

Workflow - Weco-optik.com
Workflow - Weco-optik.com
Workflow - Weco-optik.com

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Profession<br />
Augenoptische Werkstatt<br />
<strong>Workflow</strong><br />
In einem Arbeitsgang Schleifen und Bohren<br />
Die Ausrüstung und Einrichtung einer augenoptischen Werkstatt<br />
sagt viel über die Einstellung des Betriebsinhabers zum<br />
handwerklichen Teil seines Berufes. Das Bild reicht von notdürftig<br />
umgebauten Kellerräumen und ausgelutschten Maschinen<br />
und Werkzeugen bis hin zum professionellen Profitcenter,<br />
in dem täglich fünfzig oder mehr Brillen verglast<br />
werden. Diese Hard- und Software kann auch von dem mittelständischen<br />
Augen<strong>optik</strong>er eingesetzt werden, der Wert legt<br />
auf Effizienz der Werkstattarbeit und Präzision in der Anfertigung<br />
der hochwertigen Produkte, die er seinen Kunden<br />
verkauft. Von Jörg Spangemacher<br />
In die augenoptische Werkstatt ist die<br />
Elektronik eingezogen, um Daten nur<br />
noch einmal objektiv zu erfassen und<br />
sie dann allen anderen Instrumenten und<br />
Maschinen im Prozess der Bearbeitung<br />
zur Verfügung zu stellen. Auch die Maschinen<br />
sind mittlerweile für die Anforderungen<br />
modischer randloser Brillen<br />
aufgerüstet worden, sodass heute<br />
Bohrungen und Fräsungen in einem Arbeitsgang<br />
nach der Randbearbeitung<br />
durchgeführt werden können. Der Einsatz<br />
unterschiedlicher Ausstattungen<br />
einer modernen Werkstatt soll im ersten<br />
der zweiteiligen Folge an der Fertigung<br />
einer Vier-Loch-Brille gezeigt weden. Im<br />
zweiten Teil betrachten wir die Anfertigung<br />
einer normalen Brillenfassung mit<br />
Vollrand.<br />
(01) Die Eingangsstation eines jeden<br />
Jobs in der Werkstatt ist der<br />
Scheitelbrechwertmesser. Er hat vier<br />
Aufgagen für die weitere Bearbeitung<br />
einer Brille. Mit ihm werden die optischen<br />
Werte eines Brillenglases gemessen.<br />
Damit ist ein Vergleich möglich, ob<br />
diese Werte mit der Verordnung aus der<br />
Brillenglasbestimmung des<br />
Augen<strong>optik</strong>ers übereinstimmen.<br />
Gleichzeitig werden der optische<br />
Mittelpunkt gefunden und die Achslage<br />
eines torischen Glases eingestellt. Dann<br />
kann das Glas angezeichnet und markiert<br />
werden.<br />
(02) Dem Markieren eines<br />
Brillenglases nach dem Messvorgang<br />
wird in der täglichen Werkstattarbeit<br />
wenig Beachtung geschenkt: Den<br />
Hebel bewegen, drei Punkte aufs<br />
Glas, fertig. Kaum jemand fragt sich,<br />
wie genau die mechanische Führung<br />
der Stifte ist, und wie präzise zur<br />
Messung die Punkte wirklich liegen.<br />
Denn Höhenfehler sind möglich und<br />
können später zur Unverträglichkeit<br />
der Brille führen, solange diese<br />
Punkte nicht regelmäßig kontrolliert<br />
werden.<br />
30<br />
FOCUS 3/2002
Profession<br />
Augenoptische Werkstatt<br />
Die Genauigkeit der Anzeichenstifte im Scheitelbrechwertmesser<br />
kann relativ einfach ermittelt<br />
werden. Das Glas braucht dazu nach dem Anzeichnen<br />
nur um 180° gedreht und noch einmal<br />
angezeichnet werden. Sind die drei Markierungspunkte<br />
nicht deckungsgleich, kann es zu<br />
Höhenfehlern und unverträglichen prismatischen<br />
Wirkungen kommen.<br />
(03) Die Form eines Glases für eine randlose Brille kann nur von einem Tracer abgetastet<br />
werden. Dazu wird die Demoscheibe zunächst parallaxenfrei und achsgenau aufgeblockt.<br />
Der Tracer wird für die Außenabtastung umgerüstet und kann so die Form<br />
aufnehmen und speichern.<br />
In modernen Geräten wie zum Beispiel dem CAD<br />
III können die Positionen parallaxenfrei nach x-<br />
und y-Werten angesteuert werden. Diese Werte werden<br />
auf das Brillenglas übertragen. Da sie im Normalfall<br />
für das rechte und linke Glas symmetrisch<br />
liegen, brauchen sie für das jeweils andere Glas<br />
nur gespiegelt werden, was der im Randschleifautomat<br />
