Basismaterial VDE/VDI 3711, Blatt 2 Basismaterialien ... - HTL Wien 10
Basismaterial VDE/VDI 3711, Blatt 2 Basismaterialien ... - HTL Wien 10
Basismaterial VDE/VDI 3711, Blatt 2 Basismaterialien ... - HTL Wien 10

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
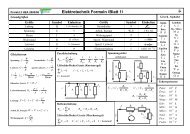
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>Basismaterial</strong>ien für Leiterplatten / Multilayer<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 1<br />
Die Entwicklung der <strong>Basismaterial</strong>ien für Leiterplatten ist eng verbunden mit der Entwicklung<br />
der Elektroisolierstoffe.<br />
Nachfolgend soll ein Überblick über gängige <strong>Basismaterial</strong>ien vermittelt werden.<br />
1 <strong>Basismaterial</strong>arten<br />
Verschiedene internationale Normen haben unterschiedliche Klassifikationen von<br />
<strong>Basismaterial</strong>ien vorgenommen. In der Industrie haben sich jedoch die Klassifikation nach<br />
NEMA (National Electrical Manufacturers Association) durchgesetzt. In Überischt 1 sind die<br />
Klassifikationen zusammmen mit den Klassifikationen nach MIL-P-13949 und DIN/IEC 249<br />
gelistet. Eine direkte Zuordnung der Typenbezeichnungen untereinander ist nicht möglich,<br />
da die Kriterien der jeweiligen Klassifikation nicht immer vergleichbar sind.<br />
Die Bezeichnungen der MIL und der DIN/IEC werden dabei noch erweitert durch weitere<br />
Zusätze, die das Material und seine Kupferkaschierung noch detaillierter beschreiben.<br />
Entsprechende Details können in den entsprechenden Normen nachgeschlagen werden.<br />
Diese Unterteilung beinhaltet primär die Materialien für starre Leiterplatten. Die erwähnten<br />
Normenwerke beinhalten noch weitere Klassifikationen, es handelt sich jedoch dabei meist<br />
um Materialien die keine Bedeutung in der Leiterplatten-Industrie erlangt haben bzw.<br />
aufgrund der Bestandteile (z. B. Asbest) heute nicht mehr produziert werden. Hinzu kommen<br />
Folien aus Polyester und Polyimid für dauerflexible Anwendungen sowie modifizierte<br />
Epoxidharzsysteme mit Trägern (Glasgewebe, Glasvlies, Aramidgewebe) für semiflexible<br />
Anwendungen.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
• Nema Typ Beschreibung<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 2<br />
XXXP Papier, Phenolharz, warm stanzbar<br />
XXXPC Papier, Phenolharz, kalt stanzbar<br />
G-<strong>10</strong> Glasgewebe, Epoxidharz<br />
G-11 Glasgewebe, Epoxidharz, erhöhte Temperaturbeständigkeit<br />
FR-2 Papier, Phenolharz, flammwidrig<br />
FR-3 Papier, Epoxidharz, flammwidrig<br />
FR-4 Glasgewebe, Epoxidharz, flammwidrig<br />
FR-5 Glasgewebe, Epoxidharz, flammwidrig, erhöhte<br />
Temperaturbeständigkeit<br />
FR-6 Glasmatte, Polyesterharz, flammwidrig<br />
CEM-1 Glasgewebeoberfläche, Cellulosepapier-Kern,<br />
Epoxidharz, flammwidrig<br />
CEM-3 Glasgewebeoberfläche, Glasflies-Kern, Epoxidharz, flammwidrig<br />
GT Glasgewebe, PTFE-Harz, kontrollierte Dielektrizitätskonstante<br />
GX vergleichbar Type GT, engere Toleranzen der Dielektrizitätskonstante<br />
• MIL TYP Beschreibung<br />
PX Papier, Epoxidharz, flammwidrig<br />
GB Glasgewebe, Epoxidharz mehrheitlich polyfunktional, hohe<br />
Temperaturbeständigkeit<br />
GE Glasgewebe, Epoxidharz mehrheitlich difunktional<br />
GF Glasgewebe, Epoxidharz mehrheitlich difunktional, flammwidrig<br />
GH Glasgewebe, Epoxidharz mehrheitlich polyfunktional, flammwidrig,<br />
hohe Temperaturbetändigkeit<br />
GP Glasmatte, PTFE-Harz, flammwidrig<br />
GR Glasmatte, PTFE-Harz, flammwidrig, für Mikrowellenanwendung<br />
GT Glasgewebe, PTFE-Harz, flammwidrig<br />
GX Glasgewebe, PTFE-Harz, flammwidrig, für Mikrowellenanwendung<br />
• DIN/IEC TYP Beschreibung<br />
PF-CP 01 Phenolharz, Cellulosepapier<br />
PF-CP 02 Phenolharz, Cellulosepapier<br />
PF-CP 03 Phenolharz, Cellulosepapier<br />
EP-CP 01 Epoxidharz, Cellulosepapier<br />
EP-GC 01 Epoxidharz, Glasgewebe<br />
EP-GC 02 Epoxidharz, Glasgewebe<br />
Übersicht 1: <strong>Basismaterial</strong>klassifikationen
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
2 Rohstoffe<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 3<br />
Die Rohstoffe für die Laminatproduktion lassen sich in drei Materialklassen einteilen: Harze,<br />
Trägerstoffe und Kupferfolien. Während die ersten beiden Klassen normalerweise immer im<br />
Laminat enthalten sind, werden Kupferfolien nur bei der Subtraktivtechnik benötigt. Die<br />
Additivtechnik verwendet unkaschierte Laminate, die metallischen Leiter werden selektiv<br />
aufgebracht.<br />
2.1 Harzsysteme<br />
In der Klasse der Harze sind die Aufzählungen mit · Punkt Phenolharze, Polyesterharze,<br />
Epoxidharze, Bismaleinimid/Triazin-Harze, Cyanatesterharze, Polyimidharze und<br />
Polytetrafluor-ethylen (Teflon) zu erwähnen. Teflon ist bei dieser Zusammenstellung das<br />
einzige Thermoplast, alle anderen Harzsysteme werden bei der Polymerisation<br />
dreidimensional vernetzt und damit duroplastisch.<br />
Vorgenannte Harze zur Herstellung von Duroplasten lassen sich durch Zugabe von Härtern<br />
und Beschleunigern polymerisieren. Die in der <strong>Basismaterial</strong>herstellung verwendeten<br />
Systeme benötigen dabei Druck und Hitze zur Polymerisation.<br />
Der Übergang von einem Harz-Zustand zum anderen der nachfolgend beschriebenen<br />
Zustände erfolgt dabei ausschließlich durch Wärmezufuhr.<br />
A-Zustand: Harz, so wie es im Reaktor aus den Komponenten synthetisiert wird. Das Harz<br />
ist in einem Lösungsmittel gelöst. In diesem Zustand werden Härter und Beschleuniger<br />
zugefügt, auch andere Zuschlagstoffe wie Flexibilisatoren, Füller und Pigmente lassen sich<br />
zufügen. Diese Lösung wird zur Imprägnierung der Trägerstoffe verwendet.<br />
B-Zustand: Wird erreicht durch Wärmezugabe auf den A-Zustand. Das Harz ist nur bedingt<br />
löslich. In diesem Zustand befindet sich das Harz bereits auf dem Trägerstoff. Der Verbund<br />
wird auch als B-Stage Prepreg bezeichnet. Das Harz ist noch nicht ausgehärtet und wird bei<br />
