Fertigungstechnik 1, Pulvermetallurgie
Fertigungstechnik 1, Pulvermetallurgie
Fertigungstechnik 1, Pulvermetallurgie

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
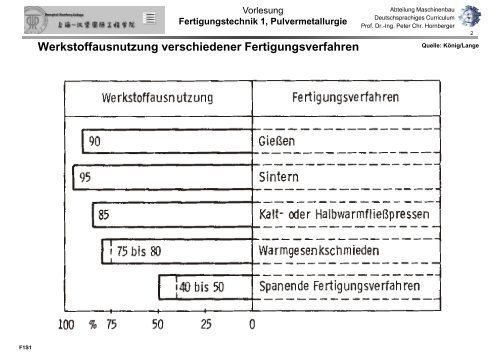
Werkstoffausnutzung verschiedener Fertigungsverfahren<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
2<br />
Quelle: König/Lange<br />
F1S1
<strong>Pulvermetallurgie</strong>, nicht „Sintern“<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
3<br />
Sintertechnik<br />
Beim Sintern werden die Stoffeigenschaften verändert<br />
Einordnung des Sinterns in die Hauptgruppe 6.1 nach DIN 8580<br />
<strong>Pulvermetallurgie</strong><br />
rgie<br />
F1S1<br />
Die <strong>Pulvermetallurgie</strong> umfasst das Herstellen von metallischem Pulver und<br />
das Fertigen von Teilen aus diesem Pulver mit oder ohne Zusatz von<br />
nichtmetallischen Stoffen durch Formen und Sintern (DIN 30 900)
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Verfahrensschritte bei der Sintertechnik (Ablauf)<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Quelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
4<br />
fertiges<br />
Werkstück<br />
F1S1<br />
Grünling<br />
Merken:<br />
mind. 3 Verfahrensschritte<br />
- Pulverherstellung/Mischen<br />
- Pressen<br />
-Sintern<br />
fertiges Werkstück
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Verfahrensschritte der Einfach-Sintertechnik<br />
Einfach-Sintertechnik<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
fertiges<br />
Werkstück<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
5<br />
Qualität = ?<br />
Pulverherstellung<br />
und Mischen<br />
Pressen:<br />
- Grünling<br />
Sintern<br />
Einfach -Sintertechnik<br />
Pulverherstellung/Mischen + Pressen + Sintern fertiges Werkstück<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Verfahrensschritte der Zweifach-Sintertechnik<br />
Einfach-Sintertechnik<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
fertiges<br />
Werkstück<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
6<br />
Pulverherstellung<br />
und Mischen<br />
Pressen:<br />
- Grünling<br />
erstes<br />
Sintern<br />
wiederholtes<br />
Sintern<br />
Nachpressen: (kalt) Kalibrieren:<br />
Schmieden: (warm) - Maßhaltig-<br />
- Porigkeit mindern<br />
keit erzeugen<br />
Einfach -Sintertechnik<br />
Zweifach-Sintertechnik<br />
Mischen + Pressen + Sintern fertiges Werkstück<br />
Hinzu kommen: Nachpressen + 2. Sintern + Kalibrieren fertiges Werkstück<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Verfahrensschritte der Mehrfach-Sintertechnik<br />
Einfach-Sintertechnik<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
fertiges<br />
Werkstück<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
7<br />
Pulverherstellung<br />
und Mischen<br />
Pressen:<br />
- Grünling<br />
erstes<br />
Sintern<br />
wiederholtes<br />
Sintern<br />
Nachpressen: (kalt) Kalibrieren:<br />
Schmieden: (warm) - Maßhaltig-<br />
- Porigkeit mindern<br />
keit erzeugen<br />
Einfach -Sintertechnik<br />
Zweifach-Sintertechnik<br />
Mischen + Pressen + Sintern fertiges Werkstück<br />
Hinzu kommen: Nachpressen + 2. Sintern + Kalibrieren fertiges Werkstück<br />
Mehrfach-Sintertechnik Die Abfolge Nachpressen + Sintern wird mehrfach wiederholt,<br />
bis das Ergebnis der Porigkeit zufriedenstellend ist.<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Verfahrensschritte der <strong>Pulvermetallurgie</strong><br />
