

17 Service 10-07-30.indd, page 7 @ Preflight - Werkö GmbH
17 Service 10-07-30.indd, page 7 @ Preflight - Werkö GmbH
17 Service 10-07-30.indd, page 7 @ Preflight - Werkö GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>Service</strong><br />
Gewindeformer – Anwendung, Vor- und Nachteile / Fluteless Taps – Choices, Pros and Cons<br />
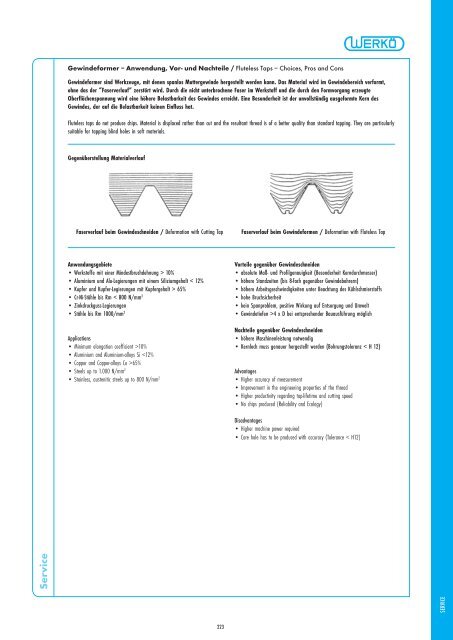
Gewindeformer sind Werkzeuge, mit denen spanlos Muttergewinde hergestellt werden kann. Das Material wird im Gewindebereich verformt,<br />
ohne das der “Faserverlauf” zerstört wird. Durch die nicht unterbrochene Faser im Werkstoff und die durch den Formvorgang erzeugte<br />
Oberflächenspannung wird eine höhere Belastbarkeit des Gewindes erreicht. Eine Besonderheit ist der unvollständig ausgeformte Kern des<br />
Gewindes, der auf die Belastbarkeit keinen Einfluss hat.<br />
Fluteless taps do not produce chips. Material is displaced rather than cut and the resultant thread is of a better quality than standard tapping. They are particularly<br />
suitable for tapping blind holes in soft materials.<br />
Gegenüberstellung Materialverlauf<br />
Faserverlauf beim Gewindeschneiden / Deformation with Cutting Tap Faserverlauf beim Gewindeformen / Deformation with Fluteless Tap<br />
Anwendungsgebiete<br />
• Werkstoffe mit einer Mindestbruchdehnung > <strong>10</strong>%<br />
• Aluminium und Alu-Legierungen mit einem Siliziumgehalt < 12%<br />
• Kupfer und Kupfer-Legierungen mit Kupfergehalt > 65%<br />
• Cr-Ni-Stähle bis Rm < 800 N/mm 2<br />
• Zinkdruckguss-Legierungen<br />
• Stähle bis Rm <strong>10</strong>00/mm 2<br />
Applications<br />
• Minimum elongation coefficient ><strong>10</strong>%<br />
• Aluminium and Aluminium-alloys Si 65%<br />
• Steels up to 1.000 N/mm 2<br />
• Stainless, austenitic steels up to 800 N/mm 2<br />
223<br />
Vorteile gegenüber Gewindeschneiden<br />
• absolute Maß- und Profilgenauigkeit (Besonderheit Kerndurchmesser)<br />
• höhere Standzeiten (bis 8-fach gegenüber Gewindebohrern)<br />
• höhere Arbeitsgeschwindigkeiten unter Beachtung des Kühlschmierstoffs<br />
• hohe Bruchsicherheit<br />
• kein Spanproblem, positive Wirkung auf Entsorgung und Umwelt<br />
• Gewindetiefen >4 x D bei entsprechender Bauausführung möglich<br />
Nachteile gegenüber Gewindeschneiden<br />
• höhere Maschinenleistung notwendig<br />
• Kernloch muss genauer hergestellt werden (Bohrungstoleranz < H 12)<br />
Advantages<br />
• Higher accuracy of measurement<br />
• Improvement in the engineering properties of the thread<br />
• Higher productivity regarding tap-lifetime and cutting speed<br />
• No chips produced (Reliability and Ecology)<br />
Disadvantages<br />
• Higher machine power required<br />
• Core hole has to be produced with accuracy (Tolerance < H12)<br />
SERVICE



