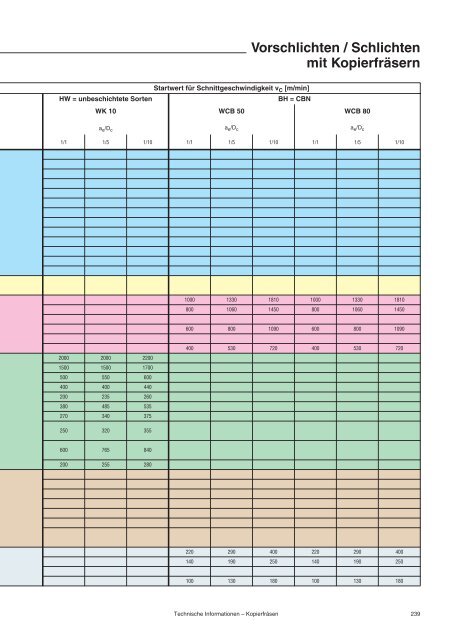
HW = unbeschichtete Sorten Startwert für Schnittgeschwindigkeit vC [m/min] BH = CBN WK 10 WCB 50 a e/D c a e/D c Technische Informationen – Kopierfräsen Vorschlichten / Schlichten mit Kopierfräsern WCB 80 1/1 1/5 1/10 1/1 1/5 1/10 1/1 1/5 1/10 2000 2000 2200 1500 1500 1700 500 550 600 400 400 440 200 235 260 380 485 535 270 340 375 250 320 355 600 765 840 200 255 280 a e/D c 1000 1330 1810 1000 1330 1810 800 1060 1450 800 1060 1450 600 800 1090 600 800 1090 400 530 720 400 530 720 220 290 400 220 290 400 140 190 250 140 190 250 100 130 180 100 130 180 239
Vorschub-Bestimmung (Startwerte) Fräsertype Zahnvorschub f zo für a e = D c a p = a p max = L c F 2010 / F 2330 F 2010 / F 4033 F 2010 / F 4042 / F4042R Einstellwinkel κ 15° 45° 90° Seite 192 196 202–215 f zo [mm] f zo [mm] f zo [mm] Werkzeug-Ø bzw. Ø-Bereich [mm] 20–25 32–80 52–250 50–200 10-50 16-32 25-250 40-250 50-160 max. Schnitttiefen a p max = L c [mm] a pmax =1 a pmax =1,5 a pmax =2 9 7 10 11 15 16,9 P Unlegierter Stahl 1 1,2 1,6 2,0 0,40 0,15 0,18 0,20 0,25 0,30 Niedrig legierter Stahl 1 1,0 1,4 1,8 0,35 0,10 0,12 0,15 0,18 0,22 Hochlegierter Stahl und Werkzeugstahl 1 0,7 1,0 1,2 0,30 0,10 0,12 0,15 0,18 0,22 Nichtrostender Stahl 1 martensitisch 0,5 0,6 0,8 0,20 0,08 0,10 0,12 0,15 0,18 M Nichtrostender Stahl 1 austenitisch 2 0,5 0,6 0,8 0,15 0,08 0,10 0,10 0,12 0,14 K N S Grauguss 1,2 1,6 2,0 0,50 0,15 0,20 0,25 0,30 0,40 Gusseisen mit Kugelgraphit 1,0 1,4 1,8 0,40 0,12 0,15 0,20 0,25 0,30 Temperguß 1,0 1,4 1,8 0,30 0,12 0,15 0,20 0,25 0,30 Aluminium — — — 0,30 0,12 — 0,15 0,15 — Kupfer und Kupferlegierungen — — — 0,25 0,10 — 0,12 0,15 — Nichtmetallische Werkstoffe — — — 0,25 0,10 — 0,12 0,15 — Warmfeste Legierungen 0,5 0,6 0,8 — 0,08 0,10 0,12 0,15 0,18 Titanlegierungen 0,5 0,6 0,8 — 0,08 0,10 0,12 0,15 0,18 H Gehärteter Stahl — — — — — — — — — Wendeplatten-Typen Korrektur-Faktor Ka e für den Zahnvorschub abhängig vom Verhältnis Schnittbreite a e zu Fräserdurchmesser D c Korrektur-Faktor K P 2633 . – R 10 P 2633 . – R 14 ap max P 2633 . – R 25 SN . X 1606 AD . . 0803 AD . . 10T3 AD . . 1204 AD . . 1606 ae / Dc = 1/1–1/2 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1/5 1,4 1,4 1,3 1,1 1,1 1,1 1,1 1,1 1/10 1,8 1,8 1,6 1,2 1,2 1,2 1,2 1,2 1/20 1/50 1,3 1,3 1,3 1,3 1,3 Korrektur-Faktor Kap ap = 0,5 1,0 1,3 1,0 1,4 1,2 1,5 1,4 für den Zahnvorschub abhängig von der Schnitttiefe ap 1,5 2,0 1,0 1,2 1,0 Dc L f z = f zo · Ka e · Ka p · K 1 und Stahlguss 2 und austenitisch / ferritisch Dc 1