(nach Hirschborn)<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
8<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
12<br />
Pulververdichtung bei einseitiger und zweiseitiger Druckwirkung<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
Verdichtung bei einseitiger Druckwirkung<br />
Verdichtung des Metallpulvers durch koaxiales Pressen<br />
Pressneutrale<br />
- Zone der geringsten<br />
Verdichtung im Werkstück<br />
- Pulver wird beim Pressen<br />
nicht verschoben<br />
Anwendung:<br />
Querbohrungen durch<br />
Verwendung von Schiebern<br />
Lage der Pressneutralen<br />
ergibt sich über die Wahl<br />
des Geschwindigkeits-<br />
verhältnisses v 1 : v 2<br />
v 1<br />
v 1<br />
v 1 = v 2 mittige Lage<br />
v 2<br />
F1S1<br />
Verdichtung bei zweiseitiger Druckwirkung
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
2. Formen eines zweischnittigen Werkstückes<br />
mit Hilfe eines geteilten Unterstempels<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
14<br />
Quelle: Pries<br />
Forderung Beim Pressen des Pulvers muss darauf geachtet werden, dass im Formteil<br />
eine möglichst gleichmäßige Dichte erzeugt wird.<br />
Problem<br />
Lösung<br />
Füllfaktor<br />
Bei mehrquerschnittigen Werkstücken kann diese Forderung mit einem<br />
"normalen" koaxialen Presswerkzeug nicht realisiert werden.<br />
Es werden Werkzeuge verwendet, die über mehrere Unterstempel<br />
verfügen.<br />
Im Beispiel sind zwei Unterstempel erforderlich, von denen der linke<br />
Stempel 10 mm länger ist als der rechte Stempel<br />
(Stempellängendifferenz = Werkstückhöhendifferenz),<br />
Bild A<br />
Der Füllfaktor des Pulvers wird mit Q = 2,50 angenommen<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Füll- und Presstechnik bei der Herstellung<br />
mehrschnittiger Sinterformteile (Prinzipbeispiel)<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
15<br />
Bildquelle: Spur/Stöferle<br />
A B C D<br />
A) Formling<br />
B) erforderliche Pulversäule bei einem Füllfaktor von 2,5<br />
C) Füllstellung des Werkzeugs<br />
D) Stellung nach dem Pressen<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
2. Formen eines zweischnittigen Werkstückes<br />
mit Hilfe eines geteilten Unterstempels<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
16<br />
Quelle: Pries<br />
Pulversäulen erforderliche Füllhöhe der linken Seite 10 mm · 2,50 = 25 mm<br />
erforderliche Füllhöhe der rechten Seite 20 mm · 2,50 = 50 mm,<br />
Bild B<br />
F1S1<br />
Befüllen<br />
Pressen<br />
Merken<br />
Wegen der Dosiertechnik (Abrakeln) müssen beim Befüllen des<br />
Werkzeuges die Oberkanten der beiden Pulversäulen bündig sein.<br />
Dafür muss der linke Stempel angehoben werden, und zwar in<br />
diesem Beispiel um 15 mm<br />
(Anhebeweg = Pulversäulendifferenz – Werkstückhöhendifferenz),<br />
Bild C.<br />
Beim Pressen werden die Geschwindigkeiten der beiden<br />
Unterstempel so synchronisiert, dass am Ende ihre Unterseiten<br />
wieder bündig sind,<br />
Bild D.<br />
Der rechte Stempel bewegt sich also etwas schneller.<br />
Je mehr Unterstempel erforderlich sind, desto komplizierter und<br />
teurer werden das Werkzeug und die Pressmaschine. Es sind<br />
Werkstückformen zu bevorzugen, die in der Höhe nur geringe<br />
Unterschiede aufweisen, also möglichst einquerschnittig sind.
