Hart im Geben
Hart im Geben
Hart im Geben

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
IG<br />
Gültig bis 30.06.2012<br />
<strong>Hart</strong>bearbeitung<br />
<strong>Hart</strong> <strong>im</strong> <strong>Geben</strong><br />
Starke Werkzeuge für höchste Ansprüche<br />
Komplettes Programm:<br />
von Ø 0,1 – 20 mm<br />
Seite 8-17<br />
Neue Beschichtungen:<br />
RockTec 52 und RockTec 65<br />
Seite 5<br />
www.metzler.at<br />
Schnittwertempfehlungen:<br />
mit Arbeitstiefen<br />
Ab Seite 20
Kompetenz<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
Mit <strong>Hart</strong>fräsen machen Sie Ihre Prozesskette<br />
komplett und effizient.<br />
Die Herausforderung:<br />
Zeitdruck, hohe Kosten und aufwendiges<br />
Nachbearbeiten<br />
Auch <strong>im</strong> Werkzeug- und Formenbau n<strong>im</strong>mt der Zeit- und Kostendruck<br />
<strong>im</strong>mer weiter zu. Das erfordert kürzere Prozesszeiten und<br />
effizientere Bearbeitungsmethoden. Der Standard bei der Her-<br />
stellung von Werkzeugeinsätzen ist heute:<br />
1. weich vorfräsen<br />
2. hart fertigbearbeiten<br />
Auch die Nachbearbeitung von bereits gehärteten Werkstoffen<br />
in der Fertigung ist ein stets aktuelles Thema – häufig müssen vergessene<br />
oder unvorhergesehene Einfräsungen und Flächen nachgearbeitet<br />
werden. Wie man den Fertigungsprozess hier grundsätzlich<br />
opt<strong>im</strong>ieren kann? Ganz einfach: mit <strong>Hart</strong>fräsen.<br />
Das Angebot:<br />
unser Sort<strong>im</strong>ent für alle Anforderungen<br />
METZLER bietet Ihnen eine innovative Werkzeugtechnologie,<br />
die den hohen Anforderungen des <strong>Hart</strong>fräsens gerecht wird. Für alle<br />
Bearbeitungs- und Anwendungsfälle haben wir für Sie ein komplettes<br />
ATORN-Programm mit Schaft-, Radius-, und Torusfräsern von<br />
Ø 0,1 bis Ø 20 mm zusammengestellt. Das besonders breite und tiefe<br />
Sort<strong>im</strong>ent ist für extrem hohe Standzeiten ausgelegt und lässt auch<br />
in Sachen Schneidstoff und Geometrie keine Wünsche offen:<br />
2 Telefon-Bestellservice: 01805 05522 01805 05522 981312 779630<br />
Die verschiedenen Geometrien sind opt<strong>im</strong>al auf die unterschiedlichen<br />
Fräsoperationen abgest<strong>im</strong>mt und das verwendete <strong>Hart</strong>metall<br />
zeichnet sich durch hohe Härte und extreme Zähigkeit aus.<br />
Die Lösung:<br />
Kosten sparen und Qualität steigern<br />
durch <strong>Hart</strong>fräsen<br />
<strong>Hart</strong>fräsen ist die Zerspanung von gehärteten Werkstoffen mit einer<br />
Härte von 52 bis 65 HRC. Besonders attraktiv ist dieses Verfahren<br />
durch seine hohe Kosten- und Zeitersparnis sowie durch spezielle<br />
HSC-Frässtrategien, eine hohe Oberflächenqualität und den Wegfall<br />
des Härteverzugs. Darüber hinaus entfallen Arbeitsgänge wie mehrfaches<br />
Spannen und aufwendiges Polieren. Das führt zu enormen Einsparungen<br />
in Ihrer Fertigung!<br />
Die Innovation:<br />
beste Performance durch<br />
neue Beschichtungen<br />
Die ATORN <strong>Hart</strong>fräswerkzeuge bieten Ihnen die besten Bedingun-<br />
gen für Ihre effiziente <strong>Hart</strong>bearbeitung: Mit einer speziellen Kanten-<br />
behandlung sowie den neuen Beschichtungen RockTec 52 und<br />
RockTec 65 garantieren sie für höchste Präzision, beste Standzeiten<br />
und perfekte Performance in harten Werkstoffen. Seine Qualität und<br />
Leistungsfähigkeit machen das ATORN-Programm zu einem besonders<br />
zuverlässigen Werkzeug in allen Bereichen des Werkzeug- und<br />
Formenbaus.<br />
Die Vorteile:<br />
• Kostenvorteil: durch Einsparung von Arbeitsgängen und Nachbearbeitung<br />
• Flexibilität: <strong>Hart</strong>bearbeitung ist meist flexibler als Schleifen und Erodieren<br />
• Qualität: kein Wärmeverzug mehr durch nachträgliches Härten<br />
• Zeitersparnis: Bearbeitung der Werkstücke in einer Aufspannung möglich
ATORN <strong>Hart</strong>bearbeitung:<br />
Das komplette Programm für höchste Ansprüche.<br />
Das neue ATORN VHM-Fräserprogramm umfasst 17 verschiedene<br />
Typen in je zwei verschiedenen Ausführungen. Diese insgesamt 34<br />
Werkzeugtypen ergeben rund 660 neue Werkzeuge für Ihre Zerspanungsaufgaben.<br />
Ob universelle Fräsbearbeitung in Materialien bis<br />
52 HRC oder <strong>Hart</strong>bearbeitung bis 65 HRC – mit ATORN sind Sie für<br />
alle Anwendungen bestens gerüstet.<br />
Das volle Programm <strong>im</strong> Überblick:<br />
Übersicht und Seitenregister Abmessungen Werkzeuge und<br />
Schnittwerte<br />
bis 52 HRC<br />
ab Seite<br />
VHM-Mini-Schaftfräser<br />
Bestellservice: 05522 779636<br />
Werkzeuge und<br />
Schnittwerte<br />
bis 65 HRC<br />
ab Seite<br />
Ø 0,1 - 0,9 mm 8/20 8/21<br />
VHM-Mini-Schaftfräser,<br />
langer Hals Ø 0,2 - 3,0 mm 10/20 10/21<br />
VHM-Schaftfräser,<br />
Standard Ausführung Ø 3,0 - 20,0 mm 8/22 8/23<br />
VHM-Schaftfräser kurze Schneide,<br />
lange Ausführung Ø 3,0 - 20,0 mm 9/24 9/25<br />
VHM-Schaftfräser kurze Schneide,<br />
extra lange Ausführung Ø 3,0 - 20,0 mm 9/26 9/27<br />
VHM-Mehrzahnfräser,<br />
Standard Ausführung Ø 3,0 - 20,0 mm 11/22 11/23<br />
VHM-Mehrzahnfräser,<br />
lange Ausführung Ø 3,0 - 20,0 mm 11/24 14/29<br />
VHM-Mini-Torusfräser,<br />
langer Hals Ø 0,2 - 3,0 mm 14/28 11/25<br />
VHM-Torusfräser,<br />
Standard Ausführung Ø 3,0 - 20,0 mm 12/30 12/31<br />
VHM-Torusfräser kurze Schneide,<br />
Standard Ausführung Ø 3,0 - 16,0 mm 12/30 12/31<br />
VHM-Torusfräser kurze Schneide,<br />
lange Ausführung Ø 3,0 - 16,0 mm 13/32 13/33<br />
VHM-Torusfräser kurze Schneide,<br />
extra lange Ausführung Ø 3,0 - 16,0 mm 13/34 13/35<br />
VHM-Mini-Radiusfräser<br />
Ø 0,2 - 0,9 mm 15/36 15/37<br />
VHM-Mini-Radiusfräser,<br />
langer Hals Ø 0,2 - 3,0 mm 17/36 17/37<br />
VHM-Radiusschaftfräser,<br />
Standard Ausführung Ø 2,0 - 20,0 mm 15/38 15/39<br />
VHM-Radiusschaftfräser,<br />
lange Ausführung Ø 2,0 - 20,0 mm 16/40 16/41<br />
VHM-Radiusschaftfräser,<br />
extra lange Ausführung Ø 2,0 - 20,0 mm 16/42 16/43<br />
Kompetenz<br />
3
Kompetenz<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
<strong>Hart</strong>metall, Geometrie und Beschichtung –<br />
die perfekte Kombination macht’s.<br />
Das Zerspanen von Werkstückstoffen mit einer Härte über 52 HRC<br />
mit geometrisch best<strong>im</strong>mter Schneide wird in der Regel durch HSC<br />
Bearbeitung erledigt. Entscheidende Voraussetzung für den Erfolg ist<br />
hier das Zusammenwirken von Umformgeschwindigkeit und Temperatur.<br />
HSC bedeutet <strong>im</strong> Grunde nichts anderes, als mit der entsprechenden<br />
Schnittgeschwindigkeit den Schmelzpunkt des Materials zu<br />
finden.<br />
Da die Schmelztemperatur der Werkstückstoffe in der Regel höher ist<br />
als die max<strong>im</strong>ale zulässige Bearbeitungstemperatur einer Beschichtung,<br />
müssen hierbei einige Dinge beachtet werden. Zum einen muss<br />
der Kontaktwinkel zum Werkstück so klein wie möglich sein. Zum<br />
anderen muss der Ablauf in einer Geschwindigkeit erfolgen, die der<br />
Schneidkante gar nicht die Zeit lässt, sich über die zulässige Temperatur<br />
der Beschichtung hinaus zu erwärmen.<br />
Um diesen Anforderungen gerecht zu werden, kommt es auf eine perfekte<br />
Abst<strong>im</strong>mung dreier Komponenten an: <strong>Hart</strong>metall-Substrat,<br />
Geometrie und Beschichtung. Warum diese bei ATORN besonders gut<br />
gelingt, zeigt Ihnen auf diesen Seiten ein Einblick in die Technologie<br />
unserer Werkzeuge.<br />
Komponente 1: Das Vollhartmetall<br />
Das Grundsubstrat besteht aus <strong>Hart</strong>metall – ein pulvermetallurgisches<br />
Material, das in erster Linie aus Wolframkarbid und Kobalt<br />
besteht. Die Verschleißfestigkeit des Substrats steigt mit dessen<br />
zunehmender Härte.<br />
Alle ATORN <strong>Hart</strong>bearbeitungswerkzeuge sind aus Ultra-Feinstkorn<br />
Vollhartmetall gefertigt. Diese <strong>Hart</strong>metallsorten sind zäh, temperaturbeständig,<br />
druckfest, extrem hart und speziell auf die besonderen<br />
Anforderungen der <strong>Hart</strong>bearbeitung abgest<strong>im</strong>mt. Den hohen dynamischen<br />
und thermischen Belastungen, die bei der <strong>Hart</strong>bearbeitung<br />
auftreten widerstehen sie opt<strong>im</strong>al und fangen gleichzeitig die auftretenden<br />
mechanischen Stoßbelastungen exzellent ab.<br />
Bestandteile: 86,5 % Wolframcarbid<br />
12 % Cobalt<br />
1,5 % andere<br />
Korngröße: 0,005 mm<br />
ISO Qualität: K10/K40<br />
4 Telefon-Bestellservice: 01805 05522 01805 05522 981312 779630<br />
Komponente 2: Die Geometrie<br />
Neben dem <strong>Hart</strong>metall spielt die Geometrie be<strong>im</strong> <strong>Hart</strong>zerspanen<br />
eine entscheidende Rolle. Auch hier ist das Zusammenspiel mehrerer<br />
Faktoren in einem Fräser entscheidend. Zur perfekten Geometrie<br />
eines Fräsers gehören Genauigkeit und Präzision <strong>im</strong> µm-Bereich,<br />
extra große Kerndurchmesser, um die Bruchgefahr des Schafts zu<br />
min<strong>im</strong>ieren, speziell angepasste Drallwinkel sowie Spanwinkelgeometrien<br />
von 3° bis -26° zum Stabilisieren der Schneiden. Da die Zerspanung<br />
von gehärteten Werkstücken nur wenig mit der klassischen<br />
Spanabhebung von weichen Materialen gemeinsam hat, müssen<br />
speziell für das <strong>Hart</strong>fräsen abgest<strong>im</strong>mte Span-, Frei- und Keilwinkel<br />
vorhanden sein, um ein opt<strong>im</strong>ales Ergebnis zu erzielen.*<br />
Hier zwei Beispiele für die zum Teil sehr unterschiedlichen<br />
Geometrien der Werkzeuge:<br />
Werkzeuge bis 52 HRC<br />
Drallwinkel: 40°<br />
Spanwinkel am Aussen -Ø: 2°<br />
Kern-Ø: 65 %<br />
Werkzeuge bis 65 HRC<br />
Drallwinkel: 40°<br />
Spanwinkel am Aussen -Ø: -10°<br />
Kern-Ø: 65 %<br />
*Genaue Informationen zu den verschiedenen Drall- und Spanwinkeln<br />
finden Sie weiter hinten be<strong>im</strong> jeweiligen Werkzeug.
