajându-i pe cei creativi, abili şi competenţi;<br />
- salubrizează viaţa economică, eliminându-i pe cei lipsiţi <strong>de</strong> eficienţă;<br />
- diferenţiază şi diversifică oferta, duce la reducerea costurilor şi chiar a preţurilor <strong>de</strong> vânzare;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 61
- permite <strong>de</strong>terminarea celor mai bune <strong>de</strong>cizii şi opţiuni pentru entităţile economice.<br />
Etalonarea concurenţială se numără printre tehnicile utilizate frecvent în activitatea<br />
productivă, în scopul reducerii costurilor <strong>de</strong> producţie. Această metodă presupune căutarea<br />
soluţiilor <strong>de</strong> reducere a costurilor în afara întreprin<strong>de</strong>rii, în rândul agenţilor economici<br />
producători ai aceloraşi tipuri <strong>de</strong> produse, adică în rândul concurenţei. Rezultatele obţinute <strong>de</strong><br />
competitori sunt comparate cu cele proprii, sunt i<strong>de</strong>ntificate punctele slabe ale producţiei şi se<br />
propun meto<strong>de</strong> <strong>de</strong> ameliorare a acestora. Scopul acestei tehnici este <strong>de</strong> a <strong>de</strong>veni cel mai bun<br />
producător din domeniu.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 62
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
I<strong>de</strong>ntificaţi componentele <strong>sistemelor</strong> <strong>de</strong> fabricaţie şi interacţiunile dintre<br />
componente, răspunzând cerinţelor următoare:<br />
<strong>1.</strong> Ce sunt variabilele caracteristice ale unui sistem <strong>de</strong> fabricaţie?<br />
2. Enumeraţi grupele <strong>de</strong> variabile caracteristice ale unui sistem <strong>de</strong><br />
fabricaţie.<br />
3. Ce sunt variabilele in<strong>de</strong>pen<strong>de</strong>nte comandabile?<br />
4. Enumeraţi patru exemple <strong>de</strong> variabile in<strong>de</strong>pen<strong>de</strong>nte comandabile.<br />
5. Care sunt subsistemele componente ale unui sistem <strong>de</strong> fabricaţie?<br />
6. Indicaţi pentru fiecare subsistem component funcţia în<strong>de</strong>plinită în<br />
sistem.<br />
7. Care este funcţia generală a unui sistem <strong>de</strong> fabricaţie?<br />
8. Ce categorii <strong>de</strong> resurse sunt implicate în realizarea funcţiei generale<br />
a <strong>sistemelor</strong> <strong>de</strong> fabricaţie?<br />
9. Care este condiţia necesară sincronizării în executarea operaţiilor?<br />
10. Definiţi termenul concurenţă şi explicaţi în ce constă<br />
„etalonarea concurenţială".<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 63
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
I. Citiţi cu atenţie variabilele caracteristice <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
enumerate mai jos şi apoi plasaţi-le în grupele înscrise în tabel: starea<br />
tehnică a utilajului, conflictele <strong>de</strong> muncă, costul <strong>de</strong> producţie, cantitatea<br />
<strong>de</strong> materie primă, variaţia temperaturii, nivelul tehnic al utilajelor,<br />
calificarea personalului, productivitatea, temperatura din interiorul<br />
instalaţiei, parametrii tehnologici <strong>de</strong> funcţionare a utilajelor, presiunea<br />
din interiorul instalaţiei.<br />
Variabile<br />
in<strong>de</strong>pen<strong>de</strong>nte<br />
comandabile<br />
Variabile<br />
in<strong>de</strong>pen<strong>de</strong>nte<br />
necomandabile<br />
Variabile<br />
<strong>de</strong>pen<strong>de</strong>nte <strong>de</strong><br />
performanţă<br />
Variabile<br />
<strong>de</strong>pen<strong>de</strong>nte<br />
intermediare<br />
II. În cadrul unei linii <strong>de</strong> producţie în flux continuu, durata uneia<br />
dintre operaţii este <strong>de</strong> 10 minute. Ştiind că tactul liniei este <strong>de</strong> 2 minute,<br />
scrieţi relaţia <strong>de</strong> calcul şi <strong>de</strong>terminaţi numărul <strong>de</strong> maşini necesar pentru<br />
executarea acestei operaţii în paralel.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 64
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!_<br />
<strong>1.</strong> Explicaţi în ce constă partajarea resurselor materiale într-un sistem<br />
<strong>de</strong> fabricaţie şi enumeraţi grupele <strong>de</strong> materiale intrate şi <strong>de</strong> materiale<br />
rezultate din sistem.<br />
2. Se consi<strong>de</strong>ră o linie <strong>de</strong> producţie în flux continuu, având mărimea<br />
tactului <strong>de</strong> 3 minute. Pentru a în<strong>de</strong>plini condiţia <strong>de</strong> sincronizare, durata<br />
fiecărei operaţii poate fi scrisă sub forma:<br />
a) n • 2;<br />
b) n • 3;<br />
c) n • 4;<br />
d) n • 5, un<strong>de</strong> n N*.<br />
Motivaţi răspunsul!<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 65
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!_<br />
<strong>1.</strong> Formaţi echipe <strong>de</strong> câte patru colegi. Analizaţi figura <strong>de</strong> mai jos, în<br />
care este reprezentată grafic executarea operaţiilor pe maşinile unei linii<br />
<strong>de</strong> producţie în flux continuu, cu tactul <strong>de</strong> 2 minute. Fiecare membru al<br />
echipei va răspun<strong>de</strong> uneia dintre cerinţele:<br />
a. Care este timpul executării fiecărei operaţii?<br />
b. Care este numărul <strong>de</strong> maşini utilizate pentru execuţia fiecărei operaţii?<br />
c. în ce constă sincronizarea operaţiilor?<br />
d. Menţionaţi două avantaje ale sincronizării execuţiei operaţiilor.<br />
2. Utilizaţi surse <strong>de</strong> informare accesibile (internet, manual, reviste cu<br />
conţinut tehnic etc.) şi realizaţi un eseu cu tema „Componentele <strong>sistemelor</strong><br />
<strong>de</strong> fabricaţie", având următoarea structură <strong>de</strong> i<strong>de</strong>i:<br />
a. Definirea sistemului <strong>de</strong> fabricaţie.<br />
b. Precizarea funcţiei generale a sistemului.<br />
c. Enumerarea subansamblurilor componente.<br />
d. Exemple <strong>de</strong> resurse tehnico-materiale implicate în sistem.<br />
e. Funcţiile concurenţei.<br />
Prezentaţi lucrarea în faţa colegilor. Puteţi lucra şi în perechi sau în<br />
echipe.<br />
Pentru acest capitol, veţi realiza un portofoliu cu tema „Componenţa şi<br />
analiza <strong>sistemelor</strong> <strong>de</strong> fabricaţie", asemănător celui întocmit la <strong>capitolul</strong> <strong>1.</strong><br />
Atenţie!<br />
- Componentele portofoliului pot fi realizate individual sau în echipă.<br />
- Stabiliţi, <strong>de</strong> comun acord cu profesorul, termenele <strong>de</strong> finalizare a fiecărui<br />
component, modalităţile <strong>de</strong> prezentare şi <strong>de</strong> evaluare.<br />
- Fişele <strong>de</strong> lucru pot fi incluse în portofoliu.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 66
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru Variabilele caracteristice <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Copiază, pe o foaie format A4, schema <strong>de</strong> mai jos, apoi completează<br />
spaţiile marcate cu <strong>de</strong>numirile celor două grupe <strong>de</strong> variabile caracteristice,<br />
respectiv cu exemple <strong>de</strong> variabile, conform tipurilor specificate în fiecare<br />
căsuţă. Această fişă <strong>de</strong> lucru va completa conţinutul portofoliului!<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 67
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
FIȘĂ DE LUCRU Partajarea resurselor materiale<br />
<strong>1.</strong> Copiază, pe caiet, bilanţul <strong>de</strong> materiale din figura <strong>de</strong> mai jos.<br />
2. Aplică legea conservării maselor şi completează căsuţele marcate cu x.<br />
3. Interpretează, în scris, rezultatele obţinute.<br />
MATERIALE INTRATE Cantitatea MATERIALE REZULTATE Cantitatea<br />
UM % UM %<br />
<strong>1.</strong> Materii prime 120 <strong>1.</strong> Produs finit 122 X<br />
2. Materiale auxiliare 5 2. Semifabricate 0 0<br />
3. Materiale recuperate 10 3. Produse secundare 0 0<br />
4. Combustibili 0 4. Deşeuri 3 X<br />
5. Rebuturi 0 0<br />
6. Materiale recuperabile 5 X<br />
7. Pier<strong>de</strong>ri tehnologice X X<br />
TOTAL 135 TOTAL X X<br />
Schimbă fişa <strong>de</strong> lucru cu cea a colegului/colegei <strong>de</strong> bancă şi<br />
apreciază rezultatele acestuia/acesteia. Purtaţi discuţii pe marginea<br />
rezultatelor incorecte şi apreciaţi modalităţi <strong>de</strong> îmbunătăţire a acestora.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 68
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
FIȘĂ DE LUCRU Sincronizarea executării operaţiilor<br />
Pe o linie <strong>de</strong> producţie în flux continuu, al cărei tact este <strong>de</strong> 5 minute, se<br />
execută un număr <strong>de</strong> 9500 <strong>de</strong> piese, lucrându-se în două schimburi a câte<br />
8 ore pe zi, iar timpul afectat executării unei grupe <strong>de</strong> operaţii la un loc <strong>de</strong><br />
muncă este <strong>de</strong> 10 minute. Transcrie situaţia-problemă prezentată şi<br />
răspun<strong>de</strong> cerinţelor următoare:<br />
<strong>1.</strong> Utilizează simbolurile precizate în textul lecţiilor şi exprimă fiecare<br />
mărime dată în enunţ.<br />
2. Determină pas cu pas, folosind relaţiile <strong>de</strong> calcul indicate:<br />
a. fondul <strong>de</strong> timp disponibil;<br />
b. numărul <strong>de</strong> ore lucrate pe zi;<br />
c. numărul <strong>de</strong> zile necesare pentru a obţine volumul <strong>de</strong> piese menţionat;<br />
d. numărul <strong>de</strong> locuri <strong>de</strong> muncă.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 69
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Componentele <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie<br />
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 45 <strong>de</strong> minute.<br />
Subiectul I (15 puncte)<br />
Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect.<br />
<strong>1.</strong> Cantitatea <strong>de</strong> materie primă utilizată într-un sistem <strong>de</strong> fabricaţie<br />
face parte din categoria variabilelor:<br />
a. in<strong>de</strong>pen<strong>de</strong>nte comandabile;<br />
b. in<strong>de</strong>pen<strong>de</strong>nte necomandabile;<br />
c. <strong>de</strong>pen<strong>de</strong>nte <strong>de</strong> performanţă;<br />
d. <strong>de</strong>pen<strong>de</strong>nte intermediare.<br />
2. Funcţia <strong>de</strong> modificare a formei, a compoziţiei fizico-chimice şi a<br />
caracteristicilor obiectului muncii este realizată <strong>de</strong> subsistemul:<br />
a. <strong>de</strong> control;<br />
b. <strong>de</strong> comandă;<br />
c. logistic;<br />
d. efector.<br />
3. Documentul în care se exprimă cantitativ transformările la care<br />
sunt supuse materiile prime şi materialele în timpul fabricaţiei se numeşte:<br />
a. fişă tehnologică;<br />
b. plan <strong>de</strong> operaţii;<br />
c. bilanţ <strong>de</strong> materiale;<br />
d. bilanţ energetic.<br />
4. Etalonarea concurenţială este una dintre tehnicile utilizate în<br />
activitatea productivă în scopul:<br />
a. reducerii costurilor <strong>de</strong> producţie;<br />
b. măririi costurilor <strong>de</strong> producţie;<br />
c. diferenţierii agenţilor economici;<br />
d. sincronizării operaţiilor.<br />
5. Produsele finite care nu corespund cerinţelor <strong>de</strong> calitate înscrise în<br />
documentaţia tehnică a produsului şi cerute <strong>de</strong> către beneficiar se numesc:<br />
a. <strong>de</strong>şeuri;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 70
. rebuturi;<br />
c. materiale auxiliare;<br />
d. pier<strong>de</strong>ri tehnologice.<br />
Subiectul II_(30 puncte)<br />
<strong>1.</strong> Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
F, dacă apreciaţi că răspunsul este fals, apoi modificaţi-le pe cele false,<br />
astfel încât să fie a<strong>de</strong>vărate.<br />
a. Fluctuaţia preţului materiei prime, al materialelor şi al energiei face<br />
parte din categoria variabilelor in<strong>de</strong>pen<strong>de</strong>nte comandabile.<br />
b. Pon<strong>de</strong>rea cât mai redusă a pier<strong>de</strong>rilor tehnologice constituie una dintre<br />
căile <strong>de</strong> eficientizare a proceselor tehnologice.<br />
c. Operaţiile <strong>de</strong> transport şi manipulare a semifabricatelor sunt realizate <strong>de</strong><br />
subsistemul efector.<br />
2. Scrieţi pe foaia <strong>de</strong> lucrare informaţia corectă care completează<br />
spaţiile libere din enunţurile <strong>de</strong> mai jos:<br />
a. Variabilele.......................pot fi comandabile şi necomandabile.<br />
b. Sistemul <strong>de</strong> comandă şi sistemul <strong>de</strong> control formează împreună<br />
sistemul................<br />
c. Sincronizarea executării........................este obligatorie în cazul liniilor<br />
<strong>de</strong> producţie în flux continuu.<br />
Subiectul III_(45 puncte)<br />
Pe o linie <strong>de</strong> producţie în flux, care funcţionează sincronizat, se execută<br />
trei operaţii, tactul <strong>de</strong> producţie al liniei fiind <strong>de</strong> 4 minute. Prima operaţie<br />
se execută în 4 minute, a doua operaţie în 12 minute şi a treia în 4 minute.<br />
Răspun<strong>de</strong>ţi cerinţelor:<br />
<strong>1.</strong> Calculaţi numărul <strong>de</strong> maşini necesare pentru executarea fiecărei<br />
operaţii.<br />
2. Determinaţi numărul <strong>de</strong> locuri <strong>de</strong> muncă.<br />
3. Reprezentaţi grafic executarea produselor pe linia <strong>de</strong> producţie în<br />
funcţie <strong>de</strong> operaţie, maşină şi timp.<br />
4. Precizaţi avantajele <strong>sistemelor</strong> <strong>de</strong> fabricaţie caracterizate prin<br />
sincronizarea executării operaţiilor.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 71
2.2. CRITERII DE ANALIZA A SISTEMELOR DE<br />
FABRICAŢIE<br />
Criteriile <strong>de</strong> analiză stabilesc principiile normele, punctele <strong>de</strong> ve<strong>de</strong>re pe baza cărora se<br />
realizează clasificarea, <strong>de</strong>finirea şi aprecierea <strong>sistemelor</strong> <strong>de</strong> fabricaţie, examinând fiecare dintre<br />
părţile componentele ale acestora. Principalele criterii <strong>de</strong> analiză ale <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
sunt: ergonomia, evaluarea riscului, rezultatele activităţii, atribuţiile locului <strong>de</strong> muncă, tipurile<br />
<strong>de</strong> echipamente şi tehnologiile <strong>de</strong> fabricaţie.<br />
2.2.<strong>1.</strong> Ergonomia<br />
Componenta cea mai importantă a unui sistem <strong>de</strong> fabricaţie o constituie factorul uman.<br />
Progresul tehnic, materializat prin introducerea mecanizării, a automatizării şi a robotizării<br />
fabricaţiei, a condus la schimbarea raportului dintre munca fizică şi munca intelectuală, în<br />
sensul că, din executant, omul <strong>de</strong>vine operator şi conducător al procesului tehnologic. Pe<br />
măsura <strong>de</strong>zvoltării societăţii, oamenii au <strong>de</strong>venit mai exigenţi în ceea ce priveşte confortul,<br />
condiţiile <strong>de</strong> viaţă şi <strong>de</strong> muncă, ceea ce a condus la apariţia unei noi discipline - ergonomia,<br />
care studiază munca sub toate aspectele ei: fizice, cognitive, sociale, organizaţionale şi <strong>de</strong><br />
mediu. Ergonomia integrează cunoştinţe dintr-o varietate <strong>de</strong> discipline care includ anatomia,<br />
fiziologia, igiena muncii, medicina muncii, antropometria, ştiinţele tehnice, psihologia,<br />
sociologia, economia etc. Scopul acestei discipline este acela <strong>de</strong> a crea condiţii <strong>de</strong> muncă şi<br />
viaţă care să conducă la solicitarea factorului uman în limitele posibilităţilor lui biologice.<br />
Pentru aceasta, organizarea muncii trebuie să asigure evitarea efortului fizic şi intelectual inutil,<br />
să înlăturare influenţele nocive ale unor microclimate excesive, combaterea zgomotului, a<br />
vibraţiilor, trepidaţiilor, să creeze o ambianţă psihică optimă şi o securitate maximă a muncii.<br />
Realizarea acestor <strong>de</strong>zi<strong>de</strong>rate conduce la instituirea unor motivaţii care să facă plăcută şi<br />
interesantă activitatea angajatului.<br />
Managementul resurselor umane, organizarea şi amenajarea locului <strong>de</strong> muncă, limitele<br />
capacităţii omului sunt puse în corelaţie cu munca <strong>de</strong> către ergonomie. Studiile specifice<br />
organizării ergonomice a fabricaţiei sunt îndreptate spre:<br />
- factorul uman;<br />
- concepţia <strong>de</strong> organizare a locului <strong>de</strong> muncă;<br />
- mediul industrial şi influenţa sa asupra omului.<br />
► Privitor la factorul uman, <strong>optimizarea</strong> activităţii omului implică în<strong>de</strong>plinirea<br />
următoarelor condiţii:<br />
- orientarea şi selecţia riguroasă a factorului uman;<br />
- reorientarea profesională;<br />
- proiectarea echipamentelor în concordanţă cu posibilităţile umane;<br />
- crearea unei ambianţe care să asigure securitate şi ^ . confort;<br />
- repartizarea raţională a sarcinilor;<br />
- economia energetică a organismului uman (economia <strong>de</strong> mişcări).<br />
Pentru procesele manuale sau manual-mecanice, este important a se respecta principiile<br />
economiei <strong>de</strong> mişcări (tabelul 2.4.).<br />
Ergonomia este disciplina care se ocupă cu studiul relaţiilor om - maşină - mediu, având<br />
ca scop <strong>optimizarea</strong> activităţii omului şi a performanţelor sistemului din care acesta face parte.<br />
Tabelul 2.4 - Principiile economiei <strong>de</strong> mişcări<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 72
Sfera <strong>de</strong> aplicabilitate Principii ergonomice<br />
<strong>1.</strong>Aplicabile corpului<br />
omenesc<br />
2.Aplicabile locului <strong>de</strong><br />
muncă<br />
3.Aplicabile<br />
echipamentului tehnic<br />
Să existe o inter<strong>de</strong>pen<strong>de</strong>nţă a mâinilor şi a braţelor.<br />
Munca să fie astfel organizată încât să permită un ritm uşor şi<br />
natural, oriun<strong>de</strong> este posibil.<br />
Mişcările care cer precizie mare să nu implice un efort muscular<br />
important.<br />
Pe suprafaţa <strong>de</strong> lucru să se menţină numai materialele care se<br />
utilizează în ziua respectivă.<br />
Să existe un loc bine <strong>de</strong>finit pentru fiecare material.<br />
Materialele să fie plasate aproape <strong>de</strong> locul <strong>de</strong> utilizare.<br />
Dimensiunile echipamentului să fie corelate cu datele<br />
antropometrice ale executantului.<br />
Elementele componente să asigure unghiul vizual optim şi o<br />
poziţie confortabilă în timpul lucrului.<br />
În timpul activităţii, trebuie să se asigure executantului posibilitatea alternării poziţiei<br />
aşezat cu cea ortostatică. Dacă se impune o singură poziţie, este <strong>de</strong> preferat poziţia aşezat. Un<br />
loc <strong>de</strong> muncă care necesită o poziţie ortostatică implică o solicitare intensivă a picioarelor.<br />
Aceasta poate duce la umflarea picioarelor, <strong>de</strong>oarece muşchii nu se mişcă suficient pentru a<br />
pompa spre inimă cantitatea <strong>de</strong> sânge necesară. Inima nu este alimentată cu o cantitate<br />
suficientă <strong>de</strong> sânge, iar individul se va simţi obosit. La polul opus se situează muncile în ritm<br />
accelerat, care duc la intensificarea circulaţiei sângelui, din cauza efortului fizic <strong>de</strong>pus.<br />
► Concepţia <strong>de</strong> organizare a locului <strong>de</strong> muncă are la bază principiile ergonomice în<br />
organizarea locului <strong>de</strong> muncă, care sunt specificate în „Normele generale" <strong>de</strong> sănătate şi<br />
securitate în muncă elaborate <strong>de</strong> Ministerul Muncii şi Solidarităţii Sociale, împreună c~u<br />
Ministerul Sănătăţii şi Familiei în anul 2002.<br />
Dintre aceste principii obligatoriu <strong>de</strong> respectat în organizarea oricărui loc <strong>de</strong> muncă, pot<br />
fi enumerate următoarele:<br />
- dimensionarea locului <strong>de</strong> muncă în funcţie <strong>de</strong> particularităţile anatomice, fiziologice şi<br />
psihologice ale omului, dar şi <strong>de</strong> caracteristicile echipamentului utilizat;<br />
- asigurarea posibilităţii <strong>de</strong> mişcare şi <strong>de</strong> modificare a poziţiei în timpul lucrului;<br />
- amenajarea corespunzătoare a spaţiului <strong>de</strong> lucru;<br />
- utilizarea echipamentelor tehnice care respectă reglementările în vigoare;<br />
- <strong>optimizarea</strong> fluxului tehnologic;<br />
- manipularea corectă a materialelor;<br />
- asigurarea căilor <strong>de</strong> circulaţie între posturile <strong>de</strong> lucru;<br />
- asigurarea circulaţiei uşoare şi rapi<strong>de</strong> a materiilor prime, a materialelor şi a produselor;<br />
- respectarea înălţimii planului <strong>de</strong> lucru în funcţie <strong>de</strong> poziţia angajatului (aşezat sau ortostatic)<br />
şi <strong>de</strong> tipul <strong>de</strong> activitate (lucrări manuale, lucrări <strong>de</strong> precizie, lucrări <strong>de</strong> birou, lucrări care<br />
implică mânuirea pieselor grele etc.)<br />
În lucrarea amintită mai sus, sunt stabilite principiile ergonomice <strong>de</strong> proiectare şi<br />
utilizare a echipamentelor tehnice. Dintre acestea pot fi enumerate:<br />
- caracteristicile constructive, funcţionale şi <strong>de</strong> securitate ale echipamentului tehnic trebuie să<br />
corespundă particularităţilor constitutive, psihofiziologice şi mentale ale operatorului, precum şi<br />
naturii şi caracteristicilor sarcinii <strong>de</strong> muncă;<br />
- amplasarea echipamentului tehnic trebuie să asigure realizarea cu uşurinţă a operaţiilor pe care<br />
le efectuează operatorul, o poziţie <strong>de</strong> lucru confortabilă, mişcări în conformitate cu ritmurile<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 73
naturale ale corpului, reducerea spaţiului şi a timpului <strong>de</strong> <strong>de</strong>plasare, cerinţe <strong>de</strong> forţă situate la un<br />
nivel acceptabil;<br />
- organele <strong>de</strong> comandă ale echipamentului tehnic trebuie să fie vizibile, i<strong>de</strong>ntificabile cu<br />
uşurinţă şi marcate corespunzător; amplasarea lor se va face în afara zonei periculoase, astfel<br />
încât manevrarea lor să nu genereze riscuri suplimentare;<br />
- pornirea echipamentului tehnic trebuie să fie posibilă numai printr-o acţiune voluntară a<br />
operatorului;<br />
- echipamentele electrice trebuie să fie proiectate, montate, întreţinute, exploatate astfel încât să<br />
asigure protecţie împotriva pericolelor generate <strong>de</strong> sarcina electrică.<br />
Proiectarea echipamentelor tehnice trebuie să aibă în ve<strong>de</strong>re toate interacţiunile acestuia din<br />
procesul muncii:<br />
echipament - sarcină - mediu - operator<br />
► Mediul industrial şi influenţa sa asupra omului în <strong>de</strong>rularea procesului <strong>de</strong> producţie<br />
constituie, <strong>de</strong> asemenea o preocupare a ergonomiei. Factorii legaţi <strong>de</strong> mediul (ambianţa) în care<br />
se <strong>de</strong>sfăşoară munca se referă, în principal, la:<br />
- microclimat, <strong>de</strong>terminat <strong>de</strong> temperatura şi umiditatea aerului din încăpere, <strong>de</strong> viteza curenţilor<br />
<strong>de</strong> aer şi <strong>de</strong> temperatura suprafeţelor din zona <strong>de</strong> lucru;<br />
- ventilaţie, care se realizează în încăperile <strong>de</strong> lucru cu mijloace care să asigure condiţiile <strong>de</strong><br />
calitate a mediului prin eliminarea sau reducerea până la limita admisă a următoarelor elemente:<br />
fumuri, gaze, vapori toxici; pulberi; substanţe toxice sau iritante; substanţe explozive;<br />
umiditate; curenţi <strong>de</strong> aer; căldură.<br />
- iluminat, presiune, zgomot, vibraţii.<br />
Nerespectarea condiţiilor <strong>de</strong> mediu poate conduce, pe lângă alţeconsecinte, la apariţia<br />
bolilor profesionale.<br />
Boala profesională reprezintă o afecţiune cauzată <strong>de</strong> agenţi nocivi fizici, chimici sau<br />
biologici caracteristici locului <strong>de</strong> muncă, precum şi <strong>de</strong> suprasolicitarea diferitelor organe sau<br />
sisteme în procesul <strong>de</strong> muncă. Cauzele bolilor profesionale sau ale acci<strong>de</strong>ntărilor, enumerate în<br />
tabelul 2.5, sunt factori proprii elementelor componente ale sistemului <strong>de</strong> muncă care au<br />
provocat acci<strong>de</strong>ntul sau boala profesională şi care, înainte <strong>de</strong> producerea acestor evenimente,<br />
constituiau factori <strong>de</strong> risc.<br />
Tabelul 2.5 - Boli legate <strong>de</strong> profesie şi principalele lor cauze potenţiale<br />
Boli legate <strong>de</strong> profesie Factori profesionali cauzali<br />
Hipertensiune arterială Zgomot, vibraţii, temperatură ridicată, stres<br />
Cardiopatie ischemică Solicitări fizice şi psihice crescute<br />
Afecţiuni osteo-musculo- Microclimat nefavorabil, vibraţii, efort fizic<br />
articulare<br />
crescut, postură incomodă etc.<br />
Afecţiuni digestive Noxe chimice, temperatură ridicată etc.<br />
Afecţiuni respiratorii Pulberi, gaze iritante etc.<br />
Afecţiuni neuropsihice Zgomot, vibraţii, stres etc.<br />
În ţările UE, principala cauză <strong>de</strong> îmbolnăvire legată <strong>de</strong> activitatea profesională este<br />
manipularea manuală a maselor la locul <strong>de</strong> muncă, pe locul al doilea situându-se stresul în<br />
muncă. Deşi în ultimii ani procentul lucrătorilor care efectuează operaţii <strong>de</strong> manipulare manuală<br />
a maselor a scăzut - ca urmare a mecanizării, automatizării şi robotizării fabricaţiei -, el se<br />
menţine totuşi la un nivel ridicat, aproximativ 35% dintre lucrători <strong>de</strong>clarând că execută<br />
operaţii <strong>de</strong> ridicare, susţinere, aşezare, împingere, tragere sau <strong>de</strong>plasare a maselor grele.<br />
Manipularea manuală a maselor (Fig. 2.5) poate cauza afecţiuni ale sistemului musculoscheletic,<br />
precum şi traumatisme acute produse prin acci<strong>de</strong>ntare (tăieturi, fracturi etc).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 74
2.2.2. Evaluarea riscului<br />
Fig. 2.5 - Manipularea manuală a maselor<br />
Riscul reprezintă posibilitatea (probabilitatea) apariţiei unor evenimente nedorite, care să<br />
prejudicieze activitatea întreprin<strong>de</strong>rii.<br />
Într-un sistem <strong>de</strong> fabricaţie pot apărea riscuri care <strong>de</strong>termină: acci<strong>de</strong>nte şi îmbolnăviri<br />
(risc profesional), <strong>de</strong>teriorări ale echipamentelor (risc tehnic), pier<strong>de</strong>ri <strong>de</strong> producţie (risc<br />
economic).<br />
Evaluarea riscului constituie o cerinţă a managementului şi în<strong>de</strong>plineşte funcţia <strong>de</strong><br />
monitorizare a factorilor <strong>de</strong> risc şi <strong>de</strong> aplicare <strong>de</strong> măsuri <strong>de</strong> prevenire, limitare sau contracarare<br />
a consecinţelor acestora, obiective care se realizează prin:<br />
► tehnici <strong>de</strong> prevenire, supraveghere, acoperire a daunelor;<br />
► efectuarea studiilor <strong>de</strong> fezabilitate;<br />
► alegerea optimă a tehnologiilor şi a echipamentelor tehnice;<br />
► pregătirea profesională a angajaţilor;<br />
► efectuarea instructajului la locul <strong>de</strong> muncă etc.<br />
Riscul profesional se referă la probabilitatea producerii unei vătămări sau îmbolnăviri a<br />
lucrătorului, ca urmare a expunerii la un pericol la locul <strong>de</strong> muncă. Evaluarea riscului<br />
profesional are ca scop menţinerea sănătăţii şi asigurarea securităţii lucrătorilor, contribuind la<br />
creşterea competitivităţii şi a productivităţii întreprin<strong>de</strong>rii.<br />
Evaluarea riscurilor profesionale necesită parcurgerea etapelor enumerate în figura 2.6.<br />
Fig. 2.6 - Evaluarea riscurilor profesionale<br />
<strong>1.</strong> Colectarea este etapa în care se culeg informaţii <strong>de</strong>spre: poziţia locului <strong>de</strong> muncă,<br />
persoanele angajate (sex, vârstă, persoane cu disabilităţi etc), echipamentele tehnice utilizate,<br />
materialele prelucrate, proce<strong>de</strong>ele tehnologice utilizate, sarcinile <strong>de</strong> muncă executate, pericolele<br />
i<strong>de</strong>ntificate şi măsurile <strong>de</strong> protecţie aplicate.<br />
Aceste informaţii se obţin prin:<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 75
- examinarea mediului <strong>de</strong> muncă;<br />
- studierea datelor tehnice <strong>de</strong>spre: echipamente şi materiale folosite, proce<strong>de</strong>e tehnice şi<br />
instrucţiuni <strong>de</strong> lucru, standar<strong>de</strong> şi alte prescripţii legale;<br />
- măsurători ale factorilor nocivi;<br />
- înregistrări ale acci<strong>de</strong>ntelor <strong>de</strong> muncă;<br />
- discuţii cu angajaţii etc.<br />
2. Pericolele i<strong>de</strong>ntificate <strong>de</strong> către angajator sunt structurate în Fişa <strong>de</strong> expunere la riscuri<br />
profesionale, care este specifică fiecărui loc <strong>de</strong> muncă. Aceasta cuprin<strong>de</strong> date <strong>de</strong>spre: tipul<br />
activităţii, spaţiul <strong>de</strong> lucru, poziţia <strong>de</strong> lucru, factorii <strong>de</strong> mediu,) echipamentele <strong>de</strong> lucru şi<br />
mijloacele <strong>de</strong> protecţie utilizate.<br />
3. Evaluarea riscurilor constă în estimarea probabilităţii şi a gravităţii consecinţelor şi<br />
încadrarea riscului ca fiind acceptabil sau inacceptabil. în funcţie <strong>de</strong> gravitatea consecinţelor, se<br />
stabileşte dacă riscul este mic, mediu sau mare (tabelul 2.6). Dacă riscul este mare, se impun<br />
măsuri imediate <strong>de</strong> reducere a acestuia. în acţiunea <strong>de</strong> evaluare a riscurilor, implicarea<br />
lucrătorilor este obligatorie. Se va ţine cont şi <strong>de</strong> sexul, <strong>de</strong> vârsta şi <strong>de</strong> starea generală <strong>de</strong><br />
sănătate a acestora.<br />
4. Pentru fiecare risc i<strong>de</strong>ntificat, se planifică acţiuni specifice <strong>de</strong> reducere a efectelor pe<br />
care acesta le poate genera.<br />
5. Elaborarea documentaţiei este etapa care constă în completarea Fişei <strong>de</strong> evaluare a<br />