erneuter Erwärmung niederviskos.<br />
C-Zustand: Wird erreicht durch erneute Wärmezugabe. In diesem Zustand ist das Harz voll<br />
ausgehärtet.<br />
Die selbstverlöschenden Eigenschaften der Harze werden durch Zugabe von<br />
Flammschutzmitteln eingestellt.<br />
Epoxidharze sind difunktional oder polyfunktional. Difunktionale Epoxidharze besitzen zwei<br />
Epoxidgruppen und polyfunktionale Epoxidharze drei oder mehr Epoxidgruppen per Molekül.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 4<br />
Die Epoxidharze liegen beim Lackansatz in einem Lösungsmittel (z. B. Aceton, Methyl-,<br />
Ethyl-Keton, Dimethylformamid) vor und werden zur Umsetzung vom A-Zustand in den B-<br />
Zustand mit einem Härter und einem Beschleuniger X2 gemischt. Gebräuchlichste<br />
Härtersubstanz in der Laminatherstellung ist Dicyandiamid. Die Reaktionsgeschwindigkeit<br />
der Harzvernetzung ist ohne den Zusatz von Beschleunigern unzureichend; eine Umsetzung<br />
erfolgt erst bei Temperaturen oberhalb von 140°C. Als Beschleuniger werden verschiedene<br />
tertiäre Amine verwendet.<br />
Neuere Entwicklungen sehen den Einsatz von lösungsmittelfreien Epoxy-Harzsystemen vor.<br />
2.2 Trägerstoffe<br />
Folgende Trägerstoffe werden vorwiegend eingesetzt:<br />
• Papier<br />
• Glasvlies<br />
• Glasgewebe<br />
• Aramidvlies<br />
• Aramidgewebe<br />
• PTFE Gewebe<br />
• PTFE Folie<br />
Bei Papier wird unterschieden zwischen Cellulosepapier und Baumwollpapier. Glas als<br />
Trägerstoff gibt es in verschiedenen Materialarten, E-Glas, D-Glas und Quarzglas. Die<br />
gebräuchlichste Glastype ist E-Glas. Die Preisunterschiede zu den anderen Glastypen sind<br />
erheblich. D-Glas und Quarzglas werden nur eingesetzt, wenn eine niedrige<br />
Dielektrizitätskonstante gefordert wird.<br />
Die einzelnen Garne unterscheiden sich im Durchmesser der Glasfasern und dem Gewicht<br />
des Fadens.<br />
Die Garnbezeichnung ist in DIN 60 850 und ISO 2078 festgelegt, z.B. :<br />
E C 9 - 68 Z 28<br />
Bezeichnung der Glasart (E=E-Glas) Drehungen je m<br />
Kurzzeichen der Faserform (C=endlos) Drehungsrichtung<br />
Filamentdurchmesser in µm Garnfeinheit in tex<br />
(Gewicht in g/<strong>10</strong>00 m)<br />
Die Garne werden zu Geweben verwoben. Für die Laminatindustrie ist Leinwandbindung die<br />
einzig heute erwähnenswerte Gewebeart. Wie bei allen Geweben unterscheidet man<br />
Kettrichtung und Schußrichtung.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 5<br />
Zur Herstellung des Gewebes werden Kettfäden zu langen Kettbäumen verarbeitet. Diese<br />
Kettbäume haben meist Längen von <strong>10</strong>.000 Metern. Die Schußfäden werden quer zum<br />
Kettbaum beim Weben eingeschossen. Der Kettfaden muß dabei nicht von gleicher Art sein<br />
wie der Schußfaden. Die heute erhältlichen Glasgewebe mit Typenbezeichnung,<br />
Charakteristika und verwendeten Garntypen sind in Abbildung 2 aufgelistet.<br />
Nach dem Webprozess wird die für das Weben erforderliche Schlichte (Gleitmittel) entfernt.<br />
Dies kann durch Auswaschen oder auch durch Hitzeeinwirkung erfolgen. Die thermische<br />
Entschlichtung ist heute das am weitesten verbreitete Verfahren und arbeitet bei<br />
Temperaturen zwischen 400° und 600°C. Im Anschluß an diesen Entschlichtungsprozess<br />
werden die Gewebe einer weiteren Behandlung unterzogen, bei der ein Stoff (Finish)<br />
aufgebracht wird, der die Haftung zwischen Glasfaser und Harz verbessert.<br />
Die aus der Schmelze gezogenen Glasfäden lassen sich auch zu Vliesstoffen verarbeiten.<br />
Gewebe-<br />
Typ<br />
Flächengewicht<br />
g/m²<br />
KETTE SCHUSS<br />
Fadenzahl<br />
pro<br />
cm<br />
Garntyp<br />
tex<br />
Filamentdicke<br />
µm<br />
Fadenzahl<br />
pro<br />
cm<br />
Garntyp<br />
tex<br />
<strong>10</strong>4 20 24 EC<br />
5.5<br />
- 5 20 EC - 2.8 5<br />
<strong>10</strong>6 25 22 EC<br />
5.5<br />
- 5 22 EC - 5.5 5<br />
<strong>10</strong>80 48 24 EC - 11 5 19 EC - 11 5<br />
2113 78 24 EC - 22 7 22 EC - 11 5<br />
2125 88 16 EC - 22 7 15 EC - 34 9<br />
2116 <strong>10</strong>7 24 EC - 22 7 23 EC - 22 7<br />
2165 122 24 EC - 22 7 20 EC - 34 9<br />
7628 200 17 EC - 68 9 12 EC - 68 9<br />
7629 213 17 EC - 68 9 13 EC - 68 9<br />
Abbildung 2: Glasgewebe für die <strong>Basismaterial</strong>herstellung<br />
Filamentdicke<br />
µm<br />
Alternativ zu Glas gibt es auch die Möglichkeit organische Fasern als Trägerstoffe<br />
einzusetzen.<br />
Nennenswert für die <strong>Basismaterial</strong>herstellung sind lediglich Polyamid und<br />
Polytetrafluorethylen. Polyamidfasern, vielleicht den meisten besser als Aramid bekannt, ist<br />
in Geweben als auch als Matte erhältlich. Aramidfasern haben gegenüber Glasfasern nicht<br />
unerhebliche Vorteile. Neben dem geringeren Gewicht (minus 44%) ist insbesondere die<br />
bessere Dielektrizitätskonstante (3,5 für Aramid gegenüber 6,2 für E-Glas bei 1MHz) zu<br />
nennen.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
2.3 Kupferfolien<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
Das Kupfer wird in zwei verschiedenen Herstellungsarten gefertigt:<br />
• elektrolytisch abgeschiedenes Kupfer<br />
• gewalztes Kupfer<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 6<br />
Für dauerflexiblen Einsatz der Schaltung, wo also die flexible Schaltung als Kabelersatz<br />
dauernd bewegt wird, wird gewalztes Kupfer eingesetzt.<br />
Elektrolytisch abgeschiedenes Kupfer wird mit einem Treatment versehen. Dem Treatment<br />
kommt die Aufgabe zu, eine gute Haftung zwischen Kupferfolie und Harz herzustellen. Als<br />
letzter Schritt der Kupferfolienherstellung wird auf beide Folienseiten eine Passivierung<br />
aufgebracht. Die Passivierung verhindert die Oxidation der Oberfläche. Foliendicken reichen<br />
von 5 µm bis hin zu 2<strong>10</strong> µm, eine Auflistung der verschiedenen Foliendicken in ihren<br />
Abstufungen ist in Abbildung 3 wiedergegeben.<br />
Foliendicke Flächengewicht<br />
Besonderheiten<br />
µm<br />
oz/ft² g/m²<br />