Weitere Pressverfahren<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
17<br />
Bildquelle: Spur/Stöferle<br />
Schatt<br />
Bearbeitung: Pries<br />
Formverfahren für ....<br />
langgestreckte Werkstücke<br />
- Drähte<br />
z.B.: Wolframdrähte für<br />
Glühlampenwendel<br />
Verdichtung des Metallpulvers durch Strangpressen<br />
Trennblech<br />
- nach E.Gregory<br />
flächige Werkstücke<br />
- Bleche<br />
z.B.: poröse Bleche<br />
Bi-Metalle<br />
F1S1<br />
Verdichtung des Metallpulvers durch Walzen<br />
Förderung des Pulvers zum Walzspalt durch Reibung an<br />
den Walzen; vertikale Pulverzuführung durch Schwerkraft
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Übliche Sintertemperaturen einiger technischer Werkstoffe<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
18<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
Schmelztemperatur als<br />
Vergleich:<br />
T Schmelz, Fe = 1536 °C<br />
ΔT ≅ 400 K<br />
Vorteil der Sintertechnik:<br />
wesentlich geringere<br />
Temperaturen, d.h.<br />
wesentlich geringerer<br />
Energieverbrauch<br />
T Schmelz, Wo = 3410 °C<br />
ΔT ≅ 2000 K<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Unterschiedliche Phasen des Sinterprozesses<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
19<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
3. Möglichkeiten der Nachbehandlung von Sinterwerkstücken (1/2)<br />
21<br />
(Quelle: Pries)<br />
Pulvergeformte Werkstücke sind nach der festigkeitgebenden Wärmebehandlung (Sintern)<br />
funktionstüchtige Bauteile, deren Eigenschaften jedoch durch eine oder mehrere Nach-<br />
behandlungen noch verbessert werden können.<br />
Nach- Werkstücke, die aus einem Einkomponentenpulver p hergestellt wurden, weisen<br />
pressen einen Restluftanteil (Porosität) auf. Dadurch sind ihre mechanischen Eigen-<br />
+ Sintern schaften nicht so gut wie die vergleichbarer vergossener Werkstücke.<br />
Dieser Nachteil kann durch wiederholtes Nachpressen und erneutes Sintern<br />
reduziert werden (Mehrfachsintertechnik). Bei Eisen ist dadurch z.B. eine<br />
spez. Masse von ρ Fe,Sinter,max = 7,70 kg/dm 3 erreichbar.<br />
(Zum Vergleich: ρ Fe,vergossen = 7,85 kg/dm 3 )<br />
Kalibrierung<br />
Werkstücke, besonders wenn sie aus einem Mehrkomponentenpulver hergestellt<br />
wurden, schrumpfen beim Sintern und verlieren dadurch u. U. ihre Maßhaltigkeit.<br />
Beim Kalibrieren wird das Werkstück in einem gesonderten Werkzeug mit<br />
eingeengten Toleranzen nachgepresst (Erhöhung der Formgenauigkeit). Bei<br />
weichen Werkstoffen sind dadurch die Toleranzfelder IT 4 ... 5 erreichbar<br />
(Schleifqualität); lität) bei härteren Werkstoffen IT 7 ... 8 (Drehqualität).<br />
F1S1
Tränken<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
3. Möglichkeiten der Nachbehandlung von Sinterwerkstücken (2/2)<br />
22<br />
(Quelle: Pries)<br />
Bei Werkstücken, die aus einem Einkomponentenpulver hergestellt wurden,<br />
kann der verbliebene Luftanteil nachträglich noch aufgefüllt werden.<br />
Und zwar durch das Einbringen von ...<br />
▪ Schmierstoff<br />
Das Werkstück wird in ein Bad mit flüssigem Schmierstoff gelegt, welcher durch<br />
Kapillarwirkung in das Werkstück eingesogen wird. Das Ergebnis sind Gleitlagerwerkstoffe<br />
mit Lebensdauerschmierung (z.B. für Küchengeräte) oder mit<br />
besonderen Notlaufeigenschaften.<br />
▪ Metall<br />
Das Werkstück wird in ein Bad eines niedrigschmelzenden Metalls gelegt und so<br />
mit diesem aufgefüllt. Außerhalb des Bades erstarrt das Metall, und es ist ein so<br />
genannter Verbundwerkstoff entstanden.<br />
z.B.: Fe mit 15 ... 20% Luftanteil mit Cu aufgefüllt zur Verbesserung der<br />
elektrischen Leitfähigkeit.<br />
▪ Kunststoff<br />
Verfahrensablauf wie bereits beschrieben<br />
z.B.: Fe mit 20 ... 30% Luftanteil mit Kunststoff aufgefüllt zur Verbesserung der<br />
Gleiteigenschaften<br />
Vergüten/<br />
Härten<br />
Jeder gesinterte Werkstoff kann derselben Wärmebehandlung unterzogen<br />
werden, wie die vergleichbaren vergossenen Werkstoffe.<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Einteilung der Sinterstähle in Klassen nach ihrem Raumerfüllungsgrad [%]<br />
23<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
Restporigkeit ca. 2%<br />
geschmiedete<br />
Teile<br />
ad lungsgra<br />
Ra aumerfül<br />
Porigkeit<br />
mech. belastbare Bauteile<br />
(geringe Porigkeit hohe Belastbarkeit)<br />
Gleitlager (Poren mit Schmierstoff gefüllt)<br />
Filter (offene Poren)<br />
Werkstoffklasse<br />
F1S1
Anwendungen von Sinterwerkstoffen<br />
Zuordnungen nach Werkstoffklassen<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
24<br />
Bildquelle: N.N.<br />
Bearbeitung: Pries<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
Vergleich der Eigenschaften: Sinterstähle – gegossene Fe-Werkstoffe<br />
25<br />
Bildquelle: Spur/Stöferle<br />
Bearbeitung: Pries<br />
1. Sinterstähle erreichen die Werte<br />
der allg. Baustähle (DIN 17100)<br />
2. Die Werte höherwertiger Stähle<br />
können nicht erreicht werden.<br />
F1S1<br />
Zugfestigkeit von Sinterstählen und anderen<br />
Werkstoffen<br />
Bruchdehnung von Sinterstählen und anderen<br />
Werkstoffen a Grauguss (DIN 1691) b Temperguss (DIN 1692)<br />
Merken:<br />
Bei vergleichbaren Werkstoffen<br />
können die gesinterten Werkstoffe<br />
die Festigkeits- und Umformeigenschaften<br />
der gegossenen Werkstoffe<br />
nicht ihterreichen.<br />
d.h.: Für hohe mechanische<br />
Belastungen sind gesinterte<br />
Werkstoffe nicht geeignet.
