

SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding
SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding
SpeedPulse â eine produktivitäts- und effizienzsteigernde - IQ Welding

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
dere beim Fügen von Kohlenstoffstahl noch die klassischen<br />
MIG-MAG-Verfahren.<br />
<strong>SpeedPulse</strong> ermöglicht mehr Abschmelzleistung<br />
Durch die jüngste Weiterentwicklung des Impulslichtbogenverfahrens<br />
konnte diese Grenze inzwischen nach oben verschoben<br />
werden. Das von Lorch unter der Bezeichnung „Speed-<br />
Pulse“ entwickelte <strong>und</strong> eingeführte Verfahren wurde der<br />
Fachöffentlichkeit erstmals auf der „Euroblech 2008“ vorgestellt.<br />
Gegenüber dem „konventionellen“ Impulsverfahren wird<br />
die Leistungssteigerung dadurch erreicht, dass pro Puls mehrere<br />
Tropfen übertragen werden. Dies erfolgt dadurch, dass zunächst<br />
ein hoher Stromimpuls <strong>eine</strong>n primären Tropfen, den sogenannten<br />
Führungstropfen, von der Drahtelektrode ablöst.<br />
Durch diesen Ablöseprozess wird von der Drahtelektrode<br />
schmelzflüssiger Werkstoff entfernt. Damit liegt vom Ansatz<br />
her erst einmal ein normaler Impulslichtbogen vor. Dem Führungstropfen<br />
folgt im Gegensatz zum konventionellem Impulslichtbogen<br />
jedoch ein kontrollierter sek<strong>und</strong>ärer, sprühlichtbogenartiger<br />
Werkstoffübergang nach. Dieser ist nur temporär<br />
ausgeprägt, da er gesteuert beendet wird, um die Charakteristik<br />
des Impulslichtbogens im Wesentlichen zu erhalten. Der<br />
gesamte Vorgang lässt sich anschaulich am besten damit beschreiben,<br />
dass weiterer Werkstoff scheinbar „hinterhergezogen“<br />
wird.<br />
Physikalische Effekte beim <strong>SpeedPulse</strong><br />
Unmittelbar nach erfolgter Unterbrechung der Brücke zwischen<br />
Drahtelektrode <strong>und</strong> primärem Führungstropfen hat die Oberflächenspannung<br />
den an der Elektrode verbleibenden Anteil des<br />
schmelzflüssigen Werkstoffs noch nicht zu Kugelsegmenten<br />
zusammengezogen. Aufgr<strong>und</strong> des aktuell noch verringerten<br />
Durchmessers befindet sich dieser Abschnitt kurzzeitig im<br />
Sprühlichtbogenbereich, wodurch sich zusätzliches Material ablöst.<br />
Zu den hierbei wirkenden Kräften <strong>und</strong> Einflussfaktoren<br />
gehört auch der Pinch-Effekt. Unterstützt wird diese sek<strong>und</strong>äre<br />
Ablösung auch durch Trägheitseffekte, da das schmelzflüssige<br />
Restmaterial vor der Ablösung des primären Führungstropfens<br />
von diesem in Richtung Schmelzbad beschleunigt wurde.<br />
Der <strong>SpeedPulse</strong>-Lichtbogen erzielt auf diese Weise <strong>eine</strong> höhere<br />
Abschmelzleistung, erlaubt dadurch gr<strong>und</strong>sätzlich <strong>eine</strong><br />
höhere Drahtvorschubgeschwindigkeit <strong>und</strong> lässt sich in der<br />
Folge direkt in höhere Schweissgeschwindigkeit umsetzen.<br />
Gr<strong>und</strong>lage hierfür ist der beim <strong>SpeedPulse</strong> besonders konzentrierte<br />
Lichtbogen, der <strong>eine</strong>n tieferen Einbrand erzeugt. Dies<br />
bewirkt <strong>eine</strong> sichere Wurzelerfassung auch bei höheren<br />
Schweiss geschwindigkeiten. Weiterhin kann beim <strong>SpeedPulse</strong><br />
der Lichtbogen sehr tief gehalten werden, so dass die Gefahr<br />
von Einbrandkerben vermindert wird. Die Kombination dieser<br />
positiven Merkmale des <strong>SpeedPulse</strong> ermöglicht in der Praxis<br />
ein schnelleres Schweissen bei vollem Erhalt der Anwendungs-<br />
<strong>und</strong> Qualitätsvorteile des Impulsprozesses.<br />
<strong>SpeedPulse</strong> - MIG/MAG-Weiterentwicklung f<br />
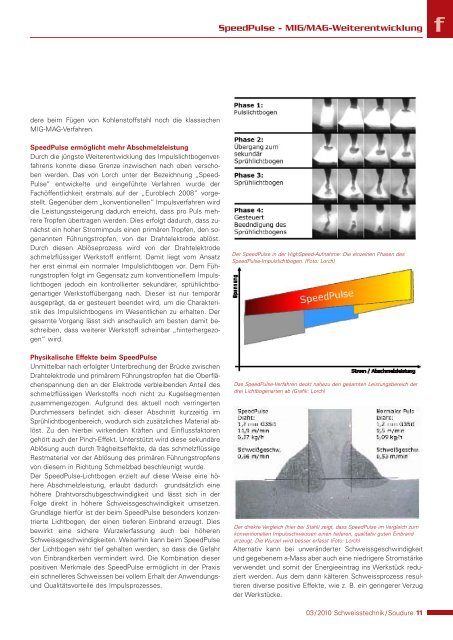
Der <strong>SpeedPulse</strong> in der HighSpeed-Aufnahme: Die einzelnen Phasen des<br />
<strong>SpeedPulse</strong>-Impulslichtbogen. (Foto: Lorch)<br />
Das <strong>SpeedPulse</strong>-Verfahren deckt nahezu den gesamten Leistungsbereich der<br />
drei Lichtbogenarten ab (Grafik: Lorch)<br />
Der direkte Vergleich (hier bei Stahl) zeigt, dass <strong>SpeedPulse</strong> im Vergleich zum<br />
konventionellen Impulsschweissen <strong>eine</strong>n tieferen, qualitativ guten Einbrand<br />
erzeugt. Die Wurzel wird besser erfasst (Foto: Lorch)<br />
Alternativ kann bei unveränderter Schweissgeschwindigkeit<br />
<strong>und</strong> gegebenem a-Mass aber auch <strong>eine</strong> niedrigere Stromstärke<br />
verwendet <strong>und</strong> somit der Energieeintrag ins Werkstück reduziert<br />
werden. Aus dem dann kälteren Schweissprozess resultieren<br />
diverse positive Effekte, wie z. B. ein geringerer Verzug<br />
der Werkstücke.<br />
03 / 2010 Schweisstechnik / Soudure 11


