Schweißzusatzwerkstoffe
Schweißzusatzwerkstoffe
Schweißzusatzwerkstoffe

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Schweißzusatzwerkstoffe</strong><br />
64<br />
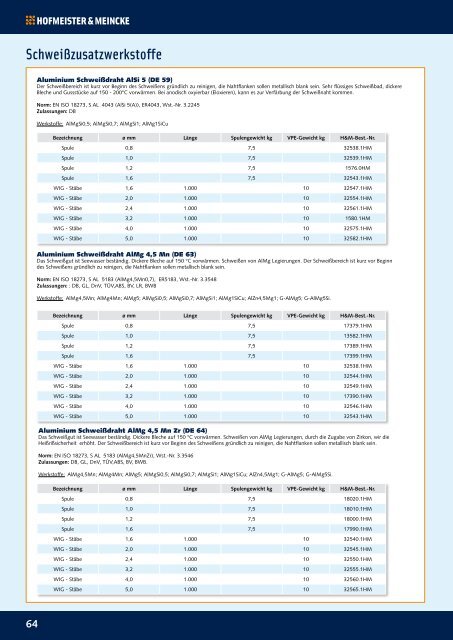
Aluminium Schweißdraht AlSi 5 (DE 59)<br />
Der Schweißbereich ist kurz vor Beginn des Schweißens gründlich zu reinigen, die Nahtflanken sollen metallisch blank sein. Sehr flüssiges Schweißbad, dickere<br />
Bleche und Gussstücke auf 150 - 200°C vorwärmen. Bei anodisch oxyierbar (Eloxieren), kann es zur Verfärbung der Schweißnaht kommen.<br />
Norm: EN ISO 18273, S AL 4043 (AlSi 5(A)), ER4043, Wst.-Nr. 3.2245<br />
Zulassungen: DB<br />
Werkstoffe: AlMgSi0,5; AlMgSi0,7; AlMgSi1; AlMg1SiCu<br />
Bezeichnung ø mm Länge Spulengewicht kg VPE-Gewicht kg H&M-Best.-Nr.<br />
Spule 0,8 7,5 32538.1HM<br />
Spule 1,0 7,5 32539.1HM<br />
Spule 1,2 7,5 1576.0HM<br />
Spule 1,6 7,5 32543.1HM<br />
WIG - Stäbe 1,6 1.000 10 32547.1HM<br />
WIG - Stäbe 2,0 1.000 10 32554.1HM<br />
WIG - Stäbe 2,4 1.000 10 32561.1HM<br />
WIG - Stäbe 3,2 1.000 10 1580.1HM<br />
WIG - Stäbe 4,0 1.000 10 32575.1HM<br />
WIG - Stäbe 5,0 1.000 10 32582.1HM<br />
Aluminium Schweißdraht AlMg 4,5 Mn (DE 63)<br />
Das Schweißgut ist Seewasser beständig. Dickere Bleche auf 150 °C vorwärmen. Schweißen von AlMg Legierungen. Der Schweißbereich ist kurz vor Beginn<br />
des Schweißens gründlich zu reinigen, die Nahtflanken sollen metallisch blank sein.<br />
Norm: EN ISO 18273, S AL 5183 (AlMg4,5Mn0,7), ER5183, Wst.-Nr. 3.3548<br />
Zulassungen: : DB, GL, DnV, TÜV,ABS, BV, LR, BWB<br />
Werkstoffe: AlMg4,5Mn; AlMg4Mn; AlMg5; AlMgSi0,5; AlMgSi0,7; AlMgSi1; AlMg1SiCu; AlZn4,5Mg1; G-AlMg5; G-AlMg5Si.<br />
Bezeichnung ø mm Länge Spulengewicht kg VPE-Gewicht kg H&M-Best.-Nr.<br />
Spule 0,8 7,5 17379.1HM<br />
Spule 1,0 7,5 13582.1HM<br />
Spule 1,2 7,5 17389.1HM<br />
Spule 1,6 7,5 17399.1HM<br />
WIG - Stäbe 1,6 1.000 10 32538.1HM<br />
WIG - Stäbe 2,0 1.000 10 32544.1HM<br />
WIG - Stäbe 2,4 1.000 10 32549.1HM<br />
WIG - Stäbe 3,2 1.000 10 17390.1HM<br />
WIG - Stäbe 4,0 1.000 10 32546.1HM<br />
WIG - Stäbe 5,0 1.000 10 32543.1HM<br />
Aluminium Schweißdraht AlMg 4,5 Mn Zr (DE 64)<br />
Das Schweißgut ist Seewasser beständig. Dickere Bleche auf 150 °C vorwärmen. Schweißen von AlMg Legierungen, durch die Zugabe von Zirkon, wir die<br />
Heißrißsicherheit erhöht. Der Schweißbereich ist kurz vor Beginn des Schweißens gründlich zu reinigen, die Nahtflanken sollen metallisch blank sein.<br />
Norm: EN ISO 18273, S AL 5183 (AlMg4,5MnZr), Wst.-Nr. 3.3546<br />
Zulassungen: DB, GL, DnV, TÜV,ABS, BV, BWB.<br />
Werkstoffe: AlMg4,5Mn; AlMg4Mn; AlMg5; AlMgSi0,5; AlMgSi0,7; AlMgSi1; AlMg1SiCu; AlZn4,5Mg1; G-AlMg5; G-AlMg5Si.<br />
Bezeichnung ø mm Länge Spulengewicht kg VPE-Gewicht kg H&M-Best.-Nr.<br />
Spule 0,8 7,5 18020.1HM<br />
Spule 1,0 7,5 18010.1HM<br />
Spule 1,2 7,5 18000.1HM<br />
Spule 1,6 7,5 17990.1HM<br />
WIG - Stäbe 1,6 1.000 10 32540.1HM<br />
WIG - Stäbe 2,0 1.000 10 32545.1HM<br />
WIG - Stäbe 2,4 1.000 10 32550.1HM<br />
WIG - Stäbe 3,2 1.000 10 32555.1HM<br />
WIG - Stäbe 4,0 1.000 10 32560.1HM<br />
WIG - Stäbe 5,0 1.000 10 32565.1HM