Sinterformteile - Walther Flender
Sinterformteile - Walther Flender
Sinterformteile - Walther Flender

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ML Sinter Solutions Seite 09<br />
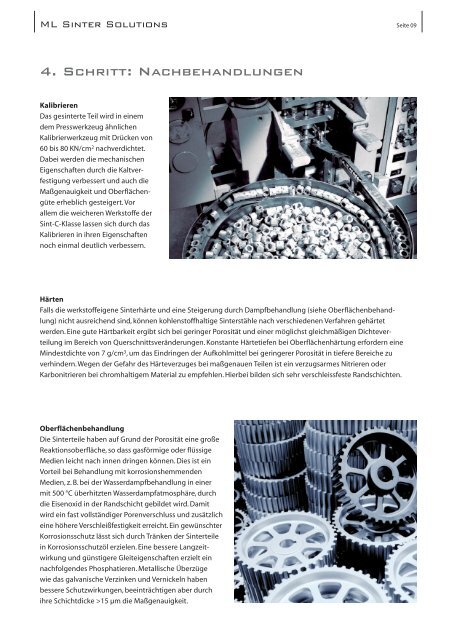
4. Schritt: Nachbehandlungen<br />
Kalibrieren<br />
Das gesinterte Teil wird in einem<br />
dem Presswerkzeug ähnlichen<br />
Kalibrierwerkzeug mit Drücken von<br />
60 bis 80 KN/cm 2 nachverdichtet.<br />
Dabei werden die mechanischen<br />
Eigenschaften durch die Kaltverfestigung<br />
verbessert und auch die<br />
Maßgenauigkeit und Oberflächengüte<br />
erheblich gesteigert. Vor<br />
allem die weicheren Werkstoffe der<br />
Sint-C-Klasse lassen sich durch das<br />
Kalibrieren in ihren Eigenschaften<br />
noch einmal deutlich verbessern.<br />
Härten<br />
Falls die werkstoffeigene Sinterhärte und eine Steigerung durch Dampfbehandlung (siehe Oberflächenbehandlung)<br />
nicht ausreichend sind, können kohlenstoffhaltige Sinterstähle nach verschiedenen Verfahren gehärtet<br />
werden. Eine gute Härtbarkeit ergibt sich bei geringer Porosität und einer möglichst gleichmäßigen Dichteverteilung<br />
im Bereich von Querschnittsveränderungen. Konstante Härtetiefen bei Oberflächenhärtung erfordern eine<br />
Mindestdichte von 7 g/cm 3 , um das Eindringen der Aufkohlmittel bei geringerer Porosität in tiefere Bereiche zu<br />
verhindern. Wegen der Gefahr des Härteverzuges bei maßgenauen Teilen ist ein verzugsarmes Nitrieren oder<br />
Karbonitrieren bei chromhaltigem Material zu empfehlen. Hierbei bilden sich sehr verschleissfeste Randschichten.<br />
Oberflächenbehandlung<br />
Die Sinterteile haben auf Grund der Porosität eine große<br />
Reaktionsoberfläche, so dass gasförmige oder flüssige<br />
Medien leicht nach innen dringen können. Dies ist ein<br />
Vorteil bei Behandlung mit korrosionshemmenden<br />
Medien, z. B. bei der Wasserdampfbehandlung in einer<br />
mit 500 °C überhitzten Wasserdampfatmosphäre, durch<br />
die Eisenoxid in der Randschicht gebildet wird. Damit<br />
wird ein fast vollständiger Porenverschluss und zusätzlich<br />
eine höhere Verschleißfestigkeit erreicht. Ein gewünschter<br />
Korrosionsschutz lässt sich durch Tränken der Sinterteile<br />
in Korrosionsschutzöl erzielen. Eine bessere Langzeitwirkung<br />
und günstigere Gleiteigenschaften erzielt ein<br />
nachfolgendes Phosphatieren. Metallische Überzüge<br />
wie das galvanische Verzinken und Vernickeln haben<br />
bessere Schutzwirkungen, beeinträchtigen aber durch<br />
ihre Schichtdicke >15 µm die Maßgenauigkeit.