® Kopierfräser - Einsatzdaten - Zahnvorschub f z - Schnitttiefe a p - Schnittbreite a e Copy milling cutters - Cutting data - Feed per tooth f z - Axial depth of cut a p - Radial depth of cut a e KOPIERFRÄSER / COPY CUTTERS DIN 6527 K/L - DIN 6528 = f z gemäß Tabelle / = f z according to table WN überlang - WN extra lang = f z gemäß Tabelle x 0,75 / INTERNAL STANDARD extra long = f z according to table x 0,75 2.2 Kopieren ae ap Copying ae ap Zahnvorschub f z (mm) / Feed per tooth f z = D C (mm) x Wert Tabelle / Value table Vorschub f (mm/U) / Feed per revolution f = Z n x f z Vorschub V f (mm/min) / Feed rate V f = n x Z n x f z Gruppe A - Aluminium - Aluminiumlegierungen - Kupfer - Kupferlegierungen - Magnesium Gruoup A - Aluminium - Aluminium alloys - Copper - Cooper alloys - Magnesium 92 A 1.1 A 1.2 A 1.3 A 1.4 A 1.5 A 1.6 A1.7 A 2.1 A 2.2 A 2.3 A 2.4 A 2.5 A 2.6 A 2.7 A 3.1 A 3.2 A 4.1 A 4.2 f z Radiusfräser / Ball nose cutters Torusfräser / Torus cutters Schruppen Schlichten Schruppen Schlichten Roughing Finishing Roughing Finishing a p = D c x 0,1 a p = D c x 0,02 a p = D c x 0,1 a p = D c x 0,02 a e = D c x 0,2 a e = D c x 0,2 D c mm D c mm D c mm D c mm = 1,5-2,5 3,0-5,0 6,0-20 1,5-2,5 3,0-5,0 6,0-20 1,5-2,5 3,0-5,0 6,0-20 1,5-2,5 3,0-5,0 6,0-20 D C x 0,009 0,014 0,018 0,009 0,014 0,018 0,009 0,014 0,016 0,009 0,014 0,018 D C x 0,010 0,015 0,019 0,010 0,015 0,019 0,010 0,015 0,017 0,010 0,015 0,019 D C x 0,008 0,012 0,015 0,008 0,012 0,015 0,008 0,012 0,014 0,008 0,012 0,015 D C x 0,007 0,010 0,013 0,007 0,010 0,013 0,007 0,010 0,012 0,007 0,010 0,013 D C x 0,008 0,013 0,016 0,008 0,013 0,016 0,008 0,013 0,014 0,008 0,013 0,016 D C x 0,010 0,015 0,019 0,010 0,015 0,019 0,010 0,015 0,017 0,010 0,015 0,019 D C x 0,004 0,006 0,008 0,004 0,006 0,008 0,004 0,006 0,007 0,004 0,006 0,008 D C x 0,006 0,010 0,012 0,006 0,010 0,012 0,006 0,010 0,011 0,006 0,010 0,012 D C x 0,006 0,010 0,012 0,006 0,010 0,012 0,006 0,010 0,011 0,006 0,010 0,012 D C x 0,006 0,010 0,012 0,006 0,010 0,012 0,006 0,010 0,011 0,006 0,010 0,012 D C x 0,006 0,009 0,011 0,006 0,009 0,011 0,006 0,009 0,010 0,006 0,009 0,011 D C x 0,006 0,009 0,011 0,006 0,009 0,011 0,006 0,009 0,010 0,006 0,009 0,011 D C x 0,006 0,009 0,011 0,006 0,009 0,011 0,006 0,009 0,010 0,006 0,009 0,011 D C x 0,006 0,010 0,012 0,006 0,010 0,012 0,006 0,010 0,011 0,006 0,010 0,012 D C x 0,005 0,008 0,010 0,005 0,008 0,010 0,005 0,008 0,009 0,005 0,008 0,010 D C x 0,004 0,006 0,007 0,004 0,006 0,007 0,004 0,006 0,006 0,004 0,006 0,007 D C x 0,009 0,014 0,018 0,009 0,014 0,018 0,009 0,014 0,016 0,009 0,014 0,018 D C x 0,010 0,015 0,019 0,010 0,015 0,019 0,010 0,015 0,017 0,010 0,015 0,019 Diese Richtwerte sollten immer der Maschine, dem Werkzeug und Werkstück angepasst werden. These approx. values always should be adapted to machine, workpiece and tool.
