Verarbeitung Konzept_lin
Verarbeitung Konzept_lin
Verarbeitung Konzept_lin

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
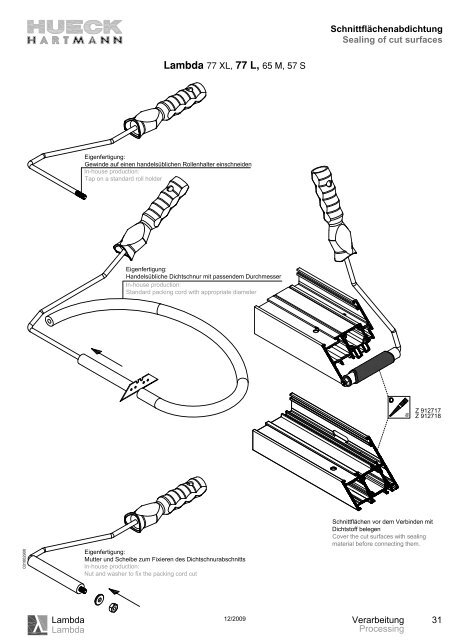
Schnittflächenabdichtung<br />
Sea<strong>lin</strong>g of cut surfaces<br />
Lambda 77 XL, 77 L, 65 M, 57 S<br />
Eigenfertigung:<br />
Gewinde auf einen handelsüblichen Rollenhalter einschneiden<br />
In-house production:<br />
Tap on a standard roll holder<br />
Eigenfertigung:<br />
Handelsübliche Dichtschnur mit passendem Durchmesser<br />
In-house production:<br />
Standard packing cord with appropriate diameter<br />
Z 912717<br />
Z 912718<br />
031002900<br />
Eigenfertigung:<br />
Mutter und Scheibe zum Fixieren des Dichtschnurabschnitts<br />
In-house production:<br />
Nut and washer to fix the packing cord cut<br />
Schnittflächen vor dem Verbinden mit<br />
Dichtstoff belegen<br />
Cover the cut surfaces with sea<strong>lin</strong>g<br />
material before connecting them.<br />
Lambda 12/2009<br />
<strong>Verarbeitung</strong> 31<br />
Lambda<br />
Processing
Stoßverbindungen<br />
T-jolnts<br />
Lambda 77 L IF, 65 M IF<br />
Bearbeitungsschritte<br />
Schritt 1 bis 3: Stossverbinder einsetzen<br />
Schritt 4 und 5: Stossverbinder nach oben ziehen und Schraube eindrehen<br />
Achtung: Es ist bei der Montage darauf zu achten, dass die Dichtlippe richtig positioniert ist!<br />
Processing steps<br />
Step 1 to 3: t-bracket insert<br />
Step 4 and 5: pull t-bracket upwards and fix screw<br />
Attention: It is on the assembly to ensure that the sea<strong>lin</strong>g lip is positioned correctly!<br />
1.<br />
2.<br />
3.<br />
4.<br />
5.<br />
040010600<br />
31A 04/2011<br />
<strong>Verarbeitung</strong><br />
Processing<br />
Lambda<br />
Lambda
Stoßverbindungen<br />
T-jolnts<br />
Lambda 77 XL, 77 L, 65 M<br />
Alle Profi<strong>lin</strong>nenflächen im Bereich der Stoßverbindung<br />
müssen mit HUECK-Metallkleber bestrichen werden!<br />
In the T-joint area, the inner profile surface has to be<br />
coverd with HUECK- metall glue!<br />
Bei Verwendung geschlitzter<br />
Stoßverbinder zum Beispiel<br />
Z 914721 oder Z 914722 ist an der<br />
Schlitzung eine Abdichtung mit<br />
Dichtstoff Z 912717 vorzunehmen<br />
Using slotted T-joints for example<br />
Z 914721 or Z 914722 please seal the<br />
slot area sea<strong>lin</strong>g material Z 912717<br />
Z 994589<br />
Z 994590<br />
Z 994599<br />
Z 996068<br />
Ø 5 / Ø 7.6<br />
Z 914709<br />
Z 917604<br />
Z 917605<br />
Z 912717<br />
Z 912718<br />
D<br />
3<br />
Z 907385<br />
Z 911187<br />
Z 994183<br />
Z 911737<br />
Z 992785<br />
K<br />
Z 912717<br />
Z 912718<br />
D<br />
s<br />
oder<br />
or<br />
Dichtkissen abhängig<br />
von Profilbreite<br />
Sea<strong>lin</strong>g pad depends<br />
on profile width<br />
5<br />
s<br />
77<br />
50.8<br />
18.5<br />
g<br />
Ø5<br />
Ø7.6<br />
34.1<br />
25.5<br />
Ø 5<br />
Z 994589<br />
Z 994599<br />
Z 996068<br />
Ø 7.6<br />
Z 914452<br />
Bearbeitungsschritte<br />
1. Sprosse sägen / k<strong>lin</strong>ken<br />
2. Löcher stanzen / bohren<br />
3. Stoßverbinder befestigen Klemm- /<br />
Stanzschraube<br />
4. Dichtkissen einsetzen und eindichten<br />
5. (57 S) Dichtstoff auf die Schnittfläche<br />
der Aussenschale aufbringen<br />
6. Sprossenprofil fügen<br />
(erst Innen-, dann Außenkammer)<br />
7. Stoß ausrichten<br />
8. Dichtstoff in gesamten Kehlenbereich<br />
einbringen<br />
9. Aussteifungswinkel montieren und<br />
Kleber einbringen<br />
10. (Mitteldichtungsecken montieren)<br />
Processing steps<br />
1. Saw / notch the transom<br />
2. Punch / drill the holes<br />
3. Fix the T-joint<br />
4. Insert the sea<strong>lin</strong>g pad and seal it<br />
5. (57 S) apply the sea<strong>lin</strong>g material to the cutting<br />
area of the external shell<br />
6. Join the transom profile<br />
(Internal chamber at first, then external)<br />
7. adjust the T-joint<br />
8. Insert the sea<strong>lin</strong>g material in the groove<br />
9. Assemble the corner stabiliser and insert glue<br />
10. (Assemble the centre seal gasket corners)<br />
D<br />
s<br />
Z 912717<br />
Z 912718<br />
Lambda 57 S<br />
Z 912717<br />
Z 912718<br />
D<br />
s<br />
3<br />
Z 907385<br />
Z 994183<br />
5<br />
56.5<br />
D<br />
Z 912717<br />
Z 912718<br />
18.5<br />
s<br />
25<br />
Ø7.6<br />
34.1<br />
Z 911737<br />
Z 992785<br />
K<br />
038003000<br />
g<br />
04/2011<br />
<strong>Verarbeitung</strong><br />
Processing<br />
Lambda<br />
Lambda
Stoßverbindungen<br />
T-jolnts<br />
Bearbeitungsschritte<br />
1. Sprosse sägen / k<strong>lin</strong>ken<br />
2. Löcher stanzen / bohren<br />
3. Stoßverbinder befestigen Klemm- /<br />
Stanzschraube<br />
4. Dichtkissen einsetzen und eindichten<br />
5. (57 S) Dichtstoff auf die Schnittfläche<br />
der Aussenschale aufbringen<br />
6. Sprossenprofil fügen<br />
(erst Innen-, dann Außenkammer)<br />
7. Stoß ausrichten<br />
8. Dichtstoff in gesamten Kehlenbereich<br />
einbringen<br />
9. Aussteifungswinkel montieren und<br />
Dichtstoft einbringen<br />
10. (Mitteldichtungsecken montieren)<br />
Lambda 77 L IF, 65 M IF<br />
Processing steps<br />
1. Saw / notch the transom<br />
2. Punch / drill the holes<br />
3. Fix the T-joint<br />
4. Insert the sea<strong>lin</strong>g pad and seal it<br />
5. (57 S) apply the sea<strong>lin</strong>g material to the cutting<br />
area of the external shell<br />
6. Join the transom profile<br />
(Internal chamber at first, then external)<br />
7. adjust the T-joint<br />
8. Insert the sea<strong>lin</strong>g material in the groove<br />
9. Assemble the corner stabiliser<br />
10. (Assemble the centre seal gasket corners)<br />
5<br />
77<br />
50.8<br />
18.5<br />
Ø 5 / 7.6<br />
Z 914770<br />
Z 917604<br />
Z 917605<br />
Ø5<br />
Ø7.6<br />
Z 996068<br />
3<br />
Z 907385<br />
Z 994183<br />
54<br />
D<br />
s<br />
Z 912717<br />
Z 912718<br />
K<br />
g<br />
Z 911737<br />
Z 992785<br />
Z 912717<br />
Z 912718<br />
D<br />
s<br />
Z 912717<br />
Z 912718<br />
D<br />
s<br />
039003100<br />
Alle Profi<strong>lin</strong>nenflächen im Bereich der Stoßverbindung<br />
müssen mit HUECK-Metallkleber bestrichen werden!<br />
In the T-joint area, the inner profile surface has to be<br />
coverd with HUECK- metall glue!<br />
Lambda<br />
Lambda<br />
04/2011<br />
<strong>Verarbeitung</strong><br />
Processing
Bohrschablonen für Stoßverbindung<br />
Dril<strong>lin</strong>g jigs for T-joints<br />
Lambda 77 XL, 77 L<br />
Ø 5 / Ø 7.6<br />
Z 914434<br />
Z 912717<br />
Z 912718<br />
Lambda 65 M<br />
Ø 5 / Ø 7.6<br />
Z 914420<br />
Z 912717<br />
Z 912718<br />
Lambda 57 S<br />
Ø 5 / Ø 7.6<br />
Z 914452<br />
034003200<br />
34 12/2009<br />
<strong>Verarbeitung</strong><br />
Processing<br />
Lambda<br />
Lambda