

Technisches Handbuch TNC 246 B - heidenhain - DR. JOHANNES ...
Technisches Handbuch TNC 246 B - heidenhain - DR. JOHANNES ...
Technisches Handbuch TNC 246 B - heidenhain - DR. JOHANNES ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Nichtlineare Achsfehler-Kompensation<br />
Ois nichtlineare Achsfehler-Kompensation wird über Maschinen-Parameter aktMert.<br />
MP 730 Bit 0 AchseX<br />
MP73oSitl Ach80 Y<br />
MP730Sit2 Ach88 Z<br />
(MP 730 Sit 3 Achss IV)<br />
Pro Achse kann je eine Korrekturwert-Liste mit b 64 Rasterpunkten eingespsichert werden,<br />
Über die Schlüsselzahl IO!5296 wird der Dialog zur Eingabe der Korrekturwrt-Liste eröffnet.<br />
Man erhäil die folgende Bildschirm-Anzeige:<br />
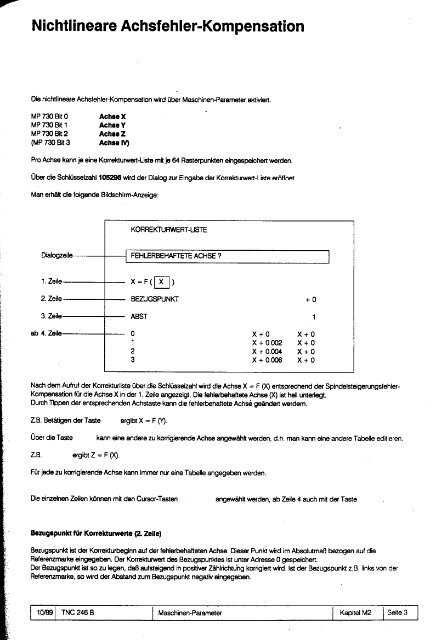
KORREKWFWERT-USTE<br />
Dialogzeile FEHLERSEHAFME ACHSE ?<br />
l.Zsi!e<br />
2.<br />
3. Zeile ASST<br />
X=F(m)<br />
BEZUGSPUNKT +o<br />
1<br />
ab 4. Zeile 0 x+o x+o<br />
1 x+o.rm x+o<br />
2 x+oml x+o<br />
3 x+o.cce x+o<br />
Nach dem Aufrul der Kotrekturliste über die Schlüsselzahl wird die Achse X = F (X) entsprechend der Spindelsteigerungsiehler-<br />
Kompensation für die Achse X in der 1. Zeile angezeigt. Dia iehlertxhaitete Achse m ist hell unterlegt.<br />
Durch Tippen dar entsprechenden Achstaste kann dis fehlerbehaftete Ach& geändert werdern.<br />
ZE. Betätigen der Taste ergibt X = F CI].<br />
Über die Taste kann eine andere zu korrigierende Achse angewählt werden. d.h. man kann eine andere Tabelle editieren<br />
ZE. ergibt 2 = F (X)<br />
Für jede zu korrigierende Achse kann immer nur sine Tabelle angegeben werden.<br />
Die einzelnen Zeilen können mit den Cursor-Tasten angewählt werden, ab Zeile 4 auch mit der Taste<br />
Ssugspunkt ist der Korrekturbeginn auf der fehlerbehafteten Achse. Dieser Punki wird im Absolutmaß bezogen auf die<br />
Referenzmarke eingegeben. Osr Korrekturwert des Bezugspunktes ist unter Adresse 0 gespeichert.<br />
Der Bezugspunkt ist so zu legen. daß aufsteigend in positiver Zählrichtuhg korrigiert wird. Ist der Bezugspunkt z.E. links von der<br />
Referenzmarke. so wird der Abstand zum Bezugspunkt nsgattv eingegeben.<br />
10/891 <strong>TNC</strong><strong>246</strong>S Maschinen-Parameter 1 Kapitel M2 / Seite3 1