integrierte Rechner automatisch macht und<br />
den Bohrarm entsprechend positioniert.<br />
Sind aus bestimmten extravaganten modischen<br />
Überlegungen unsymmetrische Formen<br />
rechts und links gewünscht, so muss für jedes<br />
Glas auf jeder Seite ein eigener Datensatz (Job)<br />
angelegt und gespeichert werden.<br />
Wegen der begrenzten Platzverhältnisse im<br />
Schleifraum des Automaten wird der Schleifstift<br />
über eine Druckluftturbine angetrieben ähnlich<br />
des Bohrers, den wir vom Zahnarzt kennen.<br />
Allerdings geht das Pfeifen der Turnbine<br />
im Lärm das Automaten unter. Deshalb gehört<br />
zur Ausrüstung dieses Automaten auch ein Kompressor,<br />
der so leise arbeitet, dass er im Unterschrank<br />
selbst im Laden aufgestellt werden kann.<br />
(04) Da der Randschleifautomat im nächsten Schritt auch die nötigen Löcher bohren<br />
soll, um die Armaturen achsgenau zu befestigen, müssen die Positionen und<br />
Durchmesser der Bohrungen oder Fräsungen bestimmt werden. Die rein mechnaische<br />
Bestimmung dieser Positionen mit zum Beispiel einem PD-Stab wird den<br />
Anforderungen an eine präzise handwerkliche Arbeit nur schwer gerecht.<br />
Der Schleifstift dreht sich mit 300.000 UpM<br />
und sorgt so für sehr feine Oberflächen. Ein Elektromotor<br />
ist für die Enge im Schleifraum zu groß<br />
und zu schwer, oder es müssten aufwändige und<br />
teure Getriebe mit entsprechend hohem Serviceaufwand<br />
eingebaut werden.<br />
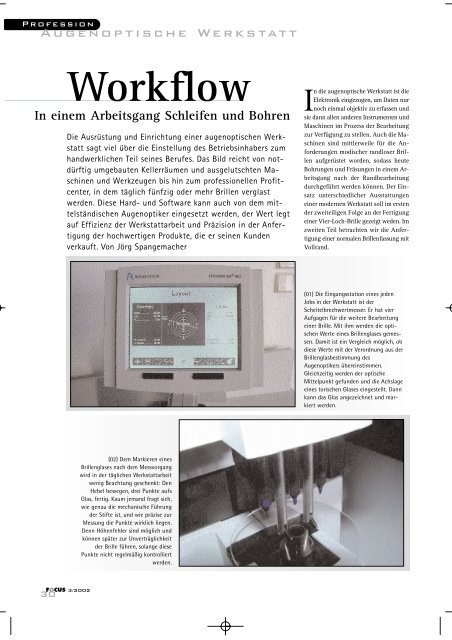
(05) Nach Eingabe der Zentrierdaten<br />
für das Brillenglas (links unten im Bild)<br />
berechnet das Gerät die<br />
Zentrierpunktlage sowie die Form des<br />
Glases und zeigt beides an. Der<br />
Werkstattaugen<strong>optik</strong>er bringt den optischen<br />
Mittelpunkt und die Achse des<br />
Rohglases dazu zur Deckung. Der<br />
Rohglasdurchmesser wird geprüft und<br />
das Glas wird zur Bearbeitung im<br />
Randschleifautomat aufgeblockt.<br />
3/2002 FOCUS<br />
31
Profession<br />
Augenoptische Werkstatt<br />
(06) Die Daten des CAD III werden<br />
im Speicher des Automaten abgelegt<br />
und von dort zur weiteren<br />
Bearbeitung abgerufen. Auf dem<br />
Monitor erscheinen die<br />
Formscheibe mit den Positionen<br />
der vier Bohrlöcher sowie der<br />
Durchmesser des Rohglases im<br />
Größenverhältnis 1:1. Für eine<br />
Brille braucht man nur einen<br />
Datensatz, denn die Werte für<br />
rechts links werden gespiegelt.<br />
(07) Das Glas wird vorgeschliffen.<br />
Anschließend wird dieses Glas vom<br />
Automaten vermessen, um die weitere<br />
Bearbeitung vorzubereiten. Dazu werden<br />
an bestimmten Punkten die<br />
Kurven des Glases wie auch die<br />
Randdicke über den gesamten Umfang<br />
des fertigen Brillenglases bestimmt.<br />
Diese Daten werden gebraucht für eine<br />
optimal gesteuerte Facette, für eine<br />
unterbrechnungsfreie Politur der<br />
Flachfecette (die Polierscheibe wird<br />
während des Poliervorgangs entsprechend<br />
mitgeführt) und um die<br />
Pfeilhöhe an der Bohrposition wie<br />
auch die Materialstärke des Glases dort<br />
zu kennen.<br />
(08) In unserem Beispiel wird das<br />
Brillenglas als Nächstes gebohrt. Dabei<br />
handelt es sich nicht um einen Bohrer,<br />
sondern um einen Schleifstift, dessen<br />
Oberfläche mit feinem Diamantstaub<br />
besetzt ist ähnlich den Schleifscheiben.<br />
So werden die verschiedenen<br />
Durchmesser der Bohrungen oder<br />
Fräsungen nicht durch<br />
Werkzeugwechsel geschaffen, sondern<br />
durch Steuerung des Bohrarms. Auf<br />
diese Weise lassen sich auch unzählige<br />
verschiedene Muster fräsen (Abb. 10).<br />
Natürlich sind auch Langlöcher für die<br />
Air Titan Brillen möglich.<br />
32<br />
FOCUS 3/2002
Anzeige<br />
optonia<br />
(09) Das fertige Brillenglas mit eingepasstem Mittelarmatur und die<br />
Demoscheibe.<br />
(10) Der Fantasie sind keine Grenzen gesetzt, wenn ein Brillenglas mit Fräsungen<br />
aller Art nach den Wünschen eines Kunden verziert werden soll.