riscurilor (tabelul 2.7). Aceasta reprezintă un document centralizator al operaţiilor efectuate în<br />
etapele prece<strong>de</strong>nte.<br />
Tabelul 2.6 - Evaluarea riscului<br />
Probabilitate Gravitatea consecinţelor<br />
Vătămare Vătămare Vătămare<br />
mo<strong>de</strong>rată medie gravă<br />
Puţin probabil Mied) Mied) Mediu(2)<br />
Probabil Mied) Mediu (2) Mare (3)<br />
Foarte probabil Mediu (2) Mare (3) Mare (3)<br />
Tabelul 2.7 - Fişă <strong>de</strong> evaluare a riscurilor<br />
Nr.<br />
Crt.<br />
Pericol Măsuri <strong>de</strong> prevenire/<br />
protecţie utilizate<br />
Estimarea/<br />
Evaluarea riscurilor<br />
Activităţi planificate în scopul<br />
reducerii riscurilor<br />
Riscul tehnic poate fi generat <strong>de</strong> funcţionarea utilajelor, a instalaţiilor şi a tehnologiilor<br />
adoptate, prevăzute în etapa <strong>de</strong> proiectare a procesului. Este dat <strong>de</strong> probabilitatea <strong>de</strong> funcţionare<br />
a componentelor <strong>sistemelor</strong> tehnice.<br />
Reducerea factorilor <strong>de</strong> risc tehnic se realizează prin meto<strong>de</strong> specifice fiecărui domeniu.<br />
Indiferent <strong>de</strong> structura sistemului tehnologic, reducerea factorilor <strong>de</strong> risc se poate realiza prin<br />
analiza fenomenelor stocastice (întâmplătoare) care pot apărea în <strong>de</strong>rularea procesului <strong>de</strong><br />
producţie.<br />
2.2.3. Atribuţiile locului <strong>de</strong> muncă<br />
Locul <strong>de</strong> muncă reprezintă cel mai mic compartiment productiv înzestrat cu mijloace <strong>de</strong><br />
muncă (maşini, utilaje, scule şi dispozitive etc.) şi obiecte ale muncii (materii prime, materiale,<br />
semifabricate etc.) necesare în<strong>de</strong>plinirii sarcinii <strong>de</strong> producţie.<br />
Sarcina <strong>de</strong> producţie reprezintă totalitatea acţiunilor care trebuie efectuate <strong>de</strong> către unul<br />
sau mai mulţi executanţi cu pregătirea necesară, prin intermediul mijloacelor <strong>de</strong> muncă, pentru<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 76
ealizarea unei operaţii sau lucrări în condiţii tehnice, organizatorice şi <strong>de</strong> protecţia mediului<br />
precizate.<br />
Locurile <strong>de</strong> muncă pot fi individuale (pentru un executant) sau colective (pentru o<br />
formaţie, atelier, secţie etc).<br />
Organizarea ergonomică a locului <strong>de</strong> muncă presupune asigurarea condiţiilor necesare<br />
pentru munca <strong>de</strong> înaltă productivitate, cu cele mai reduse consumuri <strong>de</strong> eforturi, fără mişcări<br />
inutile sau obositoare şi cu minimum <strong>de</strong> cheltuieli. Etapele parcurse în organizarea raţională a<br />
locului <strong>de</strong> muncă sunt:<br />
- orientarea şi selecţia riguroasă a factorului uman;<br />
- reorientarea profesională;<br />
- proiectarea echipamentelor în concordanţă cu posibilităţile umane;<br />
- crearea unei ambianţe care să asigure securitate şi confort;<br />
- repartizarea raţională a sarcinilor;<br />
- economia energetică a organismului uman.<br />
Postul <strong>de</strong> lucru (sau <strong>de</strong> muncă) din figura 2.7 reprezintă un element al structurii<br />
organizatorice al unei unităţi economico-sociale care constă din totalitatea obiectivelor,<br />
sarcinilor, autorităţilor şi responsabilităţilor alocate spre exercitare unui executant, în mod<br />
regulat şi organizat.<br />
Fişa postului este documentul care precizează sarcinile şi responsabilităţile cei revin<br />
titularului postului, condiţiile <strong>de</strong> lucru, standar<strong>de</strong>le <strong>de</strong> performanţă, modalităţile <strong>de</strong><br />
recompensare, precum şi caracteristicile personale necesare angajatului pentru în<strong>de</strong>plinirea<br />
cerinţelor postului.<br />
Fişa postului este un document important atât pentru activitatea <strong>de</strong> resurse umane, cât şi<br />
pentru <strong>de</strong>rularea în bune condiţii a întregii activităţi a întreprin<strong>de</strong>rii. Acest document este<br />
anexat contractului colectiv <strong>de</strong> muncă şi constituie unul dintre cele mai importante instrumente<br />
manageriale prin care sunt exprimate aşteptările şi exigenţele organizaţiei faţă <strong>de</strong> munca pe care<br />
o vor <strong>de</strong>sfăşura persoanele care ocupă postul respectiv.<br />
Fig. 2.7 - Loc <strong>de</strong> muncă<br />
Conţinutul <strong>de</strong> bază al unei fişe <strong>de</strong> post elaborat într-o concepţie actuală cuprin<strong>de</strong><br />
informaţiile specificate în tabelul 2.8.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 77
Tabelul 2.8 - Fişa postului<br />
Cuprinsul fişei postului Detalii<br />
<strong>1.</strong> Date <strong>de</strong>spre locul <strong>de</strong> muncă - <strong>de</strong>numirea profesiei conform Clasificării Ocupaţiilor din<br />
România (COR);<br />
- numărul persoanelor angajate pe postul respectiv;<br />
- persoana responsabilă <strong>de</strong> întreaga activitate, subordonaţii.<br />
2. Obiectivul postului - cerinţa principală specifică postului<br />
3. Competenţe - performanţele solicitate <strong>de</strong>ţinătorului locului <strong>de</strong> muncă:<br />
studii, experienţă, abilităţi (unii angajatori menţionează şi<br />
trăsături <strong>de</strong> personalitate necesare celui care ocupă postul<br />
4. Atribuţii principale care revin<br />
postului, în conexiune cu<br />
rezultatele - cheie aşteptate<br />
respectiv);<br />
- atribuţiile posturilor <strong>de</strong> execuţie: operează, prezintă,<br />
întreţine, execută, urmăreşte, menţine etc;<br />
- atribuţiile posturilor <strong>de</strong> specialitate: analizează, propune,<br />
elaborează, evaluează, <strong>de</strong>zvoltă, sprijină, recomandă etc.<br />
- atribuţiile posturilor manageriale: asigură, implementează,<br />
antrenează, alocă, controlează, planifică, direcţionează,<br />
stabileşte etc;<br />
5. Responsabilităţi - lista <strong>de</strong> obligaţii ce revine <strong>de</strong>ţinătorului locului <strong>de</strong> muncă;<br />
6. Condiţii materiale ale muncii - unelte şi materiale cu care lucrează angajatul;<br />
7. Condiţii <strong>de</strong> muncă - orele <strong>de</strong> muncă; posibilităţi <strong>de</strong> muncă peste program;<br />
- tipul <strong>de</strong> muncă (se<strong>de</strong>ntară sau activă);<br />
- particularităţi ale mediului fizic al muncii (vibraţii,<br />
acceleraţii, noxe, umiditate etc).<br />
2.2.4. Rezultatele activităţii<br />
Rezultatele activităţii <strong>de</strong>sfăşurate într-un sistem <strong>de</strong> fabricaţie pot fi analizate atât din<br />
punctul <strong>de</strong> ve<strong>de</strong>re al calităţii produsului industrial obţinut, cât şi din punctul <strong>de</strong> ve<strong>de</strong>re al<br />
calităţii muncii prestate <strong>de</strong> către angajat.<br />
a. Analiza sistemului <strong>de</strong> fabricaţie prin prisma calităţii produsului.<br />
O importanţă <strong>de</strong>osebită pentru produsele rezultate din fabricaţie o reprezintă calitatea <strong>de</strong><br />
conformitate care este <strong>de</strong>terminată <strong>de</strong> măsura în care execuţia produsului a respectat<br />
documentaţia <strong>de</strong> proiectate elaborată.<br />
Tabelul 2.9 - Clasificarea operaţiilor <strong>de</strong> control al produselor<br />
Criteriul <strong>de</strong> Operații <strong>de</strong> control al produselor<br />
clasificare<br />
a. Locul un<strong>de</strong> se<br />
efectuează<br />
- la locul <strong>de</strong> muncă<br />
- la posturile <strong>de</strong> control plasate <strong>de</strong>-a lungul fluxului tehnologic;<br />
- într-un spaţiu afectat special acestui scop, dotat cu mijloace <strong>de</strong> măsurare<br />
şi control corespunzătoare (Fig. 2.8)<br />
b. Conţinut - analize <strong>de</strong> laborator<br />
- control geometric<br />
- probe tehnologice<br />
- control exterior<br />
- controlul respectării disciplinei tehnologice<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 78
Documentele tehnice care <strong>de</strong>finesc calitatea produselor sunt standar<strong>de</strong>le, normele tehnice<br />
şi contractele. Aceste documente stabilesc condiţiile tehnice <strong>de</strong> calitate, regulile şi meto<strong>de</strong>le <strong>de</strong><br />
verificare a calităţii, prescripţiile speciale <strong>de</strong> transport, <strong>de</strong>pozitare şi ambalare a produsului.<br />
Efectuarea în condiţii optime a operaţiilor <strong>de</strong> control necesită adoptarea unor forme<br />
organizatorice corespunzătoare. Clasificarea operaţiilor <strong>de</strong> control se poate face conform<br />
tabelului următor.<br />
Fig. 2.8 - Controlul automat al produselor<br />
În urma efectuării controlului produselor, vor fi respinse produsele cu <strong>de</strong>ficienţe şi se vor<br />
propune măsuri <strong>de</strong> ameliorare a nivelului calităţii produselor.<br />
Controlul activităţii în faza <strong>de</strong> producţie este <strong>de</strong>osebit <strong>de</strong> important pentru calitatea finală<br />
a produsului, <strong>de</strong>oarece conduce la preîntâmpinarea apariţiei rebuturilor sau a pier<strong>de</strong>rilor ca<br />
urmare a nerespectării tehnologiei <strong>de</strong> fabricaţie.<br />
b. Analiza sistemului <strong>de</strong> fabricaţie prin prisma calităţii activităţii lucrătorului<br />
Analiza activităţii lucrătorului se realizează prin observarea directă a activităţii şi<br />
întocmirea unei fişe <strong>de</strong> apreciere care are ca reper atribuţiile şi responsabilităţile ce revin<br />
fiecărui angajat în conformitate cu fişa postului. în cadrul aprecierilor activităţii, sunt urmărite o<br />
serie <strong>de</strong> elemente cum ar fi:<br />
- rezultatele obţinute la nivelul postului pe care-l ocupă;<br />
- potenţialul salariatului;<br />
- perspectivele <strong>de</strong> <strong>de</strong>zvoltare profesională. Prezentăm mai jos un mo<strong>de</strong>l <strong>de</strong> fişă <strong>de</strong> apreciere a<br />
personalului (pentru muncitori, tehnicieni şi funcţionari).<br />
Fişă <strong>de</strong> apreciere a personalului (mo<strong>de</strong>l)<br />
Etape Conținutul etapei<br />
<strong>1.</strong> Aprecierea<br />
performanţei<br />
<strong>1.</strong> Cunoaşterea activităţii postului<br />
2. Calitatea activităţii <strong>de</strong>sfăşurate<br />
3. Volumul activităţii <strong>de</strong>sfăşurate<br />
4. Respectarea instrucţiunilor <strong>de</strong> muncă (în legătură cu lucrările<br />
executate, securitatea muncii etc.)<br />
5. Capacitatea <strong>de</strong> asimilare şi <strong>de</strong> apreciere<br />
6. Capacitatea <strong>de</strong> adaptare (posibilitatea <strong>de</strong> însuşire <strong>de</strong> noi cunoştinţe)<br />
7. Calităţile personale (memorie, spirit <strong>de</strong> echipă, creativitate, iniţiativă<br />
etc.)<br />
8. Aprecierea generală privind postul pe care-l ocupă<br />
II. Orientarea Corelarea pregătirii profesionale cu cerinţele postului.<br />
profesională Măsura în care propriile competenţe permit mobilitatea în cadrul firmei.<br />
III. Potenţialul Potenţial <strong>de</strong> conducere Potenţial <strong>de</strong> promovare<br />
profesional<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 79
2.2.5. Tipuri <strong>de</strong> echipamente<br />
Echipamentele implicate în sistemele <strong>de</strong> fabricaţie, numite şi echipamente <strong>de</strong> muncă,<br />
pot fi împărţite după <strong>de</strong>stinaţie în categoriile prezentate în continuare.<br />
► Echipamentele individuale <strong>de</strong> lucru sunt utilizate pentru a proteja îmbrăcămintea<br />
personală împotriva uzurii şi a murdăririi excesive (salopete, halate, şepci etc.)<br />
► Echipamentele individuale <strong>de</strong> protecţie (Fig. 2.9) reprezintă totalitatea mijloacelor<br />
cu care este dotat fiecare participant la procesul <strong>de</strong> muncă pentru a fi protejat împotriva acţiunii<br />
factorilor <strong>de</strong> risc <strong>de</strong> acci<strong>de</strong>ntare şi îmbolnăvire profesională (mănuşi <strong>de</strong> protecţie, căşti <strong>de</strong><br />
protecţie, veste <strong>de</strong> protecţie, îmbrăcăminte din bumbac, ochelari <strong>de</strong> protecţie, mască <strong>de</strong> sudură,<br />
centură <strong>de</strong> siguranţă etc). Proiectarea acestor echipamente în conformitate cu cerinţele ergonomice<br />
poate constitui un factor important în reducerea riscurilor <strong>de</strong> acci<strong>de</strong>ntare şi a stresului<br />
fizic, în menţinerea stării <strong>de</strong> sănătate şi în îmbunătăţirea confortului la locul <strong>de</strong> muncă.<br />
Fig. 2.9 - Echipament individual <strong>de</strong> protecţie<br />
► Echipamentele tehnice sunt ansambluri <strong>de</strong> piese, dispozitive şi mecanisme, împreună<br />
cu elementele <strong>de</strong> legătură dintre acestea, cu rol bine <strong>de</strong>terminat în cadrul unui sistem tehnic.<br />
Echipamentele tehnice pot fi: maşini, utilaje, instalaţii, aparatură, dispozitive, unelte şi alte<br />
mijloace utilizate în procesul muncii; ele reprezintă o parte componentă a mijloacelor <strong>de</strong><br />
producţie.<br />
În alegerea echipamentului tehnic, angajatorul trebuie să aibă în ve<strong>de</strong>re următoarele<br />
aspecte:<br />
- echipamentul să fie a<strong>de</strong>cvat sarcinii <strong>de</strong> fabricaţie sau să fie adaptabil cu uşurinţă pentru<br />
în<strong>de</strong>plinirea acesteia;<br />
- echipamentul să poată fi utilizat fără a prezenta riscuri pentru sănătatea şi securitatea<br />
angajaţilor.<br />
Echipamentele tehnice pot fi acţionate mecanic, electric, hidraulic, pneumatic sau mixt.<br />
Echipamentele acţionate mecanic folosesc energia potenţială sau energia <strong>de</strong> <strong>de</strong>formaţie pentru a<br />
furniza lucru mecanic.<br />
Echipamentele acţionate electric folosesc curentul electric ca agent purtător <strong>de</strong> energie şi<br />
informaţie. Acest tip <strong>de</strong> acţionare este cel mai <strong>de</strong>s utilizat, întrucât conferă echipamentelor preţ<br />
<strong>de</strong> cost scăzut, fiabilitate ridicată, viteză mare <strong>de</strong> răspuns, posibilitatea miniaturizării şi a<br />
modularizării.<br />
Echipamentele acţionate hidraulic folosesc ca mediu <strong>de</strong> lucru un lichid sub presiune.<br />
Utilizarea lichidului sub presiune, ca mediu <strong>de</strong> lucru, oferă o gamă largă <strong>de</strong> avantaje: obţinerea<br />
unor forţe şi momente foarte mari; posibilitatea reglării continue şi precise a vitezelor <strong>de</strong> lucru,<br />
a forţelor şi a poziţiei sarcinii antrenate; schimbarea facilă a sensului <strong>de</strong> mişcare a sarcinii<br />
antrenate; funcţionarea fără şocuri şi vibraţii; durabilitatea ridicată a elementelor componente;<br />
posibilitatea tipizării elementelor componente. Datorită avantajelor pe care le oferă, sistemele<br />
hidraulice sunt din ce în ce mai frecvent utilizate în industria constructoare <strong>de</strong> maşini, aviaţie,<br />
minerit, industria navală etc. Dintre <strong>de</strong>zavantajele acţionărilor hidraulice, pot fi enumerate:<br />
necesitatea asigurării unor etanşări perfecte; necesitatea utilizării unor materiale <strong>de</strong> calitate<br />
superioară; vitezei mică <strong>de</strong> răspuns; variaţia parametrilor <strong>de</strong> lucru ai instalaţiei cu temperatura<br />
fluidului <strong>de</strong> lucru.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 80
Echipamentele acţionate pneumatic utilizează ca mediu <strong>de</strong> lucru un gaz sub presiune (<strong>de</strong><br />
obicei, aerul comprimat). Principalele avantaje ale utilizării acţionărilor pneumatice sunt:<br />
greutate redusa a elementelor componente, eliminare a riscului ca supraîncărcarea să producă<br />
avarii sistemului; întreţinere uşoară, pericol redus <strong>de</strong> acci<strong>de</strong>nte, complet nepoluante. Acţionările<br />
pneumatice se utilizează în aplicaţiile industriale care nu necesită forţe şi momente mari, în<br />
instalaţiile din industria alimentară şi farmaceutică, în liniile automate <strong>de</strong> îmbuteliere etc.<br />
Echipamentele acţionate mixt, prin combinaţii între sisteme <strong>de</strong> acţionare electrice,<br />
pneumatice sau hidraulice, realizează cu uşurinţă componentele <strong>de</strong> forţă, putere, moment,<br />
precum şi diferite regimuri <strong>de</strong> mişcare, asigură durabilitate în funcţionare, permit<br />
miniaturizarea, tipizarea, modularizarea.<br />
2.2.6. Tehnologii <strong>de</strong> fabricaţie_<br />
Tehnologia reprezintă ansamblul <strong>de</strong> procese, meto<strong>de</strong>, proce<strong>de</strong>e, reguli, operaţii şi<br />
condiţii tehnice care se <strong>de</strong>sfăşoară în scopul obţinerii unui anumit produs (piesă, organ <strong>de</strong><br />
maşină, sistem tehnic, construcţie industrială sau <strong>de</strong> altă natură etc).<br />
Comisia economică ONU pentru România <strong>de</strong>fineşte tehnologia ca fiind „aplicarea<br />
corectă a cunoştinţelor ştiinţifice şi tehnice în concepţia, <strong>de</strong>zvoltarea şi fabricarea unui produs".<br />
Potrivit acestei <strong>de</strong>finiţii, tehnologia poate fi privită ca un sistem <strong>de</strong> cunoştinţe ştiinţifice şi<br />
tehnice înglobate în proce<strong>de</strong>e, materiale, echipamente şi sisteme informaţionale specifice<br />
(planuri, programe, documentaţii). Tehnologia <strong>de</strong> fabricaţie a unui produs impune executarea<br />
operaţiilor într-o ordine <strong>de</strong>terminată şi prestabilită. Tehnologia <strong>de</strong> fabricaţie influenţează în<br />
mod direct modul <strong>de</strong> valorificare a investiţiilor şi resurselor, modul <strong>de</strong> utilizare a forţei <strong>de</strong><br />
muncă, costul <strong>de</strong> producţie şi organizarea întreprin<strong>de</strong>rii. Alegerea optimă a tehnologiei <strong>de</strong><br />
obţinere a unui produs conduce la creşterea rentabilităţii şi a productivităţii întreprin<strong>de</strong>rii, la<br />
reducerea consumurilor <strong>de</strong> materiale.<br />
Analiza <strong>sistemelor</strong> <strong>de</strong> fabricaţie pe baza tehnologiei utilizate într-o întreprin<strong>de</strong>re se face<br />
în principal în funcţie <strong>de</strong>:<br />
a. nivelul <strong>de</strong> <strong>de</strong>zvoltare tehnologică;<br />
b. gradul <strong>de</strong> înzestrare tehnică şi modul în care sunt conduse procesele tehnologice;<br />
c. flexibilitatea tehnologiilor;<br />
d. noutatea proce<strong>de</strong>elor aplicate.<br />
► a. După nivelul <strong>de</strong> <strong>de</strong>zvoltare tehnologică, tehnologiile se clasifică conform<br />
tabelului 2.10.<br />
Tabelul 2.10 - Caracteristicile diferitelor tipuri <strong>de</strong> tehnologii<br />
Tipuri <strong>de</strong> Caracteristici<br />
tehnologii<br />
emergente - fiind foarte noi, puţin testate şi aplicate, nu şi-au dovedit încă <strong>de</strong>fectele şi<br />
calităţile;<br />
- aplicarea lor poate conduce la creşterea riscurilor <strong>de</strong> fabricaţie şi la scă<strong>de</strong>rea<br />
profitului;<br />
evolutive - sunt <strong>de</strong>ja cunoscute prin performanţele lor; pentru că aplicarea lor conduce la<br />
creşterea profitului întreprin<strong>de</strong>rii, urmează a fi generalizate;<br />
mature - sunt cunoscute în <strong>de</strong>taliu şi sunt aplicate în mod curent cu rezultate bune;<br />
în <strong>de</strong>clin - sunt <strong>de</strong>păşite <strong>de</strong> alte tehnologii sub aspect calitativ şi aplicarea lor nu mai<br />
reprezintă un avantaj concurenţial pentru întreprin<strong>de</strong>re;<br />
<strong>de</strong>păşite - nu mai asigură performanţe sub aspectul calităţii produsului şi al costului <strong>de</strong><br />
fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 81
Emergenţa, evoluţia, maturizarea, <strong>de</strong>clinul şi <strong>de</strong>păşirea sunt faze care caracterizează<br />
<strong>de</strong>sfăşurarea în timp a oricărei tehnologii, proces care se poate reprezenta grafic ca în figura<br />
2.10.<br />
Fig. 2.10 - Performanţele tehnologiei în timp OA - emergenţa; AB - evoluţia; BC - maturizarea; CD - <strong>de</strong>clinul;<br />
DE - <strong>de</strong>păşirea<br />
De exemplu, proce<strong>de</strong>ul <strong>de</strong> fotolitografiere utilizat pentru fabricarea circuitelor integrate<br />
este un proce<strong>de</strong>u socotit matur, cu diferite variante ce îl fac evolutiv, iar utilizarea laserului<br />
pentru <strong>de</strong>schi<strong>de</strong>rea <strong>de</strong> ferestre este un proce<strong>de</strong>u emergent.<br />
În categoria tehnologiilor evolutive se înscrie cea introdusă <strong>de</strong> maşinile cu comandă<br />
numerică (Fig. 2.11).<br />
Fig. 2.11 - Maşină cu comandă numerică<br />
► b. După gradul <strong>de</strong> înzestrare tehnică şi după modul în care sunt conduse<br />
procesele tehnologice, tehnologiile pot fi:<br />
- manuale, în care munca este efectuată <strong>de</strong> către om, având o pon<strong>de</strong>re neglijabilă în cadrul<br />
economiei mo<strong>de</strong>rne;<br />
- mecanizate, în care efortul este preluat <strong>de</strong> către maşini conduse în mod direct <strong>de</strong> către om;<br />
- automatizate, caracterizate prin faptul că o parte dintre funcţiile operatorului uman este<br />
preluată <strong>de</strong> către o instalaţie care realizează controlul unor factori comandabili, ca: urmărire,<br />
semnalizare, comandă, reglare a valorilor între anumite limite, blocare, dispecerizare etc.<br />
- cibernetizate (automatizate complex), la care conducerea proceselor tehnologice se realizează<br />
prin calculator;<br />
- robotizate (automatizate flexibil), care permit realizarea unor lucrări complexe fără intervenţia<br />
directă a omului.<br />
Tehnologiile manuale sunt utilizate pentru execuţia unor operaţii cu ajutorul sculelor <strong>de</strong><br />
mână sau a unor dispozitive simple. Deoarece prin utilizarea acestor tehnologii productivitatea<br />
muncii este foarte mică, ele sunt utilizate în<strong>de</strong>osebi în cadrul producţiei <strong>de</strong> unicate, <strong>de</strong> exemplu<br />
în cazul recondiţionării pieselor uzate prin sudare sau în operaţiile <strong>de</strong> lăcătuşărie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 82
Mecanizarea constă în introducerea maşinilor, a mecanismelor, a aparatelor şi a<br />
instrumentelor pentru executarea unor activităţi productive. Mecanizarea a constituit în urmă<br />
cu câteva <strong>de</strong>cenii principala cale <strong>de</strong> creştere a productivităţii muncii şi <strong>de</strong> diminuare a efortului<br />
uman în cadrul proceselor <strong>de</strong> producţie industrială, prin utilizarea energiei maşinilor-unelte şi a<br />
agregatelor complexe.<br />
► Automatizarea (Fig. 2.12) permite realizarea unor valori optime ale parametrilor<br />
regimului <strong>de</strong> lucru prin sesizarea la timp a abaterilor şi prin anularea rapidă a <strong>de</strong>fectelor în<br />
cadrul aceleiaşi faze a procesului tehnologic, preîntâmpinând astfel <strong>de</strong>reglări ale fazelor<br />
următoare ale procesului şi asigurând calitatea produselor. De asemenea, se asigură controlul la<br />
distanţă al proceselor care se <strong>de</strong>sfăşoară în medii toxice, chimice sau explozive, la temperaturi<br />
limită sau în condiţii <strong>de</strong> radiaţii puternice.<br />
Fig. 2.12 - Vopsire automată<br />
Ansamblul format din procesul supus automatizării şi dispozitivele tehnice care asigură<br />
automatizarea formează un sistem automat. Echipamentele tehnice specifice <strong>sistemelor</strong><br />
automate sunt: regulatoare automate, amplificatoare, relee, traductoare, elemente <strong>de</strong> execuţie.<br />
Sistemele automate utilizate în sistemele <strong>de</strong> fabricaţie realizează următoarele funcţii:<br />
- reglarea parametrilor funcţionali şi menţinerea lor în limitele optime;<br />
- urmărirea mărimilor <strong>de</strong> ieşire şi realizarea modificării lor în funcţie <strong>de</strong> variaţia mărimilor <strong>de</strong><br />
intrare;<br />
- invariaţia mărimilor <strong>de</strong> ieşire faţă <strong>de</strong> acţiunea factorilor perturbatori;<br />
- <strong>optimizarea</strong> regimului <strong>de</strong> lucru.<br />
Automatizarea conduce la creşterea randamentului utilajelor şi al instalaţiilor prin<br />
reducerea timpului <strong>de</strong> pornire şi a timpului <strong>de</strong> staţionare cauzat <strong>de</strong> opriri acci<strong>de</strong>ntale, la<br />
creşterea calităţii produselor prin respectarea riguroasă a parametrilor regimului <strong>de</strong> lucru, la<br />
creşterea duratei <strong>de</strong> funcţionare a utilajelor prin eliminarea suprasarcinilor şi a şocurilor în<br />
exploatare.<br />
În cadrul <strong>sistemelor</strong> <strong>de</strong> fabricaţie, după sfera <strong>de</strong> cuprin<strong>de</strong>re a operaţiilor <strong>de</strong> producţie,<br />
automatizările pot fi simple sau complexe.<br />
Automatizarea simplă constă în introducerea în procesul <strong>de</strong> fabricaţie a unor aparate,<br />
maşini sau dispozitive care permit realizarea unor operaţii sau activităţi fără participarea<br />
nemijlocită a omului.<br />
Automatizarea complexă asigură executarea unui ansamblu <strong>de</strong> operaţii <strong>de</strong> producţie, atât<br />
<strong>de</strong> bază, cât şi auxiliare sau <strong>de</strong> servire (operaţii <strong>de</strong> producţie, control, transport, reglaj, protecţie,<br />
blocaj etc). Automatizarea complexă poate fi întâlnită fie în cadrul unor maşini, utilaje sau<br />
instalaţii un<strong>de</strong> este posibilă automatizarea unei succesiuni <strong>de</strong> operaţii sau a tuturor operaţiilor<br />
din ciclul operaţional al acestora, fie în cadrul unor linii tehnologice, secţii sau uzine<br />
automatizate.<br />
Automatizarea are o largă aplicabilitate în conducerea proceselor continue şi a liniilor <strong>de</strong><br />
asamblare complexe.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 83
► Cibernetizarea utilizează calculatorul <strong>de</strong> proces în conducerea proceselor<br />
tehnologice.<br />
Calculatoarele <strong>de</strong> proces sunt calculatoare universale prevăzute cu unităţi specifice -<br />
numite interfeţe <strong>de</strong> proces - care le permit să interacţioneze direct cu procesul tehnologic<br />
condus.<br />
Echipamentele tehnice specifice proceselor cibernetizate sunt:<br />
- calculatorul numeric - echipament electronic care prelucrează informaţia primită;<br />
- interfeţe <strong>de</strong> proces, alcătuite din dispozitive funcţionale distincte (multiplexoare,<br />
<strong>de</strong>multiplexoare, <strong>de</strong>codoare, blocuri <strong>de</strong> comandă, convertoare) cu rol <strong>de</strong> memorare a<br />
informaţiei, <strong>de</strong> control şi comandă secvenţială a perifericelor <strong>de</strong> proces şi <strong>de</strong> adaptare a<br />
semnalelor;<br />
- echipamente periferice (consola operatorului, imprimantă, memorie externă, bloc <strong>de</strong> afişaj<br />
numeric) cu rolul <strong>de</strong> a scoate şi <strong>de</strong> a introduce date în sistem.<br />
Utilizarea calculatoarelor <strong>de</strong> proces permite vizualizarea unor informaţii <strong>de</strong>spre<br />
parametrii procesului, <strong>de</strong>tectarea rapidă a <strong>de</strong>fecţiunilor apărute, eliminarea lucrărilor <strong>de</strong> rutină<br />
din activitatea operatorilor tehnologici (registre, bilanţuri datorate posibilităţii imprimării<br />
acestor date), <strong>optimizarea</strong> corelată în timp real a tuturor proceselor din instalaţia reglată<br />
automat.<br />
► Robotizarea a condus la înzestrarea proceselor <strong>de</strong> producţie cu sisteme automatizate,<br />
informatice, precum şi cu roboţi industriali.<br />
Roboţii industriali au apărut prin îmbinarea inteligenţei calculatorului cu<br />
manipulatoarele mecanice. Roboţii pot fi <strong>de</strong>finiţi ca maşini automate, programabile, care pot<br />
efectua lucrări simple, repetitive şi care au capacitatea <strong>de</strong> percepere şi interpretare a semnalelor<br />
din mediul exterior, precum şi capacitatea <strong>de</strong> adaptare la mediu în timpul procesului <strong>de</strong> lucru.<br />
Roboţii industriali se utilizez cu precă<strong>de</strong>re în ramuri industriale cu procese discontinue cui sunt<br />
industria constructoare <strong>de</strong> maşini, <strong>de</strong> prelucrare a lemnului industria uşoară ş.a., pentru<br />
executarea unor operaţii <strong>de</strong> sortam manipulare, transport, sudare, vopsire, lipire, asamblare etc.<br />
În figura 2.13 sunt ilustrate două exemple <strong>de</strong> operaţii executate ci ajutorul roboţilor industriali.<br />
Fig. 2.13 - Operaţii efectuate <strong>de</strong> roboţi industriali<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 84
Introducerea roboţilor industriali în sistemele <strong>de</strong> fabricaţie oferă numeroase avantaje<br />
muncitorilor, industriilor şi implicit ţărilor care le utilizează. Dintre acestea, pot fi enumerate:<br />
- creşterea securităţii muncii, prin utilizarea roboţilor în spaţii periculoase, în condiţii <strong>de</strong> mediu<br />
dăunătoare omului sau în condiţii necunoscute <strong>de</strong> exploatare;<br />
- creşterea calităţii produselor şi a productivităţii;<br />
- reducerea substanţială a preţului <strong>de</strong> cost, prin scă<strong>de</strong>rea consumurilor <strong>de</strong> materii prime;<br />
- scă<strong>de</strong>rea stocurilor <strong>de</strong> piese şi semifabricate;<br />
- înlocuirea omului în executarea unor acţiuni repetitive, monotone sau pentru manipularea<br />
maselor grele.<br />
Industriile mo<strong>de</strong>rne, caracterizate prin fabricaţie <strong>de</strong> unicat sau <strong>de</strong> serii mici şi mijlocii,<br />
utilizează cu precă<strong>de</strong>re automatizarea flexibilă, bazată pe folosirea microprocesoarelor, a<br />
roboţilor şi a informaticii industriale.<br />
Automatizarea, cibernetizarea şi robotizarea au <strong>de</strong>venit factori <strong>de</strong>cisivi în <strong>de</strong>zvoltarea<br />
fiecărei ţări, prin introducerea unor efecte pozitive substanţiale, atât în plan tehnico-economic,<br />
cât şi în plan social. în plan tehnico-economic, introducerea acestor tehnologii conduce la:<br />
- creşterea productivităţii muncii;<br />