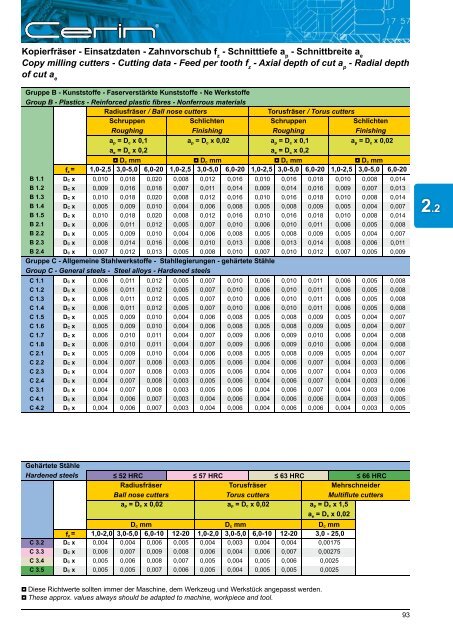
® Kopierfräser - Einsatzdaten - Zahnvorschub f z - Schnitttiefe a p - Schnittbreite a e Copy milling cutters - Cutting data - Feed per tooth f z - Axial depth of cut a p - Radial depth of cut a e Gruppe B - Kunststoffe - Faserverstärkte Kunststoffe - Ne Werkstoffe Group B - Plastics - Reinforced plastic fibres - Nonferrous materials Radiusfräser / Ball nose cutters Torusfräser / Torus cutters Schruppen Schlichten Schruppen Schlichten Roughing Finishing Roughing Finishing a p = D c x 0,1 a p = D c x 0,02 a p = D c x 0,1 a p = D c x 0,02 a e = D c x 0,2 a e = D c x 0,2 f z D c mm D c mm D c mm D c mm = 1,0-2,5 3,0-5,0 6,0-20 1,0-2,5 3,0-5,0 6,0-20 1,0-2,5 3,0-5,0 6,0-20 1,0-2,5 3,0-5,0 6,0-20 B 1.1 D C x 0,010 0,018 0,020 0,008 0,012 0,016 0,010 0,016 0,018 0,010 0,008 0,014 B 1.2 D C x 0,009 0,016 0,018 0,007 0,011 0,014 0,009 0,014 0,016 0,009 0,007 0,013 B 1.3 D C x 0,010 0,018 0,020 0,008 0,012 0,016 0,010 0,016 0,018 0,010 0,008 0,014 B 1.4 D C x 0,005 0,009 0,010 0,004 0,006 0,008 0,005 0,008 0,009 0,005 0,004 0,007 B 1.5 D C x 0,010 0,018 0,020 0,008 0,012 0,016 0,010 0,016 0,018 0,010 0,008 0,014 B 2.1 D C x 0,006 0,011 0,012 0,005 0,007 0,010 0,006 0,010 0,011 0,006 0,005 0,008 B 2.2 D C x 0,005 0,009 0,010 0,004 0,006 0,008 0,005 0,008 0,009 0,005 0,004 0,007 B 2.3 D C x 0,008 0,014 0,016 0,006 0,010 0,013 0,008 0,013 0,014 0,008 0,006 0,011 B 2.4 D C x 0,007 0,012 0,013 0,005 0,008 0,010 0,007 0,010 0,012 0,007 0,005 0,009 Gruppe C - Allgemeine Stahlwerkstoffe - Stahllegierungen - gehärtete Stähle Group C - General steels - Steel alloys - Hardened steels C 1.1 C 1.2 C 1.3 C 1.4 C 1.5 C 1.6 C 1.7 C 1.8 C 2.1 C 2.2 C 2.3 C 2.4 C 3.1 C 4.1 C 4.2 D C x 0,006 0,011 0,012 0,005 0,007 0,010 0,006 0,010 0,011 0,006 0,005 0,008 D C x 0,006 0,011 0,012 0,005 0,007 0,010 0,006 0,010 0,011 0,006 0,005 0,008 D C x 0,006 0,011 0,012 0,005 0,007 0,010 0,006 0,010 0,011 0,006 0,005 0,008 D C x 0,006 0,011 0,012 0,005 0,007 0,010 0,006 0,010 0,011 0,006 0,005 0,008 D C x 0,005 0,009 0,010 0,004 0,006 0,008 0,005 0,008 0,009 0,005 0,004 0,007 D C x 0,005 0,009 0,010 0,004 0,006 0,008 0,005 0,008 0,009 0,005 0,004 0,007 D C x 0,006 0,010 0,011 0,004 0,007 0,009 0,006 0,009 0,010 0,006 0,004 0,008 D C x 0,006 0,010 0,011 0,004 0,007 0,009 0,006 0,009 0,010 0,006 0,004 0,008 D C x 0,005 0,009 0,010 0,004 0,006 0,008 0,005 0,008 0,009 0,005 0,004 0,007 D C x 0,004 0,007 0,008 0,003 0,005 0,006 0,004 0,006 0,007 0,004 0,003 