

Vergießen, Injektionskleben - adhwise
Vergießen, Injektionskleben - adhwise
Vergießen, Injektionskleben - adhwise

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Vergießen</strong>, <strong>Injektionskleben</strong><br />
adhäsion Kleben & Dichten, Heft 3/2002, S. 34-35<br />
Dr.-Ing. Helmut Elsner<br />
<strong>Vergießen</strong>, <strong>Injektionskleben</strong><br />
<strong>Vergießen</strong> und <strong>Injektionskleben</strong> sind Fertigungsprozesse, bei denen ein flüssiger Stoff in<br />
einen fest umgrenzten Raum gefüllt wird, um sich dort zu verfestigen. Die Klebstoffapplikation<br />
erfolgt, im Unterschied zu anderen Klebprozessen, erst nach dem Fügen. Beim <strong>Vergießen</strong><br />
wird die Schwerkraft zur Applikation des Klebstoffs genutzt, während beim <strong>Injektionskleben</strong><br />
andere Kraftwirkungen eingesetzt werden, z.B. hydrostatischer Druck oder Kapillarkräfte.<br />
Im Gegensatz zur Paßflächenfertigung ist beim <strong>Vergießen</strong> bzw. <strong>Injektionskleben</strong> eine Haftung<br />
zu den betroffenen Oberflächen erwünscht. Sie kann aber durchaus eine untergeordnete<br />
Rolle spielen.<br />
Die Paßflächenfertigung (Shimmen) gehört nicht zum <strong>Vergießen</strong> bzw. <strong>Injektionskleben</strong>, weil<br />
dabei die Applikation vor dem Fügen erfolgt bzw. das Fügen eine nachfolgende<br />
Montageoperation ist, die sich der gefertigten Paßfläche bedient.<br />
Anwendungstechnische Merkmale<br />
Der mit Klebstoff zu füllende Raum ist i.d.R. nicht gut zugänglich, so daß viele Verfahren zur<br />
Oberflächenbehandlung und zum Klebstoffauftrag nur eingeschränkt möglich sind. Kommt es<br />
auf vollständiges Füllen des Raums an, kann dies durch die Gestaltung der zu vergießenden<br />
Bauteile bzw. des durch <strong>Injektionskleben</strong> zu füllenden Klebspaltes maßgeblich unterstützt<br />
werden. Die Füllströmung sollte so konzipiert werden, daß sie alle Bereiche erreicht, die<br />
Füllfront keine Hohlräume einschließt und die verdrängte Luft entsprechend der<br />
Füllgeschwindigkeit entweichen kann.<br />
Anwendungsbeispiele<br />
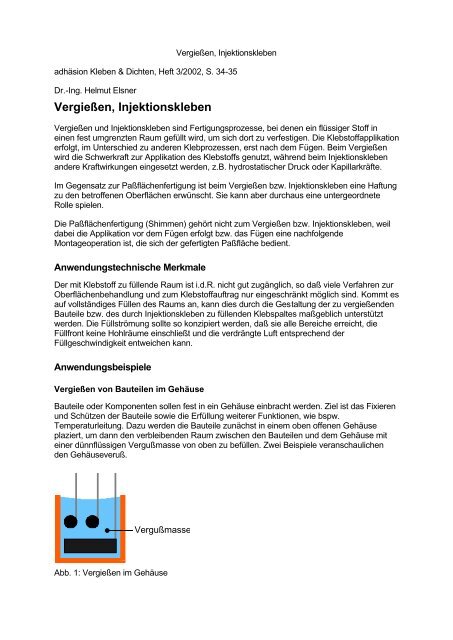
<strong>Vergießen</strong> von Bauteilen im Gehäuse<br />
Bauteile oder Komponenten sollen fest in ein Gehäuse einbracht werden. Ziel ist das Fixieren<br />
und Schützen der Bauteile sowie die Erfüllung weiterer Funktionen, wie bspw.<br />
Temperaturleitung. Dazu werden die Bauteile zunächst in einem oben offenen Gehäuse<br />
plaziert, um dann den verbleibenden Raum zwischen den Bauteilen und dem Gehäuse mit<br />
einer dünnflüssigen Vergußmasse von oben zu befüllen. Zwei Beispiele veranschaulichen<br />
den Gehäuseveruß.<br />
Vergußmasse<br />
Abb. 1: <strong>Vergießen</strong> im Gehäuse
Verguß von Elektronikbauteilen<br />
Beim Verguß von Elektronikbauteilen (z.B. Relais-Funktionsteile) in Gehäusen werden<br />
typischerweise chemisch reagierende Klebstoffe als Vergußmasse verwendet. Zum Einsatz<br />
kommen hauptsächlich zweikomponentige Klebstoffe 1 auf der Basis von Epoxidharz,<br />
Polyurethan oder Silikon sowie einkomponentige, durch UV-Licht abbindende Klebstoffe 2 auf<br />