Komponente 3: Die Beschichtung<br />
Die Beschichtung steht <strong>im</strong> direkten Kontakt mit dem zu zerspanenden<br />
Werkstückstoff und muss deshalb ganz spezielle Anforderungen<br />
erfüllen. Eine entsprechende <strong>Hart</strong>schicht mit ca. 3 µm<br />
Schichtstärke verhindert den direkten Verschleiß des <strong>Hart</strong>metalls.<br />
Die neuen, extrem widerstandsfähigen Beschichtungen RockTec 52<br />
und RockTec 65 haben sich dafür bestens bewährt. Durch die <strong>Hart</strong>schicht<br />
wird die Oberflächenhärte des Werkzeuges erhöht und der<br />
Reibwert gegenüber unbeschichtetem <strong>Hart</strong>metall deutlich<br />
verringert. Darüber hinaus sorgt sie für hohe Wärmebeständigkeit<br />
und Zähigkeit – unverzichtbar bei der <strong>Hart</strong>bearbeitung. Das garantiert<br />
beste Standzeiten und ermöglicht hohe Schnittwerte.<br />
RockTec 52<br />
Anwendung: Geeignet für mittlere und hohe<br />
Schnittgeschwindigkeiten, Naß-<br />
und Trockenbearbeitung, gut zum<br />
Fräsen von Materialien bis 52 HRC.<br />
Schichtmaterial: AlTiN (einlagig PVD)<br />
Mikrohärte: 3300 HV<br />
Anwendungstemperatur: ≥ 900°C<br />
Reibungskoeffizient: 0,25<br />
Schichtdicke: 2,5 ~ 3,5 µm<br />
Das Ergebnis<br />
Aus der opt<strong>im</strong>alen Kombination dieser drei entscheidenden Komponenten entstehen Werkzeuge, die ideal auf die<br />
Bearbeitungsfälle be<strong>im</strong> <strong>Hart</strong>fräsen abgest<strong>im</strong>mt sind und beste Ergebnisse hinsichtlich Qualität, Schnittgeschwindigkeit<br />
und Standzeit erzielen: Werkzeuge aus dem neuen Fräserprogramm von ATORN.<br />
Bestellservice: 05522 779636<br />
RockTec 65<br />
Anwendung: Besonders geeignet für <strong>Hart</strong>bearbeitung<br />
von schwer zerspanbaren<br />
Materialien mit Härten bis max. 70 HRC<br />
sowie Hochgeschwindigkeitsfräsen<br />
(Naß - oder Trockenbearbeitung).<br />
Schichtmaterial: TiSi basierend (mehrlagig PVD)<br />
Mikrohärte: 3600 HV<br />
Anwendungstemperatur: ≥ 1200°C<br />
Reibungskoeffizient: 0,3<br />
Schichtdicke: 2,5 ~ 3,5 µm<br />
Kompetenz<br />
5
Kompetenz<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
Werkzeug-Spannung – bis aufs µm genau<br />
Für ein befriedigendes Fräsergebnis mit einem opt<strong>im</strong>al abgest<strong>im</strong>mten<br />
Werkzeug ist auch die richtige Werkzeugspannung<br />
erforderlich. Jedes µm Rundlauffehler reduziert die Standzeit und<br />
verschlechtert das Fräsergebnis. Aufnahmesysteme mit Whistle-<br />
Notchaufnahme oder Universalspanzange sind wegen ihrer Rund-<br />
laufungenauigkeit für das <strong>Hart</strong>fräsen ungeeignet.<br />
Geeignete Spannmittel finden Sie in<br />
unserem Hauptkatalog ab Seite 374<br />
oder auf Anfrage.<br />
Spannzangenfutter<br />
Centro P<br />
Hydrodehnspannfutter<br />
Spanabfuhr und Kühlung – lebenswichtig<br />
Bei der Bearbeitung fallen Späne an – und mit ihnen abgeführte<br />
Energie in Form von Wärme. Diese muss so schnell wie möglich entfernt<br />
werden. Die Verwendung von Emulsion ist hier wenig empfehlenswert.<br />
Schon ein Tropfen Wasser auf die Schneide kann einen Thermoschock<br />
verursachen und das Werkzeug regelrecht zerlegen. Die<br />
durch den Thermoschock verursachten Mikrorisse <strong>im</strong> <strong>Hart</strong>metall<br />
können außerdem zu Schneidkantenausbrüchen führen.<br />
Je nach Werkzeugdurchmesser und Drehzahl können solche Bruchstücke<br />
bei der HSC-Bearbeitung die Energie eines Geschosses entwickeln.<br />
Die beste Möglichkeit bietet hier Pressluft – durch die Spindel<br />
direkt auf die zerspanende Schneide. Je nach Werkstückstoff<br />
kann zusätzlich eine Min<strong>im</strong>almengen-Schmierung von Vorteil sein.<br />
6 Telefon-Bestellservice: 01805 05522 01805 05522 981312 779630<br />
Auch von zusätzlichen Spannflächen raten wir ab – sie zerstören<br />
die Präzision der Werkzeugs und verschlechtern das Fräsergebnis.<br />
Die besten Ergebnisse erzielen Sie mit einem Hydrodehnfutter,<br />
Centro P oder Schrumpffutter. Ein Grund, weshalb ATORN Fräser<br />
für den Werkzeug- und Formenbau ausnahmslos als gerade Zylinderschäfte<br />
nach DIN 6535 HA ausgeführt werden.<br />
Schrumpffutter
Die Maschine – Hochleistungen erforderlich<br />
Nachschärf-Service –<br />
entscheidend für Qualität<br />
Scharfe Werkzeuge produzieren Qualität. Nur ein sorgfältig<br />
gepflegtes und regelmäßig nachgeschliffenes Werkzeug erbringt<br />
dauerhaft seine volle Leistung und bleibt über die gesamte Lebensdauer<br />
hinweg max<strong>im</strong>al einsatzfähig. Dies bedingt vor allem das<br />
präzise Nachschärfen und Beschichten in den individuellen Verschleißzeiträumen.<br />
Nutzen Sie den METZLER Nachschärfservice – damit Ihre hochwertigen<br />
Werkzeuge länger leistungsfähig bleiben und Sie dadurch mittelfristig<br />
Werkzeugkosten sparen.<br />
!<br />
Das komplette Programm<br />
ist in den bestehenden<br />
Nachschleif-Service integriert<br />
Bestellservice: 05522 779636<br />
Nicht nur die Werkzeuge werden bei der <strong>Hart</strong>bearbeitung stark<br />
beansprucht. Auch die Maschinen müssen höchste Anforderungen<br />
hinsichtlich Steifigkeit und Dämpfungsvermögen erfüllen, damit die<br />
geforderten Schnittwerte gefahren und die gewünschte Präzision<br />
erreicht werden können. Insbesondere be<strong>im</strong> <strong>Hart</strong>fräsen wird unter<br />
Hochgeschwindigkeits- (HSC), bzw. Hochleistungs-Bedingungen<br />
(HPC) gearbeitet. Deshalb sollten entsprechend ausgelegte Maschinen<br />
für die <strong>Hart</strong>bearbeitung eingesetzt werden, um das Potenzial<br />
der Werkzeuge opt<strong>im</strong>al nutzen zu können.<br />
I H R E VO RT E I L E<br />
• exakte Schärftechnik<br />
• präzise Messtechnik<br />
• Original-Beschichtungen<br />
• individuelle Bearbeitung<br />
• faire Schärfpreise<br />
• einfache Bestellung<br />
• erfüllt die Anforderungen nach DIN ISO EN 9001 2000<br />
Kontakt und Informationen:<br />
Telefon 05522 779630<br />
Telefax 05522 779636<br />
Kompetenz<br />
7
Kompetenz<br />
Werkzeuge Service<br />
Werkzeuge<br />
Schnittwerte<br />
8<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
Typ<br />
H<br />
Typ<br />
H<br />
VHM-Mini-Schaftfräser<br />
Ausführung: Kleinstfräser in kurzer, stabiler Ausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA-Schaft nach DIN 6535<br />
Schneidentoleranz der Werkzeuge: bei Ø 0,1 – 0,7 mm = 0/– 0,012 mm und bei Ø 0,7 – 3,0 mm = 0/– 0,020 mm<br />
Nr. IG16 972 001 – 009: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 001 – 009: Typ H, Spanwinkel - 5° ~ - 7°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Ausführung: Schaftfräser in Standardausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 972 200 – 208: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 200 – 208: Typ H, Spanwinkel - 6°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 9 50 15,00 2,8 6 4 200 21,10 200 22,60<br />
4 12 50 20,00 3,7 6 4 201 21,10 201 22,60<br />
5 15 50 20,00 4,6 6 4 202 21,10 202 22,60<br />
6 16 50 20,00 5,5 6 4 203 21,10 203 22,60<br />
8 20 64 30,00 7,4 8 4 204 32,80 204 35,10<br />
10 22 70 32,00 9,2 10 4 205 41,00 205 42,90<br />
12 25 75 37,00 11 12 4 206 Platzhalter 56,90 206 58,50<br />
16 32 90 46,00 15 16 4 207 Anwendungsbild 81,90 207 93,60<br />