5 1/7 44 nur mit Trägerfolie<br />
erhältlich<br />
9 1/4 77 mit und ohne Trägerfolie<br />
12 3/8 <strong>10</strong>7<br />
18 1/2 153<br />
35 1 305<br />
70 2 6<strong>10</strong><br />
<strong>10</strong>5 3 915<br />
140 4 1221<br />
175 5 1526<br />
2<strong>10</strong> 6 1830<br />
Abbildung 3: Kupferfolientypen
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 7<br />
Ultradünne Kupferfolien<br />
Diese Kupferfolien (5/70 µm und 9/70 µm) eignen sich besonders bei Feinstleiterstrukturen.<br />
Die mechanisch abziehbare, ca. 70 µm dicke Kupfer-trägerfolie wird erst nach dem Bohren<br />
entfernt. Dadurch kann auf die Bohrauflage verzichtet werden. Ebenfalls entfällt das<br />
Entfernen des Bohrgrats. Die Kupferträgerfolie ist recyclebar. Die 9 µm Kupferfolie kann<br />
auch ohne Trägerfolie geliefert werden.<br />
Kupferfolien mit HTE-Eigenschaften<br />
HTE-Kupferfolien zeichnen sich durch hohe Bruchdehnungswerte bei erhöhter Temperatur<br />
aus. Im Vergleich zum Standard erreichen diese selbst bei 180°C mehr als doppelt so hohe<br />
Dehnungswerte, so dass die Gefahr von Leiterbahn-Hülsenabrissen (foil-cracking) reduziert<br />
wird. Wir empfehlen den Einsatz dieser Kupferfolien bei allen Dünnlaminaten
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
3 <strong>Basismaterial</strong>herstellung<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 8<br />
Die erste Stufe der <strong>Basismaterial</strong>herstellung ist die Lackherstellung aus dem vorher<br />
synthetisierten Harz. Hierzu werden das Grundharz, Lösungsmittel, Härter, Beschleuniger<br />
und gegebenenfalls diverse andere Zuschlagstoffe (Farbpigmente, Flammschutzmittel,<br />
Flexibilisatoren, Füller) gemischt.<br />
Die Beschichtung der Trägerstoffe mit dem Lack erfolgt in Imprägnieranlagen. Diese<br />
Beschichtung erfolgt normalerweise aus der flüssigen Phase, da die Harze in einem<br />
Lösungsmittel gelöst vorliegen. Der Harzanteil schwankt dabei je nach Anwendung zwischen<br />
30-80 %.<br />
Die Beschichtung erfolgt im Durchlaufverfahren. Die Trägerstoffe werden in Rollen<br />
angeliefert und über Einzugvorrichtungen in das Imprägnierwerk eingezogen. Die einzelnen<br />
Rollen werden aneinander geklebt, so daß der Prozess endlos und kontinuierlich abläuft.<br />
Nur so ist es möglich, daß jeder Meter imprägnierter Trägerstoff gleichbleibende Qualität<br />
besitzt. Nach der Beschichtung durchlaufen die getränkten Trägerstoffe einen Trockenofen.<br />
Dieser Trockenofen hat nicht nur die Aufgabe, das Lösungsmittel zu verdampfen und<br />
dadurch ein handhabbares Material zu erzeugen, sondern auch die Vor-Polymerisation<br />
einzuleiten. Die richtige Trocknung stellt somit sicher, daß beim späteren Verpressen der<br />
imprägnierten Trägerstoffe (Prepregs) eine gute Lagenbindung zwischen den einzelnen<br />
Lagen erzeugt wird, und der Harzfluß auf ein Mindestmaß reduziert wird.<br />
Die Trocknung kann mit Heißluft oder durch Strahlungswärme erfolgen.<br />
In der Bauweise der Öfen unterscheidet man horizontale und vertikale Systeme. Horizontale<br />
Öfen (Tunnelöfen) haben den Vorteil hoher Geschwindigkeiten ohne übermäßige<br />
Zugbelastung der Trägerstoffe. Vertikale Öfen (Trockentürme) haben den Vorteil der<br />
gleichmäßigeren Trocknung. Die Trägerstoffe müssen aber im Turm oben umgelenkt<br />
werden. Dieses Umlenkfeld wird gekühlt, um ein Ankleben der Prepregs zu verhindern.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Imprägnieranlagen<br />
Prepreg<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
Imprägnieranlage Rohgewebe<br />
<br />
<br />
Abbildung 4: Schema einer vertikalen Imprägnieranlage<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 9<br />
Papier wird normalerweise horizontal imprägniert, Trägerstoffe aus Glas vertikal. Nachdem<br />
die Prepregs den Ofen verlassen haben, werden sie entweder zu Rollen aufgewickelt oder<br />
aber direkt geschnitten. Dabei wird ein Bogenmaß entsprechend der Größe der zu<br />
verpressenden Tafeln gewählt.<br />
Die nächste Arbeitsstufe der Laminatproduktion ist das Pressen. Grundsätzlich<br />
unterscheidet man zwei verschiedene Verfahren:<br />
• das konventionelle Pressen im Chargenbetrieb<br />
• das kontinuierliche Pressen im Durchlauf<br />
Beim konventionellen Pressen beginnt man mit der Konfektionierung der Prepregs, der<br />
Kupferfolie und des Presspolsterpapiers. Die Zuschnittformate richten sich dabei nach der<br />
Größe der Presse. Normale Pressen haben Heizplatten mit einem Format von ca. 1300 x<br />
1400 mm, d. h. es können die normalen Tafelformate (US-Format, Euroformat) gepresst<br />
werden. Zur Verbesserung der Wirtschaftlichkeit der Pressen hat man aber auch Pressen<br />
für Doppelformate, Dreifachformate und Vierfachformate gebaut.<br />
Das Eintafeln erfolgt in Reinräumen.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite <strong>10</strong><br />
Schmutzpartikel führen zu Ausschuß. Das Eintafeln erfolgt manuell, insbesondere die<br />
Handhabung der 18 bzw. 35 µm dünnen Kupferfolien ist dabei ein sehr sensibler Prozess.<br />
Der Aufbau eines Pressbuches erfolgt nach folgendem Schema:<br />
Pressblech<br />
Ausgleichslage Presspolsterpapier<br />
gegen Heizplatte Presspolsterpapier<br />
Presspolsterpapier<br />
Pressblech<br />
Kupferfolie<br />
erste Tafel Prepreg<br />
Prepreg<br />
Kupferfolie<br />
Pressblech<br />
zweite Tafel etc.<br />
Die Heizplatten der Presse müssen absolut parallel sein, sie sollen keine<br />
Dickenschwankungen aufweisen und auch bei höherem Druck keine Durchbiegung zeigen.<br />
Die Kupferfolie wird im Format größer gewählt als die Prepregs, da das Harz beim Pressen<br />
fließt. Ausfließendes Harz könnte die Pressbleche ansonsten verunreinigen. Die einzelnen<br />
Pressbücher werden mit Hilfe eines Beschickwagens in die Öffnungen zwischen den<br />
einzelnen Heizplatten gefahren.<br />
Die Beheizung der Pressen kann mit Heißwasser, Wasserdampf, Thermalöl oder elektrisch<br />
erfolgen.<br />
Da der Pressdruck nur bis zur Laminathärtung benötigt wird, kann man alternativ die<br />