0,006 D C x 0,004 0,007 0,008 0,003 0,005 0,006 0,004 0,006 0,007 0,004 0,003 0,006 D C x 0,004 0,007 0,008 0,003 0,005 0,006 0,004 0,006 0,007 0,004 0,003 0,006 D C x 0,004 0,007 0,008 0,003 0,005 0,006 0,004 0,006 0,007 0,004 0,003 0,006 D C x 0,004 0,006 0,007 0,003 0,004 0,006 0,004 0,006 0,006 0,004 0,003 0,005 D C x 0,004 0,006 0,007 0,003 0,004 0,006 0,004 0,006 0,006 0,004 0,003 0,005 2.2 Gehärtete Stähle Hardened steels C 3.2 C 3.3 C 3.4 C 3.5 ≤ 52 HRC ≤ 57 HRC ≤ 63 HRC ≤ 66 HRC Radiusfräser Torusfräser Mehrschneider Ball nose cutters Torus cutters Multiflute cutters a p = D c x 0,02 a p = D c x 0,02 a p = D c x 1,5 a e = D c x 0,02 D c mm D c mm D c mm f z = 1,0-2,0 3,0-5,0 6,0-10 12-20 1,0-2,0 3,0-5,0 6,0-10 12-20 3,0 - 25,0 D C x 0,004 0,004 0,006 0,005 0,004 0,003 0,004 0,004 0,00175 D C x 0,006 0,007 0,009 0,008 0,006 0,004 0,006 0,007 0,00275 D C x 0,005 0,006 0,008 0,007 0,005 0,004 0,005 0,006 0,0025 D C x 0,005 0,005 0,007 0,006 0,005 0,004 0,005 0,005 0,0025 Diese Richtwerte sollten immer der Maschine, dem Werkzeug und Werkstück angepasst werden. These approx. values always should be adapted to machine, workpiece and tool. 93
- Seite 1 und 2:
THE QUALITY OF EXPERIENCE
- Seite 5 und 6:
Einführung Introduction Frässtift
- Seite 7 und 8:
® Beschichtungstemperaturen / Hart
- Seite 9 und 10:
® Cerin fertigt Vollhartmetallwerk
- Seite 11 und 12:
® Schaftausführungen (für Bohr-
- Seite 14 und 15:
® Einsatzgebiete Materialgruppen R
- Seite 16 und 17:
® Werkstückwerkstoffe / Materials
- Seite 18 und 19:
® Werkstückwerkstoffe / Materials
- Seite 20 und 21:
® Werkstückwerkstoffe / Materials
- Seite 22 und 23:
® Werkstückwerkstoffe / Materials
- Seite 24 und 25:
® Werkstückwerkstoffe / Materials
- Seite 26 und 27:
® Werkstückwerkstoffe / Materials
- Seite 28 und 29:
® Werkstückwerkstoffe / Materials
- Seite 30 und 31:
® Werkstückwerkstoffe / Materials
- Seite 32 und 33:
® WERKZEUG - GRUPPE 1 TOOL - GROUP
- Seite 34 und 35:
® WERKZEUG - GRUPPE 1 TOOL - GROUP
- Seite 36 und 37:
® Verzahnungen bei Cerin Frässtif
- Seite 38 und 39:
® PIKTOGRAMME (SYMBOLE) ERKLÄRUNG
- Seite 40 und 41:
® 1 40
- Seite 42 und 43: ® Form ZYA/ST - mit Stirnverzahnun
- Seite 44 und 45: ® Form KEL - Rundbogen 14° Shape
- Seite 46 und 47: ® Form SPG - Spitzbogen Shape SPG
- Seite 48 und 49: ® Form KSK - Kegel 90° Shape KSK
- Seite 50 und 51: ® Form TRE - Tropfen Shape TRE - O
- Seite 52 und 53: ® Form WKN - Winkel 15° ohne Stir
- Seite 54 und 55: ® Sätze & Zubehör Sets & Accesso
