Verschleißfeste Stähle - voestalpine
Verschleißfeste Stähle - voestalpine
Verschleißfeste Stähle - voestalpine

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Empfohlene Schweißzusatzwerkstoffe<br />
Ist es konstruktiv erforderlich, dass Schweißnähte die gleiche Verschleißbeständigkeit wie der Grundwerkstoff<br />
aufweisen, können die Decklagen mit verschleißbeständigen Elektroden (z. B. UTP DUR 400<br />
oder UTP DUR 600) bzw. den äquivalenten Schutzgasdrähten ausgeführt werden. Aus Gründen der Kaltrisssicherheit<br />
sollte der Wasserstoffgehalt im Schweißgut sehr niedrig sein (HD < 5 ml/100 g SG). Bei<br />
Schutzgasschweißungen mit Massivdrähten ist dies gewährleistet, basische Elektroden sind zur<br />
Sicherstellung dieses Wasserstoffkriteriums entsprechend Herstellervorschrift zu trocknen.<br />
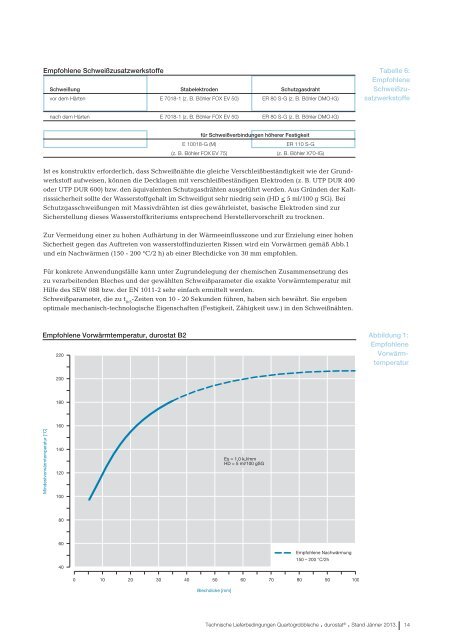
Zur Vermeidung einer zu hohen Aufhärtung in der Wärmeeinflusszone und zur Erzielung einer hohen<br />
Sicherheit gegen das Auftreten von wasserstoffinduzierten Rissen wird ein Vorwärmen gemäß Abb.1<br />
und ein Nachwärmen (150 - 200 °C/2 h) ab einer Blechdicke von 30 mm empfohlen.<br />
Für konkrete Anwendungsfälle kann unter Zugrundelegung der chemischen Zusammensetzung des<br />
zu verarbeitenden Bleches und der gewählten Schweißparameter die exakte Vorwärmtemperatur mit<br />
Hilfe des SEW 088 bzw. der EN 1011-2 sehr einfach ermittelt werden.<br />
Schweißparameter, die zu t 8/5 -Zeiten von 10 - 20 Sekunden führen, haben sich bewährt. Sie ergeben<br />
optimale mechanisch-technologische Eigenschaften (Festigkeit, Zähigkeit usw.) in den Schweißnähten.<br />
Empfohlene Vorwärmtemperatur, durostat B2<br />
Mindestvorwärmtemperatur [°C]<br />
Schweißung Stabelektroden Schutzgasdraht<br />
vor dem Härten E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)<br />
nach dem Härten E 7018-1 (z. B. Böhler FOX EV 50) ER 80 S-G (z. B. Böhler DMO-IG)<br />
220<br />
200<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
0<br />
10<br />
für Schweißverbindungen höherer Festigkeit<br />
E 10018-G (M) ER 110 S-G<br />
(z. B. Böhler FOX EV 75) (z. B. Böhler X70-IG)<br />
20 30 40 50 60 70 80 90 100<br />
Blechdicke [mm]<br />
Es = 1,0 kJ/mm<br />
HD = 5 ml/100 gSG<br />
Empfohlene Nachwärmung<br />
150 – 200 °C/2h<br />
Tabelle 6:<br />
Empfohlene<br />
Schweißzu -<br />
satz werkstoffe<br />
Abbildung 1:<br />
Empfohlene<br />
Vorwärmtemperatur<br />
Technische Lieferbedingungen Quartogrobbleche durostat ® Stand Jänner 2013.<br />
14