- întărirea controlului asupra siguranţei în funcţionare a instalaţiilor industriale;<br />
- economisirea <strong>de</strong> energie şi <strong>de</strong> materii prime;<br />
- <strong>optimizarea</strong> costurilor <strong>de</strong> infrastructură;<br />
- realizarea unor operaţii <strong>de</strong> producţie complexe;<br />
- creşterea calităţii produselor.<br />
În plan social, efectele aplicării acestor tehnologii contribuie la:<br />
- îmbunătăţirea condiţiilor <strong>de</strong> muncă prin plasarea operatorului uman la distanţă faţă <strong>de</strong> sursele<br />
<strong>de</strong> zgomot, vibraţii, temperaturi extreme, noxe etc;<br />
- eliminarea stresului produs <strong>de</strong> acţiunile monotone, repetitive şi <strong>de</strong> manipulare a maselor grele;<br />
- creşterea securităţii muncii prin eliminarea pericolului <strong>de</strong> producere a exploziilor sau a<br />
incendiilor.<br />
c. Din punctul <strong>de</strong> ve<strong>de</strong>re al flexibilităţii, tehnologiile pot fi clasificate în:<br />
► sisteme cu flexibilitate naturală, la care maşinile pot fi folosite în orice succesiune pentru<br />
realizarea unui produs (<strong>de</strong> exemplu, atelierele <strong>de</strong> lăcătuşărie);<br />
► sisteme rigi<strong>de</strong>, în cadrul cărora se realizează un singur produs, schimbarea acestuia<br />
implicând modificarea componenţei şi a liniei <strong>de</strong> fabricaţie (<strong>de</strong> exemplu, benzile rulante din<br />
secţiile <strong>de</strong> asamblare);<br />
► sisteme cu flexibilitate artificială, cunoscute şi sub <strong>de</strong>numirea <strong>de</strong> sisteme flexibile <strong>de</strong><br />
fabricaţie, care pot realiza diferite produse fără intervenţia omului, folosind maşini-unelte<br />
programabile şi roboţi industriali.<br />
Flexibilitatea reprezintă capacitatea proceselor <strong>de</strong> fabricaţie <strong>de</strong> a se adapta la volume<br />
diferite <strong>de</strong> producţie, la o înnoire a produselor, sau <strong>de</strong> a adapta mijloace <strong>de</strong> producţie diferite,<br />
pentru a obţine acelaşi produs.<br />
Sistemele flexibile <strong>de</strong> fabricaţie sunt alcătuite din utilaje tehnologice programabile,<br />
dispozitive <strong>de</strong> schimbare automată a sculelor, dispozitive automate <strong>de</strong> încărcare - <strong>de</strong>scărcare a<br />
maşinilor-unelte, sisteme <strong>de</strong> <strong>de</strong>pozitare şi transport a pieselor şi a sculelor. Componenta <strong>de</strong> bază<br />
a unui sistem flexibil o constituie unitatea flexibilă, care este reprezentată <strong>de</strong> către o maşinăunealtă<br />
cu comandă numerică. Mai multe maşini-unelte a căror activitate este coordonată <strong>de</strong><br />
către un calculator <strong>de</strong> proces alcătuiesc o celulă flexibilă.<br />
d. Din punctul <strong>de</strong> ve<strong>de</strong>re al noutăţii proce<strong>de</strong>elor aplicate, tehnologiile pot fi:<br />
► clasice, utilizate pe scară largă în industria prelucrătoare;<br />
► neconvenţionale.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 85
Tehnologiile clasice <strong>de</strong> prelucrare a materialelor în ve<strong>de</strong>rea obţinerii <strong>de</strong> piese finite se<br />
materializează prin proce<strong>de</strong>e <strong>de</strong> turnare, <strong>de</strong> <strong>de</strong>formare plastică (laminare, forjare, trefilare,<br />
extrudare) şi prin aşchiere (strunjire, rabotare, frezare, găurire, alezare etc).<br />
Tehnologiile neconvenţionale nu înlocuiesc, ci completează tehnologiile <strong>de</strong> prelucrare<br />
clasică, în situaţiile în care acestea <strong>de</strong>vin nesatisfăcătoare: pentru prelucrarea unor materiale cu<br />
proprietăţi <strong>de</strong>osebite (materiale refractare, materiale cu duritate foarte mare, materiale<br />
compozite etc), imposibil sau greu <strong>de</strong> prelucrat prin proce<strong>de</strong>e clasice şi pentru prelucrarea unor<br />
piese <strong>de</strong> dimensiuni mici şi complexitate ridicată din mecanica fină, electronică, automatică ş.a.<br />
Prelucrările neconvenţionale se utilizează, în general, pentru în<strong>de</strong>părtarea exce<strong>de</strong>ntului <strong>de</strong><br />
material într-un proces <strong>de</strong> eroziune care se <strong>de</strong>sfăşoară între un agent eroziv (<strong>de</strong>scărcare electrică<br />
în impulsuri, substanţă chimică, jet <strong>de</strong> plasmă, radiaţii, ultrasunete) şi obiectul eroziunii (piesa<br />
<strong>de</strong> prelucrat).<br />
Costul instalaţiilor pentru prelucrări neconvenţionale este foarte ridicat, motiv pentru care<br />
utilizarea acestor tehnici <strong>de</strong> prelucrare este justificată numai în situaţiile în care proce<strong>de</strong>ele<br />
clasice sunt nesatisfăcătoare. Prelucrările neconvenţionale se realizează prin eroziune electrică,<br />
eroziune electrochimică, cu ultrasunete, cu fascicul <strong>de</strong> electroni, cu laser, prin eroziune cu<br />
plasmă etc<br />
Comparativ cu tehnologiile convenţionale, cele neconvenţionale prezintă o serie <strong>de</strong><br />
avantaje:<br />
- creşterea vitezei <strong>de</strong> <strong>de</strong>sfăşurare a proceselor;<br />
- reducerea timpului <strong>de</strong> prelucrare;<br />
- diminuarea consumului <strong>de</strong> materiale şi energie;<br />
- îmbunătăţirea calităţii produselor.<br />
Tehnologiile neconvenţionale necesită însă instalaţii complexe, medii <strong>de</strong> lucru <strong>de</strong>osebite<br />
(presiuni mari sau vid, medii speciale <strong>de</strong> ionizare). Costul prelucrării este mai mare <strong>de</strong>cât la<br />
prelucrările prin proce<strong>de</strong>e convenţionale şi poate fi redus prin creşterea numărului <strong>de</strong> piese <strong>de</strong><br />
acelaşi tip.<br />
Analiza <strong>sistemelor</strong> <strong>de</strong> fabricaţie din punctul <strong>de</strong> ve<strong>de</strong>re al tehnologiilor utilizate trebuie să<br />
evi<strong>de</strong>nţieze în ce măsură aceste sisteme sunt caracterizate prin capacitatea <strong>de</strong> a se adapta uşor<br />
unor noi sarcini <strong>de</strong> producţie, prin utilizarea proce<strong>de</strong>elor tehnologice adaptate tipului <strong>de</strong><br />
producţie şi <strong>de</strong> produse executate, prin conducerea automatizată, cibernetizată sau robotizată a<br />
producţiei. Tehnologiile noi (Fig. 2.14) reprezintă rezultatul creativităţii umane, al inovaţiei şi<br />
al progresului tehnic şi urmăresc atât creşterea flexibilităţii producţiei, a calităţii produselor, cât<br />
şi creşterea calităţii vieţii profesionale şi protecţia mediului ambiant.<br />
Fig. 2.14 - Prelucrare în 3D cu laser<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 86
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
Justificaţi alegerea criteriilor <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
răspunzând cerinţelor <strong>de</strong> mai jos:<br />
<strong>1.</strong> Definiţi ergonomia.<br />
2. Enumeraţi principiile ergonomice care stau la baza organizării<br />
locului <strong>de</strong> muncă.<br />
3. Enumeraţi cauzele apariţiei bolilor profesionale.<br />
4. Definiţi locul <strong>de</strong> muncă şi sarcina <strong>de</strong> producţie.<br />
5. Definiţi riscul profesional şi riscul tehnic.<br />
6. Indicaţi măsurile <strong>de</strong> ordin general care se aplică în scopul<br />
monitorizării factorilor <strong>de</strong> risc, al prevenirii, al limitării sau al<br />
contracarării consecinţelor acestora.<br />
7. Clasificaţi echipamentele <strong>de</strong> muncă după <strong>de</strong>stinaţie.<br />
8. Daţi exemple <strong>de</strong> trei echipamente <strong>de</strong> lucru.<br />
9. Enumeraţi echipamentele tehnice specifice proceselor automatizate.<br />
10. Enumeraţi echipamentele tehnice specifice proceselor<br />
cibernetizate.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 87
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
I. Faceţi legătura dintre elementele coloanei A, în care sunt<br />
enumerate boli legate <strong>de</strong> profesie, şi elementele coloanei B, în care suni<br />
indicaţi factori profesionali cauzali.<br />
A - Boli profesionale B - Factori cauzali<br />
<strong>1.</strong> Afecţiuni osteo-musculo-articulare a. Noxe chimice, temperatură ridicată<br />
2. Afecţiuni digestive b. Gaze iritante<br />
3. Afecţiuni neuropsihice c. Stres<br />
4. Hipoacuzie d. Zgomot peste limita maximă admisă<br />
e. Vibraţii, postură incomodă<br />
II. În scopul evaluării riscului profesional se parcurg mai multe etape.<br />
Stabiliţi ordinea cronologică <strong>de</strong> parcurgere a acestor etape:<br />
- Evaluarea riscurilor generate <strong>de</strong> pericole (estimarea probabilităţii şi a<br />
gravităţii consecinţelor şi <strong>de</strong>cizia încadrării riscului ca fiind acceptabil sau<br />
inacceptabil);<br />
- Colectarea informaţiilor legate <strong>de</strong> locul <strong>de</strong> muncă, <strong>de</strong> echipamente, <strong>de</strong><br />
lucrători etc;<br />
- I<strong>de</strong>ntificarea pericolelor care pot provoca acci<strong>de</strong>ntări, vătămări sau care<br />
pot cauza sănătăţii lucrătorilor;<br />
- Planificarea activităţilor <strong>de</strong> eliminare a riscurilor şi analiza evaluării;<br />
- Elaborarea documentaţiei <strong>de</strong> evaluare a riscurilor.<br />
III. Realizaţi un eseu cu tema „Evaluarea riscurilor asociate stresului<br />
la locul <strong>de</strong> muncă", cu următoarea structură <strong>de</strong> i<strong>de</strong>i:<br />
a. Stresul şi solicitările locului <strong>de</strong> muncă.<br />
b. Etape în evaluarea riscurilor asociate stresului.<br />
c. Măsuri organizatorice luate la locul <strong>de</strong> muncă pentru prevenirea<br />
stresului.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 88
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!<br />
Folosindu-vă <strong>de</strong> experienţa acumulată în cadrul activităţilor <strong>de</strong><br />
instruire practică din atelierul şcoală sau al celor <strong>de</strong>sfăşurate la diverşi<br />
agenţi economici, purtaţi discuţii cu colegul/colega <strong>de</strong> echipă şi în<strong>de</strong>pliniţi<br />
sarcinile prezentate în continuare.<br />
<strong>1.</strong> Analizaţi implicaţiile nerespectării principiilor ergonomice <strong>de</strong><br />
organizare a locului <strong>de</strong> muncă în în<strong>de</strong>plinirea funcţiei generale a unui<br />
sistem <strong>de</strong> fabricaţie.<br />
2. Alegeţi un loc <strong>de</strong> muncă specific domeniului vostru <strong>de</strong> calificare şi<br />
i<strong>de</strong>ntificaţi factorii <strong>de</strong> risc profesional care pot apărea.<br />
3. Analizaţi influenţa factorilor <strong>de</strong> risc profesional asupra <strong>de</strong>sfăşurării<br />
activităţii <strong>de</strong> producţie.<br />
Comunicaţi rezultatele activităţii voastre unei alte perechi din clasă.<br />
Ascultaţi şi apreciaţi activitatea acesteia.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 89
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!<br />
I. Formaţi echipe din 3-4 colegi. Priviţi cu atenţie imaginea din figura<br />
2.15 a, în care este reprezentată o maşină cu comandă numerică, ce poate<br />
realiza prelucrări complexe, la o singură prin<strong>de</strong>re a piesei, utilizând<br />
diverse scule, dispuse într-o magazie <strong>de</strong> scule, în condiţiile unei precizii<br />
<strong>de</strong> execuţie ridicate. Studiaţi figurile 2.15 b, c, d, e, f şi g, în care sunt<br />
ilustrate facilităţile oferite <strong>de</strong> utilizarea acestei maşini şi în<strong>de</strong>pliniţi<br />
sarcinile următoare:<br />
<strong>1.</strong> Indicaţi trei acţiuni pe care le efectuează operatorul în acest sistem <strong>de</strong><br />
fabricaţie.<br />
2. Analizaţi sistemul <strong>de</strong> fabricaţie prezentat din punctul <strong>de</strong> ve<strong>de</strong>re al<br />
respectării principiilor ergonomice în organizarea locului <strong>de</strong> muncă şi în<br />
utilizarea echipamentului tehnic, apoi apreciaţi dacă sunt în<strong>de</strong>plinite<br />
criteriile enunţate mai jos. Motivaţi răspunsul!<br />
a. Asigurarea posibilităţii <strong>de</strong> mişcare a executantului şi <strong>de</strong> modificare a<br />
poziţiei în timpul lucrului;<br />
b. Respectarea înălţimii planului <strong>de</strong> lucru în funcţie <strong>de</strong> poziţia angajatului;<br />
c. Organele <strong>de</strong> comandă ale echipamentului tehnic sunt vizibile,<br />
i<strong>de</strong>ntificabile cu uşurinţă şi marcate corespunzător; amplasarea lor se va<br />
face în afara zonei periculoase astfel încât manevrarea lor să nu genereze<br />
riscuri suplimentare;<br />
d. Amplasarea echipamentului tehnic asigură realizarea cu uşurinţă a<br />
operaţiilor pe care le efectuează operatorul, o poziţie <strong>de</strong> lucru confortabilă,<br />
mişcări în conformitate cu ritmurile naturale ale corpului, reducerea<br />
spaţiului şi a timpului <strong>de</strong> <strong>de</strong>plasare.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 90
Fig. 2.15 - Maşină cu comandă numerică şi facilităţi oferite <strong>de</strong> utilizarea acesteia a - maşină cu comandă<br />
numerică; b - arborele principal al maşinii, situat la 1050 mm <strong>de</strong> sol, cu un spaţiu <strong>de</strong> acces <strong>de</strong> 500 mm; c - uşa<br />
<strong>de</strong> acces glisantă; d - pupitru <strong>de</strong> comandă orientabil; e - acces frontal la rezervorul cu ulei; f - platformă mobilă<br />
<strong>de</strong> lubrifiere; g - panou pentru schimbarea sculelor.<br />
Alegeţi un li<strong>de</strong>r al echipei care să prezinte rezultatele activităţii şi<br />
celorlalţi colegi din clasă. După susţinerea prezentărilor <strong>de</strong> către toate<br />
grupele, realizaţi reciproc o evaluare a fiecărei echipe, argumentată cu<br />
note sau cu calificative.<br />
II. P.A. este mecanic <strong>de</strong> întreţinere, are vârsta <strong>de</strong> 60 <strong>de</strong> ani şi o<br />
vechime în muncă <strong>de</strong> 40 <strong>de</strong> ani. Munca acestuia se <strong>de</strong>sfăşoară atât în<br />
atelierul <strong>de</strong> reparaţii, cât şi în secţiile <strong>de</strong> bază ale întreprin<strong>de</strong>rii. în<br />
activitatea pe care o <strong>de</strong>sfăşoară pot apărea probleme precum expunerea la<br />
praf şi la zgomot sau lucrul în zone greu accesibile; uneori apare<br />
necesitatea lucrului în schimburi. P.A. utilizează în mod curent<br />
instrumente <strong>de</strong> măsură şi control mecanice şi electrice, testere,<br />
şurubelniţe, cleşti, pile, maşini <strong>de</strong> prelucrare prin aşchiere etc. Transcrieţi<br />
pe o foaie format A4 datele acestei situaţii-problemă şi rezolvaţi sarcinile<br />
următoare.<br />
<strong>1.</strong> Completaţi fişa <strong>de</strong> expunere la riscuri profesionale.<br />
2. I<strong>de</strong>ntificaţi riscurile.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 91
3. Completaţi fişa <strong>de</strong> evaluare a riscurilor.<br />
III. Munca unui tehnician mecanic pentru întreţinere şi reparaţii<br />
inclu<strong>de</strong> o gamă largă <strong>de</strong> activităţi legate <strong>de</strong> intervenţiile dintr-o întreprin<strong>de</strong>re,<br />
dintre care: inspectarea şi repararea maşinilor-unelte şi a<br />
dispozitivelor <strong>de</strong> transport, aplicarea unor teste <strong>de</strong> funcţionare,<br />
recondiţionarea unor componente pentru maşini şi echipamente, reglarea<br />
maşinilor conform indicatorilor <strong>de</strong> toleranţă specifici. Activitatea acestuia<br />
se <strong>de</strong>sfăşoară în ateliere ale întreprin<strong>de</strong>rilor sau în firme <strong>de</strong> service, în<br />
locuri greu accesibile, cu expunere la praf, zgomot, vibraţii.<br />
Echipamentele utilizate sunt: instrumente manuale, mijloace <strong>de</strong> măsurare<br />
şi diagnosticare, maşini, utilaje etc. Bazându-vă pe informaţii <strong>de</strong>spre<br />
activităţile tehnicianului mecanic pentru întreţinere şi reparaţii şi <strong>de</strong>spre<br />
condiţiile <strong>de</strong> lucru, consultativa în cadrul echipei şi rezolvaţi, în scris,<br />
cerinţele următoare.<br />
<strong>1.</strong> Precizaţi atribuţiile locului <strong>de</strong> muncă.<br />
2. Indicaţi factorii <strong>de</strong> risc tehnic şi profesional.<br />
3. întocmiţi fişa postului <strong>de</strong> tehnician mecanic pentru întreţinere şi<br />
reparaţii.<br />
Atenţie! Fişele pe care aţi rezolvat sarcinile <strong>de</strong> la activităţile II şi III pot<br />
intra în componenţa portofoliului echipei.<br />
IV. Dotarea cu echipament individual <strong>de</strong> protecţie se face în scopul<br />
prevenirii acci<strong>de</strong>ntelor <strong>de</strong> muncă şi a îmbolnăvirii profesionale. Echipamentele<br />
individuale <strong>de</strong> protecţie trebuie să fie utilizate atunci când<br />
riscurile nu pot fi evitate sau limitate prin mijloace tehnice <strong>de</strong> protecţie<br />
colectivă sau prin măsuri, meto<strong>de</strong> sau proce<strong>de</strong>e <strong>de</strong> organizare a muncii.<br />
Având în ve<strong>de</strong>re părţile corpului aflate în pericol <strong>de</strong> a fi vătămate,<br />
transcrieţi pe caiete şi completaţi tabelul <strong>de</strong> mai jos cu echipamentele<br />
individuale <strong>de</strong> protecţie necesare pentru fiecare dintre riscurile precizate.<br />
Riscuri Părţi ale corpului Echipament<br />
<strong>1.</strong> că<strong>de</strong>re <strong>de</strong> la înălţime craniu<br />
2. şoc, lovire, impact, compresiune craniu, ochi, faţă, piele, picioare,<br />
trunchi<br />
3. înţepare, tăiere, abraziune mâini, braţe, picioare, piele<br />
4. alunecare, că<strong>de</strong>re <strong>de</strong> la acelaşi nivel picioare<br />
5. expunere la frig trunchi, mâini, picioare<br />
6. expunere la pulberi ochi, căi respiratorii<br />
7. împroşcare, stropire cu diverse ochi, faţă, mâini, braţe<br />
substanţe<br />
8. expunere la căldură cap, trunchi<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 92
V. Priviţi cu atenţie figura <strong>de</strong> la pagina 61, în care este reprezentată schematic o celulă<br />
flexibilă robotizată, <strong>de</strong>stinată prelucrării arborilor. Semifabricatele utilizate sunt bare laminate<br />
cu masa <strong>de</strong> 15 kg. Echipamentele tehnice care intră în componenţa celulei sunt următoarele:<br />
- strung cu comandă numerică pentru execuţia operaţiei <strong>de</strong> <strong>de</strong>groşare (S1);<br />
- strung cu comandă numerică pentru execuţia operaţiei <strong>de</strong> finisare (S2);<br />
- robot industrial (RI);<br />
- dispozitiv <strong>de</strong> alimentare (DA);<br />
- dispozitiv <strong>de</strong> evacuare (DE);<br />
- calculator <strong>de</strong> proces (CP);<br />
- container cu semifabricate (CSf).<br />
Purtaţi discuţii în cadrul echipei şi în<strong>de</strong>pliniţi sarcinile următoare:<br />
<strong>1.</strong> Analizaţi celula <strong>de</strong> fabricaţie din punctul <strong>de</strong> ve<strong>de</strong>re al<br />
echipamentelor şi al tehnologiilor utilizate şi completaţi tabelul <strong>de</strong> mai<br />
jos:<br />
Criteriul <strong>de</strong> clasificare Tipul <strong>de</strong> tehnologie utilizat<br />
Nivelul <strong>de</strong> <strong>de</strong>zvoltare<br />
Gradul <strong>de</strong> înzestrare tehnică<br />
Noutatea proce<strong>de</strong>elor aplicate<br />
Flexibilitatea<br />
2. Apreciaţi care sunt beneficiile utilizării robotului industrial din punctul<br />
<strong>de</strong> ve<strong>de</strong>re al riscurilor profesionale.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 93
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișa <strong>de</strong> lucru<br />
Tehnologii <strong>de</strong> fabricaţie<br />
În figura <strong>de</strong> mai jos este prezentat un robot industrial care execută<br />
manipularea unor piese.<br />
Răspun<strong>de</strong> cerinţelor următoare:<br />
a. Defineşte robotul industrial.<br />
b. Indică tipul <strong>de</strong> sistem din punctul <strong>de</strong> ve<strong>de</strong>re al flexibilităţii.<br />
c. Menţionează alte două operaţii pentru execuţia cărora pot fi utilizaţi<br />
roboţii industriali.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 94
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Criterii <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie<br />
Notă. Toate subiectele sunt obligatorii.<br />
Se acordă 10 puncte din oficiu. Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 45 <strong>de</strong><br />
minute.<br />
Subiectul I (30 <strong>de</strong> puncte<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Disciplina care se ocupă cu studiul relaţiilor om - maşină - mediu în<br />
scopul optimizării activităţii omului şi a performanţelor sistemului din<br />
care acesta face parte se numeşte:<br />
a. psihologie;<br />
b. ergonomie;<br />
c. sociologie;<br />
d. antropometrie.<br />
2. Evaluarea riscurilor profesionale este efectuată <strong>de</strong> către:<br />
a. angajator, fără implicarea angajatului;<br />
b. angajat, fără implicarea angajatorului;<br />
c. angajator, cu implicarea obligatorie a angajatului;<br />
d. angajat, cu implicarea obligatorie angajatorului.<br />
3. Fişa <strong>de</strong> expunere la riscuri profesionale este specifică:<br />
a. fiecărei ramuri industriale;<br />
b. fiecărei întreprin<strong>de</strong>ri;<br />
c. fiecărui loc <strong>de</strong> muncă;<br />
d. fiecărui produs.<br />
I.2. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
F, dacă apreciaţi că răspunsul este fals, apoi modificaţi-le pe cele false<br />
astfel încât enunţurile să fie a<strong>de</strong>vărate.<br />
a. Calitatea <strong>de</strong> conformitate este <strong>de</strong>terminată <strong>de</strong> măsura în care execuţia<br />
produsului a respectat documentaţia <strong>de</strong> proiectare elaborată.<br />
b. Riscul tehnic se referă la probabilitatea unei vătămări sau îmbolnăviri a<br />
lucrătorului, ca urmare a expunerii la un pericol la locul <strong>de</strong> muncă.<br />
c. Echipamentele individuale <strong>de</strong> protecţie sunt utilizate pentru a proteja<br />
îmbrăcămintea personală împotriva uzurii şi a murdăririi excesive.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 95
Subiectul II (30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Completaţi spaţiile libere cu informaţiile corecte.<br />
a. Tehnologia <strong>de</strong> fabricaţie a unui produs impune executarea......într-o<br />
ordine <strong>de</strong>terminată şi prestabilită.<br />
b. Flexibilitatea reprezintă............proceselor <strong>de</strong> fabricaţie <strong>de</strong> a se adapta la<br />
volume diferite <strong>de</strong> producţie, la o înnoire a produselor sau<br />
<strong>de</strong> a adapta mijloace <strong>de</strong> producţie diferite pentru a obţine acelaşi produs.<br />
c. Ansamblul format din procesul supus automatizării şi.........care asigură<br />
automatizarea formează un sistem automat.<br />
II.2. Indicaţi trei echipamente tehnice specifice <strong>sistemelor</strong> automatizate.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Criterii <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie",<br />
având în ve<strong>de</strong>re următoarea structură <strong>de</strong> i<strong>de</strong>i:<br />
<strong>1.</strong> Enumerarea a cinci dintre criteriile <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
2. Definirea tehnologiei <strong>de</strong> fabricaţie a unui produs.<br />
3. Clasificarea tehnologiilor <strong>de</strong> fabricaţie după nivelul <strong>de</strong> <strong>de</strong>zvoltare.<br />
4. Justificarea alegerii tehnologiei <strong>de</strong> fabricaţie ţinând seama <strong>de</strong> criteriile<br />
<strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 96
2.3. METODE DE ANALIZĂ A SISTEMELOR DE<br />
FABRICAŢIE<br />
2.3.<strong>1.</strong> Fenomene stocastice<br />
Pe lângă studiul componentelor <strong>sistemelor</strong> <strong>de</strong> fabricaţie şi al interacţiunilor care au loc<br />
între ele, o problemă foarte importantă în analiza acestora o constituie <strong>de</strong>scrierea fenomenelor<br />
stocastice (întâmplătoare) care pot apărea. Acestea sunt:<br />
a. <strong>de</strong>fectarea şi repararea maşinilor şi a utilajelor;<br />
b. variaţia timpilor <strong>de</strong> prelucrare.<br />
a. Defectarea şi repararea maşinilor şi utilajelor<br />
Siguranţa în funcţionare este o cerinţă esenţială a <strong>sistemelor</strong> <strong>de</strong> fabricaţie. Un sistem<br />
tehnologic are o funcţionare corectă dacă evoluţia sa nu conţine erori, iar timpul <strong>de</strong> execuţie a<br />
unei comenzi nu <strong>de</strong>păşeşte o limită specificată.<br />
Conform standar<strong>de</strong>lor în vigoare, <strong>de</strong>fectul se <strong>de</strong>fineşte prin „neîn<strong>de</strong>plinirea unei cerinţe<br />
referitoare la o utilizare intenţionată sau specificată". Defectul este, <strong>de</strong>ci, o imperfecţiune a unui<br />
element al sistemului, care generează o funcţionare eronată.<br />
Defectarea unui sistem reprezintă <strong>de</strong>teriorarea sau întreruperea capacităţii acestuia <strong>de</strong> a<br />
asigura o funcţie cerută în condiţiile <strong>de</strong> funcţionare specificate.<br />
Un <strong>de</strong>fect nu conduce neapărat la o <strong>de</strong>tectare, sistemul putând continua să funcţioneze,<br />
dar la un nivel mai redus. Producerea unei <strong>de</strong>fectări este însă cauzată întot<strong>de</strong>auna <strong>de</strong> apariţia<br />
unuia sau a mai multor <strong>de</strong>fecte. Clasificarea <strong>de</strong>fectelor se poate face după mai multe criterii,<br />
conform tabelului 2.1<strong>1.</strong><br />
Tabelul 2.11 - Clasificarea <strong>de</strong>fectelor<br />
După durată După formă După extensie<br />
- permanente (fig. 2.16. a.); - sistematice; - locale;<br />
- tranzitorii (fig. 2.16. b.); - aleatorii. - globale.<br />
- intermitente (fig. 2.16. c);<br />
- cu zgomot (fig. 2.16. d.);<br />
- în <strong>de</strong>rivă (fig. 2.16. e.)<br />
Fig. 2.16 - Clasificarea <strong>de</strong>fectelor după durată<br />
În figura 2.16 sunt reprezentate grafic tipurile <strong>de</strong> <strong>de</strong>fecte, în funcţie <strong>de</strong> durată.<br />
Din punctul <strong>de</strong> ve<strong>de</strong>re al componentei afectate, pot apărea <strong>de</strong>fecte ale <strong>sistemelor</strong> mecanice, ale<br />
hardului sau ale softului.<br />
Cea mai importantă cauză a <strong>de</strong>fectării <strong>sistemelor</strong> mecanice o reprezintă fenomenul <strong>de</strong><br />
uzură. Apariţia uzurii conduce la scă<strong>de</strong>rea randamentului maşinii, ia creşterea consumului <strong>de</strong><br />
lubrifiant, la creşterea nivelului <strong>de</strong> zgomot şi vibraţii, la modificarea raportului <strong>de</strong> transmitere<br />
şi, în final, la <strong>de</strong>teriorarea sistemului mecanic, fără posibilitatea <strong>de</strong> reparare.<br />
În cazul maşinilor-unelte, a manipulatoarelor, a roboţilor industriali, a căror funcţie<br />
esenţială o reprezintă asigurarea preciziei cinematice, modificarea dimensiunilor elementelor<br />
componente datorată uzurii conduce la funcţionarea lor incorectă, adică la <strong>de</strong>fectare.<br />
În afara uzurii, <strong>de</strong>fecţiunile <strong>sistemelor</strong> mecanice mai pot fi cauzate <strong>de</strong>:<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 97
- factori <strong>de</strong> mediu ambiant (temperatură, umiditate, radiaţii solare, radiaţii nucleare,<br />
microorganisme, praf);<br />
- factorul uman, prin incompleta instruire sau prin neatenţie;<br />
- concepţia constructivă şi tehnologică nea<strong>de</strong>cvată.<br />
Defecţiunile pot fi clasificate după mai multe criterii, conform tabelului 2.12.<br />
Tabelul 2.12 - Criterii <strong>de</strong> clasificare ale <strong>de</strong>fecţiunilor <strong>sistemelor</strong> mecanice<br />
Nr. Criterii <strong>de</strong> clasificare<br />
crt.<br />
Tipul <strong>de</strong>fecţiunii<br />
<strong>1.</strong> Modul <strong>de</strong> <strong>de</strong>pistare - vizibilă<br />
- ascunsă<br />
2. Mijlocul <strong>de</strong> eliminare a <strong>de</strong>fecţiunii - prin schimbarea piesei <strong>de</strong>fecte<br />
- prin reglare<br />
- folosind un sistem mecanic<br />
nereparabil<br />
3. Consecinţa <strong>de</strong>fecţiunii - inerentă (cauzată <strong>de</strong> utilizarea<br />
4. Gradul <strong>de</strong> <strong>de</strong>pen<strong>de</strong>nţă a <strong>de</strong>fecţiunii<br />
necorespunzătoare)<br />
- critică majoră<br />
- critică minoră<br />
- <strong>de</strong>pen<strong>de</strong>ntă<br />
- in<strong>de</strong>pen<strong>de</strong>ntă<br />
5. Posibilitatea eliminării cauzei <strong>de</strong>fecţiunii - eliminabilă<br />
- neeliminabilă<br />
6. Complexitatea intervenţiei necesare pentru - simplă<br />
eliminarea <strong>de</strong>fecţiunii<br />
- complexă<br />
7. Viteza <strong>de</strong> apariţie - bruscă<br />
- progresivă<br />
8. Frecvenţa apariţiei <strong>de</strong>fecţiunii - unică<br />
- sistematică<br />
9. Nivelul <strong>de</strong> <strong>de</strong>fectare - total<br />
- parţial<br />
10. Ordinea <strong>de</strong> apariţie - primară<br />
- secundară<br />
Sistemele tehnice (maşini, utilaje, instalaţii) sunt alcătuite din mai multe părţi<br />
componente, fiecare dintre acestea caracterizându-se printr-o anumită fiabilitate.<br />
Fiabilitatea, <strong>de</strong>numită şi siguranţă în exploatare a produselor, reprezintă capacitatea unui<br />
produs <strong>de</strong> aşi în<strong>de</strong>plini funcţia pentru care a fost creat, pentru un interval <strong>de</strong> timp prestabilit.<br />
Fiabilitatea totală a sistemului R(t) este dată <strong>de</strong> produsul fiabilităților elementelor<br />
componente Ri(t).<br />
un<strong>de</strong>:<br />
R(t) - fiabilitatea totală a sistemului;<br />
Ri(t) - fiabilitatea unui element component;<br />
i = 1 ...n, un<strong>de</strong> n este numărul <strong>de</strong> elemente componente.<br />
Specific exprimării numerice a fiabilităţii este faptul că principalul indicator <strong>de</strong> fiabilitate<br />
se exprimă printr-o probabilitate, <strong>de</strong>ci printr-un număr cu valori cuprinse între 0 şi <strong>1.</strong><br />
în aprecierea fiabilităţii intră două componente:<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 98
- dimensiunea temporală;<br />