Pressbücher zum Abkühlen unter Kontaktdruck in eine separate Kühlpresse transferieren.<br />
Dieses Transferverfahren hat den Vorteil, daß die Heizpresse besser genutzt werden kann.<br />
Zur Verbesserung der Dickentoleranzen des Laminates wurde ab Anfang der 80er Jahre das<br />
Pressen unter Vakuum eingeführt. Dies ermöglichte die Reduzierung des Pressdrucks und<br />
damit größere Gleichmäßigkeit der Dicke bei reduziertem Harzfluß.<br />
Bei Vakuumpressen unterscheidet man Systeme, die entweder in Vakuumkammern<br />
betrieben werden oder mit Vakuumrahmen versehen sind.<br />
Der Druck und das Temperaturprofil sind abhängig vom Produkt wie auch vom<br />
Pressverfahren. Die Laminate werden auf Oberflächenfehler überprüft und dann zum<br />
Besäumen weitergeleitet. Beim Besäumen wird der vorher erwähnte Flußrand abgeschnitten<br />
oder weggestanzt.<br />
Kette Schuss<br />
Gängige Tafelformate sind: Europaformat <strong>10</strong>70 mm x 1165 mm<br />
US-Format 925 mm x 1225 mm<br />
Uni-Format <strong>10</strong>70 mm x 1225 mm
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 11<br />
Der gesamte Ablauf der konventionellen Laminatproduktion ist in Abbildung 5 nochmals<br />
zusammenfassend schematisch dargestellt.<br />
Konventioneller Preßprozeß<br />
1. Zuschneiden von Kupferfolie,<br />
Prepregs und Preßpolsterpapier<br />
2. Eintafeln<br />
-<br />
+<br />
3. Verpressen mit Hitze und<br />
Abkühlung<br />
4. Kantenbeschneidung auf<br />
Tafelformat<br />
Abbildung 5:Schematischer Fertigungsablauf konventionelle Laminatfertigung<br />
Alternativ zum konventionellen Pressen lassen sich Laminate auch kontinuierlich<br />
produzieren. Dieses Verfahren eignet sich vorwiegend zur Herstellung von Dünnlaminaten.<br />
Kontinuierlicher Preßprozeß<br />
3<br />
Reinraum Doppelbandpresse<br />
3<br />
1<br />
3 3 2<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Materialfluß<br />
<br />
<br />
<br />
1. Abzugstation für Kupferfolie 5. Aufrollstation für Trennfolie<br />
2. Abzugstation für Kupferfolie oder<br />
Trennfolie<br />
4<br />
5<br />
6<br />
6. Querteilen<br />
3. Abzugstation für Prepreg 7. Aufrollstation für Flex-Laminate<br />
4. Besäumen / Längsteilen 8. Tafel-/ Zuschnittkonfektionierung<br />
Abbildung<br />
produktion<br />
6: Schematischer Fertigungsablauf der kontinuierlichen Laminat-<br />
7<br />
8
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 12<br />
Die Materialien Prepregs und Kupferfolie werden von der Rolle direkt in die Presse<br />
eingeschleust. Eine vorherige Konfektionierung entfällt. Es wird immer nur ein Laminat, dafür<br />
aber endlos verpresst. Damit entfallen auch die Unterschiede im Aufheizverhalten eines<br />
Pressbuches. Rollenwechsel werden wie beim Imprägnieren bei laufender Maschine durch<br />
Aneinanderkleben der Rollen durchgeführt. Auch Veränderungen des Laminataufbaus<br />
werden bei laufender Maschine durchgeführt.<br />
Die Spannung auf den einzelnen Rollen wird gemessen und permanent justiert. Die Presse<br />
selbst besteht aus dem Pressenkörper und jeweils oben und unten einem Trommelpaar,<br />
über welches endlose Pressbänder laufen. In der Presse selbst gibt es eine Heiz- und eine<br />
Kühlzone. Die Beheizung erfolgt mit Thermalöl, welches heiß gegen die Pressbänder<br />
gedrückt wird. Das Öl ersetzt somit auch das beim konventionellen Pressen erforderliche<br />
Pressposterpapier.<br />
Am Auslauf der Maschine schließt sich direkt das Besäumen der Flußränder an.<br />
Das Laminat kann dann in einem Arbeitsgang direkt auf die gewünschte Zuschnittgröße<br />
geschnitten werden.<br />
Starre Laminate erhalten normalerweise ein Herstellerkennzeichen. Dieses<br />
Herstellerkennzeichen (Logo) wird vor dem Imprägnieren auf den Trägerstoff aufgedruckt.<br />
Dieses Logo kennzeichnet bei Papierträgerstoffen die Faserrichtung und bei Glasgeweben<br />
Kette und Schuß. Die Faserrichtung des Papiers und die Kette des Glasgewebes<br />
entsprechen der Längsrichtung bei der Imprägnierung.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
4 Eigenschaftsmerkmale<br />
4.1 Elektrische Eigenschaften<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 13<br />
Die elektrischen Eigenschaften der <strong>Basismaterial</strong>ien mit typischen Messwerten für einige<br />
der gebräuchlichsten Materialarten sind in Abbildung 7 dargestellt.<br />
Oberflächenwiderstand<br />
nach Lagerung in feuchter<br />
Wärme<br />
FR-2 FR-3 FR-4<br />
<strong>10</strong>.000 MΩ <strong>10</strong>0.000 MΩ 1.000.000 MΩ<br />
bei erhöhter Temperatur <strong>10</strong>0 MΩ 1.000 MΩ <strong>10</strong>.000 MΩ<br />
Spezifischer Durchgangswiderstand<br />
nach Lagerung in feuchter 50.000 MΩcm <strong>10</strong>0.000.000M 5.000.000 MΩ<br />
Wärme<br />
Ωcm<br />
bei erhöhter Temperatur 1.000 MΩcm <strong>10</strong>.000 MΩcm 500.000 MΩ<br />
Kantenkorrosion AB 1,5 AB 1,4 AN 1,2<br />
Dielektrizitätskonstante bei 1 MHz 5,5 4,8 4,8<br />
Dielektrischer Verlustfaktor 0,45 0,042 0,02<br />
Kriechstromfestigkeit (IEC 112) CTI 180 CTI 300 CTI 200<br />
Abbildung 7: Elektrische Eigenschaften von <strong>Basismaterial</strong>ien<br />
Die Dielektrizitätskonstante ist abhängig von der Art des <strong>Basismaterial</strong>s. Abbildung 8 gibt<br />
einen Überblick.<br />
Die Dielektrizitätskonstante ist für eine Materialkombination nur solange konstant, wie das<br />
Mischungsverhältnis konstant ist. Am Beispiel von FR-4 ist in Abbildung 9 der Verlauf der<br />
Dielektrizitätskonstante in Abhängigkeit vom Harzgehalt des Laminates aufgezeigt.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Er-Wert<br />
5<br />
4,8<br />
4,6<br />
4,4<br />
4,2<br />
4<br />
3,8<br />
3,6<br />
3,4<br />
3,2<br />
3<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
Er-Bestimmung in Abhängigkeit von der Frequenz<br />
Frequenz in MHz<br />
2 <strong>10</strong>0<br />
Cyanatester<br />
BT<br />
Polyimid<br />
multifunkt. FR4<br />
FR4<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 14<br />