20 38 100 58,00 19 20 4 208 124,80 208 132,60<br />
Die passenden Schnittwerte finden Sie auf Seite 22 und 23<br />
Telefon-Bestellservice: 05522 779630<br />
Z<br />
2<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 d2 h6 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,1 0,2 40 4 2 001 (21,50) 001 (26,50)<br />
0,2 0,4 40 4 2 002 17,20 002 24,90<br />
0,3 0,6 40 4 2 003 15,70 003 22,60<br />
0,4 0,8 40 4 2 004 14,10 004 21,00<br />
0,5 1,2 40 4 2 005 13,20 005 19,50<br />
0,6 1,4 40 4 2 006 13,20 006 19,50<br />
0,7 1,6 40 4 2 007 (13,20) 007 (19,50)<br />
0,8 1,8 40 4 2 008 13,20 008 19,50<br />
0,9 1,8 40 4 2 009 (13,20) 009 (19,50)<br />
Die passenden Schnittwerte finden Sie auf Seite 20 und 21<br />
VHM-Schaftfräser, Standard Ausführung<br />
Z<br />
4<br />
HA<br />
HA<br />
d1<br />
d1<br />
I2<br />
I2<br />
I3<br />
d3<br />
I1<br />
I1<br />
d2<br />
d2
Typ<br />
H<br />
Typ<br />
H<br />
VHM-Schaftfräser, kurze Schneide, lange Ausführung<br />
Ausführung: Schaftfräser lang mit kurzen Schneiden zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 972 220 – 228: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 220 – 228: Typ H, Spanwinkel - 6°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Typ<br />
N<br />
Z<br />
4<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 5 75 30,00 2,8 6 4 220 (27,30) 220 (31,90)<br />
4 8 75 32,00 3,7 6 4 221 27,30 221 31,90<br />
5 9 75 32,00 4,6 6 4 222 27,30 222 31,90<br />
6 10 75 40,00 5,5 6 4 223 27,30 223 31,90<br />
8 12 75 40,00 7,4 8 4 224 35,10 224 41,30<br />
10 14 100 60,00 9,2 10 4 225 53,80 225 63,10<br />
12 16 100 60,00 11 12 4 226 63,20 226 73,30<br />
16 22 125 85,00 15 16 4 227 92,00 227 102,90<br />
20 26 125 85,00 19 20 4 228 (156,80) 228 (175,50)<br />
Die passenden Schnittwerte finden Sie auf Seite 24 und 25<br />
Z<br />
4<br />
HA<br />
VHM-Schaftfräser, kurze Schneide, extra-lange Ausführung<br />
Ausführung: Schaftfräser extra - lang mit kurzen Schneiden zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 972 230 – 238: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 230 – 238: Typ H, Spanwinkel - 6°, RockTec 65 - beschichtet bis 65 HRC<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 5 100 60,00 2,8 6 4 230 (32,00) 230 (35,10)<br />
4 8 100 60,00 3,7 6 4 231 32,00 231 35,10<br />
5 9 100 60,00 4,6 6 4 232 32,00 232 35,10<br />
6 10 100 60,00 5,5 6 4 233 32,00 233 35,10<br />
8 12 100 60,00 7,4 8 4 234 46,80 234 49,90<br />
10 14 125 85,00 9,2 10 4 235 69,20 235 76,40<br />
12 16 150 110,00 11 12 4 236 80,90 236 100,60<br />
16 22 150 110,00 15 16 4 237 110,80 237 128,70<br />
20 26 150 110,00 19 20 4 238 (202,80) 238 (219,10)<br />
Die passenden Schnittwerte finden Sie auf Seite 26 und 27<br />
HA<br />
Vorrätige Bestellservice: Artikel = fettgedruckte 05522 779636 Preise<br />
9<br />
d1<br />
d1<br />
I2<br />
I2<br />
I3<br />
I3<br />
I1<br />
d3<br />
I1<br />
d3<br />
d2<br />
d2<br />
Kompetenz<br />
Schnittwerte Werkzeuge<br />
Werkzeuge Service
Kompetenz<br />
Werkzeuge Service<br />
Werkzeuge<br />
Schnittwerte<br />
10<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
Typ<br />
H<br />
VHM-Mini-Schaftfräser, langer Hals<br />
Ausführung: Kleinstfräser mit langem Hals zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA-Schaft nach DIN 6535<br />
Schneidentoleranz der Werkzeuge: bei Ø 0,1 – 0,7 mm = 0/– 0,012 mm und bei Ø 0,7 – 3,0 mm = 0/– 0,020 mm<br />
Nr. IG16 972 100 –153: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 100 –153: Typ H, Spanwinkel - 5° ~ - 7°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Telefon-Bestellservice: 05522 779630<br />
Z<br />
2<br />
HA d2<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,2 0,3 50 0,50 0,16 4 2 100 29,60 100 31,90<br />
0,2 0,3 50 1,00 0,16 4 2 101 29,60 101 31,90<br />
0,2 0,3 50 1,50 0,16 4 2 102 (29,60) 102 (31,90)<br />
0,3 0,4 50 1,00 0,26 4 2 103 27,80 103 30,80<br />
0,3 0,4 50 2,00 0,26 4 2 104 27,80 104 30,80<br />
0,3 0,4 50 3,00 0,26 4 2 105 (27,80 ) 105 (30,80)<br />
0,4 0,6 50 2,00 0,37 4 2 106 26,00 106 30,80<br />
0,4 0,6 50 3,00 0,37 4 2 107 26,00 107 30,80<br />
0,4 0,6 50 4,00 0,37 4 2 108 (26,00) 108 (30,80)<br />
0,4 0,6 50 5,00 0,37 4 2 109 (26,00) 109 (30,80)<br />
0,5 0,7 50 2,00 0,45 4 2 110 25,00 110 29,60<br />
0,5 0,7 50 4,00 0,45 4 2 111 25,00 111 29,60<br />
0,5 0,7 50 6,00 0,45 4 2 112 25,00 112 29,60<br />
0,5 0,7 50 8,00 0,45 4 2 113 (25,00) 113 (29,60)<br />
0,6 0,9 50 2,00 0,55 4 2 114 24,20 114 29,60<br />
0,6 0,9 50 4,00 0,55 4 2 115 24,20 115 29,60<br />
0,6 0,9 50 6,00 0,55 4 2 116 24,20 116 29,60<br />
0,6 0,9 50 8,00 0,55 4 2 117 (24,20) 117 (29,60)<br />
0,6 0,9 50 10,00 0,55 4 2 118 (24,20) 118 (29,60)<br />
0,8 1,2 50 4,00 0,75 4 2 119 23,90 119 29,60<br />
0,8 1,2 50 6,00 0,75 4 2 120 23,90 120 29,60<br />
0,8 1,2 50 8,00 0,75 4 2 121 23,90 121 29,60<br />
0,8 1,2 50 10,00 0,75 4 2 122 (23,90) 122 (29,60)<br />
0,8 1,2 50 12,00 0,75 4 2 123 (23,90) 123 (29,60)<br />
1,0 1,5 50 6,00 0,95 4 2 124 19,10 124 23,00<br />
1,0 1,5 50 8,00 0,95 4 2 125 19,10 125 23,00<br />
1,0 1,5 50 10,00 0,95 4 2 126 19,10 126 23,00<br />
1,0 1,5 50 12,00 0,95 4 2 127 19,10 127 22,60<br />
1,0 1,5 50 14,00 0,95 4 2 128 (19,10) 128 (23,00)<br />
1,0 1,5 60 16,00 0,95 4 2 129 19,10 129 23,00<br />
1,2 1,8 50 6,00 1,15 4 2 130 17,90 130 21,80<br />
1,2 1,8 50 10,00 1,15 4 2 131 17,90 131 21,80<br />
1,5 2,3 50 8,00 1,45 4 2 132 17,90 132 21,80<br />
1,5 2,3 50 12,00 1,45 4 2 133 17,90 133 21,80<br />
1,5 2,3 50 16,00 1,45 4 2 134 19,50 134 21,80<br />
1,5 2,3 60 20,00 1,45 4 2 135 (21,10) 135 (21,80)<br />
2,0 3,0 50 6,00 1,95 4 2 136 17,90 136 21,80<br />
2,0 3,0 50 8,00 1,95 4 2 137 17,90 137 (21,80)<br />
2,0 3,0 50 12,00 1,95 4 2 138 17,90 138 21,80<br />
2,0 3,0 50 16,00 1,95 4 2 139 19,50 139 23,70<br />
2,0 3,0 60 20,00 1,95 4 2 140 21,10 140 24,90<br />
2,0 3,0 75 25,00 1,95 4 2 141 (22,60) 141 (26,50)<br />
2,5 3,7 50 8,00 2,4 4 2 142 17,90 142 21,80<br />
2,5 3,7 50 10,00 2,4 4 2 143 (17,90) 143 (21,80)<br />
2,5 3,7 50 12,00 2,4 4 2 144 17,90 144 21,80<br />
2,5 3,7 50 16,00 2,4 4 2 145 17,90 145 23,70<br />
2,5 3,7 60 20,00 2,4 4 2 146 19,50 146 24,90<br />
2,5 3,7 75 25,00 2,4 4 2 147 (21,10) 147 26,50<br />
3,0 4,5 50 8,00 2,85 6 2 148 26,10 148 30,40<br />
3,0 4,5 50 10,00 2,85 6 2 149 (26,10) 149 (30,40)<br />
3,0 4,5 50 12,00 2,85 6 2 150 26,10 150 30,40<br />
3,0 4,5 60 16,00 2,85 6 2 151 26,10 151 30,40<br />
3,0 4,5 60 20,00 2,85 6 2 152 28,90 152 34,30<br />
3,0 4,5 75 25,00 2,85 6 2 153 (30,40) 153 (34,30)<br />
Die passenden Schnittwerte finden Sie auf Seite 20 und 21<br />
d1<br />
I2<br />
I3<br />
d3<br />
I1
Typ<br />
H<br />
Typ<br />
H<br />
Typ<br />
N<br />
Typ<br />
N<br />
VHM-Mehrzahnfräser, Standard Ausführung<br />
Ausführung: Mehrzahnfräser in Standardausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
6 – 8 Zähne, 50° Drallwinkel, Zentrumsschnitt, Kantenschutzfase, HA - Schaft nach DIN 6535<br />
Nr. IG16 972 240 – 248: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 240 – 248: Typ H, Spanwinkel - 26°, RockTec 65 - beschichtet bis 65 HRC<br />
Z<br />
6-8<br />
Z<br />
6-8<br />
HA<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 f x 45° Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 8 50 20,00 2,8 6 0,1 6 240 (20,30) 240 (22,60)<br />
4 11 50 20,00 3,7 6 0,1 6 241 20,30 241 24,50<br />