- condiţiile concrete <strong>de</strong> funcţionare (inclusiv mediul ambiant).<br />
Utilizând reprezentarea grafică din figura 2.17, se poate afirma că:<br />
- fiabilitatea sca<strong>de</strong> în timp (este o funcţie <strong>de</strong>screscătoare);<br />
- la momentul punerii în funcţiune, sistemul tehnic trebuie să aibă fiabilitatea maximă (valoarea<br />
fiabilităţii la momentul punerii în funcţiune este 1);<br />
- la durate mari <strong>de</strong> funcţionare (t →∞), fiabilitatea <strong>de</strong>vine nulă (R(t) = 0).<br />
Fig. 2.17 - Reprezentarea fiabilităţii în timp<br />
Fiabilitatea unui produs este legată <strong>de</strong> fenomenele <strong>de</strong> <strong>de</strong>fectare, pentru care se <strong>de</strong>finesc<br />
noţiunile <strong>de</strong> mentenabilitate, mentenanţă şi disponibilitate.<br />
Mentenabilitatea este probabilitatea ca un sistem tehnic <strong>de</strong>fect să fie repus în stare <strong>de</strong><br />
funcţionare într-un interval <strong>de</strong> timp prestabilit.<br />
Mentenanţa este activitatea <strong>de</strong>pusă în ve<strong>de</strong>rea restabilirii capacităţii <strong>de</strong> bună funcţionare<br />
a unui produs sau a unui sistem tehnic <strong>de</strong>fectat.<br />
Disponibilitatea este probabilitatea ca un sistem să fie apt <strong>de</strong> bună funcţionare după o<br />
activitate <strong>de</strong> mentenanţă.<br />
Pentru a realiza evaluarea previzională a fiabilităţii unui echipament tehnic (mecanic,<br />
electric, hidraulic sau pneumatic) se poate aplica metoda AMDEC - ET (Analiza Modurilor <strong>de</strong><br />
Defectare, a Efectelor şi a Criticităţii Echipamentelor Tehnice).<br />
AMDEC - ET este o metodă <strong>de</strong> analiză care are ca obiectiv evaluarea şi garantarea<br />
fiabilităţii, a mentenabiiităţii, a disponibilităţii şi a securităţii echipamentelor tehnice prin<br />
prevenirea <strong>de</strong>fectelor.<br />
Metoda AMDEC - ET implică parcurgerea mai multor etape, cuprinse în tabelul 2.13.<br />
Tabelul 2.13 - Etapele parcurse prin metoda AMDEC - ET<br />
Etape Acţiuni<br />
<strong>1.</strong> Iniţierea studiului - Definirea fazelor <strong>de</strong> funcţionare<br />
- Definirea obiectivelor analizei<br />
- Constituirea grupului <strong>de</strong> lucru<br />
- Stabilirea planului <strong>de</strong> acţiune<br />
- Punerea la punct a suporţilor <strong>de</strong> studiu<br />
2. Descompunerea funcţională a sistemului - Descompunerea pe subansambluri şi elemente componente<br />
- Schema contextului <strong>de</strong> utilizare a unui subansamblu<br />
- I<strong>de</strong>ntificarea funcţiilor elementelor componente<br />
3. Analiza AMDEC a sistemului - I<strong>de</strong>ntificarea modurilor <strong>de</strong> <strong>de</strong>fectare<br />
- Cercetarea cauzelor<br />
- Cercetarea efectelor<br />
- Recenzarea modurilor <strong>de</strong> <strong>de</strong>fectare<br />
- Estimarea timpilor <strong>de</strong> intervenţie<br />
- Evaluarea criteriilor <strong>de</strong> cotare<br />
- Calculul criticităţii<br />
4. Sinteza studiului - Ierarhizarea <strong>de</strong>fectelor<br />
- Lista punctelor critice<br />
- Lista recomandărilor<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 99
Sistemele <strong>de</strong> fabricaţie mo<strong>de</strong>rne au în componenţă sisteme <strong>de</strong> <strong>de</strong>tectare şi diagnoză a<br />
<strong>de</strong>fectelor (FDD - Fault Detection and Diagnosis).<br />
Funcţia <strong>de</strong> <strong>de</strong>tectare a <strong>de</strong>fectelor este o necesitate în orice sistem practic si este urmată<br />
<strong>de</strong> funcţia <strong>de</strong> localizare a <strong>de</strong>fectelor, în egală măsură importantă pentru buna funcţionare a<br />
<strong>sistemelor</strong>.<br />
Funcţia <strong>de</strong> diagnosticare a sistemului stabileşte o legătură cauză-efect între un simptom<br />
observat şi <strong>de</strong>fectarea care îi urmează, între cauzele şi consecinţele sale, utilizând algoritmi<br />
specifici şi conducând la <strong>de</strong>tectarea timpurie a situaţiilor anormale, prevenind astfel avarii<br />
importante.<br />
Performanţele unui sistem <strong>de</strong> <strong>de</strong>tecţie şi diagnoză sunt <strong>de</strong>terminate <strong>de</strong> următoarele<br />
caracteristici ale sistemului:<br />
• promptitudinea <strong>de</strong>tecţiei: <strong>de</strong>tectarea <strong>de</strong>fectelor la puţin timp după apariţia acestora;<br />
• sensibilitatea la <strong>de</strong>fect: capacitatea sistemului <strong>de</strong> a <strong>de</strong>tecta erori relativ mici;<br />
• robusteţea: capacitatea sistemului <strong>de</strong> a funcţiona în prezenţa zgomotului, a perturbaţiilor şi a<br />
erorilor <strong>de</strong> mo<strong>de</strong>lare;<br />
• exactitatea: i<strong>de</strong>ntificarea corectă a componentelor <strong>de</strong>fecte.<br />
Meto<strong>de</strong>le <strong>de</strong> <strong>de</strong>tectare şi diagnoză ale <strong>de</strong>fectelor nu au un caracter universal. în funcţie <strong>de</strong><br />
natura proceselor, a echipamentelor sau a <strong>sistemelor</strong> <strong>de</strong> conducere, trebuie să se pună în<br />
practică, <strong>de</strong> fiecare dată, meto<strong>de</strong> specifice care să ţină cont <strong>de</strong> tehnologiile folosite.<br />
Procedura <strong>de</strong> <strong>de</strong>tectare şi diagnosticare se focalizează întot<strong>de</strong>auna în jurul următoarelor<br />
etape:<br />
- extragerea <strong>de</strong> informaţii necesare comparării caracteristicilor asociate funcţionării normale şi<br />
anormale, utilizând mijloace <strong>de</strong> măsură a<strong>de</strong>cvate, precum şi observaţii utile furnizate <strong>de</strong> către<br />
personalul <strong>de</strong> exploatare şi supraveghere a instalaţiei;<br />
- elaborarea caracteristicilor asociate simptomelor revelatoare <strong>de</strong> <strong>de</strong>fectare, cu scopul <strong>de</strong>tectării<br />
unei disfuncţionalităţi;<br />
- utilizarea unei meto<strong>de</strong> <strong>de</strong> diagnosticare a <strong>de</strong>fectelor, plecând <strong>de</strong> la utilizarea relaţiilor cauzăefect;<br />
- luarea <strong>de</strong>ciziei în funcţie <strong>de</strong> consecinţele <strong>de</strong>fectelor <strong>de</strong>tectate. Această etapă poate conduce la<br />
o oprire a instalaţiei, dacă consecinţele sunt grave, sau la o reconfigurare a funcţionării<br />
instalaţiei.<br />
Reconfigurarea funcţionării instalaţiei constă în:<br />
► reparametrizarea comenzii, dacă <strong>de</strong>fectele constatate sunt minore;<br />
► înlocuirea elementelor funcţionale blocate, dacă <strong>de</strong>fectele constatate sunt majore.<br />
În strânsă relaţie cu diagnoza, funcţia <strong>de</strong> mentenanţă contribuie la creşterea siguranţei în<br />
funcţionare, permiţând urmărirea stării maşinilor, a utilajelor şi a instalaţiilor, precum şi<br />
planificarea a<strong>de</strong>cvată pentru realizarea operaţiilor <strong>de</strong> întreţinere şi reparare.<br />
Activitatea <strong>de</strong> întreţinere şi reparare a utilajelor are ca obiective principale:<br />
- menţinerea utilajului în stare <strong>de</strong> funcţionare pe o perioadă cât mai în<strong>de</strong>lungată;<br />
- evitarea uzurii excesive şi a ieşirii în mod acci<strong>de</strong>ntal din funcţiune;<br />
- creşterea timpului <strong>de</strong> funcţionare atât prin mărirea duratei dintre două intervenţii tehnice, cât<br />
şi prin reducerea timpilor necesari executării reparaţiilor;<br />
- mo<strong>de</strong>rnizarea maşinilor şi a utilajelor învechite.<br />
Reparaţia este lucrarea efectuată în scopul menţinerii utilajului <strong>de</strong> producţie în stare <strong>de</strong><br />
funcţionare. Pentru a evita ieşirea acci<strong>de</strong>ntală din funcţiune a utilajului, s-au elaborat două<br />
tipuri <strong>de</strong> sisteme <strong>de</strong> întreţinere şi reparare a utilajelor:<br />
<strong>1.</strong> sistemul <strong>de</strong> întreţinere şi reparare pe baza constatărilor;<br />
2. sistemul <strong>de</strong> întreţinere şi reparare preventiv-planificat.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 100
Sistemul <strong>de</strong> întreţinere şi reparare pe baza constatărilor preve<strong>de</strong> supravegherea<br />
sistematică a modului <strong>de</strong> funcţionare a utilajului <strong>de</strong> către personalul specializat şi întocmirea<br />
unei fişe care cuprin<strong>de</strong> informaţii <strong>de</strong>spre <strong>de</strong>fecţiunile constatate, reparaţiile care trebuie<br />
efectuate, precum şi data intrării în reparaţie. Acest sistem are <strong>de</strong>zavantajul că nu permite<br />
elaborarea unui plan <strong>de</strong> reparaţii pentru o perioadă în<strong>de</strong>lungată <strong>de</strong> timp, ceea ce creează<br />
dificultăţi în activitatea <strong>de</strong> producţie.<br />
Sistemul <strong>de</strong> întreţinere şi reparare preventiv-planificat permite <strong>de</strong>sfăşurarea unor<br />
activităţi <strong>de</strong> întreţinere, control şi reparare, care se efectuează la intervale <strong>de</strong> timp bine<br />
<strong>de</strong>terminate, cu scopul <strong>de</strong> a preveni apariţia uzurii premature şi a avariilor şi <strong>de</strong> a menţine<br />
calităţile <strong>de</strong> exploatare necesare funcţionării normale a utilajului. Acest sistem poate fi aplicat<br />
prin două meto<strong>de</strong>: metoda standard şi metoda după revizie.<br />
Conform meto<strong>de</strong>i standard, fiecare utilaj intră în reparaţie la intervale <strong>de</strong> timp bine<br />
stabilite, indiferent <strong>de</strong> starea lui <strong>de</strong> funcţionare, pe baza unei documentaţii tehnice bine<br />
întocmite.<br />
Metoda după revizie constă în aplicarea unei revizii tehnice prealabile, cu rolul <strong>de</strong> a<br />
stabili concret lucrările care trebuie executate pentru fiecare utilaj, eliminând astfel posibilitatea<br />
efectuării unor reparaţii care nu sunt impuse <strong>de</strong> starea tehnică a acestuia.<br />
În afara intervenţiilor tehnice prevăzute prin sistemul <strong>de</strong> reparaţii preventiv-planificat, în<br />
cadrul întreprin<strong>de</strong>rii se mai execută şi alte tipuri <strong>de</strong> reparaţii:<br />
- reparaţii acci<strong>de</strong>ntale <strong>de</strong>terminate <strong>de</strong> ieşirea neprevăzuţi din funcţiune a utilajelor;<br />
- reparaţii <strong>de</strong> renovare efectuate în cazul utilajelor care au un grad avansat <strong>de</strong> uzură fizică şi<br />
care necesită lucrări <strong>de</strong> mo<strong>de</strong>rnizare;<br />
- reparaţii <strong>de</strong> avarii cauzate <strong>de</strong> exploatarea necorespunzătoare a utilajelor sau <strong>de</strong> calamităţi<br />
naturale (cutremure, inundaţii etc).<br />
Pe parcursul utilizării lor, maşinile şi utilajele sunt supuse atât uzurii fizice, cât şi uzurii<br />
morale. Uzura fizică este înlăturată prii activităţile <strong>de</strong> întreţinere şi reparare, iar uzura morală<br />
poate 1 încetinită prin mo<strong>de</strong>rnizarea utilajelor.<br />
Meto<strong>de</strong>le mo<strong>de</strong>rne <strong>de</strong> executare a reparaţiilor au ca scop reducerea duratei <strong>de</strong><br />
execuţie a acestora, scă<strong>de</strong>rea cheltuielilor şi creşterea calităţii lucrărilor <strong>de</strong> reparaţie.<br />
Dintre meto<strong>de</strong>le mo<strong>de</strong>rne <strong>de</strong> executare a reparaţiilor fac parte metoda <strong>de</strong> reparare pe<br />
subansambluri şi metoda <strong>de</strong> reparare după principiul liniilor <strong>de</strong> producţie în flux.<br />
► Metoda <strong>de</strong> reparare pe subansambluri, aplicabilă în cadrul întreprin<strong>de</strong>rilor care au<br />
un număr mare <strong>de</strong> utilaje <strong>de</strong> acelaşi tip,: preve<strong>de</strong> <strong>de</strong>montarea pieselor şi a subansamblurilor<br />
uzate şi înlocuirea acestora cu altele i<strong>de</strong>ntice, existente într-un stoc <strong>de</strong> subansambluri în stare <strong>de</strong><br />
funcţionare. Subansamblurile <strong>de</strong>fecte vor fi reparate şi vor intra în componenţa stocului <strong>de</strong><br />
subansambluri funcţionale. Această metodă reduce timpul <strong>de</strong> reparaţii, mărind, implicit, durata<br />
<strong>de</strong> funcţionare a utilajului.<br />
► Metoda <strong>de</strong> reparare după principiul liniilor <strong>de</strong> producţie în flux se aplică<br />
utilajelor care necesită <strong>de</strong>montarea <strong>de</strong> pe fundaţii şi transportarea în atelierele <strong>de</strong> reparaţii.<br />
Pentru executarea reparaţiilor se vor utiliza posibilităţile oferite <strong>de</strong> liniile <strong>de</strong> producţie în flux<br />
din cadrul secţiilor <strong>de</strong> bază ale întreprin<strong>de</strong>rii.<br />
b. Variaţia timpilor <strong>de</strong> prelucrare<br />
O problemă importantă a organizării producţiei o reprezintă echilibrarea acesteia şi<br />
constă, în esenţă, în egalizarea timpilor <strong>de</strong> execuţie a tuturor operaţiilor <strong>de</strong> la fiecare loc <strong>de</strong><br />
muncă, pentru a se obţine o durată egală, <strong>de</strong>numită tact sau ca<strong>de</strong>nţă. în acest mod, se asigură<br />
capacitatea dorită şi o activitate continuă, în condiţii <strong>de</strong> efort minim şi <strong>de</strong> confort maxim pentru<br />
executanţi. Obiectivul echilibrării timpilor <strong>de</strong> prelucrare este <strong>de</strong> a minimiza costurile <strong>de</strong><br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 101
producţie pentru o ca<strong>de</strong>nţă <strong>de</strong> lucru dorită, cu o încărcare uniformă şi completă a forţei <strong>de</strong><br />
muncă şi a utilajelor, a ceea ce se realizează practic, prin minimizarea timpilor <strong>de</strong> neutilizare a<br />
maşinilor.<br />
Problema echilibrării liniei se pune în toate cazurile în care durata executării operaţiilor<br />
nu poate fi egală cu tactul sau cu un multiplu al acestuia.<br />
Variaţia timpilor <strong>de</strong> prelucrare poate conduce la efectele enumerate în figura 2.18.<br />
Fig. 2.18 - Efectele variaţiei timpilor <strong>de</strong> prelucrare<br />
În cazul producţiei <strong>de</strong> serie mică, care are un pronunţat caracter manual, dificultăţile <strong>de</strong><br />
echilibrare sunt <strong>de</strong>terminate <strong>de</strong>:<br />
- variaţia în<strong>de</strong>mânării executanţilor în timpul schimbului;<br />
- gradul diferit <strong>de</strong> dotare tehnică a liniilor tehnologice;<br />
- executarea fazelor operaţiilor într-o ordine subiectivă. Din cauza dificultăţilor <strong>de</strong> divizare,<br />
operaţiile <strong>de</strong> prelucrare se echilibrează mai greu comparativ cu cele <strong>de</strong> asamblare.<br />
2.3.2. Meto<strong>de</strong> <strong>de</strong> analiză a funcţionării sistemului <strong>de</strong> fabricaţie<br />
Sistemele <strong>de</strong> fabricaţie actuale sunt caracterizate printr-un înalt grad <strong>de</strong> complexitate, din<br />
cauza numeroaselor elemente componente, a interacţiunilor dintre acestea, precum şi a<br />
diversităţii fenomenelor şi a proceselor care au loc în interiorul lor.<br />
Pentru a utiliza eficient un sistem <strong>de</strong> fabricaţie este necesară analiza funcţionării lui luând<br />
în consi<strong>de</strong>raţie fenomenele stocastice (aleatorii) care apar în sistem.<br />
Meto<strong>de</strong>le <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie se aplică în scopul optimizării proceselor<br />
<strong>de</strong> proiectare, al îmbunătăţirii fabricaţiei şi al reducerii costului <strong>de</strong> producţie.<br />
Analiza <strong>sistemelor</strong> <strong>de</strong> fabricaţie (Fig. 2.19) se poate face fie prin meto<strong>de</strong> analitice, care<br />
recurg la <strong>de</strong>scompunerea întregului în părţi componente, fie prin tehnici <strong>de</strong> simulare<br />
(inductive), care permit abordarea sistemică, integratoare a fabricaţiei, ceea ce a condus, în<br />
ultima perioadă, la rezultate valoroase în plan teoretic şi practic.<br />
Fig. 2.19 - Meto<strong>de</strong> <strong>de</strong> analiză a funcţionării <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Meto<strong>de</strong>le analitice <strong>de</strong> analiză a unui sistem propun separarea obiectului în elemente<br />
componente, <strong>de</strong>terminarea locului şi a rolului fiecărui element, precum şi i<strong>de</strong>ntificarea<br />
raporturilor <strong>de</strong> inter<strong>de</strong>pen<strong>de</strong>nţă cu celelalte elemente din sistem. Aceste meto<strong>de</strong> permit<br />
obţinerea rapidă a soluţiei problemei <strong>de</strong> conducere a sistemului printr-un raţionament bazat pe<br />
algoritmi. Algoritmul reprezintă o succesiune <strong>de</strong> operaţii parcursă în scopul soluţionării unei<br />
probleme.<br />
Simularea <strong>sistemelor</strong> <strong>de</strong> fabricaţie se realizează pe calculator, prin utilizarea unor<br />
programe specializate, şi are ca scop analiza comportării <strong>sistemelor</strong> în cazul variaţiei unor<br />
parametri caracteristici. Simularea oferă o imagine a comportării sistemului <strong>de</strong> fabricaţie în<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 102
diverse situaţii, utilizând un mo<strong>de</strong>l al acestuia. Simularea se realizează prin parcurgerea<br />
următoarelor etape:<br />
<strong>1.</strong> <strong>de</strong>scrierea mo<strong>de</strong>lului;<br />
2. execuţia efectivă a mo<strong>de</strong>lului;<br />
3. efectuarea analizei.<br />
Mo<strong>de</strong>larea unui sistem este o reprezentare logică a părţilor importante din sistem.<br />
Mo<strong>de</strong>lul <strong>de</strong> simulare <strong>de</strong>scrie sistemul <strong>de</strong> fabricaţie în termeni specifici unui limbaj <strong>de</strong><br />
programare, <strong>de</strong>numit limbaj <strong>de</strong> simulare. Mo<strong>de</strong>lele sunt utilizate pentru a ajuta în explicarea,<br />
înţelegerea sau îmbunătăţirea unui sistem real. Pentru sistemele <strong>de</strong> fabricaţie se folosesc, în<br />
general, mo<strong>de</strong>le matematice sau grafice.<br />
Într-un mo<strong>de</strong>l matematic, componentele unui sistem <strong>de</strong> fabricaţie şi atributele lor sunt<br />
reprezentate <strong>de</strong> variabile matematice.<br />
Într-un mo<strong>de</strong>l grafic, operaţiile dintr-un sistem <strong>de</strong> fabricaţie pot fi vizualizate cu ajutorul<br />
unor imagini simplificate, numite icoane, sau al simbolurilor. Mo<strong>de</strong>lele grafice sunt foarte<br />
apropiate <strong>de</strong> sistemele reale. Simularea <strong>sistemelor</strong> <strong>de</strong> fabricaţie prezintă atât avantaje, cât şi<br />
<strong>de</strong>zavantaje (Tabelul 2.14).<br />
Tabelul 2.14 - Avantajele şi <strong>de</strong>zavantajele simulării <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Avantaje Dezavantaje<br />
► testarea <strong>de</strong> noi meto<strong>de</strong>, proce<strong>de</strong>e, sisteme <strong>de</strong> transport, moduri<br />
<strong>de</strong> organizare, fluxuri informaţionale etc, fără funcţionarea<br />
sistemului;<br />
► analiza interacţiunilor dintre variabilele sistemului şi a<br />
performanţelor acestuia, în diverse situaţii;<br />
► i<strong>de</strong>ntificarea blocajelor din sistem;<br />
► i<strong>de</strong>ntificarea cauzelor apariţiei fenomenelor stocastice.<br />
► construirea mo<strong>de</strong>lului<br />
cere experienţă;<br />
► rezultatele simulării pot<br />
fi dificil <strong>de</strong> interpretat;<br />
► analiza mo<strong>de</strong>lării cere<br />
timp în<strong>de</strong>lungat;<br />
► simularea prezintă<br />
riscuri în aplicare;<br />
► produsele software<br />
utilizate sunt scumpe.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 103
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
I. I<strong>de</strong>ntificaţi fenomenele care au loc într-un proces <strong>de</strong> fabricaţie<br />
răspunzând cerinţelor <strong>de</strong> mai jos.<br />
<strong>1.</strong> Numiţi fenomenele stocastice (întâmplătoare) care pot apărea într-un<br />
sistem <strong>de</strong> fabricaţie.<br />
2. Definiţi conceptele <strong>de</strong> „<strong>de</strong>fect" şi „<strong>de</strong>fectare".<br />
3. Clasificaţi <strong>de</strong>fectele după durată.<br />
4. Enumeraţi cauzele apariţiei <strong>de</strong>fectelor <strong>sistemelor</strong> mecanice.<br />
5. Explicaţi conceptul <strong>de</strong> fiabilitate.<br />
6. Explicaţi care este scopul aplicării meto<strong>de</strong>i AMDEC - ET.<br />
7. Enumeraţi etapele procedurii <strong>de</strong> <strong>de</strong>tectare şi diagnosticare a <strong>sistemelor</strong><br />
<strong>de</strong> fabricaţie.<br />
8. Precizaţi care sunt obiectivele activităţii <strong>de</strong> întreţinere şi reparare a<br />
utilajelor.<br />
9. Precizaţi care este scopul meto<strong>de</strong>lor mo<strong>de</strong>rne <strong>de</strong> executare a<br />
reparaţiilor.<br />
10. Enumeraţi două meto<strong>de</strong> mo<strong>de</strong>rne <strong>de</strong> executare a reparaţiilor.<br />
II. Răspun<strong>de</strong>ţi cerinţelor <strong>de</strong> mai jos referitoare la utilizarea meto<strong>de</strong>lor<br />
<strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
<strong>1.</strong> Precizaţi scopul aplicării meto<strong>de</strong>lor <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie.<br />
2. Enumeraţi meto<strong>de</strong>le <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
3. Descrieţi meto<strong>de</strong>le analitice <strong>de</strong> analiză.<br />
4. Precizaţi etapele parcurse în simularea <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 104
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
I. În coloana A sunt indicate performanţe ale <strong>sistemelor</strong> <strong>de</strong> <strong>de</strong>tectare<br />
şi diagnoză a <strong>de</strong>fectelor, iar în coloana B sunt date <strong>de</strong>finiţiile acestora.<br />
Copiaţi, pe caiete, cele două coloane, apoi stabiliţi asocierile corecte dintre<br />
fiecare cifră din coloana A şi litera corespunzătoare din coloana B.<br />
A - Performanţe B - Definiţii<br />
<strong>1.</strong> Exactitate<br />
2. Promptitudinea<br />
<strong>de</strong>tecţiei<br />
3. Sensibilitatea la<br />
<strong>de</strong>fect<br />
4. Robusteţe<br />
a. capacitatea sistemului <strong>de</strong> a <strong>de</strong>tecta erori relativ mici<br />
b. capacitatea sistemului <strong>de</strong> a funcţiona în prezenţa zgomotului cu cât<br />
mai puţine alarme false<br />
c. <strong>de</strong>tectarea <strong>de</strong>fectelor la puţin timp după apariţia acestora<br />
d. evitarea i<strong>de</strong>ntificării incorecte a componentelor <strong>de</strong>fecte<br />
e. siguranţa în exploatare<br />
II. Stabiliţi ordinea cronologică <strong>de</strong> parcurgere a etapelor <strong>de</strong> <strong>de</strong>tectare<br />
şi diagnosticare a <strong>de</strong>fectelor:<br />
- luarea <strong>de</strong>ciziei în funcţie <strong>de</strong> consecinţele <strong>de</strong>fectelor <strong>de</strong>tectate;<br />
- extragerea <strong>de</strong> informaţii necesare comparării caracteristicilor asociate<br />
funcţionării normale şi anormale, utilizând mijloace <strong>de</strong> măsură a<strong>de</strong>cvate,<br />
precum şi <strong>de</strong> observaţii utile furnizate <strong>de</strong> către personalul <strong>de</strong> exploatare şi<br />
supraveghere a instalaţiei;<br />
- utilizarea unei meto<strong>de</strong> <strong>de</strong> diagnosticare a <strong>de</strong>fectelor plecând <strong>de</strong> la<br />
utilizarea relaţiilor cauză-efect;<br />
- elaborarea caracteristicilor asociate simptomelor revelatoare <strong>de</strong> <strong>de</strong>fecte,<br />
cu scopul <strong>de</strong>tectării unei disfuncţionalităţi.<br />
III. Realizaţi un eseu cu tema „Fenomene stocastice în sistemele <strong>de</strong><br />
fabricaţie", după următoarea structură:<br />
a. Enumerarea fenomenelor stocastice care au loc în sistemele <strong>de</strong><br />
fabricaţie.<br />
b. Indicarea principalelor cauze ale apariţiei <strong>de</strong>fectelor <strong>sistemelor</strong><br />
mecanice.<br />
c. Clasificarea meto<strong>de</strong>lor <strong>de</strong> analiză a <strong>sistemelor</strong>.<br />
d. Justificarea necesităţii echilibrării liniilor <strong>de</strong> producţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 105
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!<br />
Folosindu-vă <strong>de</strong> experienţa acumulată în timpul stagiilor <strong>de</strong> pregătire<br />
practică, purtaţi discuţii cu colegul/colega <strong>de</strong> bancă şi răspun<strong>de</strong>ţi<br />
cerinţelor următoare:<br />
<strong>1.</strong> Enumeraţi cauzele apariţiei <strong>de</strong>fecţiunilor <strong>sistemelor</strong> mecanice.<br />
2. Analizaţi influenţa uzurii asupra stării tehnice a <strong>sistemelor</strong> mecanice<br />
specifice domeniului vostru <strong>de</strong> calificare.<br />
3. Precizaţi care sunt obiectivele activităţii <strong>de</strong> întreţinere şi reparaţii.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 106
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
FIȘĂ DE EVALUARE.<br />
Meto<strong>de</strong> <strong>de</strong> analiză a funcţionării sistemului <strong>de</strong> fabricaţie<br />
Pentru a realiza un studiu comparativ al meto<strong>de</strong>lor <strong>de</strong> analiză aplicate<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie, copiază tabelul <strong>de</strong> mai jos pe caietele <strong>de</strong> clasă şi<br />
apoi completează conform cerinţelor specificate în prima coloană.<br />
Meto<strong>de</strong> analitice Tehnici <strong>de</strong> simulare<br />
Scopul aplicării<br />
Definire<br />
Avantaje<br />
Dezavantaje<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 107
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru<br />
Repararea maşinilor şi a utilajelor<br />
<strong>1.</strong> Stabileşte asocierile corecte dintre elementele coloanei A, în care<br />
sunt enumerate diverse tipuri <strong>de</strong> reparaţii, şi elementele coloanei B, în care<br />
sunt enumerate condiţiile în care se aplică acestea.<br />
A - Tipuri <strong>de</strong> B - Condiţii <strong>de</strong> aplicare<br />
reparaţii<br />
a. reparaţii <strong>1.</strong> utilajul a trecut prin mai multe reparaţii capitale şi are un grad avansat<br />
acci<strong>de</strong>ntale <strong>de</strong> uzură<br />
b. reparaţii <strong>de</strong> 2. ieşirea neprevăzută din funcţiune a utilajului<br />
renovare<br />
c. reparaţii <strong>de</strong> avarii 3. utilajul a fost exploatat necorespunzător<br />
2. În figura <strong>de</strong> mai jos este prezentat un robot industrial utilizat întrun<br />
sistem <strong>de</strong> fabricaţie.<br />
a. Indică tipul <strong>de</strong> sistem din punctul <strong>de</strong> ve<strong>de</strong>re al flexibilităţii.<br />
b. Denumeşte trei operaţii care pot fi efectuate <strong>de</strong> roboţii industriali.<br />
c. Precizează trei dintre avantajele utilizării roboţilor industriali în<br />
sistemele <strong>de</strong> fabricaţie mo<strong>de</strong>rne.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 108
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Meto<strong>de</strong> <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie<br />
Notă. Toate subiectele sunt obligatorii.<br />
Se acordă 10 puncte din oficiu. Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 45 <strong>de</strong><br />
minute.<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-3), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Activitatea <strong>de</strong>pusă în ve<strong>de</strong>rea restabilirii capacităţii <strong>de</strong> bună funcţionare<br />
a unui produs sau a unui sistem tehnic <strong>de</strong>fectat se numeşte:<br />
a. fiabilitate;<br />
b. disponibilitate;<br />
c. mentenanţa;<br />
d. mentenabilitate.<br />
2. La momentul punerii în funcţiune, fiabilitatea unui sistem tehnic trebuie<br />
să fie:<br />
a. 0;<br />
b. 1;<br />
c. 2;<br />
d. +∞.<br />
3. Printre fenomenele stocastice care pot apărea într-un sistem <strong>de</strong><br />
fabricaţie se numără şi:<br />
a. <strong>de</strong>fectarea;<br />
b. sincronizarea;<br />
c. concurenţa;<br />
d. simularea.<br />
I.2. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
F, dacă apreciaţi că răspunsul este fals, apoi transformaţi-le pe cele false<br />
în enunţuri a<strong>de</strong>vărate.<br />
a. Un sistem tehnologic are o funcţionare corectă dacă evoluţia sa nu<br />
conţine erori, iar timpul <strong>de</strong> execuţie a unei comenzi nu <strong>de</strong>păşeşte o limită<br />
specificată.<br />
b. Meto<strong>de</strong>le <strong>de</strong> <strong>de</strong>tectare şi diagnoză a <strong>de</strong>fectelor au un caracter universal.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 109
c. Reconfigurarea funcţionării unei instalaţii constă în reparametrizarea<br />
comenzii, în situaţia în care <strong>de</strong>fectele constatate sunt majore.<br />
Subiectul II 30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Scrieţi pe foaia <strong>de</strong> lucrare informaţia corectă care completează<br />
spaţiile libere din enunţurile <strong>de</strong> mai jos:<br />
a. Reparaţiile......sunt <strong>de</strong>terminate <strong>de</strong> ieşirea neprevăzută din funcţiune a<br />
utilajelor.<br />
b. Echilibrarea liniei <strong>de</strong> producţie constă în......... timpilor <strong>de</strong> execuţie a<br />
operaţiilor.<br />
c. Cea mai importantă cauză a <strong>de</strong>fectării <strong>sistemelor</strong> mecanice o<br />
reprezintă.......<br />
II.2. Enumeraţi trei dintre principalele obiective ale activităţii <strong>de</strong><br />
întreţinere şi reparare a utilajelor.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Meto<strong>de</strong> <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie", având în ve<strong>de</strong>re structura <strong>de</strong> i<strong>de</strong>i următoare:<br />
a. Enumerarea a două dintre fenomenele stocastice care pot apărea în<br />
sistemele <strong>de</strong> fabricaţie.<br />
b. Clasificarea meto<strong>de</strong>lor <strong>de</strong> analiză.<br />
c. Enumerarea etapelor <strong>de</strong> aplicare a simulării.<br />
d. Justificarea aplicării simulării pentru analiza <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 110