- Seite 56 und 57: ® Frässtifte - Schaftlänge 100 m
- Seite 58 und 59: ® Frässtifte - Schaftlänge 150 m
- Seite 60 und 61: ® Frässtifte - Schaftlänge 300 m
- Seite 62 und 63: ® Matrizenfrässtifte mit Stirnver
- Seite 64 und 65: ® Glasnutenfräser - 90° - 100°
- Seite 66 und 67: ® 1 66
- Seite 68 und 69: ® Inhaltsverzeichnis Index Werkzeu
- Seite 70 und 71: ® Radiusfräser - kreuzverzahnt -
- Seite 72 und 73: ® 2 Werkzeug Gruppe 2.7: Standard
- Seite 74 und 75: ® Schaftfräser - Z=4 Drall 30° -
- Seite 76 und 77: ® Anwendungen für Fräswerkzeuge
- Seite 78 und 79: ® Berechnungsformeln Formulae of c
- Seite 80 und 81: ® Schnittgeschwindigkeiten - Drehz
- Seite 82 und 83: ® Schnittgeschwindigkeiten - für
- Seite 84 und 85: ® PIKTOGRAMME (SYMBOLE) ERKLÄRUNG
- Seite 86 und 87: ® 2 86
- Seite 88 und 89: ® GEGENLAUFFRÄSEN Hochgeschwindig
- Seite 90 und 91: ® Schnittgeschwindigkeiten - Drehz
- Seite 94 und 95: ® Kopierfräser - Einsatzdaten - Z
- Seite 96 und 97: ® Radius Kopierfräser - Z=2 Drall
- Seite 98 und 99: ® Torus Kopierfräser - Z=2 Drall
- Seite 100 und 101: ® Radiusfräser - Z=2 Drall 30°-
- Seite 102 und 103: ® Radius Kopierfräser - Z=2 Drall
- Seite 104 und 105: ® Radiusfräser - Z=4 Drall 30° -
- Seite 106 und 107: ® Radiusfräser - Z=2 Drall 30° -
- Seite 108 und 109: ® Radiusfräser - Z=4 Drall 30° -
- Seite 110 und 111: ® Torus Mehrschneidenfräser - Dra
- Seite 112 und 113: ® 2.3 112
- Seite 114 und 115: ® Einsatzdaten: f z - Fräser für
- Seite 116 und 117: ® Torus Graphitfräser - Z=2 Drall
- Seite 118 und 119: ® Radius Graphitfräser - Z=2 Dral
- Seite 120 und 121: ® Torus Kopierfräser - Z=2 Drall
- Seite 122 und 123: ® Radius Graphitfräser - Z=3 Dral
- Seite 124 und 125: ® Graphit Nutenfräser - spezial K
- Seite 126 und 127: ® Graphit - Radiusfräser - kreuzv
- Seite 128 und 129: ® Graphit Radiusfraser - engverzah
- Seite 130 und 131: ® Übersicht von gebräuchlichen K
- Seite 132 und 133: ® Einsatzdaten: fz - zur Bearbeitu
- Seite 134 und 135: ® Einsatzdaten: f (mm/U) - Schaftf
- Seite 136 und 137: ® Rechts- und Linksdrall - Z=2+2
- Seite 138 und 139: ® Kunststoff-Fräser gerade genute
- Seite 140 und 141: ® CFK Fräser - kreuzverzahnt - mi
- Seite 142 und 143:
® Kunststoff Fräser - kreuzverzah
- Seite 144 und 145:
® Bohrfräser - kreuzverzahnt - WN
- Seite 146 und 147:
® Radiusfräser - kreuzverzahnt -
- Seite 148 und 149:
® Schaftfräser - Drall 45° - DIN
- Seite 150 und 151:
® 2.4 150
- Seite 152 und 153:
® Schnittgeschwindigkeiten V c (Ri
- Seite 154 und 155:
® Übersicht von gebräuchlichen K
- Seite 156 und 157:
® Einsatzdaten: fz - zur Bearbeitu
- Seite 158 und 159:
® Schaftfräser - Z=1 gerade genut
- Seite 160 und 161:
® Einschneidenfräser Rechtsdrall
- Seite 162 und 163:
® Einschneidenfräser Rechtsdrall
- Seite 164 und 165:
® Radius Einschneidenfräser Recht
- Seite 166 und 167:
® Schaftfräser - Z=2 Drall 30° -
- Seite 168 und 169:
® Schaftfräser - Z=2 Drall 30° -
- Seite 170 und 171:
® Schaftfräser - Z=2 Drall 45° -
- Seite 172 und 173:
® Schaftfräser - Z=3 gerade genut
- Seite 174 und 175:
® Schaftfräser - Z=3 Drall 30° -
- Seite 176 und 177:
® Schaftfräser - Z=3 Drall 45° -
- Seite 178 und 179:
® Torusfräser - Z=3 Drall 30°- D
- Seite 180 und 181:
® Radiusfräser - Z=3 Drall 30°-
- Seite 182 und 183:
® 2.5 182
- Seite 184 und 185:
® Schnittgeschwindigkeit V C für
- Seite 186 und 187:
® Zahnvorschub fz - für Schruppfr
- Seite 188 und 189:
® Schruppfräser - Z=3 Drall 30°
- Seite 190 und 191:
® Schruppfräser - Z=4 Drall 30°
- Seite 192 und 193:
® 2.6 192
- Seite 194 und 195:
® Schnittgeschwindigkeit V C - fü
- Seite 196 und 197:
® Zahnvorschub fz - für Standard
- Seite 198 und 199:
® Radiusfräser - Z=2 gerade genut
- Seite 200 und 201:
® Schaftfräse - Z=2 Drall 30° -
- Seite 202 und 203:
® Schaftfräse - Z=2 Drall 45° -
- Seite 204 und 205:
® Schaftfräser - Z=2 Drall 30° -
- Seite 206 und 207:
® Radius Schaftfräser - Z=2 Drall
- Seite 208 und 209:
® Radius Schaftfräser - Z=2 Drall
- Seite 210 und 211:
® 2.7 210
- Seite 212 und 213:
® Schaftfräse - Z=3 Drall 45° "P
- Seite 214 und 215:
α β ® Schaftfräser - Z=3 “PIR
- Seite 216 und 217:
® Schaftfräser - Z=3 Drall 30° -
- Seite 218 und 219:
® Schaftfräser - Z=3 Drall 45° -
- Seite 220 und 221:
® Schaftfräser - Z=3 Drall 30° -
- Seite 222 und 223:
® Radiusfräser - Z=3 Drall 30° -
- Seite 224 und 225:
® Radiusfräser - Z=3 Drall 30° -
- Seite 226 und 227:
® Konische Schaftfräser - Z=3 - k
- Seite 228 und 229:
® 2.8 228
- Seite 230 und 231:
® 2.9 230
- Seite 232 und 233:
® Torusfräser - Z=4 ungleiche Sch
- Seite 234 und 235:
® Schafträser - Z=4 Drall 30° -
- Seite 236 und 237:
® Schaftfräser - Z=4 Drall 45° -
- Seite 238 und 239:
® Schaftfräser - Z=4 Drall 30°-
- Seite 240 und 241:
® Radius Schaftfräser - Z=4 Drall
- Seite 242 und 243:
® Radius Schaftfräser - Z=4 Drall
- Seite 244 und 245:
® Schaftfräser - Z=6 Drall 25° -
- Seite 246 und 247:
® Schaftfräser - engverzahnt - mi
- Seite 248 und 249:
® 2.10 248
- Seite 250 und 251:
® Rundstäbe Round blanks 90 Einsa