5 13 50 20,00 4,6 6 0,1 6 242 20,30 242 25,70<br />
6 15 50 20,00 5,5 6 0,1 6 243 20,30 243 28,80<br />
8 20 64 30,00 7,4 8 0,2 6 244 25,00 244 33,50<br />
10 22 70 32,00 9,2 10 0,2 6 245 38,20 245 55,30<br />
12 25 75 37,00 11 12 0,2 6 246 50,70 246 74,80<br />
16 30 90 46,00 15 16 0,3 8 247 91,30 247 134,10<br />
20 38 100 58,00 19 20 0.4 8 248 128,70 248 193,40<br />
Die passenden Schnittwerte finden Sie auf Seite 22 und 23<br />
VHM-Mehrzahnfräser, lange Ausführung<br />
Ausführung: Mehrzahnfräser, lang, zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
6 – 8 Zähne, 50° Drallwinkel, Zentrumsschnitt, Kantenschutzfase, HA - Schaft nach DIN 6535<br />
Nr. IG16 972 250 – 258: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 975 250 – 258: Typ H, Spanwinkel - 26°, RockTec 65 - beschichtet bis 65 HRC<br />
HA<br />
Technische Daten<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø d1 l2 l1 l3 d3 d2 h6 f x 45° Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 19 75 30,00 2,8 6 0,1 6 250 (24,20) 250 (29,40)<br />
4 19 75 32,00 3,7 6 0,1 6 251 24,20 251 29,40<br />
5 19 75 32,00 4,6 6 0,1 6 252 24,20 252 29,40<br />
6 31 75 40,00 5,5 6 0,1 6 253 24,20 253 29,40<br />
8 31 75 40,00 7,4 8 0,2 6 254 33,50 254 34,10<br />
10 45 100 60,00 9,2 10 0,2 6 255 46,00 255 54,50<br />
12 50 100 60,00 11 12 0,2 6 256 60,80 256 75,20<br />
16 57 125 85,00 15 16 0,3 8 257 100,60 257 139,60<br />
20 57 125 85,00 19 20 0,4 8 258 (148,20) 258 (209,80 )<br />
Die passenden Schnittwerte finden Sie auf Seite 24 und 25<br />
Vorrätige Bestellservice: Artikel = fettgedruckte 05522 779636 Preise<br />
11<br />
d1<br />
d1<br />
I2<br />
I3<br />
I2<br />
I3<br />
d3<br />
I1<br />
d3<br />
I1<br />
d2<br />
d2<br />
Kompetenz<br />
Schnittwerte Werkzeuge<br />
Werkzeuge Service
Kompetenz<br />
Werkzeuge Service<br />
Werkzeuge<br />
Schnittwerte<br />
12<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
VHM-Torusfräser, Standard Ausführung<br />
Ausführung: Torusfräser in Standardausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 973 100 –125: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 976 100 –125: Typ H, Spanwinkel - 5 ~ -7°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
H<br />
Typ<br />
H<br />
Typ<br />
N<br />
Technische Daten<br />
RockTec 52<br />
IG16 973<br />
RockTec 65<br />
IG16 976<br />
Ø d1 l2 l1 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 9 50 6 0,3 4 100 29,60 100 32,70<br />
3 9 50 6 0,5 4 101 29,60 101 32,70<br />
4 12 50 6 0,3 4 102 29,60 102 32,70<br />
4 12 50 6 0,5 4 103 29,60 103 32,70<br />
4 12 50 6 1,0 4 104 29,60 104 32,70<br />
5 15 50 6 0,5 4 105 30,40 105 33,40<br />
5 15 50 6 1,0 4 106 30,40 106 33,40<br />
6 20 60 6 0,3 4 107 32,80 107 36,20<br />
6 20 60 6 0,5 4 108 32,80 108 36,20<br />
6 20 60 6 1,0 4 109 32,80 109 36,20<br />
8 20 64 8 0,5 4 110 37,40 110 41,20<br />
8 20 64 8 1,0 4 111 37,40 111 41,20<br />
8 20 64 8 1,5 4 112 37,40 112 41,20<br />
8 20 64 8 2,0 4 113 37,40 113 41,20<br />
10 22 75 10 0,5 4 114 49,10 114 54,20<br />
10 22 75 10 1,5 4 115 49,10 115 54,20<br />
10 22 75 10 2,0 4 116 49,10 116 54,20<br />
12 25 75 12 1,0 4 117 69,40 117 76,40<br />
12 25 75 12 2,0 4 118 69,40 118 76,40<br />
12 25 75 12 3,0 4 119 69,40 119 76,40<br />
16 32 90 16 1,0 4 120 104,50 120 115,40<br />
16 32 90 16 2,0 4 121 104,50 121 115,40<br />
16 32 90 16 3,0 4 122 104,50 122 115,40<br />
20 38 100 20 1,0 4 123 154,40 123 (170,00)<br />
20 38 100 20 2,0 4 124 154,40 124 (170,00)<br />
20 38 100 20 3,0 4 125 154,40 125 (170,00)<br />
Typ<br />
N<br />
Telefon-Bestellservice: 05522 779630<br />
Z<br />
4<br />
VHM-Torusfräser, kurze Schneide, Standard Ausführung<br />
Ausführung: Torusfräser mit kurzer Schneide zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 973 130 – 145: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 976 130 – 145: Typ H, Spanwinkel - 10°, RockTec 65 - beschichtet bis 65 HRC<br />
Z<br />
4<br />
HA<br />
HA<br />
r<br />
d1<br />
r<br />
d1<br />
I2<br />
I2<br />
d3<br />
I3<br />
I1<br />
Die passenden Schnittwerte<br />
finden Sie auf Seite 30 und 31<br />
Technische Daten<br />
RockTec 52<br />
IG16 973<br />
RockTec 65<br />
IG16 976<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 4 60 14,00 2,8 6 0,3 4 130 23,40 130 25,70<br />
3 4 60 14,00 2,8 6 0,5 4 131 23,40 131 25,70<br />
4 5 60 16,00 3,7 6 0,3 4 132 25,00 132 28,00<br />
4 5 60 16,00 3,7 6 0,5 4 133 25,00 133 28,00<br />
5 6 60 18,00 4,6 6 0,3 4 134 27,30 134 28,00<br />
5 6 60 18,00 4,6 6 0,5 4 135 27,30 135 28,00<br />
6 7 60 20,00 5,5 6 0,5 4 136 30,80 136 32,70<br />
6 7 60 20,00 5,5 6 1,0 4 137 30,80 137 32,70<br />
8 9 64 26,00 7,4 8 0,5 4 138 38,20 138 45,20<br />
8 9 64 26,00 7,4 8 1,0 4 139 38,20 139 45,20<br />
10 11 70 31,00 9,2 10 1,0 4 140 53,00 140 58,50<br />
10 11 70 31,00 9,2 10 2,0 4 141 53,00 141 58,50<br />
12 13 75 37,00 11 12 1,0 4 142 69,40 142 79,50<br />
12 13 75 37,00 11 12 2,0 4 143 69,40 143 79,50<br />
16 17 90 43,00 15 16 1,0 4 144 113,10 144 134,10<br />
16 17 90 43,00 15 16 2,0 4 145 113,10 145 134,10<br />
I1<br />
d2<br />
d2<br />
Die passenden<br />
Schnittwerte<br />
finden Sie auf<br />
Seite 30 und 31
VHM-Torusfräser, kurze Schneide, lange Ausführung<br />
Ausführung: Torusfräser lang mit kurzen Schneiden zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 973 150 – 165: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 976 150 – 165: Typ H, Spanwinkel - 6°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
H<br />
Typ<br />
H<br />
Typ<br />
N<br />
Typ<br />
N<br />
d1<br />
Z<br />
HA<br />
r<br />
4<br />
Technische Daten<br />
RockTec 52<br />
IG16 973<br />
RockTec 65<br />
IG16 976<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 5 75 30,00 2,8 6 0,3 4 150 (28,90) 150 (31,80)<br />
3 5 75 30,00 2,8 6 0,5 4 151 (28,90) 151 (31,80)<br />
4 8 75 32,00 3,7 6 0,3 4 152 28,90 152 31,80<br />
4 8 75 32,00 3,7 6 0,5 4 153 28,90 153 31,80<br />
5 9 75 32,00 4,6 6 0,3 4 154 28,90 154 31,80<br />
5 9 75 32,00 4,6 6 0,5 4 155 28,90 155 31,80<br />
6 10 75 40,00 5,5 6 0,5 4 156 32,80 156 36,00<br />
6 10 75 40,00 5,5 6 1,0 4 157 32,80 157 36,00<br />
8 12 75 40,00 7,4 8 0,5 4 158 43,70 158 48,00<br />
8 12 75 40,00 7,4 8 1,0 4 159 43,70 159 48,00<br />
10 14 100 60,00 9,2 10 1,0 4 160 59,30 160 65,50<br />
10 14 100 60,00 9,2 10 2,0 4 161 59,30 161 65,50<br />
12 16 100 60,00 11 12 1,0 4 162 72,70 162 79,90<br />
12 16 100 60,00 11 12 2,0 4 163 72,70 163 79,90<br />
16 22 125 85,00 15 16 1,0 4 164 131,80 164 (145,00)<br />
16 22 125 85,00 15 16 2,0 4 165 131,80 165 (145,00)<br />
Die passenden Schnittwerte finden Sie auf Seite 32 und 33<br />
VHM-Torusfräser, kurze Schneide, extra-lange Ausführung<br />
Ausführung: Torusfräser extra-lang mit kurzen Schneiden zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
4 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Nr. IG16 973 170 – 185: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 976 170 – 185: Typ H, Spanwinkel - 6°, RockTec 65 - beschichtet bis 65 HRC<br />
Technische Daten<br />
RockTec 52<br />
IG16 973<br />
RockTec 65<br />
IG16 976<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
3 5 100 60,00 2,8 6 0,3 4 170 (32,80) 170 (36,60)<br />
3 5 100 60,00 2,8 6 0,5 4 171 (32,80) 171 (36,60)<br />
4 8 100 60,00 3,7 6 0,3 4 172 35,90 172 40,50<br />