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Capitolul 2<br />
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 2 ore.<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare dintre cerinţele <strong>de</strong> mai jos (1-5), scrieţi litera<br />
corespunzătoare răspunsului corect:<br />
<strong>1.</strong> Exactitatea <strong>sistemelor</strong> <strong>de</strong> <strong>de</strong>tectare şi diagnosticare a <strong>de</strong>fectelor se<br />
referă la:<br />
a. capacitatea <strong>de</strong> <strong>de</strong>tectare a <strong>de</strong>fectelor la puţin timp după apariţia<br />
acestora;<br />
b. capacitatea sistemului <strong>de</strong> a <strong>de</strong>tecta erori relativ mici;<br />
c. capacitatea sistemului <strong>de</strong> a funcţiona în prezenţa zgomotului, a<br />
perturbaţiilor şi a erorilor <strong>de</strong> mo<strong>de</strong>lare, cu cât mai puţine alarme false;<br />
d. capacitatea sistemului <strong>de</strong> a i<strong>de</strong>ntifica corect componentele <strong>de</strong>fecte.<br />
2. Riscul profesional se referă la probabilitatea <strong>de</strong>:<br />
a. acci<strong>de</strong>ntare şi îmbolnăvire a lucrătorului;<br />
b. funcţionare a componentelor <strong>sistemelor</strong> tehnice;<br />
c. apariţie a <strong>de</strong>fectelor;<br />
d. pier<strong>de</strong>ri <strong>de</strong> producţie.<br />
3. Echipamentele acţionate pneumatic utilizează ca agent <strong>de</strong> lucru:<br />
a. lichid sub presiune;<br />
b. gaz sub presiune;<br />
c. gaz la presiune atmosferică;<br />
d. curent electric.<br />
4. Printre avantajele echipamentelor acţionate hidraulic se numără şi:<br />
a. obţinerea unor forţe şi a unor momente foarte mari;<br />
b. necesitatea asigurării unor etanşări perfecte;<br />
c. viteză mică <strong>de</strong> răspuns;<br />
d. variaţia parametrilor <strong>de</strong> lucru ai instalaţiei cu temperatura fluidului <strong>de</strong><br />
lucru.<br />
5. Etapa finală a evaluării riscurilor profesionale constă în:<br />
a. culegerea informaţiilor <strong>de</strong>spre locul <strong>de</strong> muncă;<br />
b. i<strong>de</strong>ntificarea factorilor <strong>de</strong> risc;<br />
c. planificarea activităţilor <strong>de</strong> eliminare a riscurilor;<br />
d. elaborarea documentaţiei <strong>de</strong> evaluare a riscurilor.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 111
I.2. În coloana A sunt indicate tipurile <strong>de</strong> tehnologii în funcţie <strong>de</strong><br />
nivelul <strong>de</strong> <strong>de</strong>zvoltare, iar în coloana B, caracteristici ale acestora. Scrieţi<br />
asocierile corecte dintre fiecare cifră din coloana A şi litera<br />
corespunzătoare din coloana B.<br />
A - Tipuri <strong>de</strong> tehnologii B - Caracteristici<br />
<strong>1.</strong> emergente<br />
2. evolutive<br />
3. mature<br />
4. în <strong>de</strong>clin<br />
5. <strong>de</strong>păşite<br />
a. pot realiza diferite produse fără intervenţia omului;<br />
b. nu mai asigură performanţe sub aspectul calităţii produsului;<br />
c. sunt cunoscute în <strong>de</strong>taliu şi sunt aplicate în mod curent;<br />
d. sunt puţin testate şi aplicate, nu şi-au dovedit calităţile şi <strong>de</strong>fectele;<br />
e. sunt <strong>de</strong>păşite <strong>de</strong> alte tehnologii, sub aspect calitativ;<br />
f. sunt <strong>de</strong>ja cunoscute prin performanţele lor, urmând a fi generalizate.<br />
I.3. Transcrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi<br />
în dreptul ei litera A, dacă apreciaţi că răspunsul este a<strong>de</strong>vărat, sau litera<br />
F, dacă apreciaţi că răspunsul este fals, apoi transformaţi-le pe cele false<br />
în enunţuri a<strong>de</strong>vărate.<br />
a. Componenta <strong>de</strong> bază a unui sistem flexibil <strong>de</strong> fabricaţie o constituie<br />
celula flexibilă reprezentată <strong>de</strong> către o maşină-unealtă cu comandă<br />
numerică.<br />
b. Utilizarea echipamentelor <strong>de</strong> manipulare electrice sau mecanice (roboţi,<br />
transportoare, stivuitoare etc.) reduce riscurile provocate <strong>de</strong> manipularea<br />
manuală a maselor.<br />
c. Mentenabilitatea reprezintă capacitatea unui produs <strong>de</strong> aşi în<strong>de</strong>plini<br />
funcţia pentru care a fost creat, pentru un interval <strong>de</strong> timp prestabilit.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Definiţi tehnologia <strong>de</strong> fabricaţie a unui produs.<br />
II.2. Scrieţi informaţia corectă care completează spaţiile libere:<br />
a. Echipamentele......sunt ansambluri <strong>de</strong> piese, dispozitive şi mecanisme,<br />
împreună cu elementele <strong>de</strong> legătură dintre acestea, cu rol<br />
bine <strong>de</strong>terminat în cadrul unui sistem tehnic.<br />
b. Reducerea factorilor <strong>de</strong>.............tehnic se realizează prin meto<strong>de</strong><br />
specifice fiecărui domeniu.<br />
c. în cadrul <strong>sistemelor</strong>............<strong>de</strong> fabricaţie se realizează un singur produs,<br />
schimbarea acestuia implicând modificarea componenţei<br />
şi a liniei <strong>de</strong> fabricaţie.<br />
II.3.<br />
a. Enumeraţi performanţele necesare <strong>sistemelor</strong> <strong>de</strong> <strong>de</strong>tectare şi<br />
diagnosticare a <strong>de</strong>fectelor, b. Explicaţi cum se realizează reconfigurarea<br />
unei instalaţii în funcţie <strong>de</strong> <strong>de</strong>fectul constatat.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 112
Subiectul III (30 puncte)<br />
Realizaţi un eseu cu tema „Ergonomia - criteriu <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie", după structura următoare:<br />
a. Definirea ergonomiei.<br />
b. Indicarea principalelor ramuri ale ergonomiei.<br />
c. Menţionarea a cinci dintre principiile ergonomice <strong>de</strong> organizare a<br />
locului <strong>de</strong> muncă.<br />
d. Analiza rolului ergonomiei în funcţionarea <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 113
C A P I T O L U L 3 . C O N E X I U N E A F U N C Ț I O N A L -<br />
T E H N O L O G I C Ă D I N T R E S I S T E M E L E DE<br />
F A B R I C A Ț I E ȘI P R O C E S E L E DE P R O D U C Ț I E<br />
C O M P E T E N Ţ A<br />
Stabilirea legăturii dintre sistemele <strong>de</strong> fabricaţie şi aspectele planificării şi controlului<br />
3.<strong>1.</strong> Procese în sistemele <strong>de</strong> fabricaţie<br />
3.2. Aspecte ale planificării şi controlului procesului <strong>de</strong> producţie<br />
După parcurgerea acestui capitol, veţi fi capabili:<br />
<strong>1.</strong> să i<strong>de</strong>ntificaţi procesele care au loc în sistemele <strong>de</strong> fabricaţie;<br />
2. să explicaţi influenţa aspectelor planificării şi controlului asupra <strong>sistemelor</strong> <strong>de</strong><br />
fabricaţie;<br />
3. să propuneţi soluţii <strong>de</strong> optimizare a <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 114
3.<strong>1.</strong> PROCESE IN SISTEMELE DE FABRICAŢIE<br />
3.<strong>1.</strong><strong>1.</strong> Procesul <strong>de</strong> prelucrare<br />
În cadrul unui sistem <strong>de</strong> fabricaţie, procesul <strong>de</strong> prelucrare reprezintă reuniunea unor<br />
proce<strong>de</strong>e tehnologice prin care se modifică succesiv sau succesiv-simultan fie calitatea<br />
materialului, fie forma geometrică a unei piese.<br />
Din punctul <strong>de</strong> ve<strong>de</strong>re al naturii proceselor, <strong>de</strong>osebim grupele prezentate în continuare.<br />
► Procese <strong>de</strong> semifabricare, prin care materiile prime şi materialele brute sunt<br />
transformate în semifabricate, având, <strong>de</strong> regulă, forme geometrice şi dimensiuni standardizate.<br />
Aceste procese cuprind, în general, proce<strong>de</strong>e <strong>de</strong> prelucrare fizico-chimice, prin care se<br />
urmăreşte obţinerea calităţii impuse materialului prin documentaţia <strong>de</strong> execuţie. Principalele<br />
procese <strong>de</strong> semifabricare sunt: turnarea, <strong>de</strong>formarea plastică la cald (laminarea, forjarea,<br />
matriţarea).<br />
► Procese <strong>de</strong> tratament termic, prin care se modifică structura metalografică a<br />
materialului piesei, cu scopul îmbunătăţirii proprietăţilor fizico mecanice şi tehnologice ale<br />
materialului.<br />
► Procese <strong>de</strong> prelucrare mecanică, prin care se schimbă forma geometrică,<br />
dimensiunile finale şi calitatea suprafeţei unei piese finite, în concordanţă cu cerinţele <strong>de</strong><br />
precizie impuse. Din categoria proceselor <strong>de</strong> prelucrare mecanică fac parte:<br />
- proce<strong>de</strong>e <strong>de</strong> prelucrare prin aşchiere (strunjire, găurire, frezare, rabotare, mortezare,<br />
rectificare);<br />
- proce<strong>de</strong>e <strong>de</strong> <strong>de</strong>formare plastică la rece (ambutisare, fasonare).<br />
► Procese <strong>de</strong> prelucrări neconvenţionale (electroeroziune, vibraţii ultrasonice, laser).<br />
► Procese <strong>de</strong> asamblare, prin care piese distincte, realizate la precizia impusă prin<br />
documentaţia <strong>de</strong> execuţie, sunt îmbinate într-o unitate <strong>de</strong> asamblare finală (produs finit), după o<br />
schemă <strong>de</strong>terminată. Produsul finit trebuie să respecte condiţiile <strong>de</strong> funcţionare cerute <strong>de</strong><br />
beneficiar şi să corespundă cerinţelor reale ale pieţei libere.<br />
Schema globală a proceselor existente într-un sistem <strong>de</strong> fabricaţie este prezentată în<br />
figura 3.<strong>1.</strong><br />
Se observă că blocurile care cuprind procesele <strong>de</strong> semifabricare, <strong>de</strong> prelucrare şi <strong>de</strong><br />
asamblare se <strong>de</strong>sfăşoară într-o succesiune bine <strong>de</strong>terminată.<br />
Procesele <strong>de</strong> tratamente termice sunt incluse în procesele <strong>de</strong> semifabricare şi în procesele<br />
<strong>de</strong> prelucrare, întrucât ele intervin în diferite etape ale procesului tehnologic global proiectat<br />
pentru realizarea unui anumit produs finit.<br />
Proce<strong>de</strong>ele <strong>de</strong> control tehnic sunt executate după procesele <strong>de</strong> semifabricare, <strong>de</strong><br />
prelucrare şi <strong>de</strong> asamblare şi cuprind operaţii <strong>de</strong> control specifice, în diferite momente ale<br />
aceluiaşi proces tehnologic <strong>de</strong> fabricaţie global.<br />
În tabelul 3.1 sunt <strong>de</strong>finite proce<strong>de</strong>ele <strong>de</strong> prelucrare prezentate.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 115
Fig. 3.1 - Schema <strong>de</strong> principiu a procesului tehnologic general <strong>de</strong> fabricare a pieselor/ansamblelor<br />
mecanice Tabelul 3.1 - Procese ale sistemului <strong>de</strong> fabricaţie<br />
PROCEDEE DE SEMIFABRICARE<br />
Denumire Definiţie Exemple<br />
Turnarea Proce<strong>de</strong>u <strong>de</strong> obţinere a unor semifabricate <strong>de</strong> forme<br />
geometrice şi dimensiuni variate, prin care un aliaj aflat în<br />
stare lichidă este introdus într-o formă <strong>de</strong> turnare.<br />
Laminarea Operaţia la care are loc modificarea continuă a aliajului, ca urmare<br />
a trecerii materialului printre doi cilindri aflaţi în mişcare<br />
<strong>de</strong> rotaţie, ceea ce conduce la modificarea dimensiunii şi a for-<br />
Lingouri, arbori cotiţi, carcase pentru pompe,<br />
reductoare, maşini electrice.<br />
Profile (pătrat, rotund, dreptunghiular, cornier, profil în<br />
U, T etc), table şi benzi, ţevi.<br />
mei semifabricatului.<br />
PROCEDEE DE TRATAMENT TERMIC<br />
Denumire Definiţie Domeniul <strong>de</strong> aplicare<br />
Recoacerea Tratament termic care are drept scop modificarea structurii Se aplică pieselor turnate, forjate, pentru eliminarea<br />
cristaline în ve<strong>de</strong>rea obţinerii <strong>de</strong> grăunţi fini şi uniform tensiunilor interne, pentru uniformizarea structurii<br />
distribuiţi.<br />
cristaline, pentru îmbunătăţirea prelucrabilităţii prin<br />
aşchiere.<br />
Călirea Tratament termic aplicat aliajelor în scopul creşterii durităţii, a Piese din construcţia <strong>de</strong> maşini, scule etc.<br />
rezistenţei mecanice, a rezistenţei la uzură, la oboseală.<br />
Revenirea Tratament termic aplicat întot<strong>de</strong>auna după călire pentru elimi- Se aplică tuturor pieselor călite: arbori, biele, arcuri,<br />
narea tensiunilor interne/fragilităţii apărute după călire. membrane.<br />
PROCEDEE DE PRELUCRARE PRN AȘCHIERE<br />
Denumire Definiţie Tipuri <strong>de</strong> suprafeţe prelucrate/Domenii <strong>de</strong> aplicare<br />
Strunjirea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere, executat cu ajutorul unor Suprafeţe <strong>de</strong> revoluţie exterioare şi interioare, suprafeţe<br />
scule numite cuţite <strong>de</strong> strung, pe maşini-unelte numite frontale, suprafeţe profilate, filete.<br />
strunguri.<br />
Găurirea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere a suprafeţelor <strong>de</strong> Suprafeţe <strong>de</strong> revoluţie interioare.<br />
revoluţie interioare, executat cu ajutorul unor scule numite<br />
burghie, pe maşini <strong>de</strong> găurit.<br />
Frezarea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere, executat cu ajutorul unor Suprafeţe plane, canale <strong>de</strong> pană, caneluri, suprafeţe<br />
scule numite freze, pe maşini <strong>de</strong> frezat.<br />
profilate, filete, roţi dinţate.<br />
Alezarea Proce<strong>de</strong>u <strong>de</strong> finisare a unor suprafeţe <strong>de</strong> revoluţie interioare, Suprafeţe <strong>de</strong> revoluţie existente.<br />
existente.<br />
Rabotarea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere, executat cu ajutorul unor Suprafeţe plane, ghidaje, canale longitudinale.<br />
scule numite cuţite <strong>de</strong> rabotat, pe maşini <strong>de</strong> rabotat.<br />
Mortezarea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere, executat cu ajutorul unor Suprafeţe plane verticale, canale <strong>de</strong> pană, caneluri în<br />
scule numite cuţite <strong>de</strong> mortezat, pe maşini <strong>de</strong> mortezat. alezaje.<br />
Rectificarea Proce<strong>de</strong>u <strong>de</strong> prelucrare prin aşchiere, <strong>de</strong> finisare, executat cu Suprafeţe <strong>de</strong> revoluţie exterioare, suprafeţe plane,<br />
ajutorul pietrelor abrazive, care se aplică în urma operaţiilor <strong>de</strong> caneluri, suprafeţe profilate, roţi dinţate. Se utilizează ca<br />
prelucrare <strong>de</strong> mai sus, în scopul asigurării unei precizii ridicate proce<strong>de</strong>u <strong>de</strong> prelucare unic, la semifabricate turnate sau<br />
din punct <strong>de</strong> ve<strong>de</strong>re dimensional şi ca formă geometrică şi a forjate care au adaos <strong>de</strong> prelucrare mic şi duritate mare a<br />
unei calităţi superioare a suprafeţei.<br />
materialului.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 116
Pe lângă proce<strong>de</strong>ele <strong>de</strong> prelucrare clasice, cuprinse în figura 3.1, există şi proce<strong>de</strong>e <strong>de</strong><br />
prelucrare neconvenţională (Tabelul 3.2).<br />
Tabelul 3.2 - Proce<strong>de</strong>e <strong>de</strong> prelucrare neconvenţionale<br />
PROCEDEE DE PRELUCRARE NECONVENŢIONALE<br />
Denumire Definiţie Exemple/tipuri <strong>de</strong> piese<br />
Electroeroziunea Proce<strong>de</strong>u <strong>de</strong> prelucrare a alezajelor şi a<br />
cavităţilor în materiale conductive electric,<br />
prin <strong>de</strong>taşare controlată <strong>de</strong> material, folosind<br />
topirea sau vaporizarea materialului,<br />
prin impulsuri electrice.<br />
Electrochimia Proce<strong>de</strong>u <strong>de</strong> prelucrare bazat pe<br />
<strong>de</strong>sprin<strong>de</strong>rea localizată şi controlată <strong>de</strong><br />
material prin dizolvare anodică într-o celulă<br />
electrolitică. Piesa este fixată la anod, iar<br />
Vibraţiile<br />
ultrasonice<br />
scula este catodul.<br />
Proce<strong>de</strong>u <strong>de</strong> prelucrare prin eroziune în<br />
câmp ultrasonic, prin care are loc <strong>de</strong>taşarea<br />
controlată <strong>de</strong> material, sub acţiunea erozivă<br />
a unor particule abrazive aflate în suspensie.<br />
Plăci active ale stanţelor şi matriţelor, ascuţirea<br />
sculelor simple şi profilate, fabricarea sapelor<br />
<strong>de</strong> foraj pentru industria petrolieră.<br />
Se prelucrează şi se finisează piese cu<br />
geometrie complexă.<br />
Se prelucrează materiale dure şi fragile: sticlă,<br />
ceramică, cuarţ, carburi metalice, oţeluri aliate.<br />
Se realizează finisarea elementelor active ale<br />
stanţelor şi matriţelor, ascuţirea sculelor<br />
aschietoare.<br />
3.<strong>1.</strong>2. Procesul <strong>de</strong> control_<br />
Funcţia <strong>de</strong> control, <strong>de</strong> verificare şi <strong>de</strong> certificare a calităţii piesei finite sau a produsului<br />
final este specifică <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
În sistemul <strong>de</strong> fabricaţie, controlul poate fi operaţional, interoperaţional sau final şi are<br />
rolul <strong>de</strong> a <strong>de</strong>tecta, cât mai <strong>de</strong>vreme posibil, apariţia abaterilor sau a erorilor.<br />
► Controlul operaţional se <strong>de</strong>sfăşoară pe parcursul <strong>de</strong>rulării unei operaţii din cadrul<br />
procesului tehnologic, <strong>de</strong> regulă între fazele componente ale acelei operaţii. Prin acest control<br />
se certifică obţinerea parametrilor dimensionali şi geometrici impuşi pentru faza/operaţia<br />
tehnologică respectivă. Se efectuează direct <strong>de</strong> către operatorul care execută operaţia<br />
tehnologică, folosind mijloace <strong>de</strong> măsură şi control a<strong>de</strong>cvate locului <strong>de</strong> muncă (şublere,<br />
micrometre, comparatoare).<br />
► Controlul interoperaţional se <strong>de</strong>sfăşoară în intervalul <strong>de</strong> procesare a unei operaţii<br />
consecutive din secvenţa <strong>de</strong> fabricare şi urmăreşte să stabilească dacă piesa este aptă din punct<br />
<strong>de</strong> ve<strong>de</strong>re calitativ pentru a trece la operaţia următoare din secvenţa <strong>de</strong> fabricare. în afara<br />
controlului dimensional şi geometric, în această etapă se pot verifica şi proprietăţile fizicomecanice<br />
ale materialului piesei, aşa cum au rezultat din operaţia anterioară (duritate, structură<br />
metalografică, rezilienţă, tenacitate). Se efectuează, <strong>de</strong> regulă, <strong>de</strong> către controlori specializaţi, la<br />
locuri <strong>de</strong> muncă special amenajate şi dotate cu logistica necesară conţinutului acestui tip <strong>de</strong><br />
control (Fig. 3.2).<br />
► Controlul final se realizează la sfârşitul secvenţei <strong>de</strong> fabricare şi urmăreşte<br />
certificarea faptului că piesa finită în<strong>de</strong>plineşte toate cerinţele impuse privitoare la precizia<br />
dimensională, geometrică şi la calitatea materialului, pentru a fi introdusă în procesul <strong>de</strong><br />
asamblare.<br />
În cazul în care controlul final vizează un produs finit, obţinut li montajul general, se va<br />
verifica respectarea parametrilor:<br />
- funcţionali (productivitate);<br />
- constructivi;<br />
- tehnologici (costul fabricaţiei, timpul necesar asamblării);<br />
- ergonomiei (respectarea normelor psihologice în utilizarea acelui produs).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 117
Fig. 3.2 - Control interoperaţional<br />
Controlul final se execută <strong>de</strong> către controlori specializaţi, la nivelul locurilor <strong>de</strong> muncă<br />
sau în secţii special amenajate. în etapa <strong>de</strong> control final al produsului pot fi implicaţi şi<br />
reprezentanţi ai beneficiarului.<br />
Spre exemplificare, în tabelul 3.3 sunt enumerate fazele procesului <strong>de</strong> control al piesei<br />
reprezentate în figura 3.3.<br />
Tabelul 3.3 - Fazele procesului <strong>de</strong> control<br />
Controlul operaţional<br />
- verificarea dimensiunilor fusurilor: 026, 020, 010, 08;<br />
- verificarea lungimilor treptelor corespunzătoare diametrelor măsurate anterior: 110, 75, 54,16;<br />
- verificarea razei <strong>de</strong> racordare R10;<br />
- verificarea conicităţii 60° şi a teşiturilor;<br />
- verificarea rugozităţii.<br />
Controlul interoperaţional<br />
- verificarea tuturor parametrilor obţinuţi prin prelucrare;<br />
- verificarea calităţii materialului în strat superficial după tratamentul termic;<br />
- verificarea poziţiei reciproce a suprafeţelor (cilindricitate, bătaie frontală, coaxialitate).<br />
Controlul final<br />
- verificarea parametrilor dimensionali şi geometrici;<br />
- verificarea <strong>de</strong>fectelor <strong>de</strong> suprafaţă;<br />
- verificarea durităţii materialului;<br />
- încercări <strong>de</strong> rezistentă.<br />
Fig. 3.3 - Desen <strong>de</strong> execuţie al unei piese (vârf <strong>de</strong> centrare)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 118
3.<strong>1.</strong>3. Procesul <strong>de</strong> stocare<br />
Stocul reprezintă cantitatea <strong>de</strong> materiale (constând în semifabricate, piese aflate în<br />
diferite stadii <strong>de</strong> execuţie, scule etc.) care trebuie să fie atribuită fiecărui loc <strong>de</strong> muncă pentru a<br />
asigura continuitatea procesului tehnologic pe linia <strong>de</strong> fabricaţie.<br />
Stocul are rolul <strong>de</strong> a asigura stabilitatea tuturor activităţilor cu caracter tehnologic <strong>de</strong> pe<br />
flux, în conformitate cu ritmul impus fabricaţiei. Dacă stocul este prea mare, atunci are loc o<br />
imobilizare pe fluxul tehnologic a unor valori materiale, ceea ce implică creşterea costului <strong>de</strong><br />
fabricaţie. Dacă stocul este prea mic, pot apărea întreruperi în <strong>de</strong>sfăşurarea fluxului tehnologic,<br />
cauzate <strong>de</strong> producerea <strong>de</strong> discontinuităţi în aprovizionările realizate succesiv.<br />
Conducerea întreprin<strong>de</strong>rii trebuie să stabilească mărimea optimă a stocului, care să se<br />
situeze între cele două variante menţionate, ţinând seama <strong>de</strong> toţi parametrii care condiţionează<br />
<strong>de</strong>rularea ritmică a procesului <strong>de</strong> producţie. Tendinţa actuală este <strong>de</strong> a minimiza stocurile,<br />
pentru a micşora costul <strong>de</strong> fabricaţie şi <strong>de</strong> imobilizările <strong>de</strong> mijloace circulante. Aceste obiective<br />
pot fi atinse printr-un management tehnologic al procesului, care să permită o aprovizionare<br />
fluentă cu toate bunurile materiale care intră în structura unui stoc. Unele strategii actuale <strong>de</strong><br />
management tehnologic - <strong>de</strong> exemplu, Just In Time - se caracterizează prin aplicarea<br />
principiului reducerii la minimum sau al eliminării stocurilor <strong>de</strong> materii prime, materiale, piese,<br />
subansambluri, producţie neterminată şi, implicit, reducerea costurilor aferente acestor stocuri,<br />
indiferent <strong>de</strong> volumul producţiei.<br />
Principalele categorii <strong>de</strong> stocuri dintr-un sistem <strong>de</strong> fabricaţie sunt:<br />
a) stocuri <strong>de</strong> semifabricate;<br />
b) stocuri <strong>de</strong> producţie neterminată (piese în diferite stadii <strong>de</strong> prelucrare);<br />
c) stocuri <strong>de</strong> piese finite (care aşteaptă trecerea la sistemul tehnologic consecutiv <strong>de</strong> pe linia <strong>de</strong><br />
fabricaţie);<br />
d) stocuri <strong>de</strong> scule aşchietoare<br />
e) stocuri <strong>de</strong> piese <strong>de</strong> schimb pentru intervenţii necesare restabilirii parametrilor funcţionali ai<br />
sistemului.<br />
Într-un sistem <strong>de</strong> fabricaţie, dimensionarea raţională a stocurilor trebuie să asigure:<br />
- aprovizionarea ritmică a procesului <strong>de</strong> producţie;<br />
- alocarea unor fonduri minime pentru asigurarea nivelului stocurilor;<br />
- cheltuieli raţionale <strong>de</strong> aprovizionare, <strong>de</strong>pozitare, distribuire.<br />
Gestionarea stocurilor constă în <strong>de</strong>terminarea cantităţii din fiecare material şi a<br />
momentului optim în care trebuie făcută aprovizionarea.<br />
Pornind <strong>de</strong> la faptul că procesul <strong>de</strong> aprovizionare se <strong>de</strong>sfăşoară în condiţiile specifice<br />
existente în fiecare întreprin<strong>de</strong>re, pot fi diferenţiate patru tipuri <strong>de</strong> gestiune a stocurilor, şi<br />
anume:<br />
<strong>1.</strong> gestiune cu cerere constantă şi reaprovizionare cu cantităţi egale în perioa<strong>de</strong> fixe;<br />
2. gestiune cu cerere variabilă şi reaprovizionare cu cantităţi variabile în perioa<strong>de</strong> fixe <strong>de</strong><br />
reaprovizionare, astfel încât stocul să atingă nivelul maxim la sfârşitul fiecărei perioa<strong>de</strong>;<br />
3. gestiune cu cerere variabilă şi reaprovizionare cu cantităţi fixe până la un anumit nivel, într-o<br />
perioadă variabilă <strong>de</strong> aprovizionare;<br />
4. gestiune cu cerere variabilă şi reaprovizionare cu cantităţi fixe, într-o perioadă variabilă <strong>de</strong><br />
reaprovizionare.<br />
Din raţiuni legate <strong>de</strong> specificul economiei libere cu cerere variabilă <strong>de</strong> produse pe piaţă şi<br />
cu perioa<strong>de</strong> variabile în furnizarea componentelor unui stoc, în figura 3.4 se exemplifică ultima<br />
variantă enunţată (cu cerere variabilă şi reaprovizionare cu cantităţi fixe). S-au utilizat notaţiile:<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 119
T1≠ T2 ≠T3 - perioa<strong>de</strong> <strong>de</strong> producţie; π - interval <strong>de</strong> siguranţă; t1 t2, t3, t4 - momentele în care se<br />
solicită reaprovizionarea; n - cantitatea fixă <strong>de</strong> bucăţi cu care se face aprovizionarea.<br />
Fig. 3.4 - Gestiune cu cerere variabilă şi reaprovizionare cu cantităţi fixe într-o perioadă variabilă <strong>de</strong><br />
reaprovizionare<br />
Se poate observa că la momentul t0 stocul are nivelul maxim. Ca urmare a consumului <strong>de</strong><br />
materiale, are loc o scă<strong>de</strong>re liniară a nivelului stocului. La momentul t 1 aflat cu un interval <strong>de</strong><br />
siguranţă τ înaintea atingerii nivelului <strong>de</strong> alarmă, se face comanda <strong>de</strong> reaprovizionare cu o<br />
cantitate fixă a stocului. Astfel, odată ce comanda este onorată, la momentul t 1 + τ, stocul<br />
creşte brusc, <strong>de</strong> la nivelul <strong>de</strong> alarmă la nivelul maxim. Pentru următoarea perioadă <strong>de</strong> producţie<br />
T2 datorită unor comenzi multiple, se apreciază că viteza <strong>de</strong> <strong>de</strong>screştere a stocului este mai<br />
mare [T2 < T 1 ). În mod similar, la momentul t2 aflat cu acelaşi interval <strong>de</strong> siguranţă τ înaintea<br />
atingerii nivelului <strong>de</strong> alarmă, se face comanda <strong>de</strong> reaprovizionare cu cantităţi fixe. Ca urmare,<br />
în momentul t2 + τ, stocul va creşte din nou, <strong>de</strong> la nivelul <strong>de</strong> alarmă la cel maxim.<br />
În gestiunea stocurilor este utilă <strong>de</strong>terminarea stocului mediu (Sm), mărime necesară în<br />
programarea şi în conducerea procesului <strong>de</strong> producţie. În cazul general, dacă se cunoaşte<br />
funcţia S(t) <strong>de</strong> evoluţie a stocului într-o perioadă <strong>de</strong> timp T, atunci se poate <strong>de</strong>termina Sm cu<br />
relaţia:<br />
În practică, graficul funcţiei S(t) se poate aproxima prin segmente liniare care, prin<br />
regresie, mo<strong>de</strong>lează variaţia stocului într-o anumită perioadă <strong>de</strong> timp.<br />
Graficul funcţiei matematice S(t), reprezentat în figura 3.5, se poate aproxima în practică<br />
prin segmente liniare care, prin regresie, mo<strong>de</strong>lează variaţia stocului într-o anumită perioadă <strong>de</strong><br />
timp (Fig. 3.6).<br />
Fig. 3.5 - Graficul funcţiei matematice<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 120
Fig. 3.6 - Graficul funcţiei în varianta acceptată în practică<br />
Aplicaţie<br />
Fie următoarea situaţie a stocurilor la un sistem <strong>de</strong> fabricaţie:<br />
Starea stocului:<br />
la 31 <strong>de</strong>cembrie, 0 bucăţi;<br />
la 30 aprilie, 10 bucăţi;<br />
la 31 octombrie, 26 bucăţi;<br />
la 31 <strong>de</strong>cembrie, 18 bucăţi.<br />
Intrări în stoc:<br />
la 1 ianuarie, 110 bucăţi;<br />
la 1 mai, 60 bucăţi;<br />
la 1 noiembrie, 124 bucăţi.<br />
Aplicând formula <strong>de</strong> <strong>de</strong>terminare a stocului mediu<br />
, rezultă ,<br />
un<strong>de</strong>:<br />
Sm - stocul mediu total, exprimat în bucăţi, corespunzător intervalului T; în cazul aplicaţiei date,<br />
T = 12 luni. T1 T2, T3 = perioa<strong>de</strong> <strong>de</strong> timp (luni).<br />
S m1 ,Sm2 ,Sm3 = stocurile medii corespunzătoare perioa<strong>de</strong>lor T1 T2T3.<br />
Starea stocului este analizată pe trei cele trei perioa<strong>de</strong> astfel:<br />
T1 = 4 luni, <strong>de</strong> la 31 <strong>de</strong>cembrie până la 30 aprilie;<br />
T2 = 6 luni, <strong>de</strong> la 1 mai până la 31 octombrie;<br />
T3 = 2 luni, <strong>de</strong> la 1 noiembrie până la 31 <strong>de</strong>cembrie.<br />
Iniţial, există în stoc 10 bucăţi. Pe 1 ianuarie, intră în stoc 110 bucăţi, <strong>de</strong>ci stocul mediu este<br />
La 30 aprilie se află pe stoc 10 bucăţi, iar la 1 mai se adaugă 60 <strong>de</strong> bucăţi. La finalul perioa<strong>de</strong>i<br />
T2, pe 31 octombrie, pe stoc mai sunt 26 <strong>de</strong> bucăţi. Prin urmare, stocul mediu este<br />
Analog se calculează pentru perioada T3<br />
Stocul mediu total este:<br />
Cu datele numerice obţinute se trasează:<br />
a) graficul evoluţiei variaţiei stocului (Fig. 3.7);<br />
b) graficul curbelor cumulate <strong>de</strong> intrări şi ieşiri (Fig. 3.8).<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 121
Fig. 3.7 - Graficul evoluţiei variaţiei stocului<br />
Fig. 3.8 - Graficul curbelor cumulate <strong>de</strong> intrări şi ieşiri<br />
3.<strong>1.</strong>4. Procese <strong>de</strong> transport şi manipulare<br />
Transportul reprezintă activitatea prin care se asigură transferul materiilor prime, al<br />