Acrylatbasis. Neben den elektrischen Anforderungen an den Klebstoff wie<br />
Durchgangswiderstand, Dielektrizitätskonstante oder Durchschlagsfestigkeit bestimmen<br />
auch mechanische Anforderungen die Klebstoffauswahl. Je höher die Steifigkeit des<br />
verwendeten Klebstoffs umso höher sind auch die Kräfte, die in Folge der<br />
Klebstoffschwindung (Reaktions- und thermische Schwindung) auf die Bauteile einwirken. Bei<br />
einem Gleitmodul unter 100 MPa können diese Kräfte in der Regel vernachlässigt werden.<br />
Kabelterminalverguß<br />
Beim Verguß von Kabelterminals werden die mit den Steckkontakten versehenen Kabelenden<br />
in ein Steckergehäuse plaziert und dann meist mit einem Schmelzklebstoff vergossen. Sie<br />
haben den Vorteil, daß bei ihnen keine Reaktionsschwindung auftritt. Auch die thermische<br />
Schwindung des Klebstoffs muß nicht im vollen Umfang berücksichtigt werden, da zumindest<br />
oberhalb der Kristalisationstemperatur schwindungsbedingte Spannungen durch<br />
Krichvorgänge abgebaut werden. Die typischen Applikationstemperaturen von 160-220°C<br />
sind im Gegensatz zu anderen Elektronikanwendungen bei Kabelterminals meist tolerabel.<br />
Zusätzlich zum Fixieren und Schützen wird eine Zugentlastung der Kabelenden angestrebt.<br />
Wegen der schwindungsbedingten, auf die Bauteile wirkenden Kräfte werden Klebstoffe mit<br />
geringer Abbindeschwindung bevorzugt. Dabei ist der Unterschied zwischen linearer- und<br />
Volumenschwindung zu beachten. Wird bspw. vom Klebstofflieferanten eine<br />
Linearschwindung von -2% angegeben, so bedeutet dies eine Volumenschwindung von<br />
-5,88%. Die Umrechnung wird, vorausgesetzt daß Schwindung ist in allen Richtungen gleich<br />
(isotrope Schwindung), wie folgt durchgeführt.<br />
Die relative Volumenschwindung entspricht der dritten Potenz der relativen<br />
Linearschwindung.<br />
Sv = Sl 3 Sv = relative Volumenschwindung<br />
= geschwundenes Volumen / Ausgangsvolumen)<br />
Sl = relative Linearschwindung<br />
= geschwundene Länge / Ausgangslänge<br />
Sv = 1 + (Pv / 100)<br />
Sl = 1 + (Pl / 100)<br />
Sv = (1 + (Pl / 100) ) 3<br />
Pv = prozentuale Volumenschwindung<br />
Pl = prozentuale Linearschwindung<br />
Unterfütterung von integrierten Schaltungen (Chip-Underfill)<br />
Integrierte Schaltungen werden immer kleiner. Damit werden sie auch immer empfindlicher<br />
gegenüber mechanischen Belastungen. Um flache SMD-Schaltungen (Surface-mounted<br />
Device) nach dem Kontaktieren (Bonden) auf dem Schaltungsträger zu fixieren, kann der<br />
dünne Spalt zwischen Bauteil (Chip) und Schaltungsträger mit einem sehr dünnflüssigen<br />
Klebstoff gefüllt werden. Dazu kann die Kapillarwirkung des engen Spalts genutzt werden, so<br />
1<br />
S. auch "Abbinden nach dosieren und mischen von Komponenten" adhäsion Kleben & Dichten Heft<br />
11/2001, S. 30 f<br />
2<br />
S. auch "Abbinden durch Strahlung" adhäsion Kleben & Dichten Heft 03/2002, S. 34 f
daß sich der Klebstoff selbst in den Spalt hineinzieht (s. Abbildung 2).<br />
Unterfüllmasse<br />
Abb. 2: Unterfüttern von Bauteilen<br />
Da an die Abbindegeschwindigkeit keine extremen Anforderungen gestellt werden, haben sich<br />