4 8 100 60,00 3,7 6 0,5 4 173 35,90 173 40,50<br />
5 9 100 60,00 4,6 6 0,3 4 174 39,80 174 44,40<br />
5 9 100 60,00 4,6 6 0,5 4 175 39,80 175 44,40<br />
6 10 100 60,00 5,5 6 0,5 4 176 42,90 176 48,30<br />
6 10 100 60,00 5,5 6 1,0 4 177 42,90 177 48,30<br />
8 12 100 60,00 7,4 8 0,5 4 178 60,10 178 67,00<br />
8 12 100 60,00 7,4 8 1,0 4 179 60,10 179 67,00<br />
10 14 125 85,00 9,2 10 1,0 4 180 81,10 180 89,70<br />
10 14 125 85,00 9,2 10 2,0 4 181 81,10 181 89,70<br />
12 16 150 110,00 11 12 1,0 4 182 108,00 182 119,30<br />
12 16 150 110,00 11 12 2,0 4 183 108,00 183 119,30<br />
16 22 150 110,00 15 16 1,0 4 184 (182,50) 184 (202,00)<br />
16 22 150 110,00 15 16 2,0 4 185 (182,50) 185 (202,00)<br />
Z<br />
4<br />
Vorrätige Bestellservice: Artikel = fettgedruckte 05522 779636 Preise<br />
13<br />
HA<br />
r<br />
d1<br />
I2<br />
d3<br />
I3<br />
I2<br />
I1<br />
I3<br />
d3<br />
I1<br />
d2<br />
d2<br />
Die passenden<br />
Schnittwerte<br />
finden Sie auf<br />
Seite 34 und 35<br />
Kompetenz<br />
Schnittwerte Werkzeuge<br />
Werkzeuge Service
Kompetenz<br />
Werkzeuge Service<br />
Werkzeuge<br />
Schnittwerte<br />
14<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
VHM-Mini-Torusfräser, langer Hals<br />
Ausführung: Mini-Torusfräser mit langem Hals zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 40° Drallwinkel, Zentrumsschnitt, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Schneidentoleranz der Werkzeuge: bei Ø 0,1 – 0,7 mm = 0/–0,012 mm und bei Ø 0,7 – 3,0 mm = 0/– 0,020 mm<br />
Nr. IG16 973 001 – 054: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 976 001 – 054: Typ H, Spanwinkel - 5° ~ -7°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
H<br />
Typ<br />
N<br />
Technische Daten<br />
RockTec 52<br />
IG16 973<br />
RockTec 65<br />
IG16 976<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,2 0,3 50 0,50 0,16 4 0,02 2 001 35,90 001 39,40<br />
0,2 0,3 50 1,00 0,16 4 0,02 2 002 (35,90) 002 (39,40)<br />
0,2 0,3 50 1,50 0,16 4 0,02 2 003 (35,90) 003 (39,40)<br />
0,3 0,4 50 1,00 0,26 4 0,03 2 004 33,50 004 37,00<br />
0,3 0,4 50 2,00 0,26 4 0,03 2 005 33,50 005 37,00<br />
0,3 0,4 50 3,00 0,26 4 0,03 2 006 (33,50) 006 (37,00)<br />
0,4 0,6 50 2,00 0,37 4 0,03 2 007 31,60 007 34,70<br />
0,4 0,6 50 3,00 0,37 4 0,03 2 008 31,60 008 34,70<br />
0,4 0,6 50 4,00 0,37 4 0,03 2 009 (31,60) 009 (34,70)<br />
0,4 0,6 50 5,00 0,37 4 0,03 2 010 (31,60) 010 (34,70)<br />
0,5 0,7 50 2,00 0,45 4 0,05 2 011 30,00 011 33,10<br />
0,5 0,7 50 4,00 0,45 4 0,05 2 012 30,00 012 33,10<br />
0,5 0,7 50 6,00 0,45 4 0,05 2 013 30,00 013 33,10<br />
0,5 0,7 50 8,00 0,45 4 0,05 2 014 (30,00) 014 (33,10)<br />
0,6 0,9 50 2,00 0,55 4 0,05 2 015 28,90 015 31,80<br />
0,6 0,9 50 4,00 0,55 4 0,05 2 016 28,90 016 31,80<br />
0,6 0,9 50 6,00 0,55 4 0,05 2 017 28,90 017 31,80<br />
0,6 0,9 50 8,00 0,55 4 0,05 2 018 (28,90) 018 (32,70)<br />
0,6 0,9 50 10,00 0,55 4 0,05 2 019 (29,30) 019 (32,70)<br />
0,8 1,2 50 4,00 0,75 4 0,08 2 020 28,90 020 31,80<br />
0,8 1,2 50 6,00 0,75 4 0,08 2 021 28,90 021 31,80<br />
0,8 1,2 50 8,00 0,75 4 0,08 2 022 28,90 022 31,80<br />
0,8 1,2 50 10,00 0,75 4 0,08 2 023 29,30 023 (32,70)<br />
0,8 1,2 50 12,00 0,75 4 0,08 2 024 (29,30) 024 (32,70)<br />
1,0 1,5 50 6,00 0,95 4 0,1 2 025 27,70 025 30,50<br />
1,0 1,5 50 8,00 0,95 4 0,1 2 026 27,70 026 30,50<br />
1,0 1,5 50 10,00 0,95 4 0,1 2 027 27,70 027 30,50<br />
1,0 1,5 50 12,00 0,95 4 0,1 2 028 27,70 028 30,50<br />
1,0 1,5 50 14,00 0,95 4 0,1 2 029 27,70 029 30,50<br />
1,0 1,5 60 16,00 0,95 4 0,1 2 030 27,70 030 30,50<br />
1,2 1,8 50 6,00 1,15 4 0,1 2 031 27,70 031 30,50<br />
1,2 1,8 50 10,00 1,15 4 0,1 2 032 (27,70) 032 (30,50)<br />
1,5 2,3 50 8,00 1,45 4 0,15 2 033 27,70 033 30,50<br />
1,5 2,3 50 12,00 1,45 4 0,15 2 034 27,70 034 30,50<br />
1,5 2,3 50 16,00 1,45 4 0,15 2 035 27,70 035 30,50<br />
1,5 2,3 60 20,00 1,45 4 0,15 2 036 (29,30) 036 32,70<br />
2,0 3,0 50 6,00 1,95 4 0,2 2 037 27,70 037 30,50<br />
2,0 3,0 50 8,00 1,95 4 0,2 2 038 27,70 038 30,50<br />
2,0 3,0 50 12,00 1,95 4 0,2 2 039 27,70 039 30,50<br />
2,0 3,0 50 16,00 1,95 4 0,2 2 040 27,70 040 30,50<br />
2,0 3,0 60 20,00 1,95 4 0,2 2 041 29,30 041 32,70<br />
2,0 3,0 75 25,00 1,95 4 0,2 2 042 (32,00) 042 (30,50)<br />
2,5 3,7 50 8,00 2,4 4 0,3 2 043 27,70 043 30,50<br />
2,5 3,7 50 10,00 2,4 4 0,3 2 044 27,70 044 30,50<br />
2,5 3,7 50 12,00 2,4 4 0,3 2 045 27,70 045 30,50<br />
2,5 3,7 50 16,00 2,4 4 0,3 2 046 27,70 046 30,50<br />
2,5 3,7 60 20,00 2,4 4 0,3 2 047 (29,30) 047 (32,70)<br />
2,5 3,7 75 25,00 2,4 4 0,3 2 048 (27,70) 048 (32,70)<br />
3,0 4,5 50 8,00 2,85 6 0,3 2 049 30,40 049 33,40<br />
3,0 4,5 50 10,00 2,85 6 0,3 2 050 30,40 050 33,40<br />
3,0 4,5 50 12,00 2,85 6 0,3 2 051 30,40 051 33,40<br />
3,0 4,5 60 16,00 2,85 6 0,3 2 052 30,40 052 33,40<br />
3,0 4,5 60 20,00 2,85 6 0,3 2 053 30,40 053 33,40<br />
3,0 4,5 75 25,00 2,85 6 0,3 2 054 (32,40) 054 (35,70)<br />
Telefon-Bestellservice: 05522 779630<br />
Z<br />
2<br />
HA<br />
d1 r<br />
I2<br />
d3<br />
I3<br />
I1<br />
d2<br />
Die passenden<br />
Schnittwerte<br />
finden Sie auf<br />
Seite 28 und 29
Typ<br />
H<br />
Typ<br />
H<br />
VHM-Mini-Radiusfräser<br />
Ausführung: Mini - Radiusfräser in kurzer, stabiler Ausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 30° Drallwinkel, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Schneidentoleranz der Werkzeuge: bei Ø 0,1 – 0,7 mm = 0/–0,012 mm und bei Ø 0,7 – 0,9 mm = 0/– 0,020 mm<br />
Nr. IG16 974 001 – 008: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 977 001 – 008: Typ H, Spanwinkel - 5°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Technische Daten<br />
RockTec 52<br />
IG16 974<br />
RockTec 65<br />
IG16 977<br />
Ø d1 l2 l1 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,2 0,4 40 4 0,1 2 001 (32,80) 001 (45,20)<br />
0,3 0,6 40 4 0,15 2 002 30,40 002 43,20<br />
0,4 0,8 40 4 0,2 2 003 25,70 003 28,80<br />
0,5 1,2 40 4 0,25 2 004 21,50 004 24,90<br />
0,6 1,4 40 4 0,3 2 005 22,60 005 25,70<br />
0,7 1,6 40 4 0,35 2 006 (21,50) 006 (24,90)<br />
0,8 1,8 40 4 0,4 2 007 21,50 007 24,90<br />
0,9 2,0 40 4 0,45 2 008 (21,50) 008 (24,90)<br />
Die passenden Schnittwerte finden Sie auf Seite 36 und 37<br />
Typ<br />
N<br />
Die passenden Schnittwerte finden Sie auf Seite 38 und 39<br />
Z<br />
2<br />
VHM-Radiusfräser, Standard Ausführung<br />
Ausführung: Radiusfräser in Standardausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 30° Drallwinkel, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Radiustoleranz = 0/-0,010 mm<br />
Nr. IG16 974 200 – 210: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 977 200 – 210: Typ H, Spanwinkel - 10°, RockTec 65 - beschichtet bis 65 HRC<br />
Z<br />
2<br />
Technische Daten<br />
RockTec 52<br />
IG16 974<br />
RockTec 65<br />
IG16 977<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
2 4 40 8,00 1,85 4 1 2 200 (17,90) 200 (20,20)<br />
2,5 4 40 10,00 2,35 4 1,25 2 201 (21,50) 201 (23,70 )<br />
3 5 50 14,00 2,8 4 1,5 2 202 25,70 202 26,10<br />
4 8 50 20,00 3,7 4 2 2 203 25,70 203 27,10<br />
5 9 50 20,00 4,6 6 2,5 2 204 25,40 204 28,00<br />
6 10 50 20,00 5,5 6 3 2 205 25,40 205 28,00<br />
8 12 64 30,00 7,4 8 4 2 206 31,10 206 34,90<br />
10 14 70 32,00 9,2 10 5 2 207 42,70 207 47,50<br />