Abb. 8: Er-Bestimmung in Abhängigkeit von der Frequenz für verschiedene<br />
Harzsysteme. Die Dielektrizitätskonstante ist für eine Materialkombination<br />
nur solange konstant, wie das Harz - Trägerverhältnis konstant<br />
ist.<br />
Er-We rt<br />
4,9<br />
4,8<br />
4,7<br />
4,6<br />
4,5<br />
4,4<br />
4,3<br />
4,2<br />
4,1<br />
4<br />
2 <strong>10</strong>0<br />
Frequenz in MHz<br />
ca. 60%<br />
ca. 55%<br />
ca. 50%<br />
ca. 45%<br />
ca. 40%<br />
Abb. 9: Einfluss des Harzgehaltes auf die Dielektrizitätszahl
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
4.2 Thermische Eigenschaften<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 15<br />
Die thermischen Eigenschaften der <strong>Basismaterial</strong>ien werden durch das gewählte<br />
Harzsystem bestimmt.<br />
Mit der Forderung nach höherer Wärmebeständigkeit wurden Modifikationen sowohl an den<br />
Epoxidharzen als auch am Härter und Beschleuniger durchgeführt.<br />
Heute verwendete FR-4 Laminate haben Tg-Werte von 130 - 145°C und werden damit den<br />
meisten Anforderungen gerecht.<br />
FR-4 Laminate beginnen, bei Temperaturen oberhalb 180°C zu oxidieren, und spalten<br />
anschließend Wasser ab. Diese Wasserabspaltung bedeutet nicht das Aufspalten von<br />
Molekülketten und damit Zersetzung, sondern ist lediglich eine Umlagerungsreaktion, die<br />
aber zur Materialversprödung führt.<br />
Thermogravimetrische Untersuchungen können dieses Verhalten deutlich aufzeigen.<br />
Langzeituntersuchungen bei 250°C bestätigen, daß ausser der Oxidation/Dehydration keine<br />
Veränderungen auftreten.( Abbildung <strong>10</strong>)<br />
Geewichtsverlust %<br />
Thermogravimetrische Langzeituntersuchung<br />
an FR4 - 1,55 mm - 35/0 µm bei 250°C<br />
18<br />
17<br />
16<br />
15<br />
14<br />
13<br />
12<br />
11<br />
<strong>10</strong><br />
9<br />
8<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
0<br />
0 1 2 3 4 5 6 7 8 9 <strong>10</strong> 11 12 13 14 15 16<br />
Zeit in Tagen<br />
Abbildung <strong>10</strong>: Thermogravimetrische Langzeitanalyse von FR-4<br />
Eine Zersetzung des Epoxidharzes beginnt erst bei Temperaturen oberhalb 280°C. Es wird<br />
bei den thermischen Eigenschaften zwischen der Dauer-temperaturbeständigkeit und der<br />
kurzfristigen Beständigkeit unterschieden.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
Eine Übersicht ist für verschiedene Materialien in Abbildung 11 angegeben.<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 16<br />
NEMA Type Dauertemperatur- kurzfristige Temperaturbeständigkeit<br />
beständigkeit soll ist<br />
XXXPC 95°C - -<br />
FR-2 1<strong>10</strong>°C ><strong>10</strong> sec 260°C >20 sec<br />
FR-3 130°C ><strong>10</strong> sec 260°C >45 sec<br />
CEM-1 130°C ><strong>10</strong> sec 260°C >45 sec<br />
FR-4 130°C >20 sec 260°C >120 sec<br />
><strong>10</strong> sec 287°C >60 sec<br />
FR-5 170°C ><strong>10</strong> sec 287°C >120 sec<br />
ohne Klassifikation<br />
Polyimid 230°C ><strong>10</strong> sec 287°C >120 sec<br />
Abbildung 11: Temperaturbeständigkeit verschiedener Laminate<br />
Die Temperaturbeständigkeit des <strong>Basismaterial</strong>s wird durch die Glasumwandlungstemperatur<br />
vorgegeben.<br />
Entsprechende Werte für verschiedene <strong>Basismaterial</strong>ien sind in Abbildung 12 gelistet.<br />
Tg/°C<br />
300<br />
250<br />
200<br />
150<br />
<strong>10</strong>0<br />
50<br />
0<br />
135<br />
145<br />
FR4 tetrafunkt.<br />
FR4<br />
160<br />
multifunkt.<br />
FR4<br />
2<strong>10</strong><br />
235<br />
260<br />
BT-Harz Cyanatester Polyimid<br />
Abbildung 12: Glasübergangstemperaturen von <strong>Basismaterial</strong>ien<br />
Die Glasumwandlungstemperatur des Laminates lässt sich durch entsprechendes<br />
Abmischen verschiedener Komponenten sehr genau einstellen.<br />
Der thermische Ausdehnungskoeffizient eines Laminates ist ein Maß für die Ausdehnung<br />
des Materials unter Wärmebelastung. Dieser Wert ist immer dann wichtig, wenn es gilt zu<br />
prüfen, ob die Verbindung verschiedener Materialien nicht zu Problemen bei<br />
Wärmeeinwirkung führt.<br />
Die Materialien verhalten sich unterhalb des Glasumwandlungspunktes deutlich anders als<br />
bei Temperaturen oberhalb des Tg. In Abbildung 13 ist dieses Ausdehnungsverhalten in Z-<br />
Richtung für verschiedene Laminate aufgezeigt.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 17<br />
Deutlich erkennt man, wie das Material unterhalb Tg nur eine geringe Längenänderung<br />
erfährt. Oberhalb des Tg steigt die Kurve dann steil an, die Längenänderung ist nun<br />
erheblich größer.<br />
Ausdehnung in delta l/lo<br />
60<br />
50<br />
40<br />
30<br />
20<br />
<strong>10</strong><br />
0<br />
Vergleich der Z-Achsenausdehnung<br />
delta l = lo * alpha * delta T<br />
1. FR4 m odifiziert<br />
2. FR4<br />
3. FR5 GFG<br />
0 50 <strong>10</strong>0 150 200 250 300<br />
Tem peratur in °C<br />
Abbildung 13: Thermischer Ausdehnungskoeffizient in Z-Achse<br />
Neben den allgemeinen thermischen Eigenschaften ist auch die Brennbarkeit ein Kriterium<br />
der Beurteilung der <strong>Basismaterial</strong>ien. Standard Normenwerk ist hier die Spezifikation von<br />
Underwriters Laboratories in den USA, UL 796. Normalerweise verlangen die Anwender die<br />
Einhaltung der Klassifikation V0, d. h. selbstverlöschend innerhalb von <strong>10</strong> sec unter<br />
spezifizierten Bedingungen. Diese schwierigste aller Klassen der UL 796 ist bei<br />
<strong>Basismaterial</strong> nur durch Zugabe von Flammschutzmitteln zu erreichen.<br />
4.3 Mechanische und verarbeitungsrelevante Eigenschaften<br />
Bei den mechanischen Eigenschaften ist die Dimensionsstabilität als wohl wichtigstes<br />
Kriterium zu nennen. Da bei der Leiterplattenherstellung verschiedene Strukturen passgenau<br />
zueinander aufgebracht werden müssen, trägt die absolute Dimensionsstabilität einerseits,<br />
und die Kontinuität der Dimensionsstabilität für die Lieferchargen andererseits maßgeblich<br />
