Hochfeste und ultrahochfeste Grobbleche - voestalpine
Hochfeste und ultrahochfeste Grobbleche - voestalpine
Hochfeste und ultrahochfeste Grobbleche - voestalpine

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
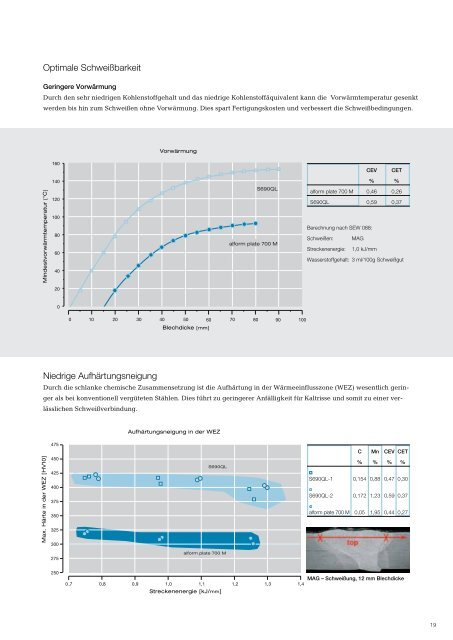
Optimale Schweißbarkeit<br />
Geringere Vorwärmung<br />
Durch den sehr niedrigen Kohlenstoffgehalt <strong>und</strong> das niedrige Kohlenstoffäquivalent kann die Vorwärmtemperatur gesenkt<br />
werden bis hin zum Schweißen ohne Vorwärmung. Dies spart Fertigungskosten <strong>und</strong> verbessert die Schweißbedingungen.<br />
Mindestvorwärmtemperatur [°C]<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
Niedrige Aufhärtungsneigung<br />
Vorwärmung<br />
0 10 20 30 40 50<br />
60<br />
Blechdicke [mm]<br />
S690QL<br />
alform plate 700 M<br />
Durch die schlanke chemische Zusammensetzung ist die Aufhärtung in der Wärmeeinflusszone (WEZ) wesentlich geringer<br />
als bei konventionell vergüteten Stählen. Dies führt zu geringerer Anfälligkeit für Kaltrisse <strong>und</strong> somit zu einer verlässlichen<br />
Schweißverbindung.<br />
Max. Härte in der WEZ [HV10]<br />
475<br />
450<br />
425<br />
400<br />
375<br />
350<br />
325<br />
300<br />
275<br />
250<br />
Aufhärtungsneigung in der WEZ<br />
S690QL<br />
alform plate 700 M<br />
70<br />
MAG – Schweißung, 12 mm Blechdicke<br />
0,7 0,8 0,9<br />
1,0<br />
1,1<br />
1,2<br />
1,3<br />
1,4<br />
Streckenenergie [kJ/mm]<br />
80<br />
90<br />
100<br />
CEV CET<br />
% %<br />
alform plate 700 M 0,46 0,26<br />
S690QL 0,59 0,37<br />
Berechnung nach SEW 088:<br />
Schweißen: MAG<br />
Streckenenergie: 1,0 kJ/mm<br />
Wasserstoffgehalt: 3 ml/100g Schweißgut<br />
C Mn CEV CET<br />
% % % %<br />
S690QL-1 0,154 0,88 0,47 0,30<br />
S690QL-2 0,172 1,23 0,59 0,37<br />
alform plate 700 M 0,05 1,95 0,44 0,27<br />
19