

Zerspanungsalphabet A-D - TCM International
Zerspanungsalphabet A-D - TCM International
Zerspanungsalphabet A-D - TCM International

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
A<br />
Zerspanungs -ABC<br />
Abrasionsverschleiß ist eine häufig auftretende Verschleißform am Zerspanungswerkzeug, die<br />
hauptsächlich durch Hartpartikel im<br />
Werkstückwerkstoff verursacht wird.<br />
Ähnlich wie beim Schleifen kommen die<br />
Hartpartikel auf die Fläche zwischen<br />
Werkstück und Werkzeug. Das bewirkt eine<br />
mechanische Belastung und führt zu einer<br />
ebenen Fläche an der Freifläche des<br />
Werkzeugs. Je härter der Schneidstoff, umso<br />
größer ist die Widerstandsfähigkeit gegen Abrasion.<br />
Adhäsionsverschleiß tritt hauptsächlich bei<br />
niedrigen Bearbeitungstemperaturen an der<br />
Spanfläche auf. Dieser Verschleiß führt zur<br />
Aufbauschneidenbildung. Hierbei werden<br />
Schichten vom Span aufgeschweißt und gehärtet<br />
und bilden dann einen Teil der Schneide. Es<br />
besteht die Möglichkeit des Abbruchs und der<br />
Beschädigung von Schneide und<br />
Werkstückoberfläche.<br />
Abrichten entfernt stumpf gewordene<br />
Schleifkörner und Metallpartikel aus<br />
Schleifscheiben - Säuberung der<br />
Schleifscheibenschneidfläche für die<br />
erforderliche Wirkrautiefe des<br />
Schleifkörpers. Es werden Rundlauf<br />
und geometrische Form der<br />
Schleifscheibe wieder hergestellt.<br />
Rappold-Winterthur<br />
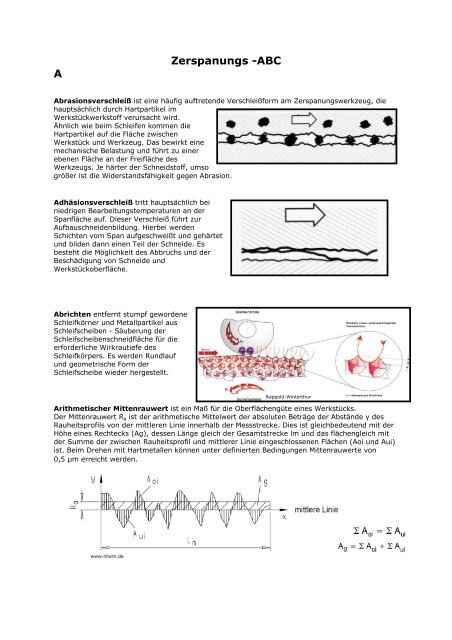
Arithmetischer Mittenrauwert ist ein Maß für die Oberflächengüte eines Werkstücks.<br />
Der Mittenrauwert R a ist der arithmetische Mittelwert der absoluten Beträge der Abstände y des<br />
Rauheitsprofils von der mittleren Linie innerhalb der Messstrecke. Dies ist gleichbedeutend mit der<br />
Höhe eines Rechtecks (Ag), dessen Länge gleich der Gesamtstrecke lm und das flächengleich mit<br />
der Summe der zwischen Rauheitsprofil und mittlerer Linie eingeschlossenen Flächen (Aoi und Aui)<br />
ist. Beim Drehen mit Hartmetallen können unter definierten Bedingungen Mittenrauwerte von<br />
0,5 µm erreicht werden.<br />
www.htwm.de
Aufbauschneiden<br />
sind Verschweißungen des Werkstückwerkstoffs mit der Schneide des Werkzeugs, vor allem bei<br />
klebrigen Materialien wie kohlenstoffarmen Stählen, nichtrostenden Stählen und Aluminium.<br />
Ursache ist eine zu niedrige Temperatur in der Schneidzone. Aufbauschneiden verändern die<br />
Schneidengeometrie und führen zu höheren Schnittkräften. Beim Abscheren der Aufbauschneide<br />
können auch Teile der Schneidkante ausbrechen, sodass verstärkt Verschleiß auftritt. Die Bildung<br />
von Aufbauschneiden kann verringert werden durch:<br />
• Erhöhung der Schnittgeschwindigkeit,<br />
• Einsatz von beschichteten Schneidstoffen<br />
• Glatte, polierte Spanflächen<br />
• Reichliche Verwendung von Kühlschmierstoffen<br />
Auswuchten<br />
Die Unwucht gibt an, wie viel unsymmetrische Masse radial von der<br />
Drehmitte entfernt ist. Unwucht erzeugt bei drehender Spindel eine<br />
Fliehkraft. Diese stört die Laufruhe des Werkzeugs. Die Fliehkraft F<br />
wächst linear mit der Unwucht, aber quadratisch mit der Drehzahl. Lage<br />
und Masse der Unwucht werden auf einer Auswuchtmaschine<br />
festgestellt. Zur Korrektur dieser Unwucht werden entweder Masse<br />
angebracht (Wuchtschrauben), Massen entfernt (Anfräsen von<br />
Wuchtflächen, Wuchtbohrungen) oder Massen versetzt (Auswuchtringe).<br />
Je größer die Anforderungen an die Fertigungsgenauigkeit und je höher<br />
die Drehzahlen mit denen gearbeitet wird, desto höher die<br />
Anforderungen an das Auswuchten von Werkzeugaufnahme und<br />
Werkzeug.<br />
B<br />
Beschichtung bedeutet Aufbringung einer fest haftenden Hartstoff- und/oder Schmierstoffschicht<br />
auf einem Zerspanungswerkzeug mit den Zielen:<br />
• Verbesserung des Verschleißschutzes<br />
• Standzeitverlängerung<br />
• höherer mechanischer, chemischer und<br />
thermischer Widerstand<br />
• Höhere Schnitt- und<br />
Vorschubgeschwindigkeiten<br />
• Verbesserte Oberflächenqualitäten<br />
• verbesserte Spanbildung<br />
Schichtdicke und Schichtaufbau sind der<br />
Bearbeitungsaufgabe angepasst. Die<br />
bekanntesten Beschichtungen bei der<br />
Sandvik<br />
Zerspanung bestehen aus TiN, TiC, TiCN, TiAlN,<br />
Al 2 O 3 .
Bohren ist ein spanendes Fertigungsverfahren mit geometrisch bestimmter Schneide. Dabei ist das<br />
Werkstück fest eingespannt. Der Bohrer führt eine kreisförmige Schnittbewegung und eine gerade<br />
Vorschubbewegung in Richtung der Drehachse aus.<br />
Das Verfahren dient zur Herstellung zylindrischer Bohrungen. Ausführung und Geometrie der<br />
Bohrer ist abhängig von Werkstoff, Durchmesser und Tiefe der Bohrung.<br />
Zwei Hauptarten sind Spiralbohrer und Wendeschneidplattenbohrer.<br />
Die meisten Spiralbohrer bestehen aus HSS, für stabile Bearbeitungsbedingungen mit höheren<br />
Schnittwerten können Vollhartmetall-Spiralbohrer verwendet werden.<br />
Für die Bearbeitung größerer Bohrungsdurchmesser ab ca.20 mm werden auf Bearbeitungszentren<br />
Wendeplattenbohrer eingesetzt.<br />
Auf Grund der gleichen Kinematik werden dem Verfahren auch Reiben, Senken, Aufbohren,<br />
Gewindebohren zugeordnet.<br />
Ceratizit