12 16 75 38,00 11 12 6 2 208 57,60 208 63,90<br />
16 32 90 46,00 15 16 8 2 209 95,20 209 106,00<br />
20 38 100 58,00 19 20 10 2 210 149,80 210 (166,90)<br />
HA<br />
HA<br />
Vorrätige Bestellservice: Artikel = fettgedruckte 05522 779636 Preise<br />
15<br />
d1 r<br />
r<br />
d1<br />
I2<br />
I2<br />
I3<br />
d3<br />
I1<br />
I1<br />
d2<br />
d2<br />
Kompetenz<br />
Schnittwerte Werkzeuge<br />
Werkzeuge Service
Kompetenz<br />
Werkzeuge Service<br />
Werkzeuge<br />
Schnittwerte<br />
16<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
www.metzler.at<br />
Typ<br />
H<br />
Typ<br />
H<br />
VHM-Radiusfräser, lange Ausführung<br />
Ausführung: Radiusfräser in langer Ausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 30° Drallwinkel, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Radiustoleranz = 0/-0,010 mm<br />
Nr. IG16 974 220 – 230: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 977 220 – 230: Typ H, Spanwinkel - 10°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Typ<br />
N<br />
Telefon-Bestellservice: 05522 779630<br />
Z<br />
2<br />
Technische Daten<br />
RockTec 52<br />
IG16 974<br />
RockTec 65<br />
IG16 977<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
2 4 75 14,00 1,85 6 1 2 220 (36,70) 220 (40,40)<br />
2,5 4 75 18,00 2,35 6 1,25 2 221 (36,70 ) 221 (40,40)<br />
3 5 75 21,00 2,8 6 1,5 2 222 37,40 222 40,90<br />
4 8 75 28,00 3,7 6 2 2 223 37,40 223 40,90<br />
5 9 75 32,00 4,6 6 2,5 2 224 37,40 224 40,90<br />
6 10 75 40,00 5,5 6 3 2 225 37,40 225 40,90<br />
8 12 75 40,00 7,4 8 4 2 226 43,70 226 48,30<br />
10 14 100 60,00 9,2 10 5 2 227 57,70 227 64,70<br />
12 16 100 60,00 11 12 6 2 228 74,60 228 82,60<br />
16 32 125 80,00 15 16 8 2 229 147,40 229 155,20<br />
20 38 125 80,00 19 20 10 2 230 209,00 230 (218,40)<br />
Die passenden Schnittwerte finden Sie auf Seite 40 und 41<br />
VHM-Radiusfräser, extra-lange Ausführung<br />
Ausführung: Radiusfräser in extra-langer Ausführung zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 30° Drallwinkel, Schneidkantenfinish, HA - Schaft nach DIN 6535, Radiustoleranz = 0/-0,010 mm<br />
Nr. IG16 974 240 – 250: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 977 240 – 250: Typ H, Spanwinkel - 10°, RockTec 65 - beschichtet bis 65 HRC<br />
Z<br />
2<br />
Technische Daten<br />
RockTec 52<br />
IG16 974<br />
RockTec 65<br />
IG16 977<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
2 4 100 20,00 1,85 6 1 2 240 (38,20) 240 (42,10)<br />
2,5 4 100 25,00 2,35 6 1,25 2 241 (38,20) 241 (42,10)<br />
3 5 100 30,00 2,8 6 1,5 2 242 38,20 242 42,10<br />
4 8 100 40,00 3,7 6 2 2 243 38,20 243 42,10<br />
5 9 100 50,00 4,6 6 2,5 2 244 38,20 244 42,10<br />
6 10 150 60,00 5,5 6 3 2 245 45,60 245 50,30<br />
8 12 150 80,00 7,4 8 4 2 246 55,80 246 61,50<br />
10 14 150 100,00 9,2 10 5 2 247 71,80 247 78,70<br />
12 16 150 110,00 11 12 6 2 248 108,40 248 119,30<br />
16 32 200 150,00 15 16 8 2 249 165,40 249 181,70<br />
20 38 200 150,00 19 20 10 2 250 (217,60) 250 (232,40)<br />
Die passenden Schnittwerte finden Sie auf Seite 42 und 43<br />
HA<br />
HA<br />
r<br />
d1<br />
I2<br />
r<br />
d1<br />
I2<br />
d3<br />
I3<br />
I3<br />
d3<br />
I1<br />
I1<br />
d2<br />
d2
Ausführung: Mini - Radiusfräser mit langem Hals zur Bearbeitung bis 52 HRC bzw. 65 HRC.<br />
2 Zähne, 30° Drallwinkel, Schneidkantenfinish, HA - Schaft nach DIN 6535<br />
Schneidetoleranz der Werkzeuge: ab Ø 0,1 – 0,7 mm = 0/–0,012 mm und ab Ø 0,7 – 3,0 mm = 0/– 0,020 mm,<br />
Radiustoleranz = 0/-0,010 mm<br />
Typ<br />
H<br />
VHM-Mini-Radiusfräser, langer Hals<br />
Nr. IG16 974 100 – 153: Typ N, Spanwinkel 3°, RockTec 52 - beschichtet bis 52 HRC<br />
Nr. IG16 977 100 – 153: Typ H, Spanwinkel - 5°, RockTec 65 - beschichtet bis 65 HRC<br />
Typ<br />
N<br />
Z<br />
2<br />
HA d1 r<br />
Technische Daten<br />
RockTec 52<br />
IG16 974<br />
RockTec 65<br />
IG16 977<br />
Ø d1 l2 l1 l3 d3 d2 h6 r Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,2 0,2 50 0,50 0,15 4 0,10 2 100 32,80 100 38,90<br />
0,2 0,2 50 1,00 0,15 4 0,10 2 101 32,80 101 38,90<br />
0,2 0,2 50 1,50 0,15 4 0,10 2 102 32,80 102 38,90<br />
0,3 0,3 50 1,00 0,25 4 0,15 2 103 32,80 103 37,00<br />
0,3 0,3 50 2,00 0,25 4 0,15 2 104 32,80 104 37,00<br />
0,3 0,3 50 3,00 0,25 4 0,15 2 105 (32,80) 105 (37,00)<br />
0,4 0,4 50 1,00 0,35 4 0,20 2 106 30,40 106 34,20<br />
0,4 0,4 50 2,00 0,35 4 0,20 2 107 30,40 107 34,20<br />
0,4 0,4 50 3,00 0,35 4 0,20 2 108 30,40 108 34,20<br />
0,4 0,4 50 4,00 0,35 4 0,20 2 109 (30,40) 109 (34,20)<br />
0,4 0,4 50 5,00 0,35 4 0,20 2 110 (30,40) 110 (34,20)<br />
0,5 0,4 50 2,00 0,45 4 0,25 2 111 28,90 111 31,40<br />
0,5 0,4 50 3,00 0,45 4 0,25 2 112 28,90 112 31,40<br />
0,5 0,4 50 4,00 0,45 4 0,25 2 113 28,90 113 31,40<br />
0,5 0,4 50 5,00 0,45 4 0,25 2 114 28,90 114 31,40<br />
0,5 0,4 50 6,00 0,45 4 0,25 2 115 28,90 115 31,40<br />
0,5 0,4 50 8,00 0,45 4 0,25 2 116 (28,90) 116 (31,40)<br />
0,6 0,5 50 2,00 0,55 4 0,30 2 117 28,90 117 31,40<br />
0,6 0,5 50 3,00 0,55 4 0,30 2 118 28,90 118 31,40<br />
0,6 0,5 50 4,00 0,55 4 0,30 2 119 28,90 119 31,40<br />
0,6 0,5 50 5,00 0,55 4 0,30 2 120 28,90 120 31,40<br />
0,6 0,5 50 6,00 0,55 4 0,30 2 121 28,90 121 31,40<br />
0,6 0,5 50 8,00 0,55 4 0,30 2 122 (28,90) 122 (31,40)<br />
0,8 0,6 50 2,00 0,75 4 0,40 2 123 (28,90) 123 (32,70)<br />
0,8 0,6 50 4,00 0,75 4 0,40 2 124 28,90 124 32,70<br />
0,8 0,6 50 5,00 0,75 4 0,40 2 125 28,90 125 32,70<br />
0,8 0,6 50 6,00 0,75 4 0,40 2 126 28,90 126 32,70<br />
0,8 0,6 50 7,00 0,75 4 0,40 2 127 (28,90) 127 (32,70)<br />
0,8 0,6 50 8,00 0,75 4 0,40 2 128 28,90 128 32,70<br />
0,8 0,6 50 10,00 0,75 4 0,40 2 129 28,90 129 33,50<br />
1,0 0,8 50 3,00 0,95 4 0,50 2 130 (21,10) 130 (28,00)<br />
1,0 0,8 50 6,00 0,95 4 0,50 2 131 21,10 131 28,00<br />
1,0 0,8 50 8,00 0,95 4 0,50 2 132 21,10 132 28,00<br />
1,0 0,8 50 10,00 0,95 4 0,50 2 133 21,10 133 28,80<br />
1,0 0,8 50 12,00 0,95 4 0,50 2 134 21,80 134 28,80<br />
1,0 0,8 50 16,00 0,95 4 0,50 2 135 22,60 135 30,40<br />
1,0 0,8 60 20,00 0,95 4 0,50 2 136 23,40 136 30,40<br />
1,2 1 50 6,00 1,15 4 0,60 2 137 21,80 137 30,40<br />
1,2 1 50 10,00 1,15 4 0,60 2 138 (21,80) 138 (30,40)<br />
1,5 1,2 50 8,00 1,45 4 0,75 2 139 21,80 139 30,40<br />
1,5 1,2 50 12,00 1,45 4 0,75 2 140 21,80 140 30,40<br />
1,5 1,2 50 16,00 1,45 4 0,75 2 141 23,40 141 31,20<br />
1,5 1,2 60 18,00 1,45 4 0,75 2 142 25,00 142 32,70<br />
2,0 1,6 50 4,00 1,95 4 1,0 2 143 (21,80) 143 (30,40)<br />
2,0 1,6 50 8,00 1,95 4 1,0 2 144 21,80 144 30,40<br />
2,0 1,6 50 12,00 1,95 4 1,0 2 145 21,80 145 30,40<br />
2,0 1,6 50 16,00 1,95 4 1,0 2 146 23,40 146 32,70<br />
2,0 1,6 60 20,00 1,95 4 1,0 2 147 25,00 147 34,30<br />
2,0 1,6 75 25,00 1,95 4 1,0 2 148 27,30 148 34,30<br />
3,0 2,4 50 8,00 2,85 6 1,5 2 149 30,40 149 38,20<br />
3,0 2,4 50 10,00 2,85 6 1,5 2 150 30,40 150 38,20<br />
3,0 2,4 60 16,00 2,85 6 1,5 2 151 30,40 151 38,20<br />
3,0 2,4 60 20,00 2,85 6 1,5 2 152 34,30 152 43,60<br />
3,0 2,4 75 25,00 2,85 6 1,5 2 153 34,30 153 46,60<br />
Die passenden Schnittwerte finden Sie auf Seite 36 und 37<br />
Vorrätige Bestellservice: Artikel = fettgedruckte 05522 779636 Preise<br />
17<br />
I2<br />
d3<br />
I3<br />
I1<br />
d2<br />
Kompetenz<br />
Schnittwerte Werkzeuge<br />
Werkzeuge Service
Schnittwerte<br />
<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