zur Qualität der Produktion bei.<br />
Die üblichen Testmethoden zur Prüfung der Dimensionsstabilität haben dabei jedoch den<br />
Nachteil, nicht unbedingt die Verhältnisse bei der Verarbeitung wiederzugeben. Dies<br />
bedeutet, die Testmethoden zeigen lediglich das gleichbleibende Verhalten des Laminates<br />
auf, nicht jedoch das absolute Verhalten. Dementsprechend lassen sich gemessene Werte<br />
nicht unbedingt zur Kompensation von Filmunterlagen verwenden. Mit höherwertigen
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 18<br />
Harzsystemen nimmt die Dimensionsstabilität in Z-Achse zu, gleichzeitig steigen die<br />
Anforderungen in der Weiterverarbeitung.<br />
Die Wasseraufnahme von Laminaten ist ebenfalls ein wichtiger Parameter. Sie erfolgt durch<br />
Diffusion in das Harz, praktisch alle Polymere zeigen ein solches Verhalten. In Abbildung 14<br />
ist dies für einige Epoxidharzsysteme aufgezeigt.<br />
0,6<br />
0,5<br />
0,4<br />
0,3<br />
0,2<br />
0,1<br />
Wasseraufnahme %<br />
Dicke 1,6 mm<br />
WASSERAUFNAHME<br />
in kochendem Wasser<br />
FR 4<br />
FR 5/GH<br />
FR 5/GFG<br />
0<br />
0 1 2 3 4 5<br />
Zeit - Stunden<br />
6 7 8 9 <strong>10</strong><br />
Abbildung 14: Wasseraufnahme in kochendem Wasser<br />
Mit der Wasseraufnahme verändern sich die mechanischen und physikalischen Kenndaten<br />
des <strong>Basismaterial</strong>s. Diese Wasseraufnahme findet auch bei fertigen Leiterplatten während<br />
der normalen Lagerung statt. Das Laminat nimmt normale Luftfeuchtigkeit auf. Dies<br />
verursacht eine Senkung des Glasumwandlungspunktes, was gleichzeitig mit einer<br />
Schwächung der Temperaturstabilität verbunden ist. In Abbildung 15 ist dieses Verhalten am<br />
Beispiel von FR-4 aufgezeigt.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Temperatur °C<br />
140<br />
135<br />
130<br />
125<br />
120<br />
115<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
Tg nach Wasserlagerung<br />
Masslam 4 Lagen - FR 4<br />
<strong>Basismaterial</strong><br />
1<strong>10</strong><br />
0 16 40 64 120 200 250 500<br />
Zeit - Stunde<br />
Abbildung 15: Veränderung des Tg durch Wasseraufnahme<br />
TG1<br />
TG2<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 19<br />
Dieser Prozess ist reversibel, d. h. durch Trocknung des Laminates wird auch wieder eine<br />
Erhöhung des Tg erreicht. Diese Tatsache ist insbesondere für die Leiterplattenbestücker<br />
von Wichtigkeit. Durch längere Lagerung von Leiterplatten findet eine Wasseraufnahme<br />
statt. Bevor Leiterplatten starken thermischen Belastungen, wie z. B. Infrarot-Löten,<br />
ausgesetzt werden, muß die Leiterplatte getempert werden, um die Feuchtigkeit zu<br />
entfernen und die Temperaturstabilität zu erhöhen. Wird dies nicht getan, können<br />
Delaminationen des <strong>Basismaterial</strong>s beim Löten die Folge sein.<br />
Die Haftfestigkeit der Kupferfolie auf dem <strong>Basismaterial</strong> ist ein weiteres wichtiges Kriterium.<br />
Sie wird nicht nur im Anlieferzustand gemessen, sondern auch nach Wärmeschock, nach<br />
Prozeßsimulation und bei 180°C. Die Haftfestigkeitswerte richten sich dabei nach dem<br />
verwendeten Harzsystem einerseits und nach dem Treatment der Kupferfolie andererseits.<br />
5 Multilayer<br />
Multilayer sind Schaltungen mit mehr als zwei Leiterebenen. Die vorgefertigten Innenlagen<br />
werden dabei mit Prepregs (Laminat im B-Zustand) unter dem für die Polymerisation<br />
notwendigen Druck und Hitze so verpresst, daß eine Mehrlagenschaltung entsteht, deren<br />
Innenlagen genau zueinander ausgerichtet sind. Als <strong>Basismaterial</strong> werden Epoxidharze in<br />
unterschiedlichen Funktionalitäten sowie höherwertige Harzsysteme verwendet. Der<br />
interlaminare Haftverbund benötigt dabei eine Vorbehandlung der Kupferoberflächen. Dies<br />
erfolgt meist durch die Oxidation der Kupferoberfläche mit Hilfe von stark oxidierenden<br />
Chemikalien (z. B. Natriumchlorit). Die so gebildete Kupferoxidoberfläche hat, vergleichbar<br />
dem Treatment der Kupferfolie, eine gerauhte Oberflächenstruktur, die die Haftung des<br />
Harzes verbessert. Da diese Oxidschicht größtenteils aus zweiwertigem Kupferoxid besteht,<br />
welches nicht säurebeständig ist, wird zusätzlich nach der Oxidation eine gezielte Reduktion<br />
des zweiwertigen Kupferoxids in einwertiges, säurebeständiges Kupferoxid vorgenommen.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 20<br />
Dieses reduzierte Oxid verhindert nach dem Bohren der Multilayer den Angriff der sauren<br />
Prozeßchemikalien der Folgeprozesse auf die Oxidschicht. Alternativ besteht die<br />
Möglichkeit, anstelle der Oxidation eine doppelseitig getreatete Kupferfolie zu verwenden.<br />
5.1 Aufbauten<br />
Die Aufbauten eines Multilayers richten sich zum einen nach der geforderten Enddicke, zum<br />
anderen nach den gewünschten elektrischen Eigenschaften. Die wirtschaftlichen<br />
Gesichtspunkte spielen natürlich ebenfalls eine Rolle, müssen sich aber den vorgenannten<br />
Gründen meist unterordnen. Standard-Aufbauten für 6 und 8 Lagen Multilayer sind in<br />
Abbildung 16 für die Enddicke 1,5 mm angegeben.<br />
Multilayer, Aufbau: 6 Lagen<br />
Enddicken mm 1,5 + 1,6 + 1,6 + 1,6 + 2,4 + 0,2<br />
0,15 0,15 0,15 0,15<br />
Lage 1 Cu-Folie 18 oder 18 oder 18 oder 18 oder 18 oder 35<br />
35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 1 x 0,066 2 x 2 x 0,18 1 x 0,066<br />
1 x 0,<strong>10</strong>5 0,<strong>10</strong>5<br />
1 x 0,18<br />
Lage 2 Cu 35 35 35 35 35<br />
Laminat 0,38 0,51 0,38 0,2 0,71<br />
Lage 3 Cu 35 35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 2 x 0,<strong>10</strong>5 3 x 2 x 0,18 2 x 0,18<br />
Lage 4 Cu 35 35<br />
0,<strong>10</strong>5<br />
35 35 35<br />
Laminat 0,38 0,51 0,38 0,2 0,71<br />
Lage 5 Cu 35 35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 1 x 0,<strong>10</strong>5 2 x 2 x 0,18 1 x 0,18<br />
1 x 0,066 0,<strong>10</strong>5<br />
1 x 0,066<br />
Lage 6 Cu-Folie 18 oder 18 oder 18 oder 18 oder 18 oder 35<br />
35 35 35 35
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Multilayer, Aufbau: 8 Lagen<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
Enddicken mm 1,5<br />
0,15<br />
+ 2,0 + 0,2 2,4 + 0,2 3,2 + 0,25<br />
Lage 1 Cu-Folie 18 oder 18 oder 18 oder 18 oder 35<br />
35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 2<br />
0,<strong>10</strong>5<br />
x 2 x 0,<strong>10</strong>5 2 x 0,<strong>10</strong>5<br />
Lage 2 Cu 35 35 35 35<br />
Laminat 0,2 0,38 0,51 0,76<br />
Lage 3 Cu 35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 2<br />
0,<strong>10</strong>5<br />
x 2 x 0,<strong>10</strong>5 2 x 0,<strong>10</strong>5<br />
Lage 4 Cu 35 35 35 35<br />
Laminat 0,2 0,38 0,51 0,76<br />
Lage 5 Cu 35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 2<br />
0,<strong>10</strong>5<br />
x 2 x 0,<strong>10</strong>5 2 x 0,<strong>10</strong>5<br />
Lage 6 Cu 35 35 35 35<br />
Laminat 0,2 0,38 0,51 0,76<br />
Lage 7 Cu 35 35 35 35<br />
Prepregs 2 x 0,<strong>10</strong>5 2<br />
0,<strong>10</strong>5<br />
x 2 x 0,<strong>10</strong>5 2 x 0,<strong>10</strong>5<br />
Lage 8 Cu-Folie 18 oder 18 oder 18 oder 18 oder 35<br />
35 35 35<br />
Prepregdicke: 0,066 mm = Prepregtyp <strong>10</strong>80<br />
0,<strong>10</strong>5 mm = Prepregtyp 2125<br />
0,180 mm = Prepregtyp 7628<br />
Dickenangaben in mm - Kupferfolie in µm<br />
Abbildung 16: Standard Multilayer-Aufbauten<br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 21
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 22<br />
Vorgenannte Aufbauten sind alle in Folientechnik ausgeführt, d. h. beim Verlegen des<br />
Multilayers wird zur Bildung der Aussenlagen Kupferfolie verwendet. Die alternative Technik<br />
nennt sich Caplayer-Technik und arbeitet mit dünnen, einseitig kupferkaschierten<br />
Innenlagen. Dabei ist die Problematik der Handhabung der dünnen Kupferfolien nicht<br />
gegeben. Als dritte Möglichkeit des Aufbaus ist die Coretechnik zu nennen. Bei dieser<br />
Variante wird ausschließlich mit Innenlagen gearbeitet. Die beiden äusseren Innenlagen<br />
erhalten dabei lediglich auf einer Lage eine Strukturierung (Leiterbild), die später nach<br />
aussen gewandte Seite bleibt vollflächig Kupfer.<br />
Will man erhöhte Kosten vermeiden, so gilt es kostengünstige und standardisierte Aufbauten<br />
sowohl für den Multilayer als auch für die hierbei verwendeten Innenlagen und Prepregs zu<br />
wählen. Bedingt durch die zunehmende Anzahl an impedanzkontollierten Schaltungen ist es<br />
nicht immer möglich, vorgenannte Aufbau-Standards zu wählen. Bei den Innenlagen ist dies<br />
jedoch eher möglich, Abbildung 17 listet diese Aufbau-Standards.<br />
Dicke mil mm Aufbau<br />
2 0,05 1 x <strong>10</strong>6<br />
3 0,075 1 x <strong>10</strong>80<br />
4 0,<strong>10</strong> 1 x 2116<br />
5 0,125 (einlagig)<br />
1 x 2165<br />
(zweilagig)<br />
2 x <strong>10</strong>80<br />
6 0,15 (einlagig)<br />
1 x 2165<br />
(zweilagig) 2 x <strong>10</strong>80<br />
8 0,20 (einlagig)<br />
1 x 7628<br />
(zweilagig) 2 x 2116<br />
<strong>10</strong> 0,25 2 x 2165<br />
12 0,30 2 x 2165<br />
14 0,36 2 x 7628<br />
16 0,41 2 x 7628<br />
1 x <strong>10</strong>80<br />
18 0,46 2 x 7628<br />
1 x 2125<br />
20 0,51 3 x 7628<br />
22 0,56 3 x 7628<br />
0,61 2 x 2165<br />
2 x 7628<br />
28 0,71 4 x 7628<br />
30 0,76 4 x 7628<br />
36 0,90 5 x 7628<br />
42 1,08 6 x 7628<br />
Abbildung 17: Dicken und Aufbauten von Dünnlaminaten
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 23<br />
Aus Standardisierungsgründen sollte man sich bei Prepregs möglichst auf die Glastypen<br />
<strong>10</strong>6, <strong>10</strong>80, 2125 und 7628 beschränken.<br />
Bei Multilayern ist, wie bei den Laminaten für doppelseitige Schaltungen, ein Trend zur<br />
Reduzierung der Gesamtdicke erkennbar. Multilayer mit einer Enddicke zwischen 0,5 und<br />
0,8 mm sind mehr und mehr im Einsatz. Solch dünne Schaltungen zeichnen sich nicht nur<br />
durch die reduzierte Dicke aus, sondern auch durch deutlich geringeres Gewicht.<br />
5.2 Pressverfahren<br />
Bei den Pressverfahren für Multilayer kann man mit Heiz/Kühlpressen und mit den bei der<br />
<strong>Basismaterial</strong>herstellung bereits erwähnten Transferpressen oder mit Druck-Autoklaven<br />
arbeiten.<br />
In den hydraulischen Pressen wird das vorbereitete Preßpaket in die aufzuheizende<br />
(Kaltstart) oder aufgeheizte (Heißstart) Presse eingeschoben. Bis zum Schließen der Presse<br />
sollten beim Heißstart die Presspakete dabei noch nicht flächig auf der Heizetage aufliegen.<br />
Nachdem der Druck angelegt ist (er beträgt zwischen 150-300 N/cm²), werden gleichzeitig<br />
die Presspakete aufgeheizt. Die mittlere Aufheiz-geschwindigkeit der Pakete liegt zwischen<br />
5-8°C/min. Bei normalem FR-4 wird bis auf 175-180°C geheizt, höher vernetzte Systeme<br />
benötigen teilweise 225°C. Alternativ läßt sich eine Nachhärtung der höher vernetzten<br />
Systeme im Temperofen bei 225°C erreichen. Die Presszeit richtet sich sowohl nach dem<br />
verwendeten Harzsystem als auch nach der Dicke des Pressbuchs. Es gilt sicherzustellen,<br />
daß auch die mittlere Platte im Pressbuch komplett ausgehärtet ist. FR-4-Systeme<br />
benötigen zur Aushärtung 45 min. Unter Kontaktdruck wird anschließend das Presspaket<br />
abgekühlt. Die Multilayer sollten erst der Presse entnommen werden, wenn eine Temperatur<br />
von 40°C erreicht ist.<br />
Der Aufbau der Presspakete ist dabei vergleichbar dessen, wie er für das <strong>Basismaterial</strong><br />
erwähnt wurde. Pressbleche mit einer Dicke von 1,5 bis 2,0 mm aus hochglanzpoliertem<br />
Edelstahl und Papierpresspolster mit einem Gesamtgewicht von 300-500 g/m² werden<br />
normalerweise verwendet. Alternativ zu den Pressblechen haben sich verstärkt 0,35 mm<br />
dicke Aluminiumbleche durchgesetzt. Diese Bleche werden anstelle der Edelstahlbleche<br />
eingesetzt und haben den Vorteil, daß aufgrund der reduzierten Dicke mehr Schaltungen pro<br />
Pressbuch eingelegt werden können. Beim Einsatz von Edelstahlblechen sind diese immer<br />
größer. Das Kupfer für die Aussenseiten wird ebenfalls größer gewählt als die Innenlagen,<br />
um die Pressbleche beim Pressen vor ausfließendem Harz zu schützen. Im Gegensatz zum<br />
Verpressen von normalem <strong>Basismaterial</strong> wird jedoch noch ein Presswerkzeug benötigt.<br />
Dieses Presswerkzeug aus 6-<strong>10</strong> mm dickem Werkzeugstahl enthält die Stifte, die zur<br />
Registrierung der Innenlagen zueinander notwendig sind. Hydraulische Pressen werden<br />
immer häufiger mit Vakuumkammern hergestellt, um auch beim Pressen von Multilayern<br />
bessere Pressergebnisse zu erreichen.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 24<br />
Bei Autoklavpressen handelt es sich um isostatische Gas- oder Öldruckpressen. Die<br />
Presspakete werden dabei vakuumverpackt in eine Druckkammer eingefahren. Die<br />
Druckkammer wird mit einem inerten Gas (z. B. Stickstoff) oder Öl geflutet, das Medium<br />
dient der Übertragung von Druck und Hitze. Der isostatische Druck beim Verpressen beträgt<br />
80-200 N/cm². Im Gegensatz zum hydraulichen Pressen können in der Druckkammer<br />
unterschiedliche Pressformate gleichzeitig verpresst werden.<br />
5.3 Registrierverfahren<br />
Die Innenlagen der Multilayer müssen zueinander registriert werden, zusätzlich ist eine<br />
Registrierung des geätzten Bildes zum Bohrbild erforderlich. Das bekannteste Verfahren ist<br />
das Stift- oder Aufnahmeloch-System. Bei diesem Verfahren werden die Aufnahmelöcher<br />
der Innenlagen gestanzt oder gebohrt. Diese Löcher können zum Registrieren der Filme<br />
beim Fotoprozess, zum Registrieren beim Verpressen und zum Registrieren beim Bohren<br />
verwendet werden. Die Prepregs werden im Bereich der Bohrungen der Innenlagen größer<br />
freigestellt, um ein Zufließen der Registrierlöcher bzw. ein Verbacken mit den<br />
Registrierstiften zu vermeiden.<br />
Will man die beim Ätzen der Innenlagen auftretende Längenänderung nicht bereits als erste<br />
Verschiebung des Registriersystems haben, kann man das Registriersystem unter<br />
Zuhilfenahme einer Registrieroptik nach dem Ätzen stanzen. Man benötigt dann jedoch ein<br />
weiteres System, um das versatzfreie Belichten der Vorder- und Rückseite der Innenlagen<br />
zu sichern.<br />
Da das <strong>Basismaterial</strong> beim Verpressen schrumpft, sind gegenüberliegende Rundlöcher als<br />
System ungeeignet. Mindestens ein Loch muß als Langloch ausgeführt sein, um dem<br />
Material Spielraum zur Schrumpfung zu geben. Bei diesem Rundloch/Langloch-System geht<br />
die gesamte Schrumpfung zum Rundloch. Alternativ lässt sich an allen vier Seiten der<br />
Innenlagen ein Langloch einbringen. Die gesamte Schrumpfung geht bei diesem System<br />
dann zur Mitte. Das Fließverhalten der Prepregs, die im Randbereich nach aussen fließen,<br />
beeinflußt mit die Registriergenauigkeit des Multilayers.<br />
Das schwimmende Verpressen ohne Stiftformen stellt die Alternative zum Stiftsystem dar.<br />
Optisches Registrieren und Innenlagenregistrieren werden hierbei unterschieden. Beim<br />
optischen Registrieren werden beim Herstellen der Innenlagen die Registriersymbole<br />
mitgeätzt.<br />
Bei Multilayern mit einem Innenlagencore (4 Lagen) werden die Registriersymbole nach dem<br />
Pressen freigefräst und dann optisch aufgebohrt. Bei mehreren Cores lassen sich die<br />
Innenlagen über entsprechende Optiksysteme zueinander ausrichten und dann punktuell<br />
über die zwischen den einzelnen Innenlagen liegenden Prepregs verkleben. Nach dem<br />
Verpressen werden auch solche höherlagigen Multilayer über gebohrte, freigefräste<br />
Registriersymbole zentriert.
<strong>VDE</strong>/<strong>VDI</strong>-SCHULUNGSBLÄTTER FÜR DIE LEITERPLATTENFERTIGUNG<br />
Starre, starrflexible, flexible und Mehrlagenmaterial;<br />
Eigenschaftsmerkmale<br />
<strong>Basismaterial</strong><br />
<strong>VDE</strong>/<strong>VDI</strong><br />
<strong>3711</strong>,<br />
<strong>Blatt</strong> 2<br />
Seite 25<br />
Beim Innenlagenregistrieren werden die einzelnen Innenlagen mit einem gebohrten oder<br />
gestanzten Registriersystem versehen. Die einzelnen Innenlagencores werden über das<br />
Registriersytem mit Hilfe von Kunststoff-Stiften oder Metallhülsen miteinander verbunden<br />
und fixiert. Solch ein Multilayer lässt sich dann schwimmend ohne Stiftwerkzeug verpressen.<br />
5.4 Qualitätsmerkmale und Testmethoden<br />
Der Haftverbund der Innenlagen zueinander wird über die Prepregs erzeugt. Die Prepregs<br />
können über die Parameter Harzgehalt, Fluß, Reaktivität und Schmelzviskosität<br />
charakterisiert werden. Ein hoher Harzgehalt ist insbesondere dann wichtig, wenn viele<br />
topographischen Unebenheiten bzw. Bohrungen gefüllt werden müssen.<br />
Beim fertigen Multilayer ist es wichtig, die Festigkeit des Haftverbundes, die komplette<br />
Aushärtung, die Porenfreiheit, das Schrumpfverhalten der Innenlagen und die<br />
Hitzebeständigkeit zu prüfen.<br />
Den Haftverbund prüft man normalerweise durch eine Zerreißmaschine, die die Kraft mißt,<br />
die erforderlich ist, um einen interlaminaren Haftverbund aufzureißen. Bei FR-4 findet man<br />
dabei Werte größer 900 N/mm. Bei Multilayer liegen die Werte normalerweise höher als bei<br />
starrem Laminat.<br />
Die komplette Aushärtung läßt sich zusammen mit der Messung der<br />
Glasumwandlungstemperatur prüfen. Ein Unterschied von Tg1 zu Tg2 von kleiner als 4°C<br />
zeigt die komplette Aushärtung des Multilayers an.<br />
Die Porenfreiheit des verpressten Multilayers lässt sich im Schliff, zusammen mit dem<br />
Innenlagenversatz als auch durch Abätzen der Kupferfolie visuell prüfen.<br />
Das Schrumpfverhalten der Innenlagen wird mit Röntgengeräten geprüft. Die<br />
Hitzebeständigkeit der Multilayer prüft man normalerweise im Lötbad nach MIL-P-13949.<br />
Elektrische Prüfungen der dielektrischen Eigenschaften des <strong>Basismaterial</strong>s lassen sich<br />
bedingt am fertigen Multilayer durchführen.