Sinterformteile - Walther Flender
Sinterformteile - Walther Flender
Sinterformteile - Walther Flender

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ML Sinter Solutions Seite 17<br />
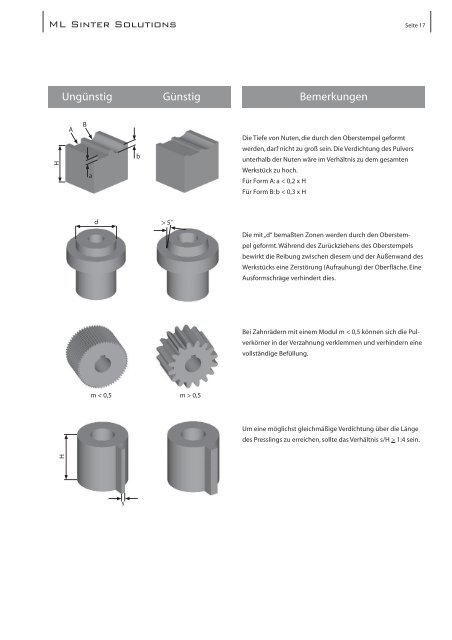
Ungünstig Günstig Bemerkungen<br />
H<br />
A<br />
B<br />
a<br />
b<br />
Die Tiefe von Nuten, die durch den Oberstempel geformt<br />
werden, darf nicht zu groß sein. Die Verdichtung des Pulvers<br />
unterhalb der Nuten wäre im Verhältnis zu dem gesamten<br />
Werkstück zu hoch.<br />
Für Form A: a < 0,2 x H<br />
Für Form B: b < 0,3 x H<br />
d<br />
> 5˚<br />
Die mit „d“ bemaßten Zonen werden durch den Oberstempel<br />
geformt. Während des Zurückziehens des Oberstempels<br />
bewirkt die Reibung zwischen diesem und der Außenwand des<br />
Werkstücks eine Zerstörung (Aufrauhung) der Oberfläche. Eine<br />
Ausformschräge verhindert dies.<br />
Bei Zahnrädern mit einem Modul m < 0,5 können sich die Pulverkörner<br />
in der Verzahnung verklemmen und verhindern eine<br />
vollständige Befüllung.<br />
m < 0,5 m > 0,5<br />
Um eine möglichst gleichmäßige Verdichtung über die Länge<br />
des Presslings zu erreichen, sollte das Verhältnis s/H > 1:4 sein.<br />
H<br />
s