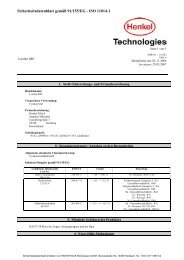
i Auf die richtigen Schnittwerte kommt es an.<br />
Besonders wichtig für die opt<strong>im</strong>ale Zerspanung ist die richtige Ermittlung der Drehzahl. Hierbei muss der effektive Werkzeugdurchmesser<br />
zugrunde gelegt werden.<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Beispiel:<br />
Bei einem Kugelfräser Durchmesser 6 mm mit einer Zustellung in ap von 0,1 mm, ohne Anstellwinkel, ergibt sich ein<br />
Wirkdurchmesser von 1,54 mm. Um auf eine Schnittgeschwindigkeit von Vc = 200 m/min zu kommen ist hierbei eine<br />
Drehzahl von n = 41000 1/min nötig.<br />
7.1.4 Berechnungen R1 = √h*(2R-h) Radiuskopierfräsen<br />
n =<br />
R1 = √0,15*(2*5 - 0,15)<br />
<br />
R1 = √0,15*(9,85)<br />
<br />
<br />
R1 = √1,48<br />
<br />
<br />
R1 = 1,22 mm<br />
<br />
D1 = 2,44 mm<br />
<br />
(Abb. 13.7) (Abb. 13.8)<br />
ap = Axiale Zustellung<br />
Vc*1000<br />
π*d<br />
n = 160*1000<br />
3,14*2,44<br />
n = 1600000<br />
7,66<br />
n = 21000 1<br />
7.1 <br />
Wichtige Formeln be<strong>im</strong><br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
7.1 Wichtige Formeln be<strong>im</strong> Fräsen<br />
<br />
D<br />
<br />
<br />
<br />
R<br />
7.1.4 Berechnungen 7.1.4 Berechnungen <br />
Radiuskopierfräsen<br />
Radiuskopierfräsen<br />
<br />
<br />
R1 h<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
D1<br />
min<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Winkeldurchmesser Anstellwinkel = 0°<br />
<br />
<br />
<br />
<br />
<br />
D1 = Schneidendurchmesser<br />
d = Wirkdurchmesser<br />
R = Stirneckenradius<br />
<br />
<br />
<br />
<br />
<br />
(Abb. 13.7) (Abb. 13.7) (Abb. 13.8)<br />
(Abb. 13.8)<br />
ap = Axiale Zustellung ap = Axiale Zustellung<br />
D1 = Schneidendurchmesser D1 = Schneidendurchmesser<br />
<br />
Gl 13.26 d = Wirkdurchmesser d = Wirkdurchmesser<br />
R = Stirneckenradius R = Stirneckenradius<br />
<br />
Gl 13.27<br />
<br />
Winkeldurchmesser:<br />
[( )] vc effektiv:<br />
<br />
[( Gl 13.26 Gl 13.27<br />
<br />
Gl 13.28<br />
Winkeldurchmesser:<br />
)] <br />
[( Gl 13.29<br />
<br />
<br />
<br />
)] vc effektiv:<br />
<br />
[( Gl 13.26 Gl 13.27<br />
<br />
Winkeldurchmesser:<br />
[(<br />
Gl 13.28<br />
)] <br />
Gl 13.29<br />
)] vc effektiv:<br />
<br />
[( <br />
<br />
Winkeldurchmesser Anstellwinkel ≠ 0°<br />
<br />
<br />
<br />
<br />
Gl 13.28<br />
<br />
Theoretische Rautiefe und Zeilenabstan<br />
)]<br />
<br />
Gl 13.29<br />
<br />
<br />
<br />
<br />
<br />
Schnittgeschwindigkeit<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
7.1.1 Schnitt <br />
geschwindigkeit, Vorsc<br />
<br />
<br />
<br />
<br />
<br />
Wichtige Formeln<br />
<br />
<br />
7.1.1 Schnitt geschwindigkeit, Vorschub und Spanungsgröße<br />
<br />
<br />
Vorschubgeschwindigkeit <br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
Fräsen<br />
Zeilenabstand:<br />
<br />
209<br />
Theor. Rautiefe:<br />
<br />
<br />
<br />
<br />
Formelzeichen:<br />
Zeilenabstand:<br />
d Schneidendurchmesser<br />
Rth Theoret. Rautiefe<br />
<br />
Gl 13.30 ae Zeilenabstand<br />
Theor. Rautiefe:<br />
<br />
Gl 13.31<br />
<br />
<br />
<br />
<br />
Formelzeichen:<br />
d Schneidendurchmesser<br />
Zeilenabstand:<br />
Rth Theoret. Rautiefe<br />
Gl 13.30 ae Zeilenabstand<br />
<br />
Theor. Rautiefe:<br />
<br />
Gl 13.31<br />
<br />
<br />
<br />
<br />
Formelzeichen:<br />
<br />
d Schneidendurchmesser<br />
<br />
Rth Theoret. Rautiefe<br />
Gl <br />
13.30 ae Zeilenabstand<br />
<br />
<br />
209 209<br />
<br />
<br />
<br />
<br />
Gl 13.31 <br />
<br />
7.1.5<br />
7.1.5<br />
Wichtige<br />
Wichtige<br />
Maße<br />
Maße<br />
und<br />
und<br />
Winkel<br />
Winkel<br />
18 187.1.5<br />
Wichtige Telefon-Bestellservice: Maße und Winkel 05522 779630<br />
Fräsen Fräsen<br />
7.1 Wichtige Formeln be<strong>im</strong><br />
Fräsen<br />
Fräsen<br />
7.1.1 Schnitt geschwindigkeit, Vorsc<br />
Spanungsquerschnitt<br />
<br />
<br />
<br />
<br />
<br />
206<br />
206
Übersicht Materialeignung<br />
1.1 Automatenstahl<br />
1.3 Baustahl, Federstahl<br />
1.4 Vergütungsstahl<br />
1.5 Stahlguss<br />
Typ Ausführung<br />
Schnittwerte<br />
Seite<br />
P M K S H<br />
VHM-Mini-Schaftfräser kurz<br />
bis 52 HRC 20 <br />
bis 65 HRC 21 <br />
VHM-Mini-Schaftfräser langer Hals<br />
bis 52 HRC 20 <br />
bis 65 HRC 21 <br />
VHM-Schaftfräser Standard<br />
bis 52 HRC 22 <br />
bis 65 HRC 23 <br />
VHM-Schaftfräser kurze Schneide lang<br />
bis 52 HRC 24 <br />
bis 65 HRC 25 <br />
VHM-Schaftfräser kurze Schneide x-lang<br />
bis 52 HRC 26 <br />
bis 65 HRC 27 <br />
VHM-Mehrzahnfräser Standard<br />
bis 52 HRC 22 <br />
bis 65 HRC 23 <br />
VHM-Mehrzahnfräser lang<br />
bis 52 HRC 24 <br />
bis 65 HRC 25 <br />
VHM-Mini-Torusfräser langer Hals<br />
bis 52 HRC 28 <br />
bis 65 HRC 29 <br />
VHM-Torusfräser Standard<br />
bis 52 HRC 30 <br />
bis 65 HRC 31 <br />
VHM-Torusfräser kurze Schneide Standard<br />
bis 52 HRC 30 <br />
bis 65 HRC 31 <br />
VHM-Torusfräser kurze Schneide lang<br />
bis 52 HRC 32 <br />
bis 65 HRC 33 <br />
VHM-Torusfräser kurze Schneide x-lang<br />
bis 52 HRC 34 <br />
bis 65 HRC 35 <br />
VHM-Mini-Radiusfräser kurz<br />
bis 52 HRC 36 <br />
bis 65 HRC 37 <br />
VHM-Mini-Radiusfräser langer Hals<br />
bis 52 HRC 36 <br />
bis 65 HRC 37 <br />
VHM-Radiusschaftfräser Standard<br />
bis 52 HRC 38 <br />
bis 65 HRC 39 <br />
VHM-Radiusschaftfräser lang<br />
bis 52 HRC 40 <br />
bis 65 HRC 41 <br />
VHM-Radiusschaftfräser x-lang<br />
bis 52 HRC 42 <br />
bis 65 HRC 43 <br />
1.6 Einsatzstahl<br />
1.7 Rost- und säurebeständiger Stahl und<br />
Stahlguss ferritisch, martensitisch<br />
Bestellservice: 05522 779636<br />
19<br />
1.8 Vergütungsstahl<br />
1.9 Nitrierstahl<br />
1.10 Werkzeugstahl (bis 45 HRC)<br />
2.1 Rost- und säurebeständiger Stahl/<br />
Stahlguss austenitisch<br />
4.1 Grauguss<br />
4.2 Sphäroguss<br />
4.3 Temperguss<br />
5.1 Titanlegierungen<br />
5.2 Nickelbasislegierungen<br />
5.3 Superlegierungen<br />
6.1 Gehärtete Werkstoffe
Schnittwerte<br />
20<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Mini-Schaftfräser<br />
VHM-Mini-Schaftfräser, mit langem Hals<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN<br />
Nr.<br />
Artikel-Nr.: IG16 972 001 – 009 und IG16 972 100 – 153<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ø < = 0,5<br />
mm<br />
Vc<br />
m/min<br />
Ø 0,6 -<br />
1 mm<br />
Vc<br />
m/min<br />
Ø > =<br />
1 mm<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Mini-Schaftfräser<br />
VHM-Mini-Schaftfräser, mit langem Hals<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN<br />
Nr.<br />
Artikel-Nr.: IG16 975 001 – 009 und IG16 975 100 – 153<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
22<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Schaftfräser, Standard Ausführung<br />
VHM-Mehrzahnfräser, Standard Ausführung<br />
RockTec 52<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 972 200 – 208 und IG16 972 240 – 248<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min > 0,02<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Schaftfräser, Standard Ausführung<br />
VHM-Mehrzahnfräser, Standard Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Artikel-Nr.: IG16 975 200 – 208 und IG16 975 240 – 248<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