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Einsatzbereiche technischer Keramikwerkstoffe<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
26<br />
F1S1
Historischer Ursprung<br />
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (1/7)<br />
Problem: In den 20er Jahren wurde intensiv nach einem Werkstoff als Ersatz für<br />
die bis dahin verwendeten Natur-Diamant-Ziehsteine bei der Fertigung von<br />
Osmium/Wolfram-Glühlampenwendeln (Marke OSRAM) gesucht.<br />
28<br />
(Quelle: Pries)<br />
Lösung:<br />
das Hartmetall WIDIA (= wie Diamant)<br />
vorgestellt von der Fa. Krupp 1926 auf der Leipziger Messe nach einem Patent<br />
aus dem Jahre 1923.<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (2/7)<br />
29<br />
(Quelle: Pries)<br />
Heutige Einsatzgebiete<br />
1.1 Formgebung bei Werkstoffen mit sehr hohem Schmelzpunkt<br />
a) Einkomponentenpulver<br />
Es gibt viele Werkstoffe, die schmelztechnisch nicht oder nur mit sehr hohem Aufwand<br />
geformt werden können. Im Vergleich zum Schmelzen sind bei der <strong>Pulvermetallurgie</strong><br />
die für das Sintern erforderlichen Ofentemperaturen erheblich geringer.<br />
Daher bietet es Kostenvorteile, wenn ein Werkstoff nicht als Schmelze, sondern als<br />
Pulver verarbeitet t werden kann.<br />
F1S1<br />
erforderliche Temperatur: T sinter = 0,5 ... 0,8 · T Schmelz<br />
(nur gültig für 1. Näherung)<br />
zum Vergleich Wolfram W T s = 3410 °C<br />
einige Schmelz- Tantal Ta T s = 3000 °C<br />
temperaturen: Molybdän Mo T s = 2622 °C<br />
Niob Nb T s = 2415 °C<br />
Titan Ti T s = 1668 °C<br />
Kobalt Co T s = 1494 °C<br />
Beispiele:<br />
Glühlampenwendel aus Wolfram W<br />
T Schmelz = 3410 °C<br />
T Sinter = ca. 1600 °C<br />
Heizelemente aus Tantalkarbid TaC<br />
T Schmelz = ca. 3500 °C<br />
T Sinter = ca. 1800 °C
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (3/7)<br />
30<br />
(Quelle: Pries)<br />
Heutige Einsatzgebiete<br />
1.1 Formgebung bei Werkstoffen mit sehr hohem Schmelzpunkt<br />
b) Mehrkomponentenpulver<br />
Es werden die Pulver von unterschiedlichen Metallen oder Metallverbindungen<br />
miteinander gemischt, um so bestimmte gewünschte Werkstoffeigenschaften zu<br />
erreichen.<br />
Dabei besteht eine Komponente immer aus einem Metall, welches einen niedrigen<br />
Schmelzpunkt hat.<br />
Beispiele: Hartmetalle für spanende Werkzeuge<br />
mit den Bestandteilen: WC mechanische h Verschleißfestigkeit<br />
it<br />
TaC thermische Verschleißfestigkeit<br />
Co Zähigkeit, gleichzeitig Bindemittel<br />
erforderliche Temperatur: T Sinter<br />
> T Schmelz, niedrigstschmelzende Komponente<br />
Ergebnis:<br />
Die Pulverkörner der höher schmelzenden Komponenten<br />
verbinden sich durch Diffusion zu einem Skelett, der so<br />
genannten Matrix.<br />
Die Pulverkörner der niedrigstschmelzenden Komponente<br />
werden flüssig und füllen die Hohlräume der Matrix auf.<br />
Es entsteht ein porenfreier Werkstoff.<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (4/7)<br />
Heutige Einsatzgebiete<br />
1.2 Formgebung von sehr spröden Werkstoffen,<br />
die mit anderen Verfahren nicht geformt bzw. bearbeitet werden können<br />
31<br />
(Quelle: Pries)<br />