materialelor, al pieselor aflate în diferite stadii <strong>de</strong> execuţie, al pieselor/produselor finite, între<br />
diferite locuri <strong>de</strong> muncă, între locurile <strong>de</strong> muncă şi spaţiile <strong>de</strong> <strong>de</strong>pozitare temporară (buffere)<br />
sau direct la locul <strong>de</strong> expediere.<br />
Încărcarea, <strong>de</strong>scărcarea şi <strong>de</strong>pozitarea sunt părţi componente ale activităţilor <strong>de</strong> transport.<br />
într-un sistem tehnologic precum cel prezentat în figura 3.9, sistemul <strong>de</strong> transport conţine<br />
transportoare, manipulatoare (roboţi), precum şi elemente <strong>de</strong> comandă şi reglare a ritmului <strong>de</strong><br />
transport (calculatorul sistemului).<br />
Fig. 3.9 - Schemă <strong>de</strong> transport într-un sistem <strong>de</strong> fabricaţie<br />
Din <strong>de</strong>pozitul intermediar <strong>de</strong> piese (buffer), în care se înmagazinează piesele obţinute în<br />
alte etape ale procesului <strong>de</strong> producţie din cadrul sistemului <strong>de</strong> fabricaţie, un manipulator preia<br />
succesiv piesele, le aşează pe transportor şi le aduce în spaţiul <strong>de</strong> lucru al centrului <strong>de</strong><br />
prelucrare, <strong>de</strong> un<strong>de</strong> un alt manipulator (robot) le instalează în dispozitivul <strong>de</strong> prelucrare.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 122
Calculatorul sistemului <strong>de</strong> fabricaţie comandă preluarea piesei din <strong>de</strong>pozit atunci când<br />
sistemul <strong>de</strong> prelucrare este disponibil, comandă acţiunea transportorului şi selectează piesele<br />
care urmează să fie prelucrate.<br />
Manipularea asigură funcţiunea <strong>de</strong> transfer al materialelor pe raza locului <strong>de</strong> muncă sau<br />
în imediata vecinătate a acestuia.<br />
Transportul împreună cu manipularea formează mişcarea materialelor.<br />
Ritmul efectuării operaţiilor <strong>de</strong> transfer trebuie să fie în concordanţă cu timpii tehnologici<br />
pretinşi <strong>de</strong> efectuarea operaţiei <strong>de</strong> prelucrare, pentru a se asigura şi condiţiona <strong>de</strong>sfăşurarea<br />
continuă a întregului proces tehnologic.<br />
În figura 3.10 este prezentat schematic procesul <strong>de</strong> manipulare a pieselor supuse<br />
prelucrării. Sistemul tehnologic <strong>de</strong> fabricaţie este format din maşini-unelte MU dispuse în<br />
succesiunea cerută <strong>de</strong> secvenţa tehnologică <strong>de</strong> prelucrare a unei mulţimi P <strong>de</strong> piese. Prelucrarea<br />
are loc cu ajutorul unei mulţimi S <strong>de</strong> scule aşchietoare. Transferul pieselor <strong>de</strong> la o maşinăunealtă<br />
la următoarea se realizează cu ajutorul manipulatoarelor M.<br />
Pe figură mai sunt utilizate următoarele notaţii: SP - sistem <strong>de</strong> prin<strong>de</strong>re a piesei, care<br />
<strong>de</strong>fineşte relaţia piesă - maşină; SSS - sistem <strong>de</strong> schimbare a sculei, care <strong>de</strong>fineşte relaţia sculă -<br />
maşină; SC - sistem <strong>de</strong> comandă al mişcărilor <strong>de</strong> lucru ale piesei sau sculei, care <strong>de</strong>fineşte<br />
relaţia piesă-sculă.<br />
Fig. 3.10 - Manipularea în sistemele <strong>de</strong> fabricaţie<br />
Activitatea <strong>de</strong> organizare integrată a sistemului <strong>de</strong> transport-manipulare din sistemele <strong>de</strong><br />
fabricaţie conduce la obţinerea următoarelor avantaje:<br />
- reducerea ciclului <strong>de</strong> producţie;<br />
- accelerarea rotaţiei mijloacelor circulante;<br />
- creşterea volumului <strong>de</strong> produse care se pot obţine pe fiecare utilaj;<br />
- creşterea productivităţii muncii;<br />
- reducerea efortului personalului şi a acci<strong>de</strong>ntelor <strong>de</strong> muncă;<br />
- diminuarea pier<strong>de</strong>rilor înregistrate din cauza <strong>de</strong>plasării necorespunzătoare.<br />
Mijloacele tehnice <strong>de</strong> transport-manipulare pot fi clasificate în raport cu cerinţele<br />
proceselor <strong>de</strong> fabricaţie (Tabelul 3.4).<br />
Tabelul 3.4 - Clasificarea mijloacelor <strong>de</strong> transport<br />
Criteriul <strong>de</strong> clasificare Mijloace <strong>de</strong> transport<br />
Modul <strong>de</strong> acţionare/Sursa <strong>de</strong> energie folosită - manuale: roaba <strong>de</strong> mână, cărucioare;<br />
- cu acţionare electrică: elevatoare (Fig. 3.11), ascensoare, macarale;<br />
- cu acţionare pneumatică: trolii, macarale, elevatoare.<br />
Gradul <strong>de</strong> continuitate a mişcării - cu <strong>de</strong>plasare continuă: transportoare cu bandă, cu lanţ, cu cablu;<br />
- cu <strong>de</strong>plasare discontinuă: macarale, poduri rulante (Fig. 3.12).<br />
Natura resursei transportate - materiale vrac: transportoare, bene automate, roabe;<br />
- semifabricate şi produse finite: elevatoare, poduri rulante, macarale;<br />
- produse containerizate: macarale, poduri rulante, stivuitoare.<br />
Direcţia <strong>de</strong> <strong>de</strong>plasare - pe orizontală şi în plan înclinat: transportoare, funiculare;<br />
- pe verticală: elevatoare, macarale, ascensoare;<br />
- alternativ, pe orizontală şi pe verticală: stivuitoare, macarale.<br />
Gradul <strong>de</strong> integrare cu fluxul tehnologic - in<strong>de</strong>pen<strong>de</strong>nt <strong>de</strong> flux: macarale, poduri rulante;<br />
- integrate parţial în flux: manipulatoare, roboţi.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 123
Fig. 3.11 - Elevator<br />
Fig. 3.12- Pod rulant<br />
3.<strong>1.</strong>5. Comanda<br />
Comanda sistemului tehnologic implică luarea unor <strong>de</strong>cizii/dispoziţii în scopul<br />
asigurării unei <strong>de</strong>sfăşurări corecte a programelor <strong>de</strong> fabricaţie, cu respectarea cerinţelor <strong>de</strong><br />
minimizare atât a costului fabricaţiei, cât şi a timpului tehnologic necesar execuţiei.<br />
În tabelul 3.5 sunt indicate activităţile curente şi elementele <strong>de</strong> <strong>de</strong>cizie cuprinse în<br />
procesul <strong>de</strong> comandă.<br />
Tabelul 3.5 - Activităţi şi elemente <strong>de</strong> <strong>de</strong>cizie ale procesului <strong>de</strong> comandă<br />
Activităţi curente Elemente <strong>de</strong> <strong>de</strong>cizie<br />
> alegerea parametrilor regimului > repartizarea diferitelor piese/loturi <strong>de</strong> fabricaţie pe<br />
<strong>de</strong> prelucrare: alegerea avansului, a diferite sisteme tehnologice <strong>de</strong> fabricare, urmărind mini-<br />
turaţiei<br />
mizarea timpului tehnologic<br />
> stabilirea poziţiei relative <strong>de</strong> > armonizarea funcţionării transportului interoperaţional al<br />
reglaj sculă - piesă<br />
pieselor/unităţilor <strong>de</strong> asamblare între diferite sisteme<br />
> funcţionarea roboţilor industriali tehnologice.<br />
> funcţionarea auxiliarelor<br />
sistemului<br />
Funcţia <strong>de</strong> comandă poate fi organizată pe următoarele niveluri: superior, mediu, local.<br />
Nivelul superior este localizat, <strong>de</strong> regulă, la subsistemul <strong>de</strong> producţie şi cuprin<strong>de</strong> funcţii<br />
referitoare la gestiunea bazelor <strong>de</strong> date, privind:<br />
- piesele componente ale loturilor <strong>de</strong> fabricaţie ce urmează a intra în prelucrare;<br />
- sculele, verificatoarele şi dispozitivele necesare;<br />
- monitorizarea şi simularea subsistemului <strong>de</strong> producţie;<br />
- supravegherea stării <strong>de</strong> funcţionare a sistemului tehnologic.<br />
Nivelul mediu urmăreşte, în cadrul unui sistem tehnologic <strong>de</strong> fabricaţie, stabilirea acelor<br />
comenzi care asigură sincronizarea diferitelor operaţii tehnologice, luând în consi<strong>de</strong>rare toate<br />
informaţiile provenite din proces, precum şi <strong>optimizarea</strong> fluxului tehnologic pentru fiecare<br />
piesă. Se urmăreşte comportarea fiecărei componente a sistemului tehnologic (<strong>de</strong> exemplu, în<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 124
cazul unei maşini-unelte, păpuşa principală, masa maşinii, dispozitivele utilizate, mandrina<br />
port-sculă), dinamica poziţiei relative piesă-sculă în timpul prelucrării, precum şi <strong>de</strong>rularea<br />
succesiunii poziţiei pieselor care intră succesiv în sistem, în ve<strong>de</strong>rea execuţiei.<br />
Nivelul local <strong>de</strong> comandă gestionează, în principal, operaţiile şi fazele tehnologice <strong>de</strong><br />
prelucrare, în concordanţă cu transportul şi cu <strong>de</strong>pozitarea pieselor. La acelaşi nivel local se<br />
asigură şi emiterea mesajelor <strong>de</strong> eroare apărute în <strong>de</strong>rularea fluentă a procesului, primindu-se<br />
semnalul <strong>de</strong> feed-back pentru corecţia necesară.<br />
Sistemul <strong>de</strong> comandă al sistemului tehnologic <strong>de</strong> fabricare STF din figura 3.13 conţine<br />
un calculator central şi sisteme <strong>de</strong> comandă ale componentelor STF-ului. Calculatorul este legat<br />
cu echipamentele <strong>de</strong> comandă ale componentelor prin legături bidirecţionale. Calculatorul<br />
central transmite echipamentelor <strong>de</strong> comandă ale UP (utilaje <strong>de</strong> prelucrare), Rl (roboţi<br />
industriali) şi DA/E (dispozitive <strong>de</strong> alimentare/evacuare) programele-piesă şi programele <strong>de</strong><br />
comandă a funcţiilor sistemului (<strong>de</strong> începere/încheiere a ciclurilor <strong>de</strong> transport al roboţilor <strong>de</strong><br />
alimentare cu semifabricate, <strong>de</strong> evacuare a pieselor finite etc).<br />
Echipamentele <strong>de</strong> comandă pot fi echipamente <strong>de</strong> tipul: NC (Numerical Control), CNC<br />
(Computer Numerical Control), RC (Robot Control) sau PLC (Programable Logic Controler -<br />
automat programabil).<br />
3.<strong>1.</strong>6. Conducerea<br />
Fig. 3.13 - Sistemul <strong>de</strong> comandă al unui sistem tehnologic <strong>de</strong> fabricare<br />
Conducerea unui sistem tehnologic este un ansamblu <strong>de</strong> funcţii care urmăreşte utilizarea<br />
raţională, în condiţii optimale, a potenţialului acelui sistem tehnologic.<br />
Conducerea unui sistem <strong>de</strong> fabricare se regăseşte la diferite niveluri ierarhice ale<br />
sistemului <strong>de</strong> conducere a procesului <strong>de</strong> producţie respectiv.<br />
în conceptul <strong>de</strong> conducere a unui sistem tehnologic se pot i<strong>de</strong>ntifica mai multe funcţii, conform<br />
figurii 3.14.<br />
Fig. 3.14 - Funcţiile <strong>de</strong> conducere ale unui sistem tehnologic<br />
► Funcţia <strong>de</strong> prognoză, pentru un sistem tehnologic <strong>de</strong> fabricaţie, are rolul <strong>de</strong> a<br />
evi<strong>de</strong>nţia capacitatea acelui sistem <strong>de</strong> a prelua noile comenzi <strong>de</strong> producţie şi <strong>de</strong> a i<strong>de</strong>ntifica<br />
posibile soluţii <strong>de</strong> mo<strong>de</strong>rnizare a tehnologiilor <strong>de</strong> fabricaţie.<br />
► Funcţia <strong>de</strong> organizare la nivelul <strong>sistemelor</strong> tehnologice <strong>de</strong> fabricaţie urmăreşte:<br />
- stabilirea pon<strong>de</strong>rii a<strong>de</strong>cvate fiecărei componente (<strong>de</strong> bază sau auxiliare), a timpului tehnologic<br />
necesar efectuării secvenţei <strong>de</strong> fabricare pe acel sistem;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 125
- respectarea normelor ergonomice şi <strong>de</strong> protecţia muncii în activităţile <strong>de</strong>sfăşurate la acel loc<br />
<strong>de</strong> muncă.<br />
► Funcţia <strong>de</strong> coordonare la nivelul unui sistem tehnologic <strong>de</strong> fabricaţie se referă, în<br />
special, la acomodarea/armonizarea ritmului <strong>de</strong> fabricaţie al sistemului cu funcţionarea altor<br />
unităţi asociate (unităţi <strong>de</strong> transport, flux <strong>de</strong> aprovizionare cu materii prime şi materiale,<br />
semifabricate, scule etc). Coordonarea presupune cunoaşterea inter<strong>de</strong>pen<strong>de</strong>nţei dintre<br />
elementele şi performanţele funcţionale ale tuturor componentelor sistemului tehnologic.<br />
► Funcţia <strong>de</strong> control este o altă componentă a conducerii, care trebuie să respecte:<br />
- asigurarea continuităţii controlului;<br />
- monitorizarea permanentă a activităţii şi a rezultatelor;<br />
- respectarea informării imediate a conducerii <strong>de</strong> nivel ierarhic superior asupra rezultatelor<br />
controlului, pentru a permite luarea unor măsuri corective în timp real;<br />
- i<strong>de</strong>ntificarea cauzelor care <strong>de</strong>termină distorsiuni şi abateri în informaţiile <strong>de</strong> control şi,<br />
implicit, stabilirea <strong>de</strong> măsuri corective pentru înlăturarea acestora.<br />
Procesul <strong>de</strong> conducere a unui sistem tehnologic <strong>de</strong> fabricaţie trebuie privit ca un sistem<br />
cibernetic (Fig. 3.15) în care apar:<br />
- elemente <strong>de</strong> intrare: materiale, semifabricate, scule, energie, resursele umane;<br />
- elemente <strong>de</strong> ieşire: piese finite, produse finale.<br />
Fig. 3.15 - Procesul <strong>de</strong> conducere - sistem cibernetic<br />
Această abordare armonizează fluxul <strong>de</strong> intrări şi <strong>de</strong> ieşiri, permiţând <strong>de</strong>finirea logică a<br />
performanţelor funcţionale şi tehnologice ale <strong>sistemelor</strong> <strong>de</strong> fabricaţie. în acelaşi timp,<br />
responsabilităţile tuturor participanţilor la activitatea din acel sistem tehnologic <strong>de</strong> fabricaţie<br />
privind folosirea integrală a capacităţilor sistemului sunt mai precise.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 126
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
Stabiliţi legătura dintre procesele care au loc în sistemele <strong>de</strong><br />
fabricaţie, răspunzând următoarelor cerinţe:<br />
<strong>1.</strong> Care sunt procesele care au loc în sistemele <strong>de</strong> fabricaţie?<br />
2. Definiţi procesul <strong>de</strong> prelucrare. Daţi exemple <strong>de</strong> procese <strong>de</strong><br />
prelucrare întâlnite în domeniul vostru <strong>de</strong> pregătire.<br />
3. Care este rolul controlului în sistemele <strong>de</strong> fabricaţie?<br />
4. Precizaţi ce diferenţă există între controlul interoperaţional şi<br />
controlul final.<br />
5. Care este diferenţa dintre transport şi manipulare, în cadrul unui<br />
sistem <strong>de</strong> fabricaţie?<br />
6. Care este rolul organizării integrate a sistemului <strong>de</strong> transportmanipulare<br />
din sistemele <strong>de</strong> fabricaţie?<br />
7. Ce urmăreşte controlul pe nivelul mediu într-un sistem <strong>de</strong><br />
fabricaţie?<br />
8. Care sunt funcţiile conducerii unui sistem <strong>de</strong> fabricaţie?<br />
9. Precizaţi care este rolul funcţiei <strong>de</strong> prognoză a conducerii unui<br />
sistem <strong>de</strong> fabricaţie.<br />
10. Care este rolul funcţiei <strong>de</strong> control într-un sistem <strong>de</strong> fabricaţie?<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 127
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
<strong>1.</strong> Mijloacele tehnice <strong>de</strong> transport-manipulare pot fi clasificate după<br />
mai multe criterii.<br />
I<strong>de</strong>ntificaţi mijloacele <strong>de</strong> transport corespunzătoare fiecărui criteriu<br />
<strong>de</strong> clasificare cuprins în tabelul <strong>de</strong> mai jos.<br />
Criteriul <strong>de</strong> clasificare Mijloace <strong>de</strong> transport<br />
Modul <strong>de</strong> acţionare/sursa <strong>de</strong> energie folosită<br />
Gradul <strong>de</strong> continuitate al mişcării<br />
Natura resursei transportate<br />
Direcţia <strong>de</strong> <strong>de</strong>plasare<br />
Gradul <strong>de</strong> integrare cu fluxul tehnologic<br />
Principiul constructiv şi posibilităţile <strong>de</strong> <strong>de</strong>plasare<br />
2. Explicaţi care sunt avantajele utilizării roboţilor industriali în<br />
cadrul proceselor <strong>de</strong> fabricaţie, din perspectiva optimizării transportului.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 128
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!<br />
Studiaţi figura 3.1 <strong>de</strong> la pagina 72, în care este prezentată schema <strong>de</strong><br />
principiu a procesului tehnologic general <strong>de</strong> fabricare a pieselor/a<br />
ansamblelor mecanice. Pornind <strong>de</strong> la această schemă, alegeţi o piesă<br />
specifică domeniului în care vă pregătiţi şi precizaţi:<br />
a. procesul <strong>de</strong> semifabricare pentru piesa aleasă;<br />
b. procese <strong>de</strong> prelucrare necesare pentru obţinerea piesei.<br />
Fiecare membru al echipei realizează pe caiete schema procesului<br />
tehnologic pentru piesa aleasă. Realizaţi apoi o evaluare reciprocă a<br />
sarcinilor în<strong>de</strong>plinite.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 129
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!_<br />
<strong>1.</strong> Formaţi echipe <strong>de</strong> câte 4 elevi, purtaţi discuţii şi precizaţi influenţa<br />
corelării proceselor <strong>de</strong> prelucrare, control, stocare, transport, comandă şi<br />
conducere asupra unui sistem <strong>de</strong> fabricaţie.<br />
2. Mergeţi în vizită la un agent economic şi urmăriţi cu atenţie procesul <strong>de</strong><br />
obţinere a unui produs. Răspun<strong>de</strong>ţi următoarelor cerinţe:<br />
- in<strong>de</strong>ntificaţi procesele <strong>de</strong> prelucrare/asamblare care au loc;<br />
- precizaţi modul în care se realizează transportul şi manipularea<br />
produselor;<br />
- indicaţi cum se exercită funcţia <strong>de</strong> control, componentă a conducerii<br />
procesului <strong>de</strong> obţinere a produsului;<br />
- întocmiţi, pe echipe, câte un referat cu tema: „Procese <strong>de</strong>sfăşurate în<br />
cadru prelucrării/asamblării produsului.......", care să conţină<br />
aspecte întâlnite la agentul economic vizitat, dar şi informaţii obţinute din<br />
alte surse: reviste <strong>de</strong> specialitate, alte module, Internet.<br />
3. Realizaţi portofoliul cu tema „Legătura dintre sistemele <strong>de</strong> fabricaţie -<br />
planificare - control ale producţiei". Adăugaţi referatele realizate <strong>de</strong><br />
echipă cu ocazia vizitei efectuate la agentul economic.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 130
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru procese în sistemele <strong>de</strong> fabricaţie<br />
Pentru realizarea produsului <strong>de</strong> bază, o întreprin<strong>de</strong>re achiziţionează<br />
diferite componente <strong>de</strong> la furnizorii săi. Situaţia stocurilor este<br />
următoarea:<br />
Starea stocului:<br />
la 5 <strong>de</strong>cembrie, ora 7 → 0 bucăţi<br />
la 5 <strong>de</strong>cembrie, ora 8 →12 unităţi<br />
la 5 <strong>de</strong>cembrie, ora 14 → 42 unităţi<br />
la 5 <strong>de</strong>cembrie, ora 18 → 28 unităţi<br />
Intrări în stoc:<br />
la 5 <strong>de</strong>cembrie, ora 7,30 → 22 unităţi<br />
la 5 <strong>de</strong>cembrie, ora 9 → 34 unităţi<br />
la 5 <strong>de</strong>cembrie, ora 15 → 36 unităţi<br />
a. calculează stocul mediu;<br />
b. trasează graficul curbelor cumulate <strong>de</strong> intrări şi ieşiri.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 131
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fisă <strong>de</strong> lucru Procese în sistemele <strong>de</strong> fabricaţie<br />
<strong>1.</strong> Fie piesa din <strong>de</strong>senul <strong>de</strong> mai jos, confecţionată din oţel.<br />
I<strong>de</strong>ntifică parametrii (geometrici, constructivi şi funcţionali) care vor fi<br />
controlaţi în cadrul fiecărui tip <strong>de</strong> control (operaţional, interoperaţional,<br />
final) şi notează-i pe caiet într-un tabel realizat după mo<strong>de</strong>lul <strong>de</strong> mai jos.<br />
Tipul <strong>de</strong> control Parametri<br />
operaţional<br />
interoperaţional<br />
final<br />
2. Transcrie pe caiet tabelul <strong>de</strong> mai jos. Dă valori cotelor a, b, c, d, e,<br />
g şi alege mijloacele potrivite pentru măsurarea acestora. Completează<br />
aceste informaţii în tabel.<br />
Cota <strong>de</strong> pe <strong>de</strong>sen Valoarea numerică Mijloc <strong>de</strong> măsurare<br />
a<br />
b<br />
c<br />
d<br />
e<br />
g<br />
Atenţie! Fişele <strong>de</strong> lucru şi testele <strong>de</strong> evaluare pot fi componente ale<br />
portofoliului.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 132
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE - Procese în sistemele <strong>de</strong> fabricaţie<br />
Notă. Toate subiectele sunt obligatorii. Se acordă 10 puncte din oficiu.<br />
Timpul efectiv <strong>de</strong> lucru este <strong>de</strong> 45 <strong>de</strong> minute.<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
I. Pentru fiecare din cerinţele <strong>de</strong> mai jos, indicaţi litera corespunzătoare<br />
răspunsului corect.<br />
<strong>1.</strong> Dacă într-un proces stocul este prea mare, atunci:<br />
a. apar întreruperi în <strong>de</strong>sfăşurarea fluxului tehnologic;<br />
b. are loc o imobilizare a unor valori materiale pe fluxul tehnologic;<br />
c. nu se produc perturbări, mărimea stocului nu are importanţă în proces.<br />
2. Controlul final într-un proces <strong>de</strong> fabricaţie realizează:<br />
a. încercări <strong>de</strong> rezistenţă ale piesei;<br />
b. numai controlul dimensiunilor piesei;<br />
c. numai <strong>de</strong>fectele <strong>de</strong> suprafaţă ale materialului piesei.<br />
3. Nivelul superior al funcţiei <strong>de</strong> comandă a unui proces <strong>de</strong> fabricaţie:<br />
a. este localizat, la subsistemul <strong>de</strong> producţie gestionând bazele <strong>de</strong> date<br />
privind: schiţele, planurile, proiectele;<br />
b. asigură comunicarea cu piaţa <strong>de</strong> <strong>de</strong>sfacere;<br />
c. urmăreşte stabilirea acelor comenzi care asigură sincronizarea<br />
diferitelor operaţii tehnologice.<br />
Subiectul II (20 <strong>de</strong> puncte)<br />
II. În coloana A sunt indicate tipuri <strong>de</strong> mijloace <strong>de</strong> transport intern, iar în<br />
coloana B, exemple ale acestora. Notaţi în caiete asocierile corecte dintre<br />
fiecare cifră din coloana A şi litera corespunzătoare din coloana B.<br />
<strong>1.</strong> Integrate parţial în flux a. macarale<br />
2. Pe post fix b. poduri rulante<br />
3. Mobile c. roboţi<br />
4. Manuale d. linii automate<br />
e. cărucioare<br />
Subiectul III (20 <strong>de</strong> puncte)<br />
III. Completaţi spaţiile libere cu informaţia corectă.<br />
a. Funcţia <strong>de</strong>......................., componentă a conducerii, trebuie să asigure<br />
continuitatea controlului şi monitorizarea permanentă a<br />
activităţii şi a rezultatelor.<br />
b. Procesele <strong>de</strong>.............asigură funcţia <strong>de</strong> transfer pe raza locului <strong>de</strong><br />
muncă sau în imediata vecinătate a acestuia.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 133
Subiectul IV (20 <strong>de</strong> puncte)<br />
IV. Completaţi schema următoare cu acele componente care lipsesc.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 134
3.2. ASPECTE ALE PLANIFICĂRII SI CONTROLULUI<br />
PROCESULUI DE PRODUCŢIE<br />
3.2.<strong>1.</strong> Planificarea producţiei_<br />
În cadrul unei organizaţii (firmă, întreprin<strong>de</strong>re), planificarea producţiei constă în<br />
adaptarea capacităţii <strong>de</strong> producţie la sarcina <strong>de</strong> producţie.<br />
Planificarea producţiei face parte dintr-un complex <strong>de</strong> activităţi <strong>de</strong> management<br />
operaţional al producţiei/ conducere operativă a producţiei, care mai cuprin<strong>de</strong> programarea şi<br />
conducerea producţiei, conform reprezentării din figura 3.16.<br />
Fig. 3.16 - Schema managementului operaţional al producţiei<br />
Capacitatea <strong>de</strong> producţie reprezintă producţia maximă pe care o poate realiza o unitate<br />
<strong>de</strong> producţie, într-un timp dat, în condiţii tehnico-organizatorice optime.<br />
Sarcina <strong>de</strong> producţie reprezintă volumul <strong>de</strong> piese/produse care trebuie realizate cu<br />
respectarea termenelor contractuale. Cunoaşterea capacităţii <strong>de</strong> producţie <strong>de</strong>termină:<br />
- elaborarea şi fundamentarea ştiinţifică a planului <strong>de</strong> producţie;<br />
- dimensionarea corectă a unităţilor <strong>de</strong> producţie şi stabilirea necesarului <strong>de</strong> utilaje;<br />
- adoptarea variantei optime <strong>de</strong> prelucrare.<br />
În atingerea obiectivului <strong>de</strong> planificare optimă a producţiei pot apărea factori cu influenţă<br />
negativă (impedimente), cum ar fi cei enumeraţi în tabelul 3.6.<br />
Tabelul 3.6 - Impedimente întâmpinate în atingerea obiectivului <strong>de</strong> planificare<br />
Obiectivul planificării producţiei Impedimente în atingerea obiectivului<br />
Desfăşurarea continuă, fluentă a programului <strong>de</strong> - cererea pieţei <strong>de</strong> <strong>de</strong>sfacere este instabilă <strong>de</strong>-a<br />
fabricaţie, în condiţiile unor costuri <strong>de</strong> lungul timpului, a<strong>de</strong>sea sezonieră;<br />
producţie cât mai avantajoase, pentru a obţine - sortimentul <strong>de</strong> producţie impus <strong>de</strong> piaţă este<br />
profit.<br />
variat;<br />
- <strong>de</strong>pen<strong>de</strong>nţa producţiei <strong>de</strong> aprovizionarea cu<br />
materii prime, materiale, componente sau <strong>de</strong><br />
comenzi executate prin subcontractare;<br />
- ajustarea permanentă a programelor <strong>de</strong><br />
producţie, în ve<strong>de</strong>rea respectării termenelor<br />
contractuale.<br />
Sistemul <strong>de</strong> planificare este organizat în cascadă cu două niveluri (cu termen mediu şi cu<br />
termen scurt), în <strong>de</strong>pen<strong>de</strong>nţă <strong>de</strong> durata medie a ciclului <strong>de</strong> producţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 135
Ciclul <strong>de</strong> producţie reprezintă durata totală a parcurgerii etapelor tehnologiei <strong>de</strong> fabricaţie<br />
sau <strong>de</strong> asamblare la executarea pieselor sau a produselor.<br />
În tabelul 3.7 sunt menţionate principalele caracteristici ale ciclurilor <strong>de</strong> producţie şi<br />
domeniile <strong>de</strong> aplicare ale acestora.<br />
Tabelul 3.7 - Caracteristicile ciclurilor <strong>de</strong> producţie<br />
Durata medie a ciclului <strong>de</strong> Termen mediu Termen Domeniul <strong>de</strong> aplicare<br />
producţie<br />
scurt<br />
Cicluri scurte 1 an 1- 3 luni Producţia <strong>de</strong> bunuri <strong>de</strong> larg<br />
calendaristic<br />
consum<br />
Cicluri lungi 18 luni - 3 ani 12 luni Maşini şi utilaje grele,<br />
aeronautică, vapoare<br />
Activitatea <strong>de</strong> planificare are două componente:<br />
- planificarea tehnico-economică, care are ca obiect stabilirea principalilor indicatori<br />
cantitativi şi calitativi (producţie, progres tehnic, forţă <strong>de</strong> muncă, salarizare, aprovizionare<strong>de</strong>sfacere,<br />
costuri), pe toate domeniile <strong>de</strong> activitate;<br />
- planificarea operativă, care are ca obiect elaborarea programelor <strong>de</strong> activitate pentru<br />
secţii, ateliere etc, pe diferite unităţi <strong>de</strong> timp: lună, <strong>de</strong>cadă, zi, schimb, oră.<br />
Pentru a realiza o planificare operativă riguroasă a producţiei, se parcurg etapele<br />
enumerate în figura 3.17.<br />
Fig. 3.17 - Etapele planificării producţiei<br />
1) Programarea producţiei reprezintă totalitatea activităţilor strict necesare în ve<strong>de</strong>rea<br />
asigurării tuturor condiţiilor pentru <strong>de</strong>sfăşurarea la nivel optim a procesului <strong>de</strong> fabricaţie a<br />
produselor.<br />
Programarea producţiei este necesară întrucât asigură:<br />
• producţii corespunzătoare calitativ;<br />
• obţinerea cantităţilor solicitate <strong>de</strong> client;<br />
• respectarea termenelor prevăzute în contractul economic. Programarea producţiei presupune<br />
cunoaşterea următoarelor date <strong>de</strong> bază:<br />
• caracteristicile tehnice ale produsului;<br />
• numărul <strong>de</strong> produse executate şi eşalonarea livrării acestora;<br />
• resursele organizaţiei;<br />
• costul estimat al produselor.<br />
Pentru programarea activităţilor specifice locului <strong>de</strong> muncă, este necesară cunoaşterea<br />
următoarelor elemente: <strong>de</strong>senul <strong>de</strong> execuţie, volumul producţiei, semifabricatul folosit, utilajul<br />
<strong>de</strong> care se dispune, calificarea muncitorilor.<br />
2) Lansarea programelor <strong>de</strong> producţie constă în întocmirea şi transmiterea către<br />
conducătorii direcţi ai producţiei a documentelor referitoare la manoperă, salarii, materiale,<br />
utilităţi etc. şi a documentaţiei tehnico-economice necesare realizării programelor operative.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 136
Documentele referitoare la materiale, manoperă, utilităţi etc. formează documentaţia economică<br />
a lansării şi va servi la calculaţia costului produselor.<br />
3) Execuţia propriu-zisă a programului <strong>de</strong> producţie cuprin<strong>de</strong> lucrări şi activităţi<br />
legate <strong>de</strong> <strong>de</strong>sfăşurarea efectivă a fabricaţiei, ca, <strong>de</strong> exemplu, repartizarea lucrărilor pe locuri <strong>de</strong><br />
muncă, pregătirea locurilor <strong>de</strong> muncă, înregistrarea aspectelor legate <strong>de</strong> funcţionarea maşinilor<br />
şi a utilajelor.<br />
4) Controlul în<strong>de</strong>plinirii programelor <strong>de</strong> producţie se realizează pe parcursul întregii<br />
<strong>de</strong>sfăşurări a fabricaţiei, rezultând informaţii necesare corectării programelor iniţiale.<br />
3.2.2. Controlul producţiei_<br />
Controlul producţiei este un atribut managerial esenţial în conceperea şi în <strong>de</strong>sfăşurarea<br />