durch UV-Licht voraktivierbare Klebstoffe in der Praxis gut bewährt.<br />
Oberflächenverguss mit und ohne Umrandung (dam and fill / glob-top)<br />
Um empfindliche Schaltungen, wie z.B. BGAs (Ball Grid Arrays) vor der Umgebung zu<br />
schützen kann das "Glob-Top"-Verfahren oder das "Dam and Fill"-Verfahren eingesetzt<br />
werden.<br />
Beim "Glob-Top"-Verfahren (s. Abbildung 3) wird ein dicker Tropfen eines höher viskosen<br />
Klebstoffs auf die Schaltung getropft. Der Tropfen verläuft, bis er die ganze Schaltung<br />
bedeckt. Es ist prozeßtechnisch nicht ganz einfach, dieses Verlaufen des Tropfens so exakt<br />
zu steuern, daß einerseits das ganze Bauteil bedeckt ist, andererseits jedoch benachbarte<br />
Bauteile nicht verklebt werden.<br />
Abb. 3: "Glob-Top"-Verfahren<br />
Abdeckmasse<br />
Um den mit Klebstoff abgedeckten Bereich besser definieren zu können, wird das "Dam and<br />
Fill"-Verfahren eingesetzt. Dabei wird zunächst mit einem hochviskosen Klebstoff ein Damm<br />
um die zu schützende Schaltung herum gelegt. Dannach wird die Fläche innerhalb des<br />
Dammes mit einem niederviskosen Klebstoff gefüllt, bis die Schaltung vollständig abgedeckt<br />
ist, wie Abbildung 4 zeigt.<br />
Damm Füllmasse<br />
Abb. 4 "Dam and Fill"-Verfahren<br />
Diese Vergußanwendungen werden oft in schnell getackteten Fertigungslinien eingesetzt. Die<br />
daraus resultierenden Anforderung an die Abbindegeschwindigkeit lassen sich meist nur<br />
durch mit UV-Licht abbindende Systeme realisieren. Weiterhin werden hohe Anforderungen<br />
an die chemische Reinheit des Klebstoffs gestellt, besonders um Korrosion der Kontakte und<br />
Fehlströme bei kurzen Leiterabständen zu vermeiden.
<strong>Injektionskleben</strong> eines Fachwerkknotens<br />
Mit Fachwerkkonstruktionen lassen sich tragende Strukturen bei geringem Gewicht<br />
realisieren. Dabei werden Stäbe so zueinander angeordnet, daß Dreiecke entstehen. Die<br />
Verbindungen zwischen den Stäben können mit verschiedenen Techniken, wie z.B.<br />
Schwießen, Nieten oder Kleben, gefügt werden.<br />
Kleben hat gegenüber den anderen Fügetechniken folgende Vorteile:<br />
?? wärmearm, daher kein Hitzeverzug in der Struktur<br />
?? flächige Kraftleitung, daher keine Schwächung durch Löcher oder örtliche<br />
Spannungsspitzen<br />
Das Beispiel einer mittels <strong>Injektionskleben</strong> gefügten Fachwerkstruktur verdeutlicht, wie diese<br />
Vorteile konsequent zur Fertigungsvereinfachung genutzt werden können. Der Rohbau wird<br />
aus Profilen und Knotenelementen zusammengesteckt. Dann wird er exakt ausgerichtet. Erst<br />
jetzt wird der Klebstoff über Zuführkanäle im Knotenelement appliziert (s. Abb. 5). Die Struktur<br />
weist keinen Hitzeverzug auf. Das Richten entfällt und vorgefertigte Komponenten können<br />
ohne Anpaßarbeiten montiert werden (Europäisches Patent Nr. 0780279).<br />
Fachwerkprofil<br />
Gu knoten<br />
Langtr ger<br />
Abb. 5: Gußknoten für das "strukturelle" <strong>Injektionskleben</strong><br />
Autor:<br />
Dr.-Ing. Helmut Elsner<br />
Dorel Verlags GmbH & Co. KG<br />
Technische Beratungs- und Informationssysteme<br />
Goethestraße 10 B, D - 12207 Berlin<br />
Internet: www.<strong>adhwise</strong>.de