Beispiele: keramische Werkstoffe Gebrauchskeramik, Fliesen, Werkzeuge, usw.<br />
- Korund-Schleifscheiben<br />
- Scheidkeramik für Zerspanung<br />
Kohlewerkstoffe<br />
- Briketts, Pellets<br />
Kohlenstoff als Brennmaterial, Elektroden, usw.<br />
Reaktorbrennstäbe Urandioxid<br />
- Kugelpellets, Tablettenpellets<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (5/7)<br />
Heutige Einsatzgebiete<br />
13F 1.3 Formgebung von Werkstoffverbindungen mit extrem unterschiedlichen<br />
h<br />
Schmelzpunkten<br />
Bei diesen so genannten Verbundwerkstoffen ist entweder ein Werkstoff-<br />
bestandteil nicht ihtschmelzbar lb oder der eine Werkstoff ktffwürde üd sich ihbi bei einer<br />
schmelztechnischen Verbindung schon in der Dampfphase befinden, während der<br />
andere Werkstoff noch nicht flüssig ist.<br />
32<br />
(Quelle: Pries)<br />
Beispiele: Diamant-, CBN-Schleifscheiben<br />
Diamant- oder CBN-Körner werden zusammen mit einem Kobaltpulver geformt<br />
und bei ca. 1700 °C gesintert. Das Kobalt wird flüssig, umschließt die<br />
Diamantkörner und bindet sie dadurch. d Werkstoffe für elektrische Kontakte<br />
Anwendungen: z.B. in Relais und Schützen<br />
mit den Bestandteilen: W, Co Härte, Abbrandfestigkeit<br />
Cu, Ag<br />
elektrische Leitfähigkeit<br />
Werkstoffe für Reibbeläge<br />
Metallkohlen für Elektromotoren<br />
Diese Kohlen bestehen aus einer Kombination i von Kupfer und Graphit,<br />
wobei das Kupfer die Graphitkörner umschließt und sie dadurch bindet.<br />
mit den Aufgaben: Cu elektrische Leitfähigkeit<br />
Graphit<br />
Gleitfähigkeit<br />
mit den Bestandteilen: Fe Scherfestigkeit<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (6/7)<br />
Heutige Einsatzgebiete<br />
1.4 Formgebung von Werkstücken, die für ihre Funktionserfüllung eine definierte<br />
Porosität benötigen<br />
Beispiele:<br />
Filter, Gleitlager, "schwitzende" Werkstoffe<br />
... mit einem Werkstoffanteil von ... ... für folgende Anwendungen ...<br />
< 75 % Filter<br />
75 ... 85 % Gleitlager<br />
> 90 % Formteile<br />
max. ca. 98 % geschmiedete Formteile<br />
... und der Unterscheidung:<br />
poröse Werkstücke mit offenem Porenraum<br />
- Filter Werkstoffe z.B. Bronze, VA-Stahl<br />
poröse Werkstücke mit geschlossenem Porenraum<br />
- Gleitlager Tränken mit Schmierstoff<br />
33<br />
(Quelle: Pries)<br />
F1S1
Vorlesung<br />
<strong>Fertigungstechnik</strong> 1, <strong>Pulvermetallurgie</strong><br />
Heutige Einsatzgebiete<br />
1.5 Formgebung von Werkstücken mit örtlichen Unterschieden in den<br />
Werkstoffeigenschaften<br />
Abteilung Maschinenbau<br />
Deutschsprachiges Curriculum<br />
Prof. Dr.-Ing. Peter Chr. Hornberger<br />
1. Einsatzgebiete der <strong>Pulvermetallurgie</strong> als fertigungstechnische Lösung (7/7)<br />
Bei diesen so genannten Schichtwerkstoffen werden in definierte<br />
Werkstückbereiche Werkstoffe eingelagert, die gegenüber ihrer<br />
Umgebung andere physikalische Eigenschaften haben.<br />
Beispiel: Bremsbeläge mit einer eingearbeiteten Cu-Fe-Schicht zur örtlichen<br />
Reduzierung des elektrischen Widerstandes für eine elektrische<br />
Verschleißanzeige<br />
i<br />
34<br />
(Quelle: Pries)<br />
F1S1