

TNC 620 - heidenhain
TNC 620 - heidenhain
TNC 620 - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
3.3 Automatisk opmåling af emne<br />
MÅLING AF KOORDINATER (tastsystemcyklus<br />
427, DIN/ISO: G427)<br />
Tastsystem-cyklus 427 fremskaffer en koordinat i en valgbar akse og<br />
gemmer værdien i en systemparameter.Når De definerer den<br />
tilsvarende toleranceværdi i cyklus´en, gennemfører <strong>TNC</strong>´en en Soll-<br />
Akt.værdi- sammenligning og gemmer afvigelsen i<br />
systemparametrene.<br />
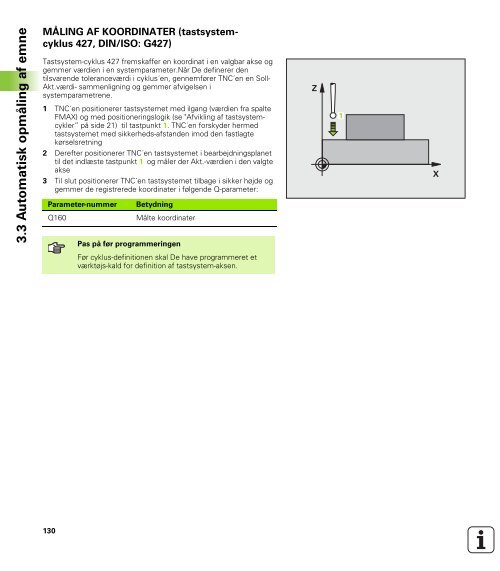
1 <strong>TNC</strong>´en positionerer tastsystemet med ilgang (værdien fra spalte<br />
FMAX) og med positioneringslogik (se "Afvikling af tastsystemcykler”<br />
på side 21) til tastpunkt 1. <strong>TNC</strong>´en forskyder hermed<br />
tastsystemet med sikkerheds-afstanden imod den fastlagte<br />
kørselsretning<br />
2 Derefter positionerer <strong>TNC</strong>´en tastsystemet i bearbejdningsplanet<br />
til det indlæste tastpunkt 1 og måler der Akt.-værdien i den valgte<br />
akse<br />
3 Til slut positionerer <strong>TNC</strong>´en tastsystemet tilbage i sikker højde og<br />
gemmer de registrerede koordinater i følgende Q-parameter:<br />
Parameter-nummer Betydning<br />
Q160 Målte koordinater<br />
130<br />
Pas på før programmeringen<br />
Før cyklus-definitionen skal De have programmeret et<br />
værktøjs-kald for definition af tastsystem-aksen.<br />
Z<br />
1<br />
X