- Seite 252 und 253:
® Gravierstichel - einseitig profi
- Seite 254 und 255:
® Vierkantstäbe Square blanks 200
- Seite 256 und 257:
® 2.11 256
- Seite 258 und 259:
® Inhaltsverzeichnis Index Werkzeu
- Seite 260 und 261:
® Schnittgeschwindigkeit V C Cutti
- Seite 262 und 263:
® Schnittgeschwindigkeit V C Cutti
- Seite 264 und 265:
® Vorschubempfehlung f mm/U (Richt
- Seite 266 und 267:
® PIKTOGRAMME ERKLÄRUNG ICONS DES
- Seite 268 und 269:
® 3 268
- Seite 270 und 271:
® Zentrierbohrer - Form A - 60° C
- Seite 272 und 273:
® 3.1 272
- Seite 274 und 275:
® Stufenbohrer-für Zylinderkopf S
- Seite 276 und 277:
® 3.2 276
- Seite 278 und 279:
® Kombi Bohr- Reibwerkzeug-für fa
- Seite 280 und 281:
® Spezial - Kevlarbohrer - WN lang
- Seite 282 und 283:
® Bohrer - geradegenutet - WN 2 st
- Seite 284 und 285:
® D C L2 L1 D2 162 162F 3.3 h6 h6
- Seite 286 und 287:
® Spiralbohrer - 3 Schneiden - kur
- Seite 288 und 289:
® Spiralbohrer-mit Doppelführung-
- Seite 290 und 291:
® Spiralbohrer - Standardgeometrie
- Seite 292 und 293:
® Spiralbohrer - Standardgeometrie
- Seite 294 und 295:
® Spiralbohrer - für Guss und Lei
- Seite 296 und 297:
® Spiralbohrer - für Guss und Lei
- Seite 298 und 299:
® Hochleistungs-Spiralbohrer - sel
- Seite 300 und 301:
® Hochleistungs-Spiralbohrer - sel
- Seite 302 und 303:
® Hochleistungs-Spiralbohrer - sel
- Seite 304 und 305:
® Hochleistungs-Spiralbohrer-mit K
- Seite 306 und 307:
® Hochleistungs-Spiralbohrer - mit
- Seite 308 und 309:
® Hocleinstungsbohrer fur Schwer-s
- Seite 310 und 311:
® 3.3 310
- Seite 312 und 313:
® Inhaltsverzeichnis Index Werkzeu
- Seite 314 und 315:
® Schnittgeschwindigkeiten - Drehz
- Seite 316 und 317:
® Reibahlen: Schnittgeschwindigkei
- Seite 318 und 319:
® Wichtigste Herstellungstoleranze
- Seite 320 und 321:
® 4 320
- Seite 322 und 323:
® Aufbohrreibahlen rechtsdrall und
- Seite 324 und 325:
® Reibahlen Linksdrall und Rechtss
- Seite 326 und 327:
® Reibahlen Rechtsdrall und Rechts
- Seite 328 und 329:
® Reibahlen Linksdrall und Rechtss
- Seite 330 und 331:
® Reibahlen Geradegenutet - Typ «
- Seite 332 und 333:
® Reibahlen Rechtsdrall Und Rechts
- Seite 334 und 335:
® 4.1 334
- Seite 336 und 337:
® Inhaltsverzeichnis Index Werkzeu
- Seite 338 und 339:
® Kegelsenker Berechnungsformeln f
- Seite 340 und 341:
® Kegelsenker - 1 Schneiden - 60°
- Seite 342 und 343:
® Kegelsenker - 1 Schneiden - 90°
- Seite 344 und 345:
344 ®
- Seite 346 und 347:
346 ®
- Seite 348:
www.miniato.it Cod. 010 20 0811 Rev