

Präzise bestücken Prozess- und Maschinenfähigkeit ... - QZ-online.de
Präzise bestücken Prozess- und Maschinenfähigkeit ... - QZ-online.de
Präzise bestücken Prozess- und Maschinenfähigkeit ... - QZ-online.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
120<br />
100<br />
80<br />
60<br />
40<br />
y-Versatz [µm]<br />
20<br />
0<br />
-20<br />
-40<br />
-60<br />
-80<br />
-100<br />
-120<br />
-125 -100 -75 -50 -25 0 25 50 75 100 125<br />
x-Versatz [µm]<br />
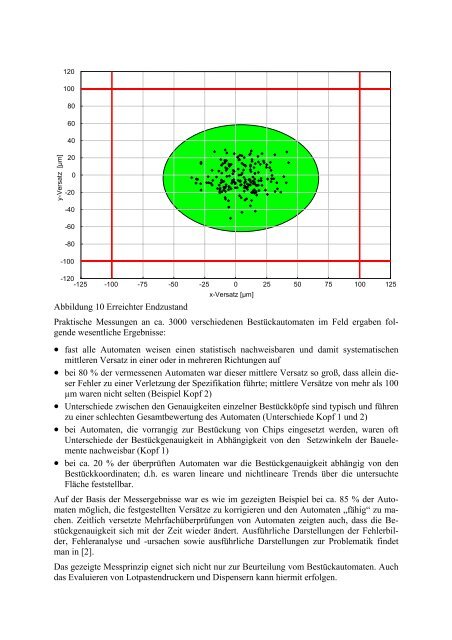
Abbildung 10 Erreichter Endzustand<br />
Praktische Messungen an ca. 3000 verschie<strong>de</strong>nen Bestückautomaten im Feld ergaben folgen<strong>de</strong><br />
wesentliche Ergebnisse:<br />
• fast alle Automaten weisen einen statistisch nachweisbaren <strong>und</strong> damit systematischen<br />
mittleren Versatz in einer o<strong>de</strong>r in mehreren Richtungen auf<br />
• bei 80 % <strong>de</strong>r vermessenen Automaten war dieser mittlere Versatz so groß, dass allein dieser<br />
Fehler zu einer Verletzung <strong>de</strong>r Spezifikation führte; mittlere Versätze von mehr als 100<br />
µm waren nicht selten (Beispiel Kopf 2)<br />
• Unterschie<strong>de</strong> zwischen <strong>de</strong>n Genauigkeiten einzelner Bestückköpfe sind typisch <strong>und</strong> führen<br />
zu einer schlechten Gesamtbewertung <strong>de</strong>s Automaten (Unterschie<strong>de</strong> Kopf 1 <strong>und</strong> 2)<br />
• bei Automaten, die vorrangig zur Bestückung von Chips eingesetzt wer<strong>de</strong>n, waren oft<br />
Unterschie<strong>de</strong> <strong>de</strong>r Bestückgenauigkeit in Abhängigkeit von <strong>de</strong>n Setzwinkeln <strong>de</strong>r Bauelemente<br />
nachweisbar (Kopf 1)<br />
• bei ca. 20 % <strong>de</strong>r überprüften Automaten war die Bestückgenauigkeit abhängig von <strong>de</strong>n<br />
Bestückkoordinaten; d.h. es waren lineare <strong>und</strong> nichtlineare Trends über die untersuchte<br />
Fläche feststellbar.<br />
Auf <strong>de</strong>r Basis <strong>de</strong>r Messergebnisse war es wie im gezeigten Beispiel bei ca. 85 % <strong>de</strong>r Automaten<br />
möglich, die festgestellten Versätze zu korrigieren <strong>und</strong> <strong>de</strong>n Automaten „fähig“ zu machen.<br />
Zeitlich versetzte Mehrfachüberprüfungen von Automaten zeigten auch, dass die Bestückgenauigkeit<br />
sich mit <strong>de</strong>r Zeit wie<strong>de</strong>r än<strong>de</strong>rt. Ausführliche Darstellungen <strong>de</strong>r Fehlerbil<strong>de</strong>r,<br />
Fehleranalyse <strong>und</strong> -ursachen sowie ausführliche Darstellungen zur Problematik fin<strong>de</strong>t<br />
man in [2].<br />
Das gezeigte Messprinzip eignet sich nicht nur zur Beurteilung vom Bestückautomaten. Auch<br />
das Evaluieren von Lotpastendruckern <strong>und</strong> Dispensern kann hiermit erfolgen.





![Download als PDF [228 kb] - QZ-online.de](https://img.yumpu.com/24664185/1/184x260/download-als-pdf-228-kb-qz-onlinede.jpg?quality=85)




