

TNC 620 - heidenhain
TNC 620 - heidenhain
TNC 620 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.2 Automatisk fastlæggelse af henføringspunkter<br />
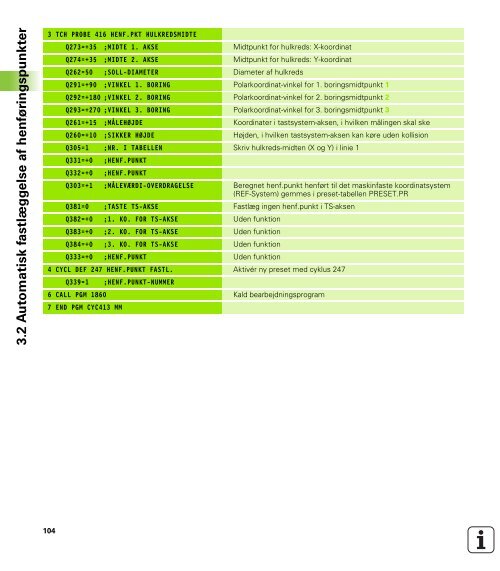
3 TCH PROBE 416 HENF.PKT HULKREDSMIDTE<br />
104<br />
Q273=+35 ;MIDTE 1. AKSE Midtpunkt for hulkreds: X-koordinat<br />
Q274=+35 ;MIDTE 2. AKSE Midtpunkt for hulkreds: Y-koordinat<br />
Q262=50 ;SOLL-DIAMETER Diameter af hulkreds<br />
Q291=+90 ;VINKEL 1. BORING Polarkoordinat-vinkel for 1. boringsmidtpunkt 1<br />
Q292=+180 ;VINKEL 2. BORING Polarkoordinat-vinkel for 2. boringsmidtpunkt 2<br />
Q293=+270 ;VINKEL 3. BORING Polarkoordinat-vinkel for 3. boringsmidtpunkt 3<br />
Q261=+15 ;MÅLEHØJDE Koordinater i tastsystem-aksen, i hvilken målingen skal ske<br />
Q260=+10 ;SIKKER HØJDE Højden, i hvilken tastsystem-aksen kan køre uden kollision<br />
Q305=1 ;NR. I TABELLEN Skriv hulkreds-midten (X og Y) i linie 1<br />
Q331=+0 ;HENF.PUNKT<br />
Q332=+0 ;HENF.PUNKT<br />
Q303=+1 ;MÅLEVÆRDI-OVERDRAGELSE Beregnet henf.punkt henført til det maskinfaste koordinatsystem<br />
(REF-System) gemmes i preset-tabellen PRESET.PR<br />
Q381=0 ;TASTE TS-AKSE Fastlæg ingen henf.punkt i TS-aksen<br />
Q382=+0 ;1. KO. FOR TS-AKSE Uden funktion<br />
Q383=+0 ;2. KO. FOR TS-AKSE Uden funktion<br />
Q384=+0 ;3. KO. FOR TS-AKSE Uden funktion<br />
Q333=+0 ;HENF.PUNKT Uden funktion<br />
4 CYCL DEF 247 HENF.PUNKT FASTL. Aktivér ny preset med cyklus 247<br />
Q339=1 ;HENF.PUNKT-NUMMER<br />
6 CALL PGM 1860<br />
7 END PGM CYC413 MM<br />
Kald bearbejdningsprogram














