

Industriell eingesetzte Online-Schichtdickenmessung OC³
Industriell eingesetzte Online-Schichtdickenmessung OC³
Industriell eingesetzte Online-Schichtdickenmessung OC³

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
- Haftschicht<br />
- Deckschicht<br />
3 Messprinzip und Bildauswertung<br />
Die Vorgabe für das zu entwickelnde Messsystem lautet:<br />
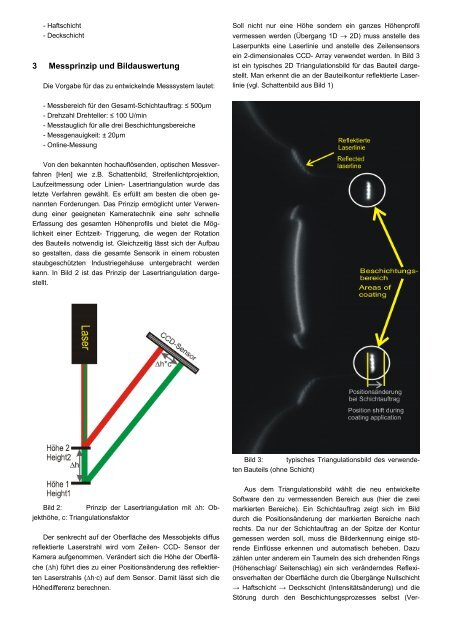
Soll nicht nur eine Höhe sondern ein ganzes Höhenprofil<br />
vermessen werden (Übergang 1D → 2D) muss anstelle des<br />
Laserpunkts eine Laserlinie und anstelle des Zeilensensors<br />
ein 2-dimensionales CCD- Array verwendet werden. In Bild 3<br />
ist ein typisches 2D Triangulationsbild für das Bauteil dargestellt.<br />
Man erkennt die an der Bauteilkontur reflektierte Laserlinie<br />
(vgl. Schattenbild aus Bild 1)<br />
- Messbereich für den Gesamt-Schichtauftrag: ≤ 500µm<br />
- Drehzahl Drehteller: ≤ 100 U/min<br />
- Messtauglich für alle drei Beschichtungsbereiche<br />
- Messgenauigkeit: ± 20µm<br />
- <strong>Online</strong>-Messung<br />
Von den bekannten hochauflösenden, optischen Messverfahren<br />
[Hen] wie z.B. Schattenbild, Streifenlichtprojektion,<br />
Laufzeitmessung oder Linien- Lasertriangulation wurde das<br />
letzte Verfahren gewählt. Es erfüllt am besten die oben genannten<br />
Forderungen. Das Prinzip ermöglicht unter Verwendung<br />
einer geeigneten Kameratechnik eine sehr schnelle<br />
Erfassung des gesamten Höhenprofils und bietet die Möglichkeit<br />
einer Echtzeit- Triggerung, die wegen der Rotation<br />
des Bauteils notwendig ist. Gleichzeitig lässt sich der Aufbau<br />
so gestalten, dass die gesamte Sensorik in einem robusten<br />
staubgeschützten Industriegehäuse untergebracht werden<br />
kann. In Bild 2 ist das Prinzip der Lasertriangulation dargestellt.<br />
Bild 3: typisches Triangulationsbild des verwendeten<br />
Bauteils (ohne Schicht)<br />
Bild 2: Prinzip der Lasertriangulation mit Δh: Objekthöhe,<br />
c: Triangulationsfaktor<br />
Der senkrecht auf der Oberfläche des Messobjekts diffus<br />
reflektierte Laserstrahl wird vom Zeilen- CCD- Sensor der<br />
Kamera aufgenommen. Verändert sich die Höhe der Oberfläche<br />
(Δh) führt dies zu einer Positionsänderung des reflektierten<br />
Laserstrahls (Δh·c) auf dem Sensor. Damit lässt sich die<br />
Höhedifferenz berechnen.<br />
Aus dem Triangulationsbild wählt die neu entwickelte<br />
Software den zu vermessenden Bereich aus (hier die zwei<br />
markierten Bereiche). Ein Schichtauftrag zeigt sich im Bild<br />
durch die Positionsänderung der markierten Bereiche nach<br />
rechts. Da nur der Schichtauftrag an der Spitze der Kontur<br />
gemessen werden soll, muss die Bilderkennung einige störende<br />
Einflüsse erkennen und automatisch beheben. Dazu<br />
zählen unter anderem ein Taumeln des sich drehenden Rings<br />
(Höhenschlag/ Seitenschlag) ein sich veränderndes Reflexionsverhalten<br />
der Oberfläche durch die Übergänge Nullschicht<br />
→ Haftschicht → Deckschicht (Intensitätsänderung) und die<br />
Störung durch den Beschichtungsprozesses selbst (Ver-













![Download PDF [5,37 MB] - MTU Aero Engines](https://img.yumpu.com/21945461/1/190x125/download-pdf-537-mb-mtu-aero-engines.jpg?quality=85)