Prozess kalibriertes Materialmodell für die Spritzgießsimulation von ...
Prozess kalibriertes Materialmodell für die Spritzgießsimulation von ...
Prozess kalibriertes Materialmodell für die Spritzgießsimulation von ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
TN-6 <strong>Prozess</strong> <strong>kalibriertes</strong> <strong>Materialmodell</strong> <strong>für</strong> <strong>die</strong> <strong>Spritzgießsimulation</strong> <strong>von</strong> hochgefüllten, elektrisch und thermisch<br />
leitfähigen Thermoplasten<br />
übergangskoeffizient vernachlässigt werden kann.<br />
Dies ist der Fall wenn <strong>die</strong> Biot-Zahl einen Wert größer<br />
100 annimmt [10], [10]. Neben dem vorliegenden<br />
Wärmeübergangskoeffizient und der Wärmeleitfähigkeit<br />
des betrachteten Materials wird <strong>die</strong> charakteristische<br />
Länge (D/2) des betrachteten festen Körpers<br />
eingesetzt.<br />
Werkzeuginnendruck [MPa]<br />
∙<br />
<br />
<br />
Bei Betrachtung eines ungefüllten PP mit einer angenommenen<br />
Wärmeleitfähigkeit <strong>von</strong> 0,3 W/(m·K) und<br />
der 4 mm dicken Rechteckplatte, ergeben sich Biot-<br />
Zahlen zwischen 30 und 150 bei Variation des Wärmeübergangskoeffizienten<br />
zwischen 5.000 W/(m²·K)<br />
und 25.000 W/(m²·K). Die Biot-Zahlen überlappen<br />
somit den kritischen Bereich. Eine Berücksichtigung<br />
des Wärmeübergangskoeffizienten ist anhand <strong>die</strong>ser<br />
Betrachtung in vielen Fällen nicht notwendig.<br />
Das eingesetzte leitfähige Compound jedoch hat eine<br />
deutlich höhere Wärmeleitfähigkeit und es treten<br />
geringere Wärmeübergangskoeffizienten auf. Bei<br />
einer Wärmeleitfähigkeit <strong>von</strong> 17 W/(m·K) und bei<br />
Anwendung des gleichen Formteils ergeben sich<br />
Biot-Zahlen zwischen 0,58 und 2,94 bei Variation des<br />
Wärmeübergangskoeffizienten zwischen<br />
5.000 W/(m²·K) und 25.000 W/(m²·K). Eine Berücksichtigung<br />
muss daher gewährleistet werden.<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
Simulation 130 °C Messung 130 °C Simulation 110 °C Messung 110 °C<br />
2 0,5<br />
60<br />
2 0,5<br />
40<br />
<br />
20<br />
0<br />
∙<br />
<br />
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0<br />
∑ 1<br />
ü <br />
0,5<br />
<br />
0,5<br />
<br />
(6)<br />
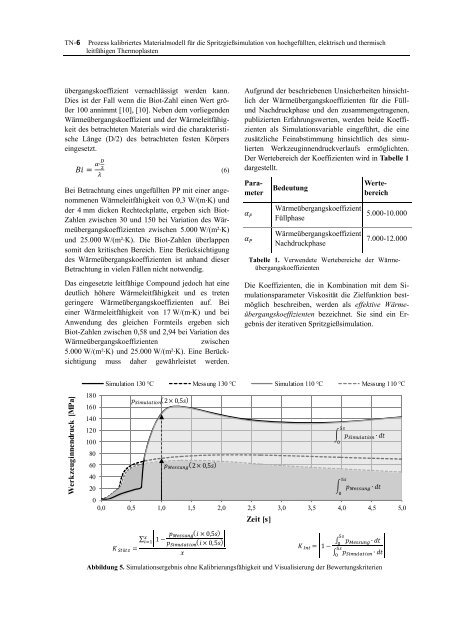
Aufgrund der beschriebenen Unsicherheiten hinsichtlich<br />
der Wärmeübergangskoeffizienten <strong>für</strong> <strong>die</strong> Füll-<br />
und Nachdruckphase und den zusammengetragenen,<br />
publizierten Erfahrungswerten, werden beide Koeffizienten<br />
als Simulationsvariable eingeführt, <strong>die</strong> eine<br />
zusätzliche Feinabstimmung hinsichtlich des simulierten<br />
Werkzeuginnendruckverlaufs ermöglichten.<br />
Der Wertebereich der Koeffizienten wird in Tabelle 1<br />
dargestellt.<br />
Parameter<br />
Bedeutung<br />
<br />
<br />
Zeit [s]<br />
Wärmeübergangskoeffizient<br />
Füllphase<br />
Wärmeübergangskoeffizient<br />
Nachdruckphase<br />
<br />
∙<br />
<br />
1 <br />
∙<br />
<br />
∙<br />
<br />
Werte-<br />
bereich<br />
5.000-10.000<br />
7.000-12.000<br />
Tabelle 1. Verwendete Wertebereiche der Wärmeübergangskoeffizienten<br />
Die Koeffizienten, <strong>die</strong> in Kombination mit dem Simulationsparameter<br />
Viskosität <strong>die</strong> Zielfunktion bestmöglich<br />
beschreiben, werden als effektive Wärmeübergangskoeffizienten<br />
bezeichnet. Sie sind ein Ergebnis<br />
der iterativen <strong>Spritzgießsimulation</strong>.<br />
Abbildung 5. Simulationsergebnis ohne Kalibrierungsfähigkeit und Visualisierung der Bewertungskriterien


![Dokument [PDF, 14,8 MB] - Fachbereich Maschinenbau und ...](https://img.yumpu.com/22476839/1/184x260/dokument-pdf-148-mb-fachbereich-maschinenbau-und-.jpg?quality=85)


![Skript [605 kB] - FB 4 Allgemein](https://img.yumpu.com/21942099/1/184x260/skript-605-kb-fb-4-allgemein.jpg?quality=85)


![2 Wärmeschutz [559 kB] - Fachhochschule Düsseldorf](https://img.yumpu.com/20681304/1/190x135/2-warmeschutz-559-kb-fachhochschule-dusseldorf.jpg?quality=85)


![Dokument [PDF, 9,1 MB] - FB 4 Allgemein - Fachhochschule ...](https://img.yumpu.com/17999083/1/184x260/dokument-pdf-91-mb-fb-4-allgemein-fachhochschule-.jpg?quality=85)