24<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Schaftfräser, lange Ausführung<br />
VHM-Mehrzahnfräser, lange Ausführung<br />
RockTec 52<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 972 220 – 228 und IG16 972 250 – 258<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Schaftfräser, lange Ausführung<br />
VHM-Mehrzahnfräser, lange Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Artikel-Nr.: IG16 975 220 – 228 und IG16 975 250 – 258<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
26<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Schaftfräser,<br />
extra lange Ausführung<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 972 230 – 238<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Schaftfräser,<br />
extra lange Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
28<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Mini-Torusfräser,<br />
mit langem Hals<br />
RockTec 52<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN<br />
Nr.<br />
Werkstoff-<br />
Nr.<br />
Artikel-Nr.: IG16 973 001 – 054<br />
Vc<br />
m/min<br />
Ø < = 0,5<br />
mm<br />
Vc<br />
m/min<br />
Ø 0,6 -<br />
1 mm<br />
Vc<br />
m/min<br />
Ø > =<br />
1 mm<br />
1. Stähle<br />
1.1 Automatenstahl 500<br />
14 CrMoV<br />
6 9<br />
1. 7735 15 - 45 30 - 70 50 - 80<br />
0,003 -<br />
0,025<br />
0,004 -<br />
0,05<br />
0,02 -<br />
0,40<br />
0,003 -<br />
0,007<br />
0,005 -<br />
0,012<br />
0,008 -<br />
0,018<br />
1.4 Vergütungsstahl
Schnittwertempfehlung<br />
VHM-Mini-Torusfräser,<br />
mit langem Hals<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN<br />
Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
30<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Torusfräser, Standard Ausführung<br />
VHM-Torusfräser, kurze Schneide, Standard Ausführung<br />
P<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 973 100 – 125 und IG16 973 130 – 145<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Torusfräser, Standard Ausführung<br />
VHM-Torusfräser, kurze Schneide, Standard Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Artikel-Nr.: IG16 976 100 – 125 und IG16 976 130 – 145<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
32<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Torusfräser,<br />
kurze Schneide, lange Ausführung<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 973 150 – 165<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Torusfräser,<br />
kurze Schneide, lange Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
34<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Torusfräser,<br />
kurze Schneide, extra lange Ausführung<br />
Arbeitstiefe<br />
Artikel-Nr.: IG16 973 170 – 185<br />
Werkstoff<br />
Festigkeit<br />
N/mm2 1. Stähle<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ae<br />
max.<br />
Ap<br />
max.<br />
3 5<br />
fz mm/min<br />
8 12 16 20<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Torusfräser,<br />
kurze Schneide, extra lange Ausführung<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
36<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Mini-Radiusfräser<br />
VHM-Mini-Radiusfräser, mit langem Hals<br />
RockTec 52<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
Artikel-Nr.: IG16 974 001 – 008 und IG16 974 100 – 153<br />
DIN<br />
Nr.<br />
Werkstoff-<br />
Nr.<br />
Vc<br />
m/min<br />
Ø < = 0,5<br />
mm<br />
Vc<br />
m/min<br />
Ø 0,6 -<br />
1 mm<br />
Vc<br />
m/min<br />
Ø > =<br />
1 mm<br />
1. Stähle<br />
1.1 Automatenstahl 500<br />
14 CrMoV<br />
6 9<br />
1. 7735 15 - 45 30 - 70 50 - 80<br />
0,007 -<br />
0,03<br />
0,01 -<br />
0,05<br />
0,04 -<br />
0,15<br />
0, 003 -<br />
0,005<br />
0,004 -<br />
0,009<br />
0,005 -<br />
0,012<br />
1.4 Vergütungsstahl
Schnittwertempfehlung<br />
VHM-Mini-Radiusfräser<br />
VHM-Mini-Radiusfräser, mit langem Hals<br />
P<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
Artikel-Nr.: IG16 977 001 – 008 und IG16 977 100 – 153<br />
DIN<br />
Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
38<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Radiusfräser, Standard Ausführung<br />
RockTec 52<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Artikel-Nr.: IG16 974 200 – 210<br />
Vc<br />
m/min<br />
Ø 2 - 3 mm<br />
Vc<br />
m/min<br />
Ø 4 - 20 mm<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Radiusfräser, Standard Ausführung<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
40<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Radiusfräser, lange Ausführung<br />
RockTec 52<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Artikel-Nr.: IG16 974 220 – 230<br />
Vc<br />
m/min<br />
Ø 2 - 3 mm<br />
Vc<br />
m/min<br />
Ø 4 - 20 mm<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Radiusfräser, lange Ausführung<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwerte<br />
42<br />
<strong>Hart</strong>bearbeitung www.metzler.at<br />
<strong>Hart</strong>bearbeitung<br />
Schnittwertempfehlung<br />
VHM-Radiusfräser,<br />
extra lange Ausführung<br />
RockTec 52<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
Artikel-Nr.: IG16 974 240 – 250<br />
Vc<br />
m/min<br />
Ø 2 - 3 mm<br />
Vc<br />
m/min<br />
Ø 4 - 20 mm<br />
1. Stähle<br />
1.1 Automatenstahl
Schnittwertempfehlung<br />
VHM-Radiusfräser,<br />
extra lange Ausführung<br />
RockTec 65<br />
Arbeitstiefe<br />
Werkstoff<br />
Festigkeit<br />
N/mm 2<br />
DIN Nr.<br />
Werkstoff-<br />
Nr.<br />
1. Stähle<br />
1.1 Automatenstahl
Kunden-Nr. bei METZLER<br />
Firma<br />
Abteilung/Name<br />
Straße<br />
PLZ/Ort<br />
Schnell und einfach bestellen:<br />
per Fax: 05522 779636<br />
per Telefon: 05522 779630<br />
Für Ihre Bestellung brauchen wir nur drei Angaben von Ihnen:<br />
1. STücKZahl (Artikelmenge)<br />
2. 10-STellige MaTeRial-NuMMeR<br />
3. aRTiKelbeZeichNuNg (aus Prüfgründen)<br />
Zu jedem Artikel gehört eine 10-stellige<br />
Werkzeug-Durchmesser?<br />
Material-Nummer. Sie besteht aus<br />
RockTec 52<br />
IG16 972<br />
RockTec 65<br />
IG16 975<br />
Ø D der 7-stelligen l2 Artikel-Nummer<br />
l1 d2 h6 d1 Zähne Bez.-Nr. Aktions-Preis Bez.-Nr. Aktions-Preis<br />
0,1 und der 0,23-stelligen 40 Bezeichnungs-Nummer.<br />
4 xxx 2 001 (21,50) 001 (26,50)<br />
0,2 0,4 40 4 xxx 2 002 17,20 002 24,90<br />
0,3 0,6 40 4 xxx 2 003 15,70 003 22,60<br />
0,4 0,8 40 4 xxx<br />
Vorrätige Artikel = fettgedruckte Preise<br />
2 004 14,10 004 21,00<br />
Datum<br />
JA, bitte senden Sie mir in Zukunft den aktuellen METZLER Newsletter!<br />
Meine E-Mail-Adresse<br />
Unterschrift<br />
METZLER GmbH & Co KG<br />
Oberer Paspelsweg 6-8, 6830 Rankweil<br />
Tel. +43(0)5522 77963 - 0 · +43(0)5522 77963 - 6<br />
office@metzler.at · www.metzler.at<br />
I G 1 6 9 7 2 0 0 3<br />
Artikel-Nr. Bez.-Nr.<br />
Material-Nr. Artikel-Bezeichnung Anzahl Aktions-Preis €<br />
I G<br />
I G<br />
I G<br />
I G<br />
I G<br />
I G<br />
I G<br />
I G<br />
Wir liefern innerhalb von Österreich frei Haus ab einem Warenwert von 150,– € netto.<br />
Bei Kleinaufträgen unter 150,– € Warenwert wird lediglich ein Kostenanteil von 6,90 € und bei Kleinstaufträgen<br />
unter 30,– € von 9,90 € berechnet. Es gelten die aktuellen Geschäftsbedingungen der METZLER GmbH & Co KG.<br />
Material-Nr.<br />
Preise zuzügl. ges. MwSt.