procesului <strong>de</strong> producţie, având roluri multiple:<br />
- verifică respectarea programelor puse în aplicare (timp, spaţiu, resurse umane);<br />
- măsoară abaterile constatate faţă <strong>de</strong> programul stabilit;<br />
- i<strong>de</strong>ntifică factorii şi cauzele care au generat abaterile;<br />
- <strong>de</strong>ci<strong>de</strong> asupra modului în care trebuie să se intervină pentru eliminarea/corectarea abaterilor.<br />
în ve<strong>de</strong>rea în<strong>de</strong>plinirii obiectivelor propuse, controlul producţiei trebuie pregătit ţinând cont <strong>de</strong><br />
corelaţia existentă între elementele specifice procesului <strong>de</strong> producţie:<br />
materiale - produse - procese - meto<strong>de</strong> - tehnici - oameni<br />
Programul <strong>de</strong> organizare şi <strong>de</strong>sfăşurare a controlului trebuie elaborat unitar, pentru<br />
întregul proces <strong>de</strong> producţie, dar şi pentru celelalte activităţi care concură la <strong>de</strong>rularea activităţii<br />
întreprin<strong>de</strong>rii, având în ve<strong>de</strong>re folosirea eficientă a resurselor.<br />
Controlul producţiei reuneşte activităţile cuprinse în figura 3.18.<br />
Fig. 3.18 - Activităţile specifice controlului producţiei<br />
3.2.3. Controlul calităţii_<br />
Controlul calităţii cuprin<strong>de</strong> tehnicile şi activităţile cu caracter operaţional utilizate pentru<br />
în<strong>de</strong>plinirea cerinţelor privind calitatea.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 137
Calitatea unui produs este <strong>de</strong>terminată <strong>de</strong> ansamblul însuşirilor şi caracteristicilor<br />
acestuia, care se pot observa, încerca, măsura sau compara cu un etalon sau/şi care sunt în<br />
concordanţă cu cerinţele funcţionale impuse <strong>de</strong> beneficiarul acelui produs.<br />
Din numeroasele însuşiri ale unui produs, numai unele pot <strong>de</strong>termina, la un moment dat,<br />
calitatea; acestea sunt <strong>de</strong>numite caracteristici <strong>de</strong> calitate.<br />
Caracteristicile <strong>de</strong> calitate se pot clasifica în funcţie <strong>de</strong> mai multe criterii, conform celor<br />
cuprinse în tabelul 3.8.<br />
Tabelul 3.8 - Clasificarea caracteristicilor <strong>de</strong> calitate<br />
Criteriul Tipuri <strong>de</strong> caracteristici Exemple<br />
> economice - cheltuieli <strong>de</strong> fabricaţie, cheltuieli <strong>de</strong> exploatare,<br />
a) Natura<br />
caracteristicilor<br />
cheltuieli <strong>de</strong> mentenanţa<br />
> tehnice - productivitate, viteză, raport <strong>de</strong> transfer, proprietăţi<br />
fizico-chimice, mecanice, structura materialului.<br />
starea suprafeţelor<br />
> sociale - influenţa asupra mediului, gradul <strong>de</strong> poluare,<br />
proprietăţi ergonomice, aspect exterior<br />
c) Modul <strong>de</strong> > cantitative - se exprimă prin - lungimea, diametrul unei piese, grosimea unei table<br />
mărimi concrete, măsurabile<br />
exprimare > calitative - se exprimă printr-o - bun/rău, lucios/mat, aspru/neted<br />
apreciere calitativă<br />
> direct măsurabile - dimensiuni, greutăţi, concentraţii<br />
d) Posibilitatea <strong>de</strong> > indirect măsurabile - puterea unui motor electric<br />
măsurare<br />
> comparabile cu o mostră etalon - gradul <strong>de</strong> alb al unei ţesături, caroiajul unui<br />
imprimeu textil<br />
> psihosenzoriale - se <strong>de</strong>termină - gust, miros<br />
cu ajutorul simţurilor<br />
Indicatorii calităţii produselor constituie expresii cantitative ale caracteristicilor<br />
acestora şi arată în ce măsură un anumit produs în<strong>de</strong>plineşte condiţiile specifice <strong>de</strong>stinaţiei sale<br />
în procesul utilizării. Sunt instrumente indispensabile care permit măsurarea performanţei şi<br />
relevă ecartul dintre nivelul calităţii atins şi nivelul calităţii dorit.<br />
Indicatorii <strong>de</strong> calitate ai unui produs sunt elemente lucrative care permit:<br />
- măsurarea satisfacţiei clientului;<br />
- i<strong>de</strong>ntificarea punctelor slabe ale procesului <strong>de</strong> producţie în toate compartimentele sale<br />
(inclusiv în <strong>de</strong>pozite, în biroul <strong>de</strong> vânzări etc);<br />
- măsurarea conformităţii rezultatelor muncii cu cerinţele. Indicatorii calităţii produselor sunt<br />
prezentaţi în figura 3.19.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 138
Fig. 3.19 - Indicatorii calităţii produselor<br />
► Indicatorii funcţionali (tehnici şi <strong>de</strong> exploatare) sunt legaţi direct <strong>de</strong> procesul <strong>de</strong><br />
utilizare al produsului.<br />
► Indicatorii tehnologici sunt legaţi direct <strong>de</strong> procesul <strong>de</strong> fabricaţie şi <strong>de</strong> reparaţie a<br />
produsului şi caracterizează nivelul tehnico-ştiinţific al soluţiilor adoptate în etapa <strong>de</strong> execuţie a<br />
produsului sau în activităţi <strong>de</strong> întreţinere—reparaţii.<br />
► Indicatorii ergonomiei sunt legaţi direct <strong>de</strong> interacţiunea om-produs-mediu şi ţin<br />
seama <strong>de</strong> ansamblul <strong>de</strong> norme igienice, antropometrice, psihofiziologice.<br />
► Indicatorii economici (preţ, volum <strong>de</strong> producţie) sunt legaţi direct <strong>de</strong> caracteristicile<br />
economice ale concepţiei, fabricaţiei şi utilizării produsului analizat.<br />
► Indicatorii estetici (<strong>de</strong>sign industrial) sunt legaţi direct <strong>de</strong> caracteristicile produsului<br />
<strong>de</strong>rivate din cerinţele respectării relaţiilor frumos - raţional, estetic - funcţional, în construcţia<br />
produselor industriale. Aceşti indicatori iau în consi<strong>de</strong>rare solicitările pieţelor <strong>de</strong> <strong>de</strong>sfacere<br />
privind echilibrul şi armonia construcţiei produsului, aspectul exterior, finisajul şi cromatica.<br />
► Indicatorii <strong>de</strong> fiabilitate sunt legaţi <strong>de</strong> probabilitatea ca produsul fabricat şi utilizat în<br />
condiţii normale să-şi menţină o perioadă <strong>de</strong> timp stabilită parametrii funcţionali, tehnologici şi<br />
economici iniţiali.<br />
Verificarea calităţii reprezintă procesul <strong>de</strong> măsurare, examinare, încercare (testare),<br />
etalonare sau orice altă modalitate <strong>de</strong> comparare a unităţii <strong>de</strong> produs verificate cu specificaţiile<br />
care îi sunt aplicabile.<br />
Inspecţia calităţii este o activitate <strong>de</strong> evaluare a conformităţii, care se <strong>de</strong>sfăşoară prin<br />
observarea şi ju<strong>de</strong>carea unităţii <strong>de</strong> produs şi este însoţită, după caz, <strong>de</strong> măsurări, încercări sau<br />
comparări cu un calibru. Unitatea <strong>de</strong> produs verificată poate fi un produs individual, un lot <strong>de</strong><br />
produse, un proces <strong>de</strong> fabricaţie.<br />
Indiferent <strong>de</strong> natura produsului finit (materii prime, materiale, semifabricate, repere,<br />
subansamble, produse simple sau complexe), controlul calităţii produsului vizează urmărirea<br />
aceloraşi elemente, iar modalitatea <strong>de</strong> control urmăreşte aceleaşi etape, precum în reprezentarea<br />
din figura 3.20.<br />
Mijloacele <strong>de</strong> control utilizate în sistemele <strong>de</strong> fabricaţie sunt:<br />
► standurile <strong>de</strong> probă, care sunt instalaţii complexe ce permit probarea subansamblelor<br />
şi a produselor în stare <strong>de</strong> funcţionare prin verificarea unuia sau a mai multor parametri;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 139
► instalaţiile <strong>de</strong> control activ, care sunt montate pe mijloacele <strong>de</strong> producţie şi care<br />
controlează caracteristica <strong>de</strong> calitate prevăzută în documentaţia tehnică, în timpul procesului <strong>de</strong><br />
fabricaţie;<br />
► instalaţiile <strong>de</strong> control automat, care controlează în mod automat caracteristica <strong>de</strong><br />
calitate prevăzută în documentaţia tehnică, după ce reperul, subansamblul sau produsul a fost<br />
executat;<br />
► instalaţiile <strong>de</strong> control multidimensional, care permit verificarea simultană a două<br />
sau mai multe caracteristici dimensionale.<br />
Meto<strong>de</strong>le <strong>de</strong> control adoptate trebuie să fie a<strong>de</strong>cvate proceselor verificate şi să<br />
evi<strong>de</strong>nţieze conformitatea cu cerinţele, <strong>de</strong>terminând astfel eficacitatea controlului.<br />
După proce<strong>de</strong>ul aplicat, controlul <strong>de</strong>limitează trei meto<strong>de</strong> <strong>de</strong> control: măsurarea,<br />
încercarea şi observarea. Cele mai utilizate meto<strong>de</strong> <strong>de</strong> control în sistemele <strong>de</strong> fabricaţie sunt<br />
prezentate în figura 3.2<strong>1.</strong><br />
Fig. 3.20 - Controlul calităţii produseloi<br />
Fig. 3.21 - Meto<strong>de</strong> <strong>de</strong> control în sistemele <strong>de</strong> fabricaţie<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 140
► Autocontrolul este controlul <strong>de</strong>sfăşurat în timpul procesului <strong>de</strong> fabricaţie, realizat <strong>de</strong><br />
muncitorul care execută, la un moment dat, o operaţie <strong>de</strong> prelucrare. Pentru aplicarea<br />
autocontrolului, executantul trebuie să cunoască două elemente: modul <strong>de</strong> efectuare a operaţiei<br />
<strong>de</strong> prelucrare şi modul <strong>de</strong> control al operaţiei efectuate.<br />
► Controlul în lanţ se aplică în procesul <strong>de</strong> fabricaţie în flux atunci când la un produs<br />
lucrează mai mulţi executanţi. în acest caz, înainte <strong>de</strong> a realiza propria operaţie <strong>de</strong> prelucrare,<br />
fiecare executant controlează operaţia anterioară şi numai în cazul în care aceasta a fost corect<br />
executată, efectuează propria sa operaţie. După efectuarea operaţiei proprii, muncitorul<br />
efectuează autocontrolul. Executantul trebuie să cunoască trei elemente: modul <strong>de</strong> control al<br />
operaţiei anterior executate, modul <strong>de</strong> efectuare a operaţiei proprii <strong>de</strong> prelucrare şi modul <strong>de</strong><br />
control al operaţiei efectuate.<br />
► Controlul volant are ca scop urmărirea respectării tehnologiilor şi stabilizarea<br />
procesului <strong>de</strong> fabricaţie din punctul <strong>de</strong> ve<strong>de</strong>re al preciziei şi al reglajului. Acest control vizează<br />
procesul <strong>de</strong> fabricaţie şi nu piesele, reperele, subansamblurile. Atunci când parametrii maşinilor<br />
şi ai utilajelor nu corespund celor prevăzuţi în documentaţia tehnică, acestea sunt oprite pentru<br />
efectuarea reglajelor şi a corecţiilor necesare pentru a împiedica apariţia rebuturilor.<br />
► Controlul calităţii prin eşantionare statistico-matematică constă în verificarea unui<br />
număr restrâns <strong>de</strong> unităţi <strong>de</strong> produse (numit eşantion), extrase dintr-un lot sau dintr-un proces<br />
<strong>de</strong> fabricaţie, pe baza unor criterii ştiinţifice, statistico— matematice. Verificarea eşantionului<br />
se face piesă cu piesă. în funcţie <strong>de</strong> numărul <strong>de</strong> piese corespunzătoare din eşantion (număr <strong>de</strong><br />
piese care este stabilit matematic), se ia <strong>de</strong>cizia <strong>de</strong> acceptare/ respingere a întregului lot <strong>de</strong><br />
produse.<br />
Metoda se aplică în cazul producţiei <strong>de</strong> serie (<strong>de</strong> exemplu, la execuţia <strong>de</strong> rulmenţi,<br />
pistoane, arcuri, ace, supape, becuri, hârtie, nasturi, produse chimice şi farmaceutice, cereale,<br />
produse alimentare) şi la verificarea unor parametri tehnici în fluxul proceselor, în ve<strong>de</strong>rea<br />
menţinerii sub control a temperaturilor <strong>de</strong> lucru, a concentraţiilor, a presiunilor, a <strong>de</strong>bitelor.<br />
► Controlul activ este o formă <strong>de</strong> control care constă în verificarea unui parametru sau<br />
a unei caracteristici, în cursul <strong>de</strong>sfăşurării procesului tehnologic, cu ajutorul unor instalaţii <strong>de</strong><br />
control activ, care dau informaţii asupra mărimii valorii urmărite şi care acţionează pentru<br />
menţinerea procesului în limitele prescrise.<br />
Metoda se aplică în domeniul prelucrărilor mecanice: rectificarea, finisarea arborilor şi a<br />
alezajelor cutiilor <strong>de</strong> viteze.<br />
► Controlul automat reprezintă verificarea unor caracteristici tehnice a produselor<br />
finite şi a subansamblelor fără intervenţia omului, în <strong>de</strong>cursul <strong>de</strong>sfăşurării procesului <strong>de</strong><br />
fabricaţie, folosind dispozitive, aparate şi instalaţii complexe <strong>de</strong> control.<br />
Metoda se aplică în procesul obţinerii produselor electronice (la verificarea<br />
componentelor electronice active şi pasive, a circuitelor integrate, a plăcilor funcţionale), a<br />
produselor chimice (la fabricarea motorinei, a benzinei etc), a automobilelor (la executarea<br />
segmenţilor, a motoarelor, a supapelor, a hoiturilor, a pistoanelor, a axelor pentru cutiile <strong>de</strong><br />
viteze, a bucşelor). Utilizarea acestei meto<strong>de</strong> <strong>de</strong> control asigură o precizie ridicată a măsurărilor<br />
prin respectarea toleranţelor prevăzute, realizând totodată separarea produselor bune <strong>de</strong> cele<br />
necorespunzătoare.<br />
► Controlul multidimensional se execută cu ajutorul unor mijloace şi aparate conectate<br />
la un sistem <strong>de</strong> calcul automat care redă încadrarea în limitele <strong>de</strong> toleranţă a întregii fabricaţii,<br />
prin măsurarea simultană a mai multor caracteristici <strong>de</strong> calitate.<br />
Metoda se aplică la controlul produselor complexe cu multe cote, ca, <strong>de</strong> exemplu, arbori<br />
cotiţi, biele, carcase, roţi dinţate, axe etc. Această metodă furnizează informaţii asupra<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 141
încadrării întregului reper sau produs în limitele <strong>de</strong> toleranţă prescrise şi conferă măsurătorilor o<br />
productivitate şi o precizie ridicată.<br />
3.2.4. Sănătatea si securitatea muncii<br />
Principiile <strong>de</strong> organizare a activităţii <strong>de</strong> sănătate şi securitate în muncă sunt enunţate în<br />
Legea securităţii şi sănătăţii în muncă nr. 312/2006 şi sunt armonizate cu preve<strong>de</strong>rile europene<br />
din Directiva Cadru 89/391/CEE.<br />
Principiile generale <strong>de</strong> prevenire pe care angajatorul trebuie să le urmărească în<br />
implementarea măsurilor <strong>de</strong> asigurare a sănătăţii şi securităţii în muncă sunt:<br />
a) evitarea riscurilor;<br />
b) evaluarea riscurilor care nu pot fi evitate;<br />
c) adaptarea muncii la om, în special în ceea ce priveşte proiectarea locurilor <strong>de</strong> muncă;<br />
alegerea echipamentului tehnic şi a meto<strong>de</strong>lor <strong>de</strong> muncă, pentru a evita activităţile monotone şi<br />
pe cele <strong>de</strong>sfăşurate într-o ca<strong>de</strong>nţă pre<strong>de</strong>terminată şi pentru a reduce efectele acestora asupra<br />
sănătăţii;<br />
d) adaptarea la progresul tehnic:<br />
e) înlocuirea pericolelor cu ceea ce nu este periculos sau cu ceea ce este mai puţin periculos;<br />
f) <strong>de</strong>zvoltarea unei politici <strong>de</strong> prevenire a pericolelor care să cuprindă tehnologiile, organizarea<br />
muncii şi a condiţiilor <strong>de</strong> muncă, relaţiile sociale şi influenţa factorilor <strong>de</strong> mediu;<br />
g) adoptarea, în mod prioritar, a măsurilor <strong>de</strong> protecţie colectivă faţă <strong>de</strong> măsurile <strong>de</strong> protecţie<br />
individuală;<br />
h) furnizarea <strong>de</strong> instrucţiuni corespunzătoare lucrătorilor;<br />
i) protejarea grupurilor expuse la riscuri <strong>de</strong> acci<strong>de</strong>ntare şi <strong>de</strong> îmbolnăvire profesională.<br />
Responsabilitatea majoră în asigurarea condiţiilor <strong>de</strong> siguranţă la locul <strong>de</strong> muncă şi<br />
respectarea preve<strong>de</strong>rilor <strong>de</strong> securitate şi sănătate în muncă revin angajatorului.<br />
Pregătirea şi instruirea personalului reprezintă mijlocul prin care se poate influenţa în<br />
mod hotărâtor atât scă<strong>de</strong>rea numărului <strong>de</strong> acci<strong>de</strong>nte <strong>de</strong> muncă, cât şi a celui <strong>de</strong> îmbolnăviri<br />
profesionale.<br />
De asemenea, legea impune angajatorului să asigure, pe cheltuiala unităţii, instruirea,<br />
testarea şi perfecţionarea profesională a lucrătorilor care au atribuţii în domeniul securităţii şi<br />
sănătăţii în muncă.<br />
Pregătirea şi instruirea în domeniul sănătăţii şi securităţii muncii constituie o parte<br />
componentă a pregătirii profesionale care are ca scop însuşirea cunoştinţelor şi formarea<br />
<strong>de</strong>prin<strong>de</strong>rilor <strong>de</strong> securitate şi sănătate în muncă.<br />
Instructajul <strong>de</strong> sănătate şi securitate în muncă cuprin<strong>de</strong> trei faze: instructajul introductiv<br />
general, instructajul la locul <strong>de</strong> muncă şi instructajul periodic. Toate aceste faze vor fi<br />
consemnate în mod obligatoriu în Fişa individuală <strong>de</strong> instructaj, cu indicarea materialului<br />
predat, a duratei şi a datei instruirii. Totodată, în acest document se trec datele personale ale<br />
angajatului, data la care a fost realizat instructajul, materialele prezentate. Fişa este semnată <strong>de</strong><br />
persoana care a efectuat instructajul, <strong>de</strong> angajat şi <strong>de</strong> o persoană <strong>de</strong>semnată să verifice<br />
efectuarea instructajului.<br />
În cadrul instructajului introductiv general se vor expune următoarele probleme:<br />
a) riscurile <strong>de</strong> acci<strong>de</strong>ntare şi <strong>de</strong> îmbolnăvire profesională specifice unităţii;<br />
b) legislaţia <strong>de</strong> sănătate şi securitate în muncă în vigoare;<br />
c) consecinţele posibile ale necunoaşterii şi ale nerespectării legislaţiei <strong>de</strong> sănătate şi securitate<br />
în muncă;<br />
d) măsuri tehnico-organizatorice <strong>de</strong> prevenire, alarmare, intervenţie, evacuare şi prim ajutor.<br />
Instructajul la locul <strong>de</strong> muncă se face după instructajul introductiv general şi are ca<br />
scop prezentarea riscurilor şi a măsurilor <strong>de</strong> prevenire specifice locului <strong>de</strong> muncă un<strong>de</strong> a fost<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 142
epartizată persoana respectivă. Acest instructaj se face <strong>de</strong> către conducătorul direct al locului<br />
<strong>de</strong> muncă respectiv.<br />
Instructajul periodic se face întregului personal şi are drept scop cunoaşterea şi<br />
aprofundarea instrucţiunilor proprii <strong>de</strong> sănătate şi securitate în muncă elaborate la nivelul<br />
fiecărui loc <strong>de</strong> muncă, pe baza evaluărilor <strong>de</strong> riscuri. Acest instructaj se va completa în mod<br />
obligatoriu şi cu <strong>de</strong>monstraţii practice. Instructajul periodic se face <strong>de</strong> către conducătorul<br />
locului <strong>de</strong> muncă respectiv.<br />
În continuare, sunt prezentate principalele reguli <strong>de</strong> sănătate şi securitate în muncă a<br />
căror respectare se impune în cadrul <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
► Purtarea echipamentului individual <strong>de</strong> protecţie este obligatorie, în scopul prevenirii<br />
acci<strong>de</strong>ntelor <strong>de</strong> muncă şi al îmbolnăvirilor profesionale.<br />
► Echipamentele tehnice trebuie să fie menţinute, printr-o întreţinere a<strong>de</strong>cvată, într-o<br />
stare corespunzătoare, care să nu prezinte riscuri pentru securitatea şi sănătatea angajaţilor.<br />
► Angajatorul trebuie să ia toate măsurile necesare pentru ca angajaţii să dispună <strong>de</strong><br />
informaţii a<strong>de</strong>cvate şi <strong>de</strong> instrucţiuni scrise referitoare la echipamentul tehnic utilizat în muncă.<br />
► Echipamentele tehnice trebuie amplasate, instalate şi utilizate astfel încât să reducă<br />
riscurile pentru utilizatori prin asigurarea unui spaţiu suficient între părţile mobile ale<br />
echipamentului tehnic şi structurile fixe sau mobile din vecinătatea lor. Părţile mobile ale<br />
echipamentelor tehnice care <strong>de</strong>păşesc în timpul funcţionării gabaritul acestora trebuie vopsite în<br />
dungi alternative galben-negru, în formele şi dimensiunile standardizate.<br />
► Măsurile <strong>de</strong> sănătate şi securitate în muncă trebuie elaborate <strong>de</strong> producătorul<br />
echipamentului tehnic.<br />
► Angajatorul trebuie să <strong>de</strong>ţină Cartea tehnică/Manualul <strong>de</strong> utilizare/Instrucţiunile <strong>de</strong><br />
utilizare pentru fiecare echipament tehnic.<br />
► Echipamentele tehnice trebuie utilizate numai pentru operaţiile cărora le-au fost<br />
<strong>de</strong>stinate şi în condiţiile precizate în Cartea tehnică/Manualul <strong>de</strong> utilizare/Instrucţiunile <strong>de</strong><br />
utilizare.<br />
► Operaţiile <strong>de</strong> întreţinere trebuie să poată fi efectuate doar atunci când echipamentul<br />
tehnic este oprit.<br />
► Dacă echipamentele tehnice sunt prevăzute cu programe <strong>de</strong> întreţinere, acestea trebuie<br />
respectate întocmai şi la zi.<br />
► Echipamentele trebuie prevăzute cu dispozitive care să nu permită punerea acci<strong>de</strong>ntală<br />
în funcţiune a acestora pe perioada <strong>de</strong> repaus necesară pentru revizii, reparaţii sau pentru alte<br />
lucrări.<br />
► Pentru asigurarea cerinţelor <strong>de</strong> securitate şi sănătate în muncă, la proiectarea şi<br />
utilizarea echipamentelor tehnice trebuie să se respecte principiile ergonomice.<br />
► Organele <strong>de</strong> comandă trebuie proiectate, alese şi amplasate astfel încât să fie<br />
compatibile cu caracteristicile fiziologice (în special <strong>de</strong> mişcare) ale părţilor corpului utilizate<br />
pentru acţionare, să fie vizibile, iar acţionarea lor să fie comodă şi sigură.<br />
► Echipamentele electrice trebuie să fie astfel proiectate, fabricate, montate, întreţinute<br />
şi exploatate încât să fie asigurată protecţia împotriva pericolelor generate <strong>de</strong> energia electrică<br />
şi a celor datorate influenţelor externe.<br />
► Proiectarea, fabricarea, montarea, exploatarea şi verificarea instalaţiilor sub presiune,<br />
<strong>de</strong> ridicat şi <strong>de</strong> transportat, trebuie să se facă în conformitate cu prescripţiile tehnice cuprinse în<br />
colecţia Inspecţiei pentru cazane, recipiente sub presiune şi instalaţii <strong>de</strong> ridicat [ISCIR).<br />
► Executarea intervenţiilor la instalaţiile sub presiune, <strong>de</strong> ridicat şi <strong>de</strong> transportat<br />
(<strong>de</strong>panări, reparaţii, modificări, racordări etc.) trebuie să se facă numai <strong>de</strong> către personal<br />
calificat, instruit şi autorizat în acest scop.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 143
3.2.5. Tehnologia informaţiei în realizarea <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Dezvoltarea tehnologiei informaţiei a atras, în mod firesc, implementarea în producţia <strong>de</strong><br />
bunuri a <strong>sistemelor</strong> asistate <strong>de</strong> calculator. Prin utilizarea informaticii, în procesul <strong>de</strong> cercetareproiectare-planificare-producţie-control<br />
se introduce totalitatea cunoştinţelor tehnologice<br />
disponibile pentru linia <strong>de</strong> producţie respectivă.<br />
Utilizarea tehnologiei informaţiei în realizarea <strong>sistemelor</strong> <strong>de</strong> fabricaţie este condiţionată<br />
<strong>de</strong> existenţa resursei umane calificate (ingineri, tehnicieni, <strong>de</strong>senatori), <strong>de</strong> software-ul necesar şi<br />
<strong>de</strong> baza materială (calculatoare, sisteme <strong>de</strong> comandă digitală).<br />
Activităţile care pot fi <strong>de</strong>sfăşurate cu ajutorul calculatorului, în sistemele <strong>de</strong> producţie<br />
sunt cuprinse în figura 3.22.<br />
► CAD (Computer-Ai<strong>de</strong>d Design) - proiectarea asistată <strong>de</strong> calculator este<br />
tehnologia/tehnica care priveşte utilizarea <strong>sistemelor</strong> computerizate, în ve<strong>de</strong>rea realizării<br />
proiectării, analizei şi optimizării produselor. Este clasificat ca un software CAD orice program<br />
pe calculator specializat în grafică computerizată şi aplicaţii care facilitează activităţi inginereşti<br />
în procesele <strong>de</strong> proiectare.<br />
ACTIVITĂȚI DESFĂȘURATE CU AJUTORUL CALCULATORULUI<br />
CAD(Computer – Ai<strong>de</strong>d Design)<br />
CAP(Computer – Ai<strong>de</strong>d Work Planninh)<br />
CAP(Computer – Ai<strong>de</strong>d manufacturing)<br />
PPS (Production Planning System)<br />
CADS(Computer – Ai<strong>de</strong>d uality Assurance)<br />
CAP(Computer – Ai<strong>de</strong>d Organisation)<br />
Fig. 3.22 - Activităţile care pot fi <strong>de</strong>sfăşurate cu ajutorul calculatorului<br />
CAD se referă la proiectarea produselor pe baza unor soft-ware-uri specifice, cu ajutorul<br />
cărora se <strong>de</strong>sfăşoară următoarele activităţi:<br />
- realizarea schiţelor, a planurilor, a proiectelor;<br />
- efectuarea <strong>de</strong> calcule;<br />
- realizarea specificaţiilor <strong>de</strong> materiale, materii prime şi energie necesare pentru realizarea<br />
produsului şi pentru evaluarea costurilor;<br />
- testarea şi verificarea asistată <strong>de</strong> calculator a variantelor alese în etapele anterioare;<br />
- selectarea mo<strong>de</strong>lelor finale pe baza criteriilor tehnico-economice.<br />
Evoluţia <strong>sistemelor</strong> <strong>de</strong> fabricaţie a <strong>de</strong>terminat producerea saltului <strong>de</strong> la ingineria<br />
tradiţională, secvenţială, la ingineria simultană (numită şi paralelă sau concurentă), care<br />
permite proiectarea şi realizarea simultană a produselor şi a proceselor necesare obţinerii<br />
produselor şi cuprin<strong>de</strong> activităţi ce privesc pregătirea fabricaţiei, fabricaţia propriu-zisă, teste,<br />
verificări <strong>de</strong> fiabilitate şi mentenanţă.<br />
În cadrul ingineriei simultane, se utilizează următoarele sisteme <strong>de</strong> proiectare:<br />
- Design for Manufacturing (DFM), pentru procesul <strong>de</strong> fabricaţie;<br />
- Design forAssembly (DFA), pentru procesul <strong>de</strong> asamblare. DFM rezolvă problema<br />
concordanţei dintre datele <strong>de</strong> proiectare<br />
şi posibilităţile <strong>de</strong> fabricaţie, pe tot parcursul <strong>de</strong>zvoltării şi realizării produsului (Tabelul 3.9).<br />
Tabelul 3.9 - Caracteristicile proiectării DFM<br />
Parametrii <strong>de</strong> proiectare ai DFM Parametrii <strong>de</strong> producţie<br />
Concept: apartenenţa la un sortiment, număr <strong>de</strong> variante Tehnologia necesară, investiţia/capitalul, mărimea maşinilor/a<br />
constructive pentru produs<br />
celulelor <strong>de</strong> fabricaţie<br />
Structură: module, sistem <strong>de</strong> bază, modificări tehnologice Capacitatea <strong>de</strong> producţie, retehnologizarea în anumite secţii<br />
Detaliu: dimensiunea, forma, toleranţa Numărul <strong>de</strong> prelucrări, <strong>optimizarea</strong> proceselor<br />
Principiile DFA care stau la baza proiectării procesului <strong>de</strong> fabricaţie al produselor sunt:<br />
- reducerea numărului total <strong>de</strong> piese componente;<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 144
- <strong>de</strong>zvoltarea unei proiectări modularizate;<br />
- utilizarea componentelor standardizate;<br />
- proiectarea reperelor componente care au caracteristici comune mai multor produse;<br />
- minimizarea direcţiilor <strong>de</strong> asamblare;<br />
- maximizarea flexibilităţii;<br />
- micşorarea numărului <strong>de</strong> mânuiri.<br />
► CAP (Computer-Ai<strong>de</strong>d Work Planning) - planificarea activităţilor asistată <strong>de</strong><br />
calculator are drept scop pregătirea fabricaţiei, care constă în: <strong>de</strong>finirea proceselor, elaborarea<br />
listelor <strong>de</strong> materii prime, materiale, repere, subansambluri şi SDV-uri necesare, elaborarea<br />
programelor pentru maşinile-unelte cu comandă numerică, roboţi industriali, sisteme <strong>de</strong><br />
transport, elaborarea documentaţiei tehnologice.<br />
Pregătirea fabricaţiei inclu<strong>de</strong> stabilirea asistată <strong>de</strong> calculator a naturii şi a succesiunii<br />
operaţiilor <strong>de</strong> prelucrare, asamblare şi control, precum şi selectarea proce<strong>de</strong>elor şi a meto<strong>de</strong>lor<br />
<strong>de</strong> producţie.<br />
► CAM (Computer-Ai<strong>de</strong>d Manufacturing) - fabricaţia asistată <strong>de</strong> calculator are<br />
drept scop utilizarea <strong>sistemelor</strong> computerizate, în ve<strong>de</strong>rea conducerii şi a supravegherii<br />
operaţiilor <strong>de</strong> prelucrare prin stabilirea unei legături între computer şi resursele <strong>de</strong> producţie ale<br />
întreprin<strong>de</strong>rii. Funcţiile CAM sunt:<br />
- programarea roboţilor, a maşinilor-unelte cu comandă numerică care operează în sistemele <strong>de</strong><br />
fabricaţie, a <strong>sistemelor</strong> <strong>de</strong> transport;<br />
- selectarea, poziţionarea sculelor/pieselor/semifabricatelor în ve<strong>de</strong>rea prelucrării sau a<br />
asamblării.<br />
► PPS (Production Planning System) - gestiunea producţiei asistată <strong>de</strong> calculator se<br />
referă la utilizarea <strong>sistemelor</strong> asistate <strong>de</strong> calculator pentru planificarea organizatorică şi pentru<br />
comanda şi supravegherea <strong>de</strong>sfăşurării producţiei, <strong>de</strong> la preluarea comenzii până în momentul<br />
<strong>de</strong>sfacerii/livrării produsului.<br />
► CAD (Computer-Ai<strong>de</strong>d Quality Assurance) -asigurarea calităţii asistată <strong>de</strong><br />
calculator are drept scop realizarea planurilor şi a programelor <strong>de</strong> control, precum şi executarea<br />
operaţiilor <strong>de</strong> măsurare şi control.<br />
► CAO (Computer-Ai<strong>de</strong>d Organization) - organizarea activităţii asistată <strong>de</strong><br />
calculator are drept scop organizarea cu ajutorul calculatorului a activităţilor comerciale,<br />
economice, <strong>de</strong> marketing şi <strong>de</strong> promovare a produselor întreprin<strong>de</strong>rii.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 145
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
EVALUARE<br />
Explicaţi influenţa aspectelor planificării şi controlului asupra<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie, răspunzând cerinţelor următoare:<br />
<strong>1.</strong> Care este obiectivul planificării producţiei?<br />
2. Definiţi sarcina <strong>de</strong> producţie.<br />
3. Ce conţine documentaţia economică a lansării?<br />
4. Ce sunt indicatorii <strong>de</strong> calitate ai unui produs?<br />
5. Enumeraţi mijloacele <strong>de</strong> control utilizate în sistemele <strong>de</strong><br />
fabricaţie?<br />
6. Ce este controlul activ?<br />
7. Ce este controlul multidimensional? Cui se aplică acest tip <strong>de</strong><br />
control?<br />
8. Care sunt fazele instructajului <strong>de</strong> sănătate şi securitate în muncă?<br />
9. Ce este proiectarea asistată <strong>de</strong> calculator CAD?<br />
10. Care este rolul asigurării calităţii asistate <strong>de</strong> calculator?<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 146
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
ACTIVITĂŢI PRACTICE<br />
Lucraţi individual!<br />
<strong>1.</strong> În coloana A sunt indicate activităţile care pot fi <strong>de</strong>sfăşurate cu<br />
ajutorul calculatorului, iar în coloana B, caracteristicile acestora. Realizaţi<br />
asocierile dintre cifrele din coloana A şi literele corespunzătoare din<br />
coloana B.<br />
A. Activităţile care pot fi B. Caracteristici<br />
<strong>de</strong>sfăşurate cu ajutorul<br />
calculatorului<br />
<strong>1.</strong> CAD - proiectarea asistată<br />
<strong>de</strong> calculator<br />
2. CAM - fabricaţia asistată<br />
<strong>de</strong> calculator<br />
3. CAP - planificarea<br />
activităţilor asistată <strong>de</strong><br />
calculator<br />
4. CAQ - asigurarea calităţii<br />
asistată <strong>de</strong> calculator<br />
5. CAQ - organizarea<br />
activităţii asistată <strong>de</strong><br />
calculator<br />
a. are drept scop realizarea planurilor şi a programelor <strong>de</strong> control,<br />
precum şi executarea operaţiilor <strong>de</strong> măsurare şi control.<br />
b. are drept scop organizarea activităţilor comerciale, economice,<br />
<strong>de</strong> marketing şi <strong>de</strong> promovare a produselor întreprin<strong>de</strong>rii cu ajutorul<br />
calculatorului.<br />
c. tehnica care priveşte utilizarea <strong>sistemelor</strong> computerizate în ve<strong>de</strong>rea<br />
proiectării, analizei şi optimizării produselor.<br />
d. se referă la utilizarea <strong>sistemelor</strong> asistate <strong>de</strong> calculator pentru<br />
planificarea organizatorică, comanda şi supravegherea<br />
<strong>de</strong>sfăşurării producţiei.<br />
e. are drept scop utilizarea <strong>sistemelor</strong> computerizate pentru conducerea<br />
şi supravegherea operaţiilor <strong>de</strong> prelucrare prin stabilirea<br />
unei legături între computer şi resursele <strong>de</strong> producţie ale întreprin<strong>de</strong>rii.<br />
f. are drept scop pregătirea fabricaţiei, elaborarea programelor<br />
pentru maşinile-unelte cu comandă numerică, roboţi industriali,<br />
sisteme <strong>de</strong> transport şi a documentaţiei tehnologice.<br />
2. Explicaţi care sunt avantajele utilizării tehnologiei informaţiei în<br />
cadrul <strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 147
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în perechi!_<br />
Notaţi pe caiete rezolvările sarcinilor următoare.<br />
<strong>1.</strong> Indicaţi activităţile care se <strong>de</strong>sfăşoară în cadrul proiectării asistate<br />
<strong>de</strong> calculator.<br />
2. Asociaţi fiecărei meto<strong>de</strong> <strong>de</strong> control precizate în tabel mijloacele <strong>de</strong><br />
control corespunzătoare şi completaţi pe caiete, conform mo<strong>de</strong>lului <strong>de</strong> mai<br />
jos.<br />
Metoda <strong>de</strong> control Mijloace <strong>de</strong> control<br />
Controlul automat Instalaţii <strong>de</strong> control automat Instalaţii <strong>de</strong> control<br />
activ<br />
Controlul volant<br />
Controlul prin eşantionare statisticomatematică<br />
Controlul activ<br />
Controlul multidimensional<br />
Alegeţi un li<strong>de</strong>r care să prezinte materialul întocmit. Apreciaţi reciproc<br />
calitatea materialelor celorlalte echipe, pe baza unor criterii <strong>de</strong> evaluare<br />
anterior stabilite. Purtaţi discuţii cu colegul/colega <strong>de</strong> echipă şi apreciaţi<br />
corectitudinea răspunsurilor date.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 148
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Lucraţi în echipă!_<br />
Faceţi o vizită la un agent economic din domeniul vostru <strong>de</strong> pregătire. Formaţi echipe <strong>de</strong><br />
3-4 elevi şi întocmiţi un referat cu tema „Respectarea regulilor <strong>de</strong> sănătate şi securitate în<br />
muncă - prioritate şi necesitate", având în ve<strong>de</strong>re următoarea structură:<br />
<strong>1.</strong> Precizarea tipului <strong>de</strong> instructaj <strong>de</strong> sănătate şi securitate în muncă obligatoriu la angajare,<br />
după terminarea liceului, în situaţia în care veţi lucra ca tehnicieni în domeniul în care v-aţi<br />
pregătit.<br />
2. Menţionarea obligaţiilor pe care angajatorul le are în implementarea măsurilor <strong>de</strong> asigurare a<br />
sănătăţii şi a securităţii în muncă.<br />
3. Enumeraţi regulile <strong>de</strong> sănătate şi securitate în muncă pe care va trebui să le respectaţi după<br />
angajare.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 149
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
Fișă <strong>de</strong> lucru - Aspecte ale planificării şi ale controlului procesului <strong>de</strong><br />
producţie<br />
Alege un produs pe care 71 cunoşti foarte bine (telefon mobil, calculator,<br />
produs electrocasnic etc). Copiază tabelul pe caiet şi scrie cât mai multe<br />
dintre caracteristicile <strong>de</strong> calitate care corespund produsului ales.<br />
Produsul……………………………………………………………………………<br />
Caracteristici Descriere<br />
Tehnice<br />
Economice<br />
Sociale<br />
Direct măsurabile<br />
Psiho-senzoriaie<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 150
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE -<br />
Aspecte ale planificării şi ale controlului procesului <strong>de</strong><br />
producţie<br />
Timp <strong>de</strong> lucru 45 minute. Se acordă 10 puncte din oficiu.<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
I. Pentru fiecare dintre cerinţele <strong>de</strong> mai jos indicaţi litera<br />
corespunzătoare răspunsului corect.<br />
<strong>1.</strong> Ciclurile <strong>de</strong> producţie scurte corespund:<br />
a. fabricării produselor <strong>de</strong> tip unicat;<br />
b. producţiei <strong>de</strong> bunuri <strong>de</strong> larg consum;<br />
c. fabricării utilajelor grele.<br />
2. Instructajul la locul <strong>de</strong> muncă cuprin<strong>de</strong>:<br />
a. riscurile <strong>de</strong> acci<strong>de</strong>ntare şi îmbolnăvire profesională specifice unităţii;<br />
b. legislaţia <strong>de</strong> sănătate şi securitate în muncă în vigoare;<br />
c. riscurile şi măsurile <strong>de</strong> prevenire specifice locului <strong>de</strong> muncă.<br />
3. Programarea producţiei presupune cunoaşterea următoarelor date <strong>de</strong><br />
bază:<br />
a. caracteristicile tehnice ale produsului;<br />
b. documentele referitoare la manoperă, la salarii şi la materiale;<br />
c. lucrări legate <strong>de</strong> <strong>de</strong>sfăşurarea efectivă a fabricaţiei.<br />
Subiectul II (20 <strong>de</strong> puncte)<br />
II. În coloana A sunt indicate caracteristicile <strong>de</strong> calitate, iar în<br />
coloana B, exemple a<strong>de</strong>cvate. Stabiliţi asocierile corecte dintre fiecare<br />
cifră din coloana A şi litera corespunzătoare din coloana B.<br />
A. Caracteristici <strong>de</strong> calitate B. Exemple<br />
<strong>1.</strong> economice a. grosimea unei table<br />
2. direct măsurabile b. zgomotul unui utilaj<br />
3. tehnice c. mirosul unui parfum<br />
4. sociale d. cheltuielile <strong>de</strong> exploatare<br />
e. viteza şi puterea unui autovehicul<br />
Subiectul III (20 <strong>de</strong> puncte)<br />
III. Completaţi pe caiete spaţiile libere cu informaţia corectă.<br />
a. Sarcina <strong>de</strong> producţie reprezintă........<strong>de</strong> piese care trebuie realizat cu<br />
respectarea termenelor contractuale.<br />
b. Instructajul <strong>de</strong> sănătate şi securitate în muncă se consemnează<br />
în.........individuală <strong>de</strong> instructaj, cu indicarea materialului predat,<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 151
a duratei şi a datei instruirii.<br />
Subiectul IV (20 <strong>de</strong> puncte)<br />
IV. Copiază pe o coală format A4 schema <strong>de</strong> mai jos şi completează<br />
cu informaţii potrivite casetele goale.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 152
COLEGIUL TEHNIC METALURGIC<br />
SLATINA - OLT<br />
Nume Și Prenume Elev<br />
Clasa Data<br />
TEST DE EVALUARE – Capitolul 3<br />
Notă. Timp <strong>de</strong> lucru: 3 ore. Se acordă 10 puncte din oficiu<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
I.<strong>1.</strong> Pentru fiecare din cerinţele <strong>de</strong> mai jos (1-5), indicaţi litera<br />
corespunzătoare răspunsului corect.<br />
<strong>1.</strong> Controlul operaţional se <strong>de</strong>sfăşoară:<br />
a. la sfârşitul operaţiei <strong>de</strong> prelucrare din cadrul procesului tehnologic;<br />
b. pe parcursul <strong>de</strong>rulării unei operaţii din cadrul procesului tehnologic;<br />
c. înainte <strong>de</strong> începerea unei operaţii din cadrul procesului tehnologic;<br />
d. asupra produsului finit.<br />
2. Instalaţiile <strong>de</strong> control multidimensional permit:<br />
a. verificarea simultană a două sau mai multe caracteristici dimensionale;<br />
b. controlul automat al unei singure caracteristici <strong>de</strong> calitate;<br />
c. verificarea <strong>de</strong>fectelor <strong>de</strong> suprafaţă ale materialului pieselor;<br />
d. probarea subansamblelor şi a produselor în stare <strong>de</strong> funcţionare.<br />
3. Prin folosirea CAD, în proiectarea proceselor <strong>de</strong> producţie se<br />
realizează:<br />
a. elaborarea schiţelor, a planurilor, a proiectelor;<br />
b. comunicarea cu piaţa <strong>de</strong> <strong>de</strong>sfacere;<br />
c. programarea roboţilor, a maşinilor-unelte cu comandă numerică;<br />
d. organizarea activităţilor comerciale, economice, <strong>de</strong> marketing.<br />
4. Într-un sistem <strong>de</strong> fabricaţie, dimensionarea raţională a stocurilor<br />
trebuie să asigure:<br />
a. estimarea termenelor <strong>de</strong> livrare a produselor către clienţi;<br />
b. crearea unei baze <strong>de</strong> date;<br />
c. aprovizionarea ritmică a procesului <strong>de</strong> producţie;<br />
d. utilizarea tehnologiei informaţiei în planificarea producţiei.<br />
5. Pentru lansarea în execuţie a fabricaţiei, trebuie cunoscute<br />
următoarele elemente:<br />
a. operaţiile <strong>de</strong> prelucrare prin care va realizată piesa:<br />
b. cerinţele clienţilor referitoare la performanţele tehnice ale pieselor;<br />
c. datele tehnice ale pieselor care urmează a fi produse;<br />
d. documentele referitoare la: manoperă, salarii, materiale, utilităţi.<br />
I.2. În coloana A sunt indicate funcţiile conducerii specifice unui<br />
sistem <strong>de</strong> fabricaţie, iar în coloana B, conţinuturile aferente acestora.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 153
Realizaţi asocierile dintre cifrele din coloana A şi literele corespunzătoare<br />
din coloana B.<br />
A. Funcţiile conducerii B. Conţinutul funcţiilor<br />
<strong>1.</strong> Funcţia <strong>de</strong> prognoză pentru a. armonizarea ritmului <strong>de</strong> fabricaţie al sistemului cu fluxul <strong>de</strong><br />
un sistem tehnologic <strong>de</strong> aprovizionare cu materii prime şi materiale<br />
fabricaţie<br />
b. evi<strong>de</strong>nţiază capacitatea acelui sistem <strong>de</strong> a prelua noile<br />
2. Funcţia <strong>de</strong> organizare la comenzi <strong>de</strong> producţie şi <strong>de</strong> a i<strong>de</strong>ntifica posibile soluţii <strong>de</strong><br />
nivelul <strong>sistemelor</strong> tehnologice mo<strong>de</strong>rnizare a tehnologiilor <strong>de</strong> fabricaţie.<br />
<strong>de</strong> fabricaţie<br />
c. stabilirea pon<strong>de</strong>rii a<strong>de</strong>cvate fiecărei componente (<strong>de</strong> bază<br />
3. Funcţia <strong>de</strong> coordonare la sau auxiliare) a timpului tehnologic necesar efectuării<br />
nivelul unui sistem tehnologic secvenţei <strong>de</strong> fabricare pe acel sistem<br />
<strong>de</strong> fabricaţie<br />
d. monitorizează permanent activităţile <strong>de</strong>sfăşurate şi<br />
4. Funcţia <strong>de</strong> control, rezultatele obţinute<br />
componentă a conducerii e. dispoziţii pentru respectarea cerinţelor <strong>de</strong> minimizare atât a<br />
costului fabricaţiei cât şi a timpului tehnologic necesar<br />
execuţiei.<br />
I.3. Scrieţi litera corespunzătoare fiecărui enunţ (a, b, c) şi notaţi în<br />
dreptul ei litera A, dacă apreciaţi că enunţul este a<strong>de</strong>vărat, sau litera F,<br />
dacă apreciaţi că enunţul este fals. Transformaţi enunţurile pe care le<br />
consi<strong>de</strong>raţi false în enunţuri a<strong>de</strong>vărate.<br />
a. Responsabilitatea majoră în asigurarea condiţiilor <strong>de</strong> siguranţă la locul<br />
<strong>de</strong> muncă îi revine angajatorului.<br />
b. Controlul automat este folosit în cazul producţiei <strong>de</strong> serie mică.<br />
c. Controlul în<strong>de</strong>plinirii programelor <strong>de</strong> producţie are loc doar la sfârşitul<br />
fabricaţiei.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
II.<strong>1.</strong> Definiţi procesul <strong>de</strong> prelucrare propriu-zisă.<br />
II.2. Completaţi spaţiile libere cu informaţia corectă:<br />
a. Stocul prea mare <strong>de</strong>termină o imobilizare a unor valori materiale, ceea<br />
ce implică.......costului <strong>de</strong> fabricaţie.<br />
b. Procesele <strong>de</strong>.............asigură funcţia <strong>de</strong> transfer pe raza locului <strong>de</strong><br />
muncă sau în imediata vecinătate a acestuia.<br />
c. în cadrul proceselor <strong>de</strong> producţie, în sistemele <strong>de</strong> fabricaţie trebuie<br />
respectate normele <strong>de</strong>.......şi securitate a muncii.<br />
II.3. Controlul multidimensional se aplică frecvent în cadrul<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie.<br />
a. Precizaţi scopul acestui tip <strong>de</strong> control.<br />
b. Enumeraţi 5 produse care pot fi supuse acestui tip <strong>de</strong> control.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 154
II. 4. Procesul <strong>de</strong> conducere a unui sistem tehnologic <strong>de</strong> fabricaţie<br />
trebuie privit ca un sistem cibernetic.<br />
a. Reprezentaţi procesul <strong>de</strong> conducere ca sistem cibernetic.<br />
b. Denumiţi elementele sistemului.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Realizaţi un eseu cu tema „Influenţa aspectelor planificării asupra<br />
<strong>sistemelor</strong> <strong>de</strong> fabricaţie", care să respecte următoarea structură <strong>de</strong> i<strong>de</strong>i.<br />
<strong>1.</strong> Definiţi noţiunea <strong>de</strong> planificarea producţiei.<br />
2. Explicaţi necesitatea cunoaşterii capacităţii <strong>de</strong> producţie.<br />
3. Precizaţi componentele activităţii <strong>de</strong> planificare.<br />
4. Enumeraţi etapele planificării operative a producţiei.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 155
BAREM DE CORECTARE ȘI NOTARE<br />
Notă. La toate testele, pentru răspuns incorect sau lipsa răspunsului se<br />
acordă 0 p.<br />
CAPITOLUL 1<br />
TEST DE EVALUARE - Mediul industrial<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong>b;2. b;3.d; 4. c; 5. a. (2 p. x 5 = 10 p.) <strong>1.</strong>2.<strong>1.</strong> f; 2. a; 3. e; 4. c; 5. b. (2 p. x 5 = 10 p.) <strong>1.</strong>3. a.<br />
F; b. A; c. A. (2 p. x 5 = 10 p.)<br />
a. întreprin<strong>de</strong>rea este o unitate economică care dispune <strong>de</strong> personalitate juridică.<br />
Se acordă câte 2 puncte pentru fiecare alegere corectă şi 4 puncte pentru o justificare corectă a<br />
răspunsului.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> (4 p.) Pentru răspuns parţial corect sau incomplet se acordă 2 puncte.<br />
1<strong>1.</strong>2. a. activităţi economice; b. masă; c. la comandă. (2 p. x 3 = 6 p.)<br />
1<strong>1.</strong>3. a. vezi pag. 10. Se acordă 2 puncte pentru fiecare factor corect menţionat. (2 p. x 5 = 10<br />
p.) Pentru răspuns parţial corect sau incomplet se acordă 1 punct.<br />
b. (10 p.) Se acordă câte 3 puncte pentru scrierea corectă a fiecărei relaţii <strong>de</strong> la pag. 11<br />
(coeficientul tip <strong>de</strong> producţie şi ritmul producţiei). Se acordă câte 1 punct pentru explicarea<br />
notaţiilor Ri, tij, Qi, Fdj.<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
a. vezi pag. 6. (4 p.) b. vezi pag. 9. (6 p.) c. (10 p.) Pentru fiecare produs menţionat corect se<br />
acordă 2 puncte, d. Pentru răspuns corect se acordă 10 puncte. Pentru răspuns parţial corect sau<br />
incomplet se acordă 5 puncte.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 156
TEST DE EVALUARE - Meto<strong>de</strong> <strong>de</strong> integrare sistemică a întreprin<strong>de</strong>rii<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong>a;2.a;3.c; 4. b; 5. b. (2 p. x 5 = 10 p.) <strong>1.</strong>2.<strong>1.</strong>e;2.f;3.d; 4. a; 5. b. (2 p. x 5 = 10 p.)<br />
<strong>1.</strong>3. a. A; b. F; c. A. (2 p. x 3 = 6 p.) b. Întreprin<strong>de</strong>rea fractală este un sistem global şi <strong>de</strong>schis.(4<br />
p.)<br />
Se acordă câte 2 puncte pentru fiecare notare corectă (A sau F) şi 4 puncte pentru scrierea<br />
enunţului corect.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> vezi pag. 18. (6 p.)<br />
1<strong>1.</strong>2 a. afaceri; oportunităţi; b. bionice; comportarea; c. flexibilă; unităţi. (4 p. x 6 = 24 p.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 157
TEST DE EVALUARE - Criterii <strong>de</strong> evaluare a utilizării <strong>sistemelor</strong> <strong>de</strong> fabricaţie<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong> a; 2. a; 3. c; 4. c; 5. b. (2 p. x 5 = 10 p.) <strong>1.</strong>2.<strong>1.</strong>d;2.f;3. a; 4. b; 5. c. (2 p. x 5 = 10 p.) <strong>1.</strong>3. a.<br />
F; b. A; c. F. (2 p. x 3 = 6 p.)<br />
a. Competitivitatea în toate sectoarele economice este <strong>de</strong>terminată <strong>de</strong> capacitatea producătorilor<br />
<strong>de</strong> a se adapta la schimbările tehnologice. (2 p.) c. Condiţiile <strong>de</strong> calitate corespunzătoare<br />
fiecărui produs sau materie primă sunt prevăzute în standar<strong>de</strong>, în norme interne (NI) sau în<br />
caiete <strong>de</strong> sarcini. (2 p.)<br />
Se acordă câte 2 puncte pentru fiecare notare corectă (A sau F) şi 4 puncte pentru scrierea<br />
enunţului corect.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> vezi pag. 19. (6 p.)<br />
II.2 a. fabricaţie, calitate; b. transformări, eficienţă; c. protecţia, conservarea. (4 p. x 6 = 24 p.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 158
TEST DE EVALUARE - Capitolul 1<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong>b; 2. a; 3. a; 4. b; 5. b. (2 p. x 5 = 10 p.) <strong>1.</strong>2.<strong>1.</strong>f; 2. c; 3. e;4. a;5.b(2p.x5 = 10 p.) <strong>1.</strong>3. a. F;<br />
b. A; c. F. (2 p. x 3 = 6 p.)<br />
a. întreprin<strong>de</strong>rea se poate <strong>de</strong>fini ca sistem cibernetic, <strong>de</strong>oarece reprezintă o componentă a unor<br />
sisteme ierarhice superioare, precum economia naţională. (2 p.) c. Fractalele se organizează în<br />
mod individual şi se integrează obiectivelor întreprin<strong>de</strong>rii. (2 p.)<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> vezi pag. 19. (4 p.)<br />
1<strong>1.</strong>2. a. material; b. produs; c. întreprin<strong>de</strong>re. (2 p. x 3 = 6 p.)<br />
1<strong>1.</strong>3. (2p.x5 = 10 p.)<br />
1<strong>1.</strong>4. vezi pag. 1<strong>1.</strong> (10 p.)<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
Vezi pag. 19-20.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 159
CAPITOLUL 2_<br />
TEST DE EVALUARE - Componentele <strong>sistemelor</strong> <strong>de</strong> fabricaţie (pag. 47)_<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong> a; 2. d; 3. c; 4. a; 5. b. (3 p. x 5 = 15 p.)<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
<strong>1.</strong>a. F;b. A; c. F. (3 p. x 5 = 15 p.)<br />
Fluctuaţia preţului materiei prime, al materialelor şi al energiei face parte din categoria<br />
variabilelor in<strong>de</strong>pen<strong>de</strong>nte necomandabile. Operaţiile <strong>de</strong> transport şi manipulare a<br />
semifabricatelor sunt realizate <strong>de</strong> subsistemul logistic.<br />
2. a. in<strong>de</strong>pen<strong>de</strong>nte; b. Informaţional; c. operaţiilor. (5 p. x 3 = 15 p.)<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
<strong>1.</strong> o maşină; 3 maşini; o maşină. (3 p. x 3 =9 p.)<br />
2. 1 + 3 + 1 = 5 locuri <strong>de</strong> muncă. (6 p.)<br />
3. vezi pag. 41, figura 2.4. B; (20 p.)<br />
4. vezi pag. 4<strong>1.</strong>(1 Op.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 160
TEST DE EVALUARE - Criterii <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie (pag. 62)_<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong> b; 2.C.-3.C. (5p.x3 = 15 p.)<br />
<strong>1.</strong>2. a. A; b. F; c F. (3p. x 5 = 15 p.)<br />
Riscul profesional se referă la probabilitatea unei vătămări sau a unei îmbolnăviri a lucrătorului<br />
ca urmare a expunerii la un pericol la locul <strong>de</strong> muncă.<br />
Echipamentele individuale <strong>de</strong> lucru sunt utilizate pentru a proteja îmbrăcămintea personală<br />
împotriva uzurii şi a murdăririi excesive.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> a. operaţiilor; b. capacitate; c. dispozitivele tehnice. (5 p. x 3 = 15 p.)<br />
1<strong>1.</strong>2. vezi pag. 53; (5 p. x 3 = 15 p.)<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
<strong>1.</strong> ergonomia, evaluarea riscului, atribuţiile locului <strong>de</strong> muncă, rezultatele activităţii, tipuri <strong>de</strong><br />
echipamente, tehnologii <strong>de</strong> fabricaţie (1p. x 5 = 5 p.)<br />
2. vezi pag. 52 (5 p.)<br />
3. vezi pag. 52(2 p.x5 - 10p.)<br />
4. vezi pag. 55 (10 p.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 161
TEST DE EVALUARE - Meto<strong>de</strong> <strong>de</strong> analiză a <strong>sistemelor</strong> <strong>de</strong> fabricaţie_<br />
Subiectul I (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong> c; 2. b; 3. a. (5 p. x 3 = 15 p.)<br />
<strong>1.</strong>2. a. A; b. F; c. F. (3 p. x 5 - 15 p.)<br />
Meto<strong>de</strong>le <strong>de</strong> <strong>de</strong>tectare şi diagnoză a <strong>de</strong>fectelor nu au un caracter universal.<br />
Reconfigurarea funcţionării unei instalaţii constă în înlocuirea elementelor funcţionale blocate,<br />
dacă <strong>de</strong>fectele constatate sunt majore.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
II. <strong>1.</strong> a. acci<strong>de</strong>ntale; b. egalizarea; c. uzura. (5 p. x 3 = 15 p.) 1<strong>1.</strong>2. vezi pag. 64(5 p.x3 = 15 p.)<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
III. a. vezi pag. 61 (6 p.); b„ c, d. vezi pag. 65 (8 p. x 3 - 24 p.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 162
TEST DE EVALUARE - Capitolul 2<br />
Subiectul 1 (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong>d; 2. a; 3. b;4.a;5. d. (2 p. x 5 = 10 p.)<br />
<strong>1.</strong>2.<strong>1.</strong> d; 2. f; 3. c; 4. b; 5. e. (2 p. x 5 = 10 p.)<br />
I.3.a. F; b. A; c. F. (2 p. x 5 = 10 p.)<br />
Componenta <strong>de</strong> bază a unui sistem flexibil <strong>de</strong> fabricaţie o constituie unitatea flexibilă<br />
reprezentată <strong>de</strong> o maşină-unealtă cu comandă numerică.<br />
Fiabilitatea reprezintă capacitatea unui produs <strong>de</strong> a şi în<strong>de</strong>plini funcţia pentru care a fost<br />
creat pentru un interval <strong>de</strong> timp prestabilit.<br />
Subiectul II (30 <strong>de</strong> puncte)<br />
1<strong>1.</strong><strong>1.</strong> vezi pag. 52. (6 p.)<br />
II.2. a. individuale <strong>de</strong> protecţie; b. tehnice; c. rigi<strong>de</strong>. (2 p. x 3 = 6<br />
p.)<br />
II.3. a. vezi pag. 63; b. vezi pag. 64 (18 p.)<br />
Subiectul III (30 <strong>de</strong> puncte)<br />
a., b. vezi pag. 46 (7,5 p. x 2.); c, d. vezi pag. 47. (7,5 p. x 2.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 163
CAPITOLUL 3<br />
TEST DE EVALUARE - Procese în sistemele <strong>de</strong> fabricaţie<br />
Subiectul 1 (30 <strong>de</strong> puncte)<br />
<strong>1.</strong> b; 2. a; 3. a. (10 p. x 3 = 30 p.)<br />
Subiectul II<br />
<strong>1.</strong>c;2.a;3.b;4.e. (5 p. x 4 = 20 p.)<br />
Subiectul III<br />
a. control; b. manipulare. (10 p. x 2 = 20 p.)<br />
Subiectul IV<br />
Control, stocare, transport, conducere (4 x 5 p. = 20 p.)<br />
(20 <strong>de</strong> puncte)<br />
(20 <strong>de</strong> puncte)<br />
(20 <strong>de</strong> puncte)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 164
TEST DE EVALUARE - Aspecte ale planificării şi controlului<br />
procesului <strong>de</strong> producţie<br />
Subiectul 1 (30 <strong>de</strong> puncte)<br />
<strong>1.</strong> b; 2. c; 3. a. (10 p. x 3 = 30 p.)<br />
Subiectul II<br />
l.d; 2.a;3.e; 4. b. (5p.x4 = 20 p.)<br />
Subiectul III<br />
a. volumul; b. fişa. (10 p. x 2 = 20 p.)<br />
(20 <strong>de</strong> puncte)<br />
(20 <strong>de</strong> puncte)<br />
Subiectul IV<br />
(20 <strong>de</strong> puncte)<br />
Planificarea producţiei, organizarea producţiei, lansarea producţiei,<br />
urmărirea producţiei (5 p. x 4 = 20 p.)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 165
TEST EVALUARE - Capitolul 3<br />
Subiectul 1 (30 <strong>de</strong> puncte)<br />
<strong>1.</strong><strong>1.</strong><strong>1.</strong> b; 2. a; 3. a; 4. c; 5. d. (2,5 p. x 4 = 10 p.)<br />
I.2.<strong>1.</strong> b; 2. c; 3. a;4. d. (2,5 p.x4= 10 p.)<br />
<strong>1.</strong>3. a. A (2 p.); b. F (4 p.); c. F. (4 p.)<br />
Subiectul II<br />
1<strong>1.</strong><strong>1.</strong> vezi <strong>de</strong>finiţie (4 p.)<br />
II.2. a. creşterea; b. manipulare; c. sănătate. (2 p. x 3 = 6 p.)<br />
II.3. a. vezi <strong>de</strong>finiţia controlului multidimensional. (5 p.); b. vezi<br />
domeniul <strong>de</strong> aplicare (5 p.).<br />
1<strong>1.</strong>4. a. vezi schema (4 p.); b. elementele <strong>de</strong> intrare: materiale,<br />
semifabricate, scule, energie, resursa umană (2 p.)<br />
produse finale (2 p.); procesul <strong>de</strong> conducere a unui STF (2 p.)<br />
Subiectul III<br />
<strong>1.</strong> (4p.); 2. (6 p.); 3. (8 p.); 4. (12 p.).<br />
(30 <strong>de</strong> puncte)<br />
; elementele <strong>de</strong><br />
ieşire: piese finite,<br />
(30 <strong>de</strong> puncte)<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 166
BIBLIOGRAFIE<br />
<strong>1.</strong> Băloiu, L. M., Frăsineanu, I. - Gestiunea inovaţiei, Editura Economică, Bucureşti, 2001<br />
2. Bărbulescu, C, Bâgu, C. - Managementul producţiei, Editura Tribuna Economică,<br />
Bucureşti, 2001<br />
3. Bărbulescu, C. - Economia şi gestiunea întreprin<strong>de</strong>rii, Editura ASE, Bucureşti, 1995<br />
4. Brabie, G. - Optimizarea proceselor şi echipamentelor tehnologice <strong>de</strong> prelucrare mecanică.<br />
Editura AGIR, Bucureşti, 2006<br />
5. Ciobotaru, V., Angelescu, A., Vişan, S. - Progres tehnic, calitate, standardizare, Editura<br />
ASE, Bucureşti, 2001<br />
6. Dima, I. C. - Management industrial - Lucrări practice şi studii <strong>de</strong> caz, Editura AGIR,<br />
Bucureşti, 2007<br />
7. Drăgoi, G. - întreprin<strong>de</strong>rea integrată: meto<strong>de</strong>, mo<strong>de</strong>le, tehnici şi instrumente <strong>de</strong> <strong>de</strong>zvoltare şi<br />
realizare a produselor, Editura Politehnica Press, Bucureşti, 2003<br />
8. Ispas, C. şi col. - Maşini-unelte. Concepţie integrată, Editura AGIR, Bucureşti, 2007<br />
9. Lefter, V. - Fundamente ale managementului resurselor umane, Editura Economică,<br />
Bucureşti, 2007<br />
10. Neagu, C. - Ingineria şi Managementul Sistemelor <strong>de</strong> Producţie, Editura Bren, Bucureşti,<br />
2004<br />
1<strong>1.</strong> Olaru, D. S. - Economia şi gestiunea întreprin<strong>de</strong>rii, Editura Tribuna Economică, Bucureşti,<br />
1999<br />
12. Olaru, M. - Managementul calităţii, Editura Economică, Bucureşti, 1995<br />
13. Rusu, Ş. - Tehnologia Fabricării Utilajului Tehnologic, Litografia ICB, 1985<br />
14. Savii, Gh., Cojocaru, G. - Flexibilitatea în fabricaţia <strong>de</strong> maşini, Editura Facla, Timişoara,<br />
1977<br />
15. Stoica, N. - Economia şi organizarea producţiei. Manual pentru licee industriale, clasa a<br />
XII-a şi şcoli profesionale, Editura Didactică şi Pedagogică, Bucureşti, 1992<br />
16. Vişan, S., şi col. - Tehnologii industriale, Editura Lucman, Bucureşti, 2003<br />
17. Vlase, A. şi col. - Tehnologii <strong>de</strong> prelucrare pe strunguri, Editura Tehnică, Bucureşti, 1989<br />
18. Revista Informatica Economică nr.1(29)/2004, „întreprin<strong>de</strong>rile virtuale versus<br />
întreprin<strong>de</strong>rile tradiţionale"<br />
19. www.biblioteca-digitala.ase.ro/biblioteca<br />
20. www.contabilizat.ro/file/cursuri_<strong>de</strong>_perfectionare/management_si_marketing<br />
2<strong>1.</strong> www.mec.utt.ro/ ~ draghici/brdsi99.<br />
22. www.mec.utt.ro/ ~ dolga/cursul_<strong>1.</strong><br />
23. www.mec.utt.ro/ ~ dolga/cursul_4.<br />
24. www.mec.utt.ro/~dolga/cursul 7.<br />
CURS SISTEME ȘI TEHNOLOGII DE FABRICAȚIE SCANAT DE UNGUREANU MARIN 167