

TNC 620 - heidenhain
TNC 620 - heidenhain
TNC 620 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
3.2 Automatisk fastlæggelse af henføringspunkter<br />
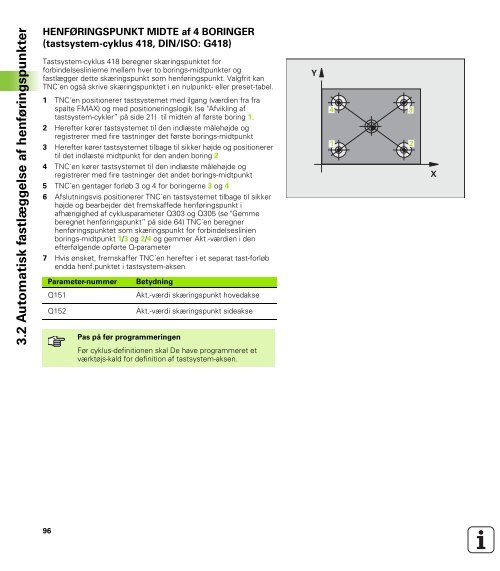
HENFØRINGSPUNKT MIDTE af 4 BORINGER<br />
(tastsystem-cyklus 418, DIN/ISO: G418)<br />
Tastsystem-cyklus 418 beregner skæringspunktet for<br />
forbindelseslinierne mellem hver to borings-midtpunkter og<br />
fastlægger dette skæringspunkt som henføringspunkt. Valgfrit kan<br />
<strong>TNC</strong>´en også skrive skæringspunktet i en nulpunkt- eller preset-tabel.<br />
1 <strong>TNC</strong>´en positionerer tastsystemet med ilgang (værdien fra fra<br />
spalte FMAX) og med positioneringslogik (se "Afvikling af<br />
tastsystem-cykler” på side 21) til midten af første boring 1.<br />
2 Herefter kører tastsystemet til den indlæste målehøjde og<br />
registrerer med fire tastninger det første borings-midtpunkt<br />
3 Herefter kører tastsystemet tilbage til sikker højde og positionerer<br />
til det indlæste midtpunkt for den anden boring 2<br />
4 <strong>TNC</strong>`en kører tastsystemet til den indlæste målehøjde og<br />
registrerer med fire tastninger det andet borings-midtpunkt<br />
5 <strong>TNC</strong>´en gentager forløb 3 og 4 for boringerne 3 og 4<br />
6 Afslutningsvis positionerer <strong>TNC</strong>´en tastsystemet tilbage til sikker<br />
højde og bearbejder det fremskaffede henføringspunkt i<br />
afhængighed af cyklusparameter Q303 og Q305 (se "Gemme<br />
beregnet henføringspunkt” på side 64) <strong>TNC</strong>´en beregner<br />
henføringspunktet som skæringspunkt for forbindelseslinien<br />
borings-midtpunkt 1/3 og 2/4 og gemmer Akt.-værdien i den<br />
efterfølgende opførte Q-parameter<br />
7 Hvis ønsket, fremskaffer <strong>TNC</strong>´en herefter i et separat tast-forløb<br />
endda henf.punktet i tastsystem-aksen<br />
Parameter-nummer Betydning<br />
Q151 Akt.-værdi skæringspunkt hovedakse<br />
96<br />
Q152 Akt.-værdi skæringspunkt sideakse<br />
Pas på før programmeringen<br />
Før cyklus-definitionen skal De have programmeret et<br />
værktøjs-kald for definition af tastsystem-aksen.<br />
Y<br />
4<br />
3<br />
1 2<